Шероховатость кромок под сварку
Обновлено: 17.05.2024
6.1.1. На всех поступающих на монтажную площадку блоках, трубах и деталях до начала сборки мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие блоков, труб и деталей их назначению. При отсутствии клейм, маркировки или сертификатов блоки, трубы и детали к дальнейшей обработке не допускаются.
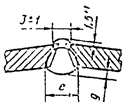
6.1.2. При подготовке стыковых соединений труб для сварки необходимо проверить их соответствие чертежам и требованиям НТД. Отклонение плоскости реза от угольника (размер "е" на рис.6.1) должно быть не выше следующих значений (по ОСТ 24.125.60-89 и ОСТ 108.030.40-79):
соответствие формы, размеров и качества подготовки кромок (в том числе расточки под заданный внутренний диаметр, разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок проверяют специальными шаблонами);
качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений;
правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленным допускам (после расточки под подкладное кольцо или под заданный внутренний диаметр, зачистки наружной и внутренней поверхностей и после калибровки).
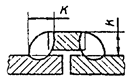
6.1.3. При обработке концов труб длина цилиндрической расточки l под подкладное кольцо (рис.6.2) должна быть (мм):
Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца (значение угла - см.п.6.1.6, б). Расточку можно не производить, если внутренние диаметры стыкуемых труб позволяют собрать стык в соответствии с требованиями п.6.2.5.
6.1.4. Обработку кромок труб под сварку следует производить механическим способом (резцом, фрезой или абразивным кругом) с помощью труборезного станка либо шлифмашинки. Шероховатость поверхности кромок труб, подготовленных для сварки, не должна превышать норм, приведенных на рис.6.2.
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки. Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Трубы из высоколегированных сталей (мартенситного, мартенситно-ферритного и аустенитного классов) можно обрезать механическим способом, а также плазменно-дуговой, газо-флюсовой или воздушно-дуговой резкой. При огневой резке этих сталей должен быть предусмотрен припуск не менее 1 мм на последующую механическую обработку.
Фаски на трубах из углеродистых и низколегированных сталей под ручную или автоматическую аргонодуговую сварку стыков без подкладных колец, а также на трубах из высоколегированных сталей независимо от способа сварки необходимо снимать только механическим способом.
Все местные уступы и неровности, имеющиеся на кромках собираемых труб и препятствующие их соединению в соответствии с требованиями чертежей или настоящего РД, следует до сборки устранить с помощью абразивного круга или напильника, не допуская острых углов и резких переходов.
При резке труб наружным диаметром более 76 мм на оставшейся ее части (которая в данный момент не идет в работу) должна быть сохранена маркировка завода-изготовителя или нанесены вновь несмываемой краской марка стали, номер плавки и размер трубы.
6.1.5. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0°С нужно производить с предварительным подогревом до 200°С и медленным охлаждением под слоем асбеста.
6.1.6. Если разность внутренних диаметров стыкуемых труб превышает допустимую*(2), для обеспечения плавного перехода в месте стыка может быть применен один из следующих способов:
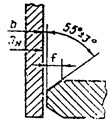
а) раздача (без нагрева или с нагревом) конца трубы с меньшим внутренним диаметром (рис.6.3, а). Области применения этого способа и допустимое значение раздачи приведены в табл.6.1. После раздачи необходимо проверить соответствие толщины стенки трубы минимально допустимому расчетному значению;
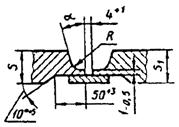
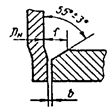
б) механическая обработка (расточка) по внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис.6.3, б (для стыка без подкладного кольца) или 6.3, в (для стыка с остающимся подкладным кольцом) при условии, что толщина стенки трубы после расточки будет не меньше расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца должен быть не более 6° на трубах из аустенитной стали и не более 15° - из других сталей;
в) наплавка на внутреннюю поверхность трубы, имеющей больший внутренний диаметр, слоя металла с последующей его обработкой резцом или абразивным камнем для снятия неровностей и обеспечения плавного перехода к поверхности труб (рис.6.3, г). Такой способ можно применять для труб диаметром 159 мм и более из углеродистых и низколегированных сталей перлитного класса.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 . Изготовление сборочных единиц и комплектная поставка трубопроводных линий производится по ОСТ 26-01-136-81 .
1.2 . Сборочные единицы трубопроводов высокого давления должны изготовляться на предприятиях, которые располагают техническими средствами, обеспечивающими качественное их изготовление, в полном соответствии с требованиями настоящего стандарта.
1.3 . Сварка сборочных единиц трубопроводов высокого давления должна производиться по технологическим процессам или инструкциям, разработанным в соответствии с требованиями настоящего стандарта.
1.4 . Стандарт разработан с учетом требований ПУГ-69.
2. ТРЕБОВАНИЯ К МАТЕРИАЛАМ ТРУБ И ДЕТАЛЕЙ ТРУБОПРОВОДОВ
2.1 . Трубы и детали трубопроводов, применяемые для изготовления сборочных единиц должны удовлетворять требованиям стандартов и технических условий, приведенных в обязательном приложении 1 .
(Новая редакция, Изм. № 1).
Качество и свойства материалов труб и деталей трубопроводов должны быть подтверждены сертификатами. При отсутствии сертификатов или некоторых данных в них испытания материалов должны быть выполнены на заводе-изготовителе сборочных единиц в соответствии с требованиями стандартов или технических условий, приведенных в обязательном приложении 1.
2.3. Материалы труб и деталей трубопроводов из коррозионно-стойких сталей, предназначенных для изготовления трубопроводов, к которым предъявляются требования стойкости против межкристаллитной коррозии, перед запуском в производство должны быть испытаны на стойкость против межкристаллитной коррозии по ГОСТ 6032-89 .
(Измененная редакция, Изм. № 1).
3. ТРЕБОВАНИЯ К СВАРОЧНЫМ МАТЕРИАЛАМ
3.1 . Сварочные материалы для прихватки, наплавки, сварки сборочных единиц должны назначаться в соответствии с требованиями обязательных приложений 2 и 3 . При назначении сварочных материалов необходимо учитывать допустимую температуру эксплуатации сварных соединений, указанную в этих приложениях. Применение сварочных материалов, не указанных в приложениях, допускается по согласованию с ИркутскНИИхиммашем.
3.2 . Сварочные материалы должны соответствовать требованиям стандартов и технических условий на их поставку и иметь сертификаты.
При отсутствии сертификатов потребитель должен провести контрольные испытания согласно требованиям стандартов или технических условий.
3.3 . Приемку, хранение, подготовку сварочных материалов перед выдачей в производство выполнять в соответствии с требованиями ОСТ 26-3-87.
3.4 . Сварочные материалы для сборочных единиц, к сварным соединениям которых предъявляются требования стойкости против межкристаллитной коррозии, независимо от наличия сертификатов, перед запуском в производство должны подвергаться испытаниям на стойкость против межкристаллитной коррозии по ГОСТ 6032-89 .
3.5 . Сварочные материалы, предназначенные для сварных соединений из аустенитных сталей, работающих при температуре свыше 350 до 450 ° С должны обеспечивать в наплавленном металле содержание ферритной фазы не более 8 %, работающих при температуре свыше 450 до 510 ° С - не более 6 %.
3.6 . Сварочные материалы, предназначенные для сварных соединений перлитных сталей, работающих в водородосодержащих средах при температуре свыше 200 ° С, должны обеспечивать в наплавленном металле содержание хрома не менее минимального содержания хрома в свариваемой стали, установленного требованиями стандартов или технических условий, или установленного техническим проектом.
4. ТРЕБОВАНИЯ К СВАРОЧНОМУ ОБОРУДОВАНИЮ КВАЛИФИКАЦИИ СВАРЩИКОВ И ИТР
4.1 . Сварочное оборудование, используемое для сварки труб и деталей трубопроводов высокого давления, должно удовлетворять требованиям ОСТ 26-3-87.
4.2 . К сварочным работам при изготовлении сборочных единиц могут быть допущены сварщики, выдержавшие теоретические и практические испытания в соответствии с « Правилами аттестации сварщиков », утвержденными Госгортехнадзором СССР и имеющие удостоверение на право производства соответствующих сварочных работ.
4.3 . Квалификационные разряды сварщиков, выполняющих сварку сборочных единиц, должны соответствовать требованиям «Единого тарифно-квалификационного справочника работ и профессий рабочих».
4.4 . Контрольные образцы, сваренные сварщиком в процессе аттестации и проверок, должны подвергаться испытаниям в соответствии с разд. 11 настоящего стандарта.
4.5 . Для получения права выполнения сварки во всех пространственных положениях ручными и механизированными способами при аттестации, повторных и дополнительных испытаниях свариваются два неповоротных стыка - вертикальный и горизонтальный.
4.6 . Результаты испытаний контрольных сдаточных сварных соединений, выполненных в соответствии с подразделами 11.7 , 11.8 и 11.9 , могут быть засчитаны как результаты испытаний контрольных образцов для проверки квалификации сварщиков.
4.7 . К проведению особо ответственных работ: ручной электро- и аргонодуговой сварке корня шва, сварке трубопроводов с толщиной стенки более 30 мм, допускаются сварщики, постоянно обеспечивающие высокое качество сварных соединений сборочных единиц трубопроводов высокого давления.
4.8 . Каждому сварщику присваивается номер личного клейма. Присвоение одного и того же номера клейма нескольким сварщикам не допускается.
4.9 . На каждого сварщика, выполняющего сварку сборочных единиц, должен быть заведен формуляр, в который заносятся результаты испытаний контрольных и производственных сварных соединений.
4.10 . К руководству работами по сварке, термообработке и контролю качества сварных соединений допускаются ИТР, изучившие положения настоящего стандарта, рабочие чертежи, технологические процессы и другую необходимую при изготовлении сборочных единиц нормативно-техническую документацию, действующую на заводе-изготовителе. Проверка знаний ИТР должна проводиться не реже одного раза в три года.
5. ТРЕБОВАНИЯ К ПОДГОТОВКЕ КРОМОК ПОД СВАРКУ
5.1 . Форма и размеры разделки кромок под сварку должны соответствовать:
1 ) для труб и деталей трубопроводов с условным проходом до Ду 200 мм включительно - ГОСТ 22790-89 ;
2 ) для труб и деталей трубопроводов с условным проходом от Ду 250 мм до Ду 500 мм включительно - ОСТ 26-01-21-82;
3 ) для сварных соединений приварки штуцеров - ГОСТ 22811-83 , ОСТ 26-01-35-82.
Допускается для стыковых швов, выполняемых на заводе-изготовителе сборочных единиц, применять формы разделок кромок под сварку в соответствии с ГОСТ 16037-80 и рекомендуемым приложением 6 настоящего стандарта.
Применение остающихся подкладных колец для сварных соединений трубопроводов (стыковых, приварки штуцеров) не допускается.
5.2 . Обработка кромок труб и деталей трубопроводов под сварку должна производиться механическим способом. Шероховатость обработанных кромок должна быть не более Rz 80 по ГОСТ 2789-73 .
5.3 . Разделительную резку труб допускается производить любым промышленным способом. Огневая резка труб из стали 14ХГС при температуре окружающего воздуха ниже 0 ° С должна производиться с предварительным подогревом места реза до температуры 100 - 150 ° С, хромомолибденовых, хромомолибденованадиевых и хромомолибденованадиевовольфрамовых сталей - до температуры 200 - 250 ° С. При огневой резке труб должен быть предусмотрен припуск на механическую обработку.
5.4 . Величина припуска на механическую обработку после огневой резки должна быть не менее (считая от максимальной впадины реза):
1 ) 3 мм - для труб из углеродистых, марганцевокремнистых, хромокремнемарганцовистых сталей;
2 ) 10 мм - для труб из хромомолибденовых, хромомолибденованадиевых, хромомолибденованадиевовольфрамовых сталей;
3 ) 2 мм - для труб из аустенитных сталей.
5.5 . Отклонение от перпендикулярности обработанного под сварку торца трубы или детали относительно продольной оси не должно быть более:
1 ) 0,5 мм - для Ду 6 - Ду 65 мм;
2 ) 1,0 мм - для Ду 80 - Ду 150 мм;
3 ) 1,5 мм - для Ду 200 - Ду 500 мм.
5.6 . При подгонке криволинейных поверхностей и устранении дефектов в сварных соединениях трубопроводов допускается обработку кромок труб и деталей производить абразивным инструментом.
5.7 . Внутренняя и наружная поверхности свариваемых элементов должны быть зачищены до металлического блеска механическим способом на ширину не менее 20 мм от границы разделки кромок.
5.8 . Свариваемые кромки, неподвергаемые предварительному подогреву, непосредственно перед сваркой должны быть обезжирены уайт-спиритом, ацетоном или другими растворителями.
6. ТРЕБОВАНИЯ К СБОРКЕ
6.1 . Сборка элементов трубопроводов под сварку должна производиться по рабочей документации в соответствии с требованиями настоящего стандарта.
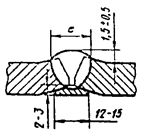
6.2 . Стыкуемые между собой трубы и детали трубопроводов, обработка кромок которых под сварку производится в соответствии с ГОСТ 16037-80 или рекомендуемым приложением 6 , должны подбираться по размерам внутренних диаметров, разность которых допускается до 4 %, но не более 1,0 мм.
При разности внутренних диаметров более 1 мм должна производиться расточка трубы с меньшим диаметром под углом 12 - 15 ° при условии сохранения расчетной толщины стенки.
6.3 . Смещение внутренних поверхностей свариваемых труб и деталей трубопроводов после сборки допускается в пределах 10 % от толщины стенки, но не более 0,5 мм.
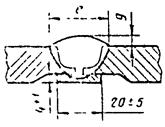
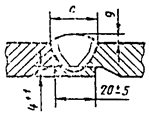
6.4 . Смещение стыкуемых труб и деталей трубопроводов по наружной поверхности из-за разности наружных диаметров не должно превышать 30 % толщины стенки более тонкостенной трубы, но не более 5 мм.
При смещении, превышающем допускаемое значение, на трубе или детали трубопровода большего диаметра делается скос под углом 12 - 15 ° .
6.5 . При сборке труб с деталями трубопроводов, на которых не разрешается производить скос, должны применяться переходники, обеспечивающие смещение кромок, согласно п.п. 6.3 , 6.4 .
6.6 . Отклонение от прямолинейности на расстоянии 200 мм в обе стороны от оси шва не должно превышать 1,5 мм. Измерение производится в трех местах, равнорасположенных по окружности.
Допуск на кривизну, предусмотренный техническими условиями на изготовление труб, при этом не учитывается.
6.7 . Закрепление труб и деталей трубопроводов при сборке должно осуществляться прихватками. Допускается сборку стыковых соединений производить с помощью временных технологических креплений.
Прихватки должны выполняться по принятой для сварки корня шва технологии. Для стыковых соединений, свариваемых механизированной и автоматической сваркой в среде защитных газов, прихватку допускается производить ручной аргонодуговой сваркой неплавящимся электродом.
6.8 . Размеры, количество и расположение прихваток определяются технологическим процессом. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом.
6.9 . При сборке стыковых соединений с помощью временных технологических креплений, сварные швы приварки креплений должны располагаться не ближе 30 мм от кромок разделки.
Крепления, привариваемые к деталям из аустенитных сталей, должны быть изготовлены из хромоникелевой стали типа 12Х18Н10Т, а привариваемые к деталям из перлитной стали - из стали 20 или ст. 3, 09Г2С, 10Г2С1, 16ГС.
6.10 . Приварку технологических креплений на трубах и деталях трубопроводов производить ручной электродуговой или аргонодуговой сваркой в соответствии с принятой для данной марки стали технологией в части сварочных материалов, предварительного подогрева и последующей термообработки.
Допускается для приварки креплений к деталям из перлитных сталей применять электроды типа Э42А или Э50А по ГОСТ 9467-75, сварочную проволоку СВ-08Г2С по ГОСТ 2246-70 (для аргонодуговой сварки), из аустенитных сталей - электроды типа Э-04Х20Н9 или Э-07Х20Н9 по ГОСТ 10052-75, сварочную проволоку СВ-01Х19Н9 или СВ-04Х19Н9 по ГОСТ 2246-70.
При приварке технологических креплений ручной электродуговой сваркой к трубам и деталям из аустенитных сталей должны быть приняты меры, предупреждающие попадание брызг наплавленного металла на поверхность труб и деталей.
6.11 . Удаление временных креплений должно производится механическим способом. Допускается временные крепления удалять огневым способом, при этом должна быть оставлена часть крепления высотой не менее 5 мм от поверхности детали. Места приварки креплений должны быть зачищены механическим способом заподлицо с поверхностью детали и проконтролированы цветной или магнитопорошковой дефектоскопией.
6.12 . При сборке стыковых соединений трубопроводов из аустенитных сталей с толщиной стенки менее 8 мм, к которым предъявляются требования стойкости против межкристаллитной коррозии приварку временных технологических креплений производить аргонодуговой сваркой.
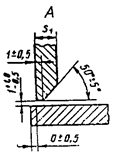
6.13 . Угол между образующими штуцера и трубы должен быть выдержан в пределах 90 ° ± 50 ¢ .
7. ТРЕБОВАНИЯ К СВАРКЕ
7.1 . При изготовлении сборочных единиц допускаются следующие виды сварки:
1 ) ручная электродуговая покрытыми металлическими электродами;
2 ) ручная, механизированная и автоматическая в среде защитных газов;
3 ) комбинированная, с проваром корня шва ручной аргонодуговой сваркой неплавящимся электродом и последующим заполнением разделки ручной электродуговой, механизированной или автоматической сваркой в среде защитных газов или под флюсом.
7.2 . Сварка сборочных единиц, предназначенных для трубопроводов, транспортирующих агрессивные среды, должна выполняться аргонодуговой сваркой или комбинированным способом со сваркой корня шва аргонодуговой сваркой на высоту не менее 5 мм.
7.3 . Сварка должна производиться в помещении при температуре окружающего воздуха не ниже 0 ° С.
7.4 . Требования предварительного и сопутствующего подогрева свариваемых элементов определяются в соответствии с табл. 1 .
7.5 . Способы предварительного и сопутствующего подогрева должны обеспечить заданные режимы и равномерность нагрева по всему периметру сварного соединения.
Подготовка под сварку кромок и поверхностей свариваемых деталей
Кромки деталей из низколегированной стали классов до С60/45 включительно, не подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки, а также кромки аналогичных деталей из сталей всех классов после воздушно-дуговой резки подлежат механической обработке (строжке, фрезеровке, обработке абразивным инструментом).
Механическая обработка производится на глубину, обеспечивающую удаление дефектов поверхности, при этом после воздушно-дуговой резки не менее 2 мм. Поверхности кромок не должны иметь надрывов и трещин.
Кромки деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° и до минус 65 °С включительно, не более 0,5 мм.
Кромки деталей после машинной кислородной и плазменно-дуговой резки, не подлежащие сварке или не полностью проплавляемые при сварке, не должны иметь неровностей, превышающих 0,3 мм.
Точность деталей и заготовок и качество поверхности реза при газовой и плазменно-дуговой резке сталей должны соответствовать ГОСТ 14792—80.
Кромки работающих на растяжение деталей из низколегированных сталей класса до С60/45 включительно всех толщин и из углеродистой стали толщиной свыше 10 мм, фасонок из низколегированной стали класса до С60/45 включительно, всех расчетных деталей в конструкциях, воспринимающих динамические нагрузки, либо возводимых и эксплуатируемых в районах с расчетной температурой ниже минус 65 °С, после резки с помощью ножниц подлежат механической обработке с тем, чтобы удалить дефекты поверхности. Шероховатость кромок должна быть не грубее третьего класса чистоты поверхности по ГОСТ 2789—73.
Остальные кромки после резки на ножницах не должны иметь неровностей, заусенцев и завалов, превышающих 0,3 мм, и трещин.
При подготовке кромок под сварку допускается применение (без последующей обработки) резки способами, обеспечивающими требуемую форму кромок и соблюдение допусков по размерам. При этом отклонения прямолинейности кромок от проектного очертания определяются допусками на зазоры, установленными ГОСТ 5264— 80, ГОСТ 8713—79 и ГОСТ 14771—76.
После воздушно-дуговой резки стали классов С52/40 и С60/45 и после кислородной резки стали класса С60/45 необходима зачистка кромок абразивным инструментом.
Скосы по толщине на концах растянутых деталей (при сопряжении деталей разной толщины) в конструкциях, воспринимающих динамическую нагрузку, должны выполняться машинной кислородной резкой или механической обработкой и не должны иметь ступенек. Неровности и риски в детали должны быть сглажены абразивным инструментом вдоль усилия.
На подготовленных под сварку кромках и поверхностях не допускается наличие влаги, ржавчины, окалины, масла, краски и других загрязнений.
При использовании металлопроката, не подвергнутого консервации, проплавляемые поверхности и прилегающие к ним зоны металла шириной не менее 20 мм, а также кромки листов в местах примыкания выводных планок перед сборкой должны быть очищены до чистого металла. Продукты очистки не должны оставаться в зазорах между собранными деталями.
Допускается производить сварку без предварительной зачистки при отсутствии на кромках и поверхностях свариваемых деталей загрязнений, а также при наличии покрытия — защитного грунта, слоя цинка или алюминия и т. п., если металл шва и сварное соединение по своим свойствам отвечают требованиям строительных норм, а выделение вредных газов и аэрозолей при сварке не превышает санитарных норм.
Конструктивные элементы и размеры
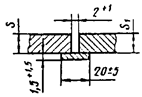
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва

* Допускается увеличение до 2 мм.
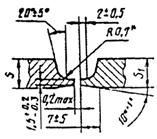
(при Dу до 150 включ.) 3,0 (при Dу более 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
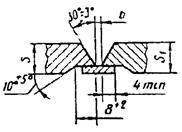
Конструкционные элементы и размеры
cварного шва





Примечание . Допускается применение штуцеров и ниппелей с фаской.
В, не более
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн свыше 108)
К
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
K, не менее
b, не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)


3 (при s св. 3)
К, не менее

1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5.


1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
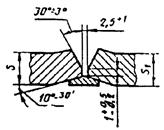
Примечание . При способе сварки НЗ зазор b = 2 +0,5
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Толщина тонкой детали
Разность толщин деталей
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
1.2 . Сборочные единицы трубопроводов высокого давления должны изготовляться на предприятиях, которые располагают тех ническими средствами, обеспечивающими качественное их изготовление, в полном соответствии с требованиями настоящего стандарта.
2.3 . Материалы труб и деталей трубопроводов из коррозионно-стойких сталей, предназначенных для изготовления трубопроводов, к которым предъявляются требования стойкости против межкристаллитной коррозии, перед запуском в производство должны быть испытаны на стойкость против межкристаллитной коррозии по ГОСТ 6032-89 .
Читайте также: