Схема углекислотного сварочного аппарата
Обновлено: 04.05.2024

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
↑ Внешний вид сварочного полуавтомата

В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм

Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
↑ Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).


Вид на монтаж

Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.

Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
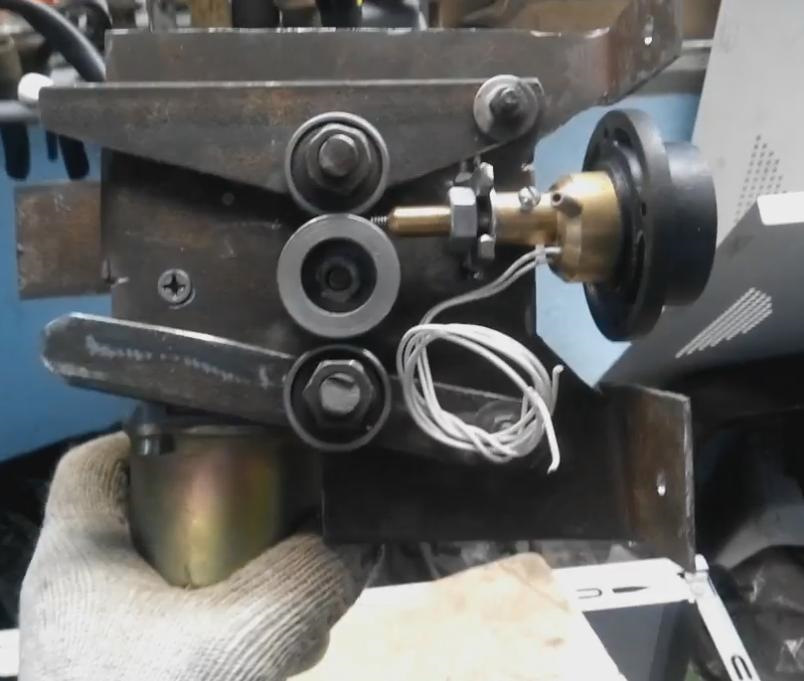
↑ Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Полуавтомат своими руками ))

Всем привет!В одном посте все не описать, но главное понять основы и заиметь желание после этого всё получится!
Все началось с того что как то давно я варил гнилые лонжероны на своей копейке обычной электродуговой сваркой переменным током несколько режимов сварки на ней было из разряда либо дыра либо хрен дугу поймаешь, но все же они были заварены за два прихода и два дня «погони за стаей зайцев» после чего стал бережнее относиться к глазам)).В тот раковой момент и закралась идея о покупке полуавтомата. Долго она во мне сидела и вот настал момент когда решил я что она мне необходима. Побрел по магазинам в его поисках. Цены конечно разные были, но покрутив пару десятков аппаратов понял что китайгавно брать не буду и решил откладывать деньгу на нормальный аппарат. Приехав как то к брату разговорились об сварке и он мне показал свой сварочник (больше конечно магазинного зато сам и сам может починить) .И тут я понял что и мне это вполне под силу.
Извиняюсь за длинное предисловие но что то меня понесло. Ну приступим к делу пожалуй.
Силовой трансформатор мотал на тороидальном сердечнике так как он компактнее и имеет лучшие характеристики в отличии от Ш и П образных. Тор собирал из пары лент трансформаторного железа, а внутрь укладывал пластины от Ш образного трансформатора размером 7*30 см. вот с ним то я и нае**лся вдоволь. Потом все это добро пропитал паркетным лаком (что бы не гудел) просушил обклеил картоном и обмотал полоской обычной ткани. Первичную обмотку мотал скрученным проводом (брал старые обмотки от двигателей холодильных компрессоров и скручивал по 4 провода толщина каждого 0.67 мм) толщиной 2,68 скручивал дрелью не вручную (так бы до сих пор скручивал).Мотал челноком по кругу стараясь делать витки как можно равномернее. После каждого слоя обматывал тканью и сверху мотал новый слой. Начало пометил кусочком белой изоленты с буквой Н. Первый отвод делал на 180-м витке и далее через каждые 5 витков отвод для плавной регулировки. Провод кончился на 257 витке. Все хорошо обмотав тканью подключил к сети транс. работал тихо замерил напряжение витка на вторичной вышло около двух вольт виток. Вторичную обмотку мотал алюминиевой шиной сечением 24 мм2 на полуавтомат вывел несколько отводов 12,18,24 вольта, а на электродуговую 50 вольт (делал две сварки в одном корпусе изначально хотел еще и точечную туда добавить но не хватило места в торе для третей толстой обмотки) с первого и последнего витка вывел их сразу на разъемы(как на инвентарных сварках).Питающий транс. Тоже был собран на торе первичная обмотка 414 витков провода 0.45 мм (взят с экрана кинескопа старого цветного телевизора). Вторичная
обмотка моталась обычным проводом в изоляции сечением 1,5 мм2 .Питающая обмотка моталась отдельно до получения 14.8 вольт так как выпрямив через мост будет как раз 12.5 (для питания реле, электроклапана, контактора).Питающая обмотка для подачи проволоки от 3 до 22 вольт с шагом в один вольт для плавной подачи. Мотор привода проволоки использован с дворников ваз классики, валик протяжки диаметром 30 мм с внутренней резьбой под резьбу шпинделя мотора. На валике протяжки две проточки под 0.8 и 1.2 проволоку. Реле использовал автомобильные для дальнего света, а для запуска силового трансформатора контактор (вместо него можно использовать два соединенные параллельно реле дальнего света).Силовые диоды использовал 2 шт. В200 и 2шт. ВЛ200 особой разницы в их характеристиках нет зато удобнее в монтаже (кто собирал тот поймет) в качестве радиаторов охлаждения для них был использован кусок алюминиево уголка 80*80 (хотя даже летом при жестких условиях сварки они ни грелись).Электроклапан использовал от ваз 2107 (пневмоклапан).С держаком не мудрил купил на рынке самый дешевый за 1200 руб. Галетники мощные покупал на радио рынке. Дроссель мотал на сердечнике из трансформаторного железа 4*6*10 см. алюминиевым проводом сечение 25 мм2 96 витков. Конденсаторы для сглаживания параллельная спайка из 3 штук 20000 мкф на 50 вольт в сумме 60000 мкф. Диодные мосты собирал из диодов Д242Б. Подающий механизм объяснять смысла нет их вариантов куча делаешь какой нравится. Мой вариант сырой делался временно в итоге уже почти год работает и думаю не будет модернизироваться пока не накроется (правду говорят: нет ничего постояннее чем временное).
P.S. Если кто надумает собирать сварочник сам настоятельно рекомендую полазить по спец форумам там все разжевано и много разных схем. Я использовал наипростейшую схему предложенную братом (правда почти всю ее переделал под себя) в ней минимум электроники в отличии от других схем что упрощает в изготовлении и поиске неисправности.
Cварочный полуавтомат Своими руками

В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
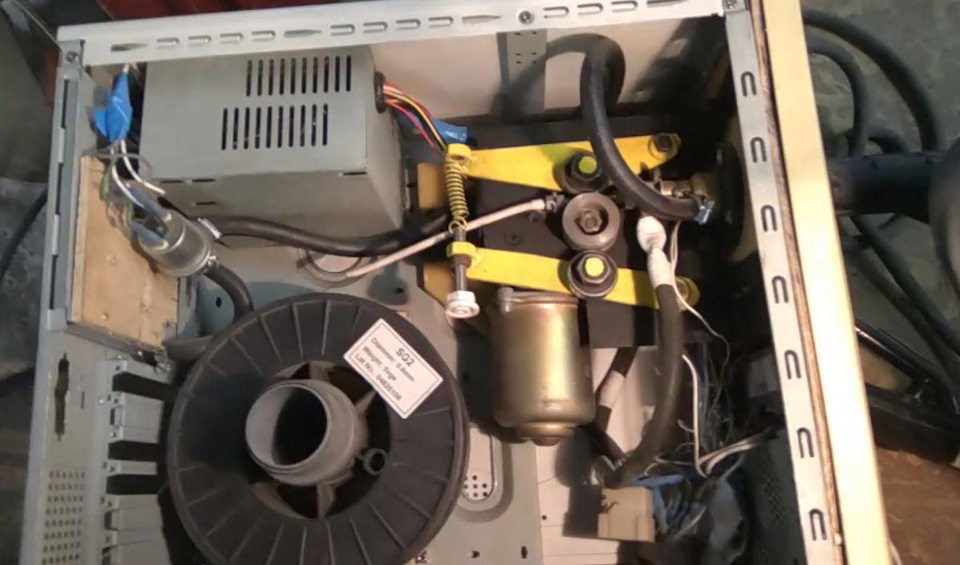


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.

Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
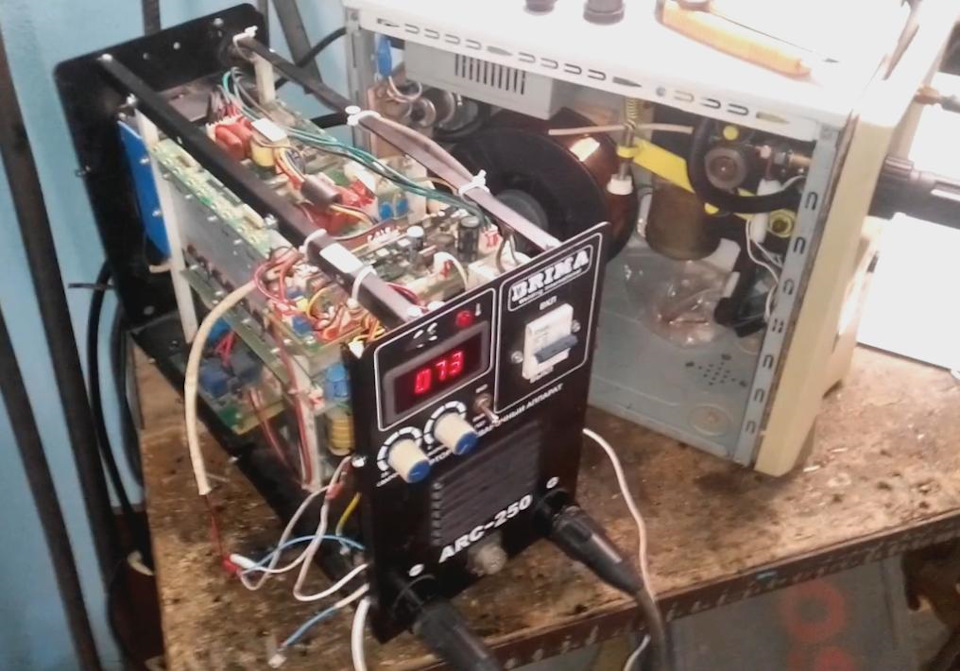
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Самый Простой Полуавтоматический Сварочный Аппарат.

Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Топ авторов темы
welder 11 постов
тимвал 30 постов
oleg1ma 19 постов
xomak 16 постов
Популярные посты
тимвал
Продолжая тему простейших сварочных устройств для домашней мастерской, могу предложить всем желающим собрать из доступных материалов свой личный полуавтомат. Я собрал и пользуюсь уже давно. Вот с
welder
28 декабря, 2015
И не получится, проволока не даст. На практике проверьте. Происходит саморегулировка тока при определенной скорости подачи, об этом даже в книгах пишется. Если нужно варить на полной мощности то нужно

Starichok
для того и делается расчет трансформатора, чтобы железо впитало ровно столько, сколько может впитать.
Изображения в теме

@Vslz это ваше воображение так рисует? Это маломощные движки, там ключ даже не греется. А уменьшить время противоэдс можно включив резистор или стабилитрон последовательно с диодом. Это слегка улучшает стабилизацию. А где полка ЭДС?
режим DCM будет сопровождаться сильным свистом, большой амплитудой тока ключа. Так и коллектор подгореть может.

Собрал макет драйвера, чтоб поиграться с режимами, прежде чем идти дальше. Как я уже говорил, за основу взял схему аудионота, но номиналы решил подбирать сам Немного смущает в схеме цепочка R2 C1. Обычно конденсатором параллелится резистор большего номинала, а тут наоборот. Собственно я поставил в анод 68 килоом, в катод 680 ом. На вторую сетку влепил потенциометр и подогнал режим таким образом, чтоб на аноде было 70 вольт. На катоде при этом получилось 2.7 вольт. Думаю, попробовать уменьшить катодный резистор и подкрутить ещё напряжение на второй сетке, чтоб добиться смещения хотя бы 2 вольта. Почему именно 70 вольт. Дело в том, что я потенциал накала решил поднять на 80 вольт. Т.к. у 6п14 максимально домустимая разность потенциалов между катодом и накалом 100 вольт, то перестраховался. На катоде фазоинвертора будет примерно напряжение анода драйвера плюс смещение. Хотелось бы, чтоб потенциал подогревателя на нём был хотя бы чуть-чуть положительным. С другой стороны я не знаю, насколько это критично. Многие вообще сажают среднюю точку накала на землю и не заморачиваются. Тем более, что на ФИ амплитуда сигнала на сетке выше, чем в первом каскаде. В общем, люди знающие, люди опытные, подскажите плиз, стоит ли плясать с бубном или хрен с ним, если потенциал подогревателя в ФИ будет на пару десятков ниже потенциала катода ? P.S. Кстати усиление каскада получилось 67. Это без ёмкости вокруг катодного резистора. Учитывая, что 6п14п требует вольт 10 для раскачки, то при таком раскладе можно будет обеспечить вполне себе глубокую обратную связь. Даже не знаю, стоит ли заморачиваться с R2 C1
Читайте также: