Системы программного управления при дуговой сварке
Обновлено: 04.10.2024
Узлы управления сварочными циклами предназначены для автоматического управления последовательностью и продолжительностью включения исполнительных органов автоматов и полуавтоматов. Они представляют собой логическо-временные устройства, в которых связи между элементами определяют логику работы, а сами элементы обеспечивают переключение этих устройств из одного состояния в другое.
Узлы управления сварочными циклами строятся на базе логических схем, запоминающих устройств, схем временных задержек, усилителей мощности и согласующих элементов.
Логическими называются схемы, состояние которых зависит от определенного состояния сигналов на их входах. Под состоянием сигнала
понимается один из двух возможных его уровней — низкий или высокий. Сигнал низкого уровня обозначается нулем (0), а сигнал высокого уровня – единицей (1). Наиболее часто употребляемые логические схемы И, ИЛИ, НЕ.
Схема И – сема логического умножения (совпадения), имеет один выход и не менее двух входов. Сигнал на выходе равен 1, только тогда, когда равны 1 сигналы на всех его входах.
Схема ИЛИ – схема логического сложения, имеет один выход и не менее двух входов. Сигнал на выходе схемы равен 1, когда равен 1 сигнал хотя бы на одном, на нескольких или на всех ее входах.
Схема НЕ – схема логического отрицания (инверсии), имеет один вход и один выход. Сигнал на выходе равен 0, когда сигнал на входе равен 1, и наоборот.
В настоящее время логические схемы широко выпускаются в интегральном исполнении и представляют собой комбинации И – НЕ и ИЛИ – НЕ. Изображение логических схем показано на рис. 2.17.
Рис. 2.17. Изображение логических схем на чертежах.
Запоминающие устройства используются для блокировки кнопок, запускающих сварочный цикл, с целью доработки его до конца независимо от момента поступления команды на окончание сварки. Они реализуются на триггерных схемах. Триггерами называют спусковые или регенеративные устройства с двумя возможными устойчивыми состояниями, в которые они могут устанавливаться управляющими входными сигналами. Функционально триггер можно представить в виде элемента памяти со схемой управления (рис. 2.18). Элемент памяти хранит информацию о результате предыдущего воздействия на триггер. Схема управления реализует правила реагирования триггера на различные входные сигналы и их комбинации.
По реакции триггера на входные управляющие воздействия различают следующие виды входов:
Рис. 2.18. Функциональная схема триггера.
S – вход для установки (Set – установка) триггера в состояние «1»;
R – вход для сброса (Reset – сброс, возврат) триггера в состояние «0»;
D – вход для установки триггера в состояние «1» при D = 1 или «0» при D = 0 с задержкой (Delay – задержка) переключения выходов Q, Q по отношению ко входу D;
Т – вход переключения (Toggle – релаксатор) триггера в противоположное состояние, поэтому вход Т называют счетным;
J, K – входы для установки (Jerk -- включение) и сброса (Kill -- отключение) триггера в состояние соответственно «1» и «0» аналогично входам S и R; отличие состоит в том, одновременное входов S и R обусловливает неопределенность перехода триггера в одно из двух возможных состояний, а одновременное возбуждение входов J и K вызывает однозначно смену состояния триггера аналогично входу Т;
С – вход синхронизации (Clock – часы) для точного задания моментов переключения состояния триггера;
V – вход для разрешения или запрета реагирования триггера на соответствующие управляющие входы.
Обычно триггеры содержат лишь часть из перечисленных входов, причем некоторые из них являются кратными. По совокупности управляющих входов различают:
RS – триггеры с раздельными входами установки в состояние «0» и «1»; RS – триггеры бывают асинхронными и синхронными, если кроме S и R имеется вход С;
D – триггеры с записью информации по одному входу D в моменты времени, определяемые синхроимпульсами С;
Т – триггеры со счетным входом;
JK – триггеры – универсальные триггеры, в которых входы J и K в отдельности реализуют раздельное управление, а совместно – счетный режим.
Схемы задержки времени обеспечивают задержку выходного сигнала относительно входного на заданный промежуток времени. Основным элементом схемы задержки времени является RC – цепь, конденсатор которой подключен ко входу порогового устройства. Схемы строятся как с зарядом, так и с разрядом конденсатора. В первом случае время t заряда конденсатора С через резистор R до напряжения срабатывания Uср порогового устройства определяется по формуле
Во втором случае время разряда конденсатора определится как
где Uп – напряжение питания заряжаемого конденсатора.
Принципиальная схема задержки времени с компаратором на операционном усилителе приведена на рис. 2.19.
Запуск схемы осуществляется отключением конденсатора С от цепи заряда ключом S. Конденсатор разряжается через резистор R, и в момент, когда напряжение на нем сравняется с опорным, равным UpR2/(R1 + R2), выходное напряжение схемы изменит знак.
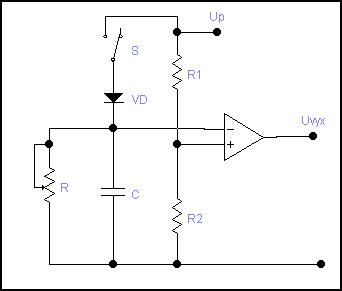
Рис. 2.19. Принципиальная схема задержки времени с компаратором на операционном усилителе.
Усилители мощности и согласующие элементы предназначены для преобразования слабых сигналов, поступающих с логических схем и схем временных задержек, в сигналы, достаточные по мощности для включения исполнительных органов полуавтомата. Усилители мощности реализуются на транзисторах, тиристорах, импульсных трансформаторах и реле.
Блок управления сварочным полуавтоматом БУ- 01.Обеспечивает управление циклом работы полуавтомата и стабилизацию установленной скорости подачи электродной проволоки. Функциональная схема представлена на рис. При нажатии кнопки на горелке сигнал с ее выхода включает через схему ИЛИ 1 газовый клапан ГК и запускает выдержку времени t1 (продувка газа перед сваркой). Кроме того, этот сигнал поступает на вход инвертора НЕ 1 и на один из входов схемы совпадения И 1. По истечению промежутка времени, отсчитываемого схемой временной задержки, на ее выходе появляется сигнал, который через схему ИЛИ 2 запускает привод Д и переключает в рабочее состояние запоминающее устройство ЗУ, а через схему ИЛИ 3 включает контактор источника питания дуги КИП. Начинается сварка.
Рис. 2.20. Функциональная схема блока БУ-01.
По окончании сварки отпускают кнопку К на горелке, и сигнал с ее выхода становится равным нулю. Это приводит к остановке привода и к появлению сигнала на выходе схемы НЕ 1. При этом газовый клапан ГК и контактор источника питания КИП остаются включенными за счет сигналов, поступающих на схему ИЛИ 1 с выхода схемы И 3 и на схему ИЛИ 3 с выхода схемы И 2. Выходные сигналы со схем И 2 и И 3 обусловлены совпадением по времени сигналов на их входах. На первый вход схемы И2 поступает сигнал с выхода инвертора И2, так как на его входе до окончания отсчета выдержки времени t2 отсутствует. Аналогичным путем поступает сигнал на первый вход схемы И3. На вторые входы схем И2 и И3 сигнал поступает с рабочего выхода запоминающего устройства.
За время отсчета выдержки t2 происходит растяжка дуги, а при появлении сигнала на выходе схемы t2 пропадает сигнал на выходе схемы И2, что приводит к отключению контактора источника питания КИП.
Выдержка времени t3 заранее устанавливается на значение времени, необходимого для обдува сварочной ванны при остывании после сварки. По истечении этого времени на выходе схемы t3 появляется сигнал, отключающий по цепи НЕ3, И3, ИЛИ1 газовый клапан ГК, а по цепи НЕ3, И3, НЕ4 возвращающий ЗУ в исходное положение.
При работе полуавтомата в режиме коротких швов – прихваток, т.е. в режиме, когда следующий запуск схемы производится при еще не отключенном в предыдущем цикле газовом клапане, новый цикл начинается без отсчета времени t1. Это обеспечивается с помощью запоминающего устройства ЗУ и схемы И1.
Блок БУ-01 выполнен на базе дискретных полупроводниковых приборов – диодов и транзисторов. Схемы И и ИЛИ построены на диодах, схемы НЕ и ЗУ на транзисторах. Узел управления частотой вращения электродвигателя в силовой части выполнен по двухполуперидной схеме с управляемым мостом.
Конструкция блока представляет собой металлическое шасси с набором из четырех установленных в нем печатных плат. Кроме того, на шасси блока установлен газовый клапан. На лицевой панели блока имеются два штепсельных разъема для соединения его с пультом дистанционного управления и с подающим механизмом полуавтомата, а также два газовых разъема для включения тракт защитного газа газового клапана.
Вопросы для самопроверки
1.Перечислите основные функции, выполняемые системами автоматического управления при дуговой сварке.
2.Чем отличаются позиционные и контурные системы управления перемещением рабочих органов сварочного оборудования?
3.Составте циклограмму программного управления установкой для сварки плавящимся электродом и установкой для сварки неплавящимся электродом.
4.Для устойчивого горения дуги какая внешняя характеристика источника питания должна быть при ручной дуговой сварке или при сварке неплавящимся электродом и почему?
5.Опишите процессы саморегулирования дуги при механизированной сварке плавящимся электродом с независимой подачей электродной проволоки.
6.При какой внешней характеристике источника питания процессы саморегулирования протекают наиболее быстро и с наименьшей ошибкой?
7.Дайте и опишите структурную схему процесса саморегулирования.
8.Изобразите функциональную схему автоматического регулирования напряжения при механизированной сварке плавящимся электродом.
9.Изобразите и опишите функциональную и структурную схемы автоматического регулирования длины дуги при сварке неплавящимся электродом.
10.Для чего необходимо автоматическое регулирование вылета электрода?
11.Какие системы автоматического регулирования вылета электрода Вы знаете?
12.Опишите принцип работы следящих систем с фотоэлектрическими датчиками.
13.Опишите принцип работы следящих систем с электромагнитными датчиками.
14.Как воздействуют на дугу поперечное электромагнитное поле? Каким способом получают такое поле?
15.Что такое аксиальное магнитное поле и как оно воздействует на дугу и расплавленный металл сварочной ванны?
16.За счет чего производится перемешивание металла сварочной ванны реверсивным магнитным полем? Какое поле при этом должно быть?
17.Что такое логическая схема?
18. Назовите логические схемы, наиболее употребительные в блоках управления сварочными автоматами и полуавтоматами.
19.На каких схемах реализуются запоминающие устройства.
20.Изобразите функциональную схему и опишите принцип работы блока управления БУ-01.
Системы программного управления процессом точечной и шовной сварки. Регуляторы цикла сварки типа РВИ.
В контактной сварке наиболее распространены разомкнутые системы программного управления (СПУ) и разомкнутые системы управления по возмущению (системы компенсации).
Рис. 3.7. Структурная схема системы программного управления сварочной машины: БЗТ — блок задания тока; БЗВ — блок задания времени; БК1 — БКn — блоки компенсации; В1 — Вn — возмущение; ПС — привод сжатия; РЦС — регулятор цикла сварки; СМ — сварочная машина; ТК — тиристорный контактор.
Система программного управления (рис. 3.7) состоит из следующих основных компонентов: устройства для задания цикла сварки и исполнительных устройств — тиристорного контактора (ТК), включающего трансформатор сварочной машины, и привода подвижного электрода — привода сжатия (ПС) с аппаратурой управления. Устройства для задания цикла сварки называют регуляторами цикла сварки (РЦС) или регуляторами времени, хотя по существу они задающие устройства силы тока и времени. В состав РЦС входят блоки задания времени (БЗВ), тока (БЗТ) и фазовращатель (Ф). Воздействуя на ТК, РЦС обеспечивает включение и выключение трансформатора сварочной машины. Рассматриваемая СПУ обеспечивает жесткое программирование временных интервалов цикла сварки, величины сварочного тока, подогрева и отжига, управление работой ПС сварочной машины. Основное достоинство разомкнутых СПУ — простота и быстродействие применяемой в них аппаратуры. Широкое распространение получили простейшие системы с РЦС, обеспечивающимзадание постоянных значений времени и тока сварки. Если необходима модуляция силы сварочного тока, то применяют системы, позволяющие плавно наращивать силу тока. Наиболее совершенные из разомкнутых СПУ позволяют изменять сварочный ток по программе, обеспечивающей получение высококачественных соединений. В этих СПУ в качестве БЗТ используют программирующие устройства.
В конденсаторных машинах СУ состоит из блока, обеспечивающего зарядку конденсаторной батареи до требуемого напряжения и тиристорного ключа для разрядки конденсаторов на сварочный трансформатор.
Недостаток разомкнутых СПУ — независимость управляющих воздействий от фактического состояния сварочного процесса, поскольку возмущения В1 — Вn, возникновение и действие которых нельзя заранее предусмотреть, не учитываются в законе управления.
Регуляторы цикла сварки типа РВИ.Унифицированные регуляторы цикла сварки серии РВИ выполнены на интегральных микросхемах и предназначены для управления контактными машинами переменного тока: РВИ-703 — стационарными и подвесными точечными машинами с постоянным усилием; РВИ-801 — точечными машинами с переменным усилием; РВИ-501 — точечными и шовными машинами с постоянным усилием. В регуляторах типа РВИ использована высокопороговая логика серии К511, обеспечивающая высокую помехоустойчивость.Построение функциональных узлов регуляторов в виде унифицированных блоков позволяет использовать их в других типах аппаратуры управления.
Регулятор РВИ-703 может работать в полнофазном режиме и не требует автоматической настройки на коэффициент мощности машины.
 |
Регуляторы обеспечивают управление силовой коммутирующей аппаратурой (тиристорным контактором или тиристорным блоком поджигания игнитронного контактора); одним (РВИ-801) или двумя (РВИ-501 и -703) электропневматическими клапанами; приводом вращения роликов; работой муфты (РВИ-501).
Регуляторы РВИ-801 и -501 осуществляют управление силовой коммутирующей аппаратурой в режиме фазового регулирования сварочного тока; стабилизацию сварочного тока при колебаниях напряжения питающей сети.
Регулятор РВИ-703 обеспечивает работу силовой коммутирующей аппаратуры в режиме с фазовым регулированием сварочного тока и в режиме с автоматическим выходом на полнофазный ток.
Регуляторы РВИ-801 и -703 обеспечивают следующие режимы работы управления сварочным током:по числу импульсов сварочного тока — «Импульс 1» и (или) «Импульс 2»;по числу пульсации (до 10) сварочного тока в течение каждого импульса сварочного тока;раздельное регулирование длительности и величины «Импульс 1» и «Импульс 2» сварочного тока;регулирование переднего фронта нарастания тока в начале «Импульса 1» (режим модуляция) [28].
Регуляторы РВИ-501 управляют следующими режимами работы сварочных машин:шовным режимом со сваркой прерывистым током;шовным режимом со сваркой непрерывным током;точечным режимом.
На всех режимах существует возможность работы с плавным нарастанием фронта импульса сварочного тока.

Регулятор РВИ-801 обеспечивает следующие режимы работы машины (по усилию между электродами): - с постоянным сварочным усилием; - с постоянным сварочным усилием с приложением повышенного (ковочного) усилия после прохождения заданного числа импульсов тока и отсчета выдержки времени «Начало ковки»; - с предварительным обжатием (с приложением повышенного усилия через четыре периода после начала позиции «Сжатие» и снятием его после прохождения заданного числа импульсов тока) и ковкой (повторное приложение повышенного усилия во время прохождения последнего импульса тока после отсчета выдержки времени «Начало ковки»).
Регуляторы РВИ-501 и -703 обеспечивают режим работы машины только с постоянным сварочным усилием между электродами.
Все регуляторы обеспечивают работу машин как одиночными циклами, так и в автоматическом режиме (пока замкнута цепь запуска), при этом выдержка времени «Предварительное обжатие» из последующих циклов исключается.
52.Микропроцессорные системы программного управления процессом точечной и шовной сварки.
Тиристорные контакторы.Вкачестве управляемых вентилей в контакторах, предназначенных для включения, отключения и изменения величины сварочного тока в контактных машинах, применяют тиристоры, которые имеют значительные преимущества по сравнению с использовавшимися длительное время игнитронами: малое падение напряжения на вентиле; небольшую массу и габаритные размеры; высокую надежность; значительный срок службы и др.
Регулируют действующее значение сварочного тока через тиристорный контактор, смещая относительно напряжения сети момент подачи импульса на управляющий электрод вентиля. Особенность работы тиристорного контактора — это потеря им управляемости в каждом полупериоде с момента включения до момента времени, при котором ток проходит через нулевое значение.
На рис. 3.9 два тиристора VS1 иVS2 включены встречно-параллельно. Их управляющие электроды через диоды VD1, VD2 и резисторы R1, R2 подключены к обмоткам II и III трансформатора Т1. Первичная обмотка I трансформатора Т1 подключена к выходу регулятора цикла сварки. Параллельно тиристорам включена цепь R3—R4— С1. Первичная обмотка сварочного трансформатора Т2зашунтирована резистором R5. Схема сигнализации собрана на диодах VD3 — VD6, резисторах R6, R7, конденсаторе С2и тиратроне с холодным катодом (или неоновой лампе) VI.
Рис. 3.9. Электрическая схема тиристорного контактора:
I—III — обмотки трансформатора Т1; R1—R7— резисторы; C1, C2— конденсаторы; Т2 — сварочный трансформатор; VI — тиратрон; VD1—VD6 — диоды; VS1, VS2 — тиристоры; Uc— напряжение сети.
Отечественная промышленность выпускает несколько типов тиристорных контакторов, которыми комплектуют контактные машины для точечной и шовной сварки. Контакторы отличаются силовыми тиристорами, которые устанавливают в зависимости от требуемой номинальной силы тока.
Регуляторы времени и цикла сварки.Для задания временных интервалов сварочного цикла, плавного регулирования величины сварочного тока, включения и выключения в заданные моменты времени пневматических клапанов сварочной машины служат РЦС. Основные элементы регуляторов — БЗВ, БЗТ и Ф (см. рис. 3.7).
Блоки задания времени регуляторов (после включения оператором педальной кнопки) отрабатывают последовательность операций, заранее заданных при помощи соответствующих переключателей, расположенных на передней панели регулятора.
Простейший цикл состоит из четырех последовательных операций: «Сжатие», «Сварка», «Ковка», «Пауза». Более сложные циклы содержат в себе дополнительные операции: «Предварительное сжатие», «Предварительный подогрев», «Отжиг» и т.п.
По принципу задания временных интервалов регуляторы подразделяют на аналоговые и дискретные. Аналоговые регуляторы (например, РВЭ-7) для отсчета временных интервалов используют заряд и разряд конденсаторов. Выдержка времени каждой операции в этом случае определяется временем заряда или разряда конденсатора, уровень напряжения на котором обеспечивает срабатывание соответствующей триггерной схемы или включение электромеханического реле. Недостаток аналоговых регуляторов — нестабильность работы и значительная погрешность задания временных интервалов.
Точность работы дискретных регуляторов значительно выше, чем аналоговых. Отечественной промышленностью выпущена серия регуляторов типа РВД на декатронах. Наиболее распространены регуляторы, выполненные на дискретных полупроводниковых элементах. Серийно выпускают регуляторы цикла сварки типа РЦС с элементами типа «Логика-Т».
Блоки задания тока в простейшем случае задают величину и форму импульса сварочного тока при помощи постоянного управляющего напряжения, подаваемого на вход фазовращателя (Ф). В некоторых схемах БЗТ совмещен с Ф, так, что задают силу тока, изменяя величину сопротивления резистора, включенного в мостовую схему Ф.
Для задания плавного нарастания и снижения тока применяют модуляторы (принцип их работы основан на заряде или разряде конденсатора). На вход Ф в этом случае подают управляющее напряжение, мгновенное значение которого uy, изменяющееся по законам нарастания или уменьшения:
где U0— напряжение при t=0; t — текущее время; τ — постояннаявремени электрической цепи.
Модуляторы применяют во многих регуляторах цикла сварки, например типа РЦС, РВТ. Основное их достоинство — простота схемной реализации и надежность в работе. Однако они обладают существенными недостатками:.
• скорость нарастания иуи, следовательно, сварочного тока в начале цикла больше, чем в конце, так как и при t → 0 duy/dt→ U0/τ, а при t→ ∞ duy/dt→ 0.
Это увеличивает возможность образования выплесков в начале сварки, что снижает эффективность применения модуляторов, так как их основное назначение — уменьшение начальных выплесков;
• невозможность задания формы импульса сварочного тока, отличной от экспоненциальной, что ограничивает технологические возможности процесса сварки;
• вероятность возникновения постоянной составляющей в первичной обмотке сварочного трансформатора, так как при непрерывном изменении управляющего напряжения углы включения вентилей тиристорного контактора в положительном и отрицательном полупериодах оказываются различными.
 |
Чтобы задать управляющее напряжение иуиной формы, необходимо использовать модуляторы, в которых преобразуется выходной сигнал и таким образом обеспечивается требуемая форма импульса сварочного тока. Например, выходное напряжение линейных модуляторов изменяется по закону иу= kt; для квадратичных модуляторов иу= kt 2 . В последнем случае обеспечивается плавное нарастание тока с переменной скоростью, увеличивающейся со временем, что существенно уменьшает вероятность появления выплесков в начале сварки.
Регуляторы времени.Такие регуляторы построены на основе маломощных тиристоров, которые используют для выполнения логических операций, включения исполнительных устройств (электропневматических клапанов, тиристорных или игнитронных контакторов) и сигнализации. Совмещение в одном активном элементе (тиристоре) логических функций и усилителя мощности позволило упростить принципиальные электрические схемы аппаратуры управления. В результате повысилась надежность работы устройств и увеличился срок их службы.
Регуляторы времени позволяют задавать величину и длительность трех независимых импульсов тока («Подогрев», «Сварка», «Отжиг»), а также изменять по программе усилие сжатия электродов. Электропневмоклапаны и тиристоры(игнитроны) силового контактора включаются бесконтактными тиристорными ключами. Регулятор снабжен фазовращателем, обеспечивающим модуляцию и безынерционную стабилизацию сварочного тока.
Рис. 3.13. Функциональная схема регулятора времени типа РВТ: ЭПК — электропневмоклапан; остальные обозначения см. на рис. 3.7

Схема простейшего регулятора времени типа РВТ, обеспечивающего задание четырех операций: «Сжатие», «Сварка», «Проковка», «Пауза», приведена на рис. 3.13. Регулятор представляет собой аналоговую СУ с времязадающим контуром RC, синхронизированным импульсами с частотой питающей сети. Схема содержит блок коммутации операций сварочного цикла, БЗВ, Ф и узел включения. При подаче напряжения на схему и включении педали блок коммутации обеспечивает поочередное включение тиристорных ячеек, задающих последовательность операций цикла. Узел включения открывает тиристор ячейки «Сжатие». Остальные ячейки находятся в закрытом состоянии. Через открытый тиристор первой ячейки включается БЗВ. Происходит отсчет длительности операции «Сжатие», которая задается с помощью набора резисторов. Одновременно открывается тиристор, включающий обмотку электромагнита электропневмоклапана ЭПК. По истечении заданного времени первой операции БЗВ вырабатывает импульс переключения, поступающий одновременно на входы всех ячеек пересчетной схемы. Ячейка выполнена так, что импульс переключения проходит на управляющий электрод тиристора той ячейки, которая следует непосредственно за включенной. Поэтому откроется только тиристор ячейки «Сварка», а тиристор предыдущей ячейки закроется за счет подачи импульса гашения. Начинается отсчет времени следующей операции. При этом ЭПК остается во включенном состоянии. Аналогично отрабатываются все остальные операции.
Напряжение, снимаемое с нагрузки тиристора ячейки «Сварка», подается на Ф. Выходные импульсы Ф управляюттиристорным контактором, который обеспечивает подключение сварочного трансформатора к сети. После отработки последней операции схема приходит в исходное состояние.
Регуляторы типа РВТ обеспечивают отработку длительности операций в диапозоне 0,02. 2 с дискретностью 0,02 сив диапазоне 0,04. 4 с дискретностью 0,04 с.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
Лекции - Автоматизация сварочных процессов
р а к е т ной т е хни ке , г де в сег да в а жно полу ч а ть с в а р ные с о е д ин е ния в ы с о к о го к а ч е с тва .
Ц е ль н ас т о яще го к у р са с о с т о ит не в т ом , ч т о бы н а у ч и ть б у д у щ его инж е н е ра
с в а р щ и ка к о н с т р у и ро в а ть и р асс ч и т ы в а ть с и с т емы а в т о ма т и ч е с к о го р е г у ли р о в а ния —
э то з а д а ча с п е ц и а ли с т ов по а вт о ма т и ке , а ори е н т ир о в а ть его в в о з м о жно с т ях и
принцип ах а в т о ма т и ки , в р ас п р о с т р а н е нн ых ме т о д ах и сс л е д о в а ния и р ас ч е та с и с т ем
а вт о ма т и з а ции , п р и ме н яем ых в с в а р о ч ном пр о и з в о д с т ве , по м о чь е му н а у ч и т ь ся
с т а в и ть и р е ш а ть з а д а чи с о в е р ш е н с тв о в а ния пр о и з в о д с т в е н ных пр о ц есс ов ,
по д г о т о в и ть к г р ам о т ной э к с п л у а т а ц ии к он к р е т н ых а в т о ма т и ч е с к их у с т р ой с тв .
И н ж е н ер — с в а р щ ик д о л ж ен у ме ть сам о с т о я т е л ь но р а з р а б а т ы в а ть т е х н и ч ес к ие з а д а ния
на про е к т ир о в а ние а в т о ма т и ч е с к их у с т рой с тв , с и с т ем у пр а в л е ния , в т ом ч и с ле и
Р а з р а б о т к ой с по с о б ов с в а р ки и а в т о ма т и ч е с к о го о б о р у д о в а ния у с п е ш но
В НИИА в т о ге н маш , л а б ор а т ории р я да к р у пн ых з а в о д ов ( З ИЛ , Ур а л маш , Г АЗ ,
О с но вы пр а к т и ч ес к о го при ме н е ния с в а р ки р а з р а б о т ал и з а ложил Е . О . П а т он .
О т к р ы т ие В . И . Д я т ло в ым я в л е н ия сам о р ег у ли р о в а ния д у ги ( 1 942 г . ) п о з в о л ило с о з д а ть
и ш иро ко и с пол ь з о в а ть про с т ые и н а д е жные с в а ро ч ные у с т а н о в ки с по с т о я нной
с к оро с т ью по д а чи э л е к т р о да . Р а з р а б о т к ой э т о го о б о р у д о в а ния з а ни м а ли сь
И . Я . Р а б ино в ич , Б . Е . П а т он , В . К . Л е б е д ев , Г . М . Кас прж ак . В 50 г . Б . Е . П а т оном и др .
н а ч а ты р а б о ты по и з у ч е н ию с в о й с тв р а з л и ч н ых с и с т ем а в т о ма т и ч ес к о го
р ег у л и ро в а н ия д у г о в ой с в а р ки под ф л ю с ом . К . К . Х р е нов в п е р в ые при ме н ил т е ор ию
а вт о ма т и ч ес к о го р е г у ли р о в а ния к а н а л и зу пр о ц есс ов р е г у лир о в а ния д у г о в ой с в а р ки .
с т а т и ч ес к их и д ин ам и ч ес к их р е ж и м ов с в а ро ч н ых п р оц есс ов м е т о д ами т е ории
а вт о ма т и ч ес к о го р е г у лир о в а ния , на с т а но в л е ние о с нов а в т о ма т и з а ц ии д у г о в ой с в а р ки
о к а з а ли р а б о ты , к о т о р ые в ыполн я ли И . Я . Р а б ино в ич , Г . М . Кас прж ак , Л . Е . А л е к ин ,
В ес ь ма з аме т ный в к л ад в н ес ли : Ф . А . А к се л ь род , Б . Д . О рлов , А . С . Г е л ь м ан ,
В . К . Л е Б е д ев , П . Л . Ч у ло ш н и к ов , Н . В . П о д ола — в у п р а в л е ние и к он т р оль к о н т а к т ной
с в а р ки , Б . Е . П а т он , В . К . Л е б е д ев , А . И . Ч в е р т ко , В . А . Т и м ч е н ко , Э . М . Э с и б ян — в
р а з р а б о т ку о б о р у д о в а ния д ля э л е к т ро д у г о в ой и э л е к т ро ш л а к о в ой с в а р ки и н а пл а в ки ,
Г . А . С пы ну , Ф . А . К и с ил е в с к ий , В . А . Т и м ч е н ко , О . К . Н а з а р е н ко — в по с т ро е ние с и с т ем
ч и с ло в о го про г р амм н о го у п р а в л е ния д у г о в ой э л е к т р онно - л у ч е в ой с в а р к ой , Б . Е . П а т он ,
Г . А . С пы ну — в р а з р а б о т ку про м ы ш л е нн ых ро б о т ов д ля д у г о в ой с в а р ки .
Р а з р а б о т ка с и с т ем про с т р а н с т в е нн ой о р и е н т а ции э л е к т ро да при с в а р ке и з д е лий
с к ри в олин е йным с т ы к ом в г ори з о н т а л ь н ой и в е р т и к а л ь ной пло с к о с т ях б ыла
про в е д е на В . Ф . Т р е ф ило в ым , Э . А . Г л а д к о в ым , Я . Б . Л а н до . Т е л е в и з ион н ые с и с т е мы д ля
а вт о ма т и ч ес к ой к о р р е к ции пол о ж е ния с в а ро ч н ой в а нны о т но с и т е л ь но с в а ри в аем о го
Н о в ый ме т о д оло г и ч ес к ий по д х од к а н а ли зу пр о ц есс ов в с в а ро ч н ом к о н т у ре к ак
е д иной э л е к т р о г и д ро д ин ам и ч ес к ой с и с т еме « и с т о ч ник - д у га - с в а р о ч н ая в а н на » , в
к о т ор ой в а нна р ассма т р и в ае т ся в к а ч ес т ве н е по с р е д с тв е н н о го о б ъ е к та р е г у лир о в а ния ,
ин т е н с и в но р а з в и в ае т ся . С о з д а ют ся А СУ м но г оп а р аме т р о в ым к о н т рол ем с в а ро ч н ых
с в а ро ч но го ц е ха к ак под с и с т емы б у д у щ их а вт о м а т и з ир о в а нн ых с и с т ем оп е р а т и в н о го
Автоматизация дуговой сварки
Формирование сварного соединения можно рассматривать как результат функционирования двухконтурной системы источник питания – источник нагрева – сварочная ванна (рис.2.1).
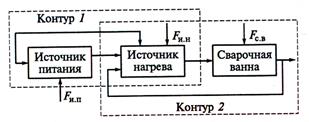
Рис. 2.1. Схема сварочного контура, FИП, FИН, FСВ – векторы возмущений в источнике, нагрева и сварочной ванне соответственно.
Отдельные компоненты этой системы объединены обратными связями в сложную многосвязную систему. Действие этих связей проявляется в том, что изменения процесса формирования сварного соединения оказывают обратное воздействие на источники нагрева и питания. При дуговой сварке изменение глубины проплавления сопровождаются изменением длины дуги, вследствие чего изменяется напряжение на дуге и режим работы источника питания.
Все многообразие параметров процесса сварки можно разделить на три группы [1]:
энергетические, характеризующие вклад энергии в процесс образования сварного соединения (напряжение и сила тока дуги, температура изделия и др.);
кинематические, характеризующие пространственное перемещение или положение источника нагрева относительно изделия (скорость подачи электродной проволоки, скорость сварки и др.);
технологические, характеризующие условия формирования и кристаллизации сварных швов, переноса электродного металла (диаметр электрода, форма и размеры разделки, величина зазора, вылет и угол наклона электрода, положение шва в пространстве, способ защиты сварочной ванны).
Процесс сварки подвергается возмущениям, нарушающим его нормальное протекание и приводящие к отклонениям показателей качества сварного соединения от требуемых значений.
Источниками энергетических и кинематических возмущений являются промышленная сеть, колебания длины дуги и отклонения электрода от оси стыка, колебания скорости подачи электрода и скорости сварки и др.
Причины технологических возмущений -- несовершенство технологии подготовки кромок свариваемой заготовки и их сборки, изменения химсостава свариваемого материала, состава защитного газа.
В условиях действия возмущений качественные сварные соединения могут быть получены только на основе использования систем автоматического управления (САУ), которые выполняют следующие функции:
программное управление перемещениями рабочих органов сварочного оборудования;
управление последовательностью операций – системы программного управления сварочными циклами;
стабилизация режима сварки;
автоматизация направления электрода по стыку сварного соединения с помощью следящих систем;
компенсация отдельных технологических возмущений;
управление процессом сварки с использованием математических моделей, описывающих процесс образования сварного соединения с учетом трудноконтролируемых технологических возмущений (изменение химсостава основного и присадочного материалов, защитной среды и др.).
Программное управление перемещениями рабочих
Сварочного оборудования
В зависимости от характера управления СПУ могут быть разделены на позиционные и контурные. Первые обеспечивают последовательное позиционирование рабочего органа из одной точки пространства в другую (применяются для сварки электрозаклепками, дуговой приварки шпилек и бобышек, многопроходной сварки для раскладки валиков др.).
Контурные СПУ применяются для обеспечения движения с заданной контурной скоростью в любой точке траектории (сварка криволинейных и пространственных швов, наплавка сложных поверхностей, термическая резка и др.).
По способу задания и отработки программы, а также по виду применяемых технических средств СПУ делятся на кинематические и числовые.
Характерной особенностью кинематических систем СПУ является задание величины и траектории перемещений в виде сменяемых геометрических аналогов (моделей).
Системы числового программного управления (ЧПУ).Характерной особенностью этих систем является представление информации о величинах и траекториях перемещений, а также о параметрах режимов в алфавитно-цифровом виде, а переработка этой информации осуществляется с применением методов и средств вычислительной техники. Системы ЧПУ—наиболее гибкое средство автоматизации манипуляционных систем сварочного оборудования.
Читайте также: