Сколько din нужно для сварки электродами
Обновлено: 20.05.2024
Интернет уже трещит по швам от количества видео про тестирование сварочных источников и электродов. И почти везде показаны электроды диаметром 3. 6 мм, и даже тройкой варят листы металла толщиной 8. 10 мм. (Они бы ещё стальные поковки весом 300 кг взяли, тогда уж точно прожогов не будет. )
Интересно, много ли существует сварщиков, умеющих виртуозно варить электродами малых диаметров - 2,0 мм, 1,6 мм, 1,5 мм? Особенно электродами с основным покрытием для нержавеющих сталей. И в разных пространственных положениях
Интересно, много ли существует сварщиков, умеющих виртуозно варить электродами малых диаметров - 2,0 мм, 1,6 мм, 1,5 мм? Особенно электродами с основным покрытием для нержавеющих сталей
А зачем так заморачиваться, если такие электроды то и металл естественно должен быть тонкий, а если тонкий металл и большие обьемы то лучше TIG или ПА
Если объёмы работ большие (независимо от толщины металла), то лучше сварочный автомат (робот).
Сварка в защитных газах имеет ряд недостатков:
1. в зоне сварки не должно быть сильного ветра (иначе газовую защиту сдует)
2. в помещении должна быть обеспечена приточно-вытяжная вентиляция, или персонал должен работать в дыхательных приборах;
3. оборудование имеет сравнительно большой вес и размеры - это снижает мобильность, затрудняет работу на крышах, приставных лестницах и т.д.:
4. газы и оборудование стоят дорого, при малых объёмах работ стоимость не окупается
В конце концов, раз такие электроды выпускают - значит, они кому-то нужны
не вижу проблемы. если все как надо (аппарат, эектрод, подготовка)
Похоже только Вам, шутка ))
Ну а так не знай, как то пробовал варить профиль 15х15х1.5 электродами 2мм, так это не пойми что, бенгальский огонь горит дольше чем этот электрод, да еще и рутил был, у них и так один шлак, а тут вобще почти не че не видно (и сварочная ванна очень маленькая), взял тройку и все нормально обварил.
Похоже только Вам, шутка ))
Ну а так не знай, как то пробовал варить профиль 15х15х1.5 электродами 2мм, так это не пойми что, бенгальский огонь горит дольше чем этот электрод, да еще и рутил был, у них и так один шлак, а тут вобще почти не че не видно (и сварочная ванна очень маленькая), взял тройку и все нормально обварил.
Ага. В итоге взял 3 мм, а от 2 мм использовал проволоку как присадку, чтобы не прожигать.
Вари на отлично или не бери держак в руки
Остроумно. Не успевал прожигать там варить то полтора сантиметра.
как то пробовал варить профиль 15х15х1.5 электродами 2мм, так это не пойми что, бенгальский огонь горит дольше чем этот электрод, да еще и рутил был, у них и так один шлак, а тут вобще почти не че не видно (и сварочная ванна очень маленькая)
Ага. В итоге взял 3 мм, а от 2 мм использовал проволоку как присадку, чтобы не прожигать.
Электроды d=2мм - такие же электроды, как и их более толстые собратья. На скорость горения электрода у вас есть скорость ведения шва, да и много других приемов. Тут полно профессионалов, которые могут и не такое.А если спросить да свои швы показать, думаю что подскажут много интересного.
как то пробовал варить профиль 15х15х1.5 электродами 2мм
Вот труба 1мм толщиной от старых низеньких газонных ограждений.Специально снимал с увеличением.
Не подарок в плане ржавчины, старой краски и следов сварки, но и она варится электродами 2мм. Я начинал с рутиловых - они неприхотливее, но у УОНИИ шовчик поблестящее, хоть и готовить место надо тщательней.



И в общем, до появления кемпика, все тонкие вещи исполнялись 2мм электродами без особых страданий. Наверное самым трудным было освоить сварку профильной трубы при соединении под 45 град. - тогда получается глухой герметичный стык, но требуется сноровка на самих вершинах углов - там металл тонкий у обои соединяемых деталей (фото к сожалению нет, огрызок переполнен был)
Наверное стоит еще потренироваться и тщательнее подобрать режимы, особенно ток и скорость ведения держака - все должно получиться.
Маска хамелеон для сварки: классификация светофильтров и выбор маски
Сварочные маски типа хамелеон названы так потому, что световой фильтр автоматически меняет степень затемнения в зависимости от интенсивности светового потока. Это намного удобнее, чем обычный щиток или маска старого типа со сменным фильтром. Надев хамелеон, вы хорошо все видите и до начала сварки: фильтр почти прозрачный и не мешает вам работать. При розжиге дуги за считанные доли секунды он затемняется, защищая глаза от ожога. После того как дуга погаснет, он снова становится прозрачным. Вы можете проводить все необходимые манипуляции не снимая маску, что намного удобнее, чем поднимать и опускать защитный экран и уж в разы лучше, чем держать в руке щиток. Но обширный выбор разных по цене экземпляров может поставить в тупик: в чем разница, и какая из них лучше? Как выбрать маску хамелеон расскажем ниже.

Маски для сварки хамелеон представлены в большом разнообразии. Выбор — совсем непростая задача. Причем важен не столько внешний вид, как качественные показатели
Светофильтр в хамелеоне: что такое и какой лучше
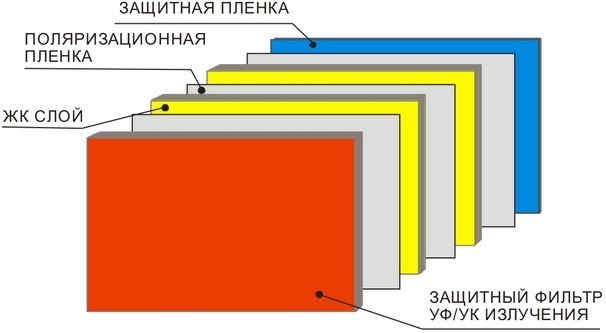
То небольшое стекло, которое установлено на сварочной маске является настоящим чудом науки и техники. В нем собраны последние достижения в оптике, микроэлектронике, в области жидких кристаллов и солнечной энергетике. Вот такое «стекло». На самом деле это целый многослойный пирог, который состоит из следующих элементов:
- жидкокристаллических ячеек (несколько слоев — чем больше, тем лучше);
Основное и главное преимущество сварочной маски-хамелеона в том, что даже если она не успела сработать, ультрафиолет и инфракрасное излучение она не пропустит (если маска была опущена). И степень защита от этих вредных воздействий никак не зависит от настроек. В любом случае и при любых настройках от этих типов вредного влияния вы ограждены.
Но это только в том случае, если в «пироге» присутствуют соответствующие фильтры и имеют они надлежащее качество. Так как проверить это без специальных приспособлений невозможно, приходится ориентироваться на сертификаты. А они у масок должны быть обязательно. Причем на территории России их выдавать могут только два центра: ВНИИС и ФГБУ при ВНИИ охраны и экономики труда. Чтобы уж быть точно уверенными в том, что сертификат подлинный, его номер можно на официальном сайте федеральной службы Росаккреддитации вот по этой ссылке.

Это форма на сайте Россаккредитации для проверки сертификата. Заполнить можно только номер, все остальные поля оставив пустыми (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В соответствующее поле вводится номер сертификата и получаете дату действия, информацию о заявителе, изготовителе. Небольшое примечание: аббревиатура СИЗОД расшифровывается как «средство индивидуальной защиты оптического действия». Так называется маска сварщика на бюрократическом языке.
Самое главное, что вы убеждаетесь, что данный продукт (сравните, кстати, и название и модель) является безопасным для вашего здоровья.
Классификация автоматических сварочных светофильтров
Так как светофильтр и его качество — ключевой элемент в данном изделии, то и выбор маски хамелеона нужно начинать с него. Все его показатели классифицируются по стандарту EN379 и должны отображаться на его поверхности через дробь.

Один из светофильтров в маске хамелеон. Красным обозначена его классификация
Теперь подробнее, что скрывается за этими цифрами и какими они должны быть. В каждой из позиций может стоять цифра от 1, 2, 3. Соответственно «1» — самый лучший вариант — первый класс, «3» — самый худший — третий класс. теперь о том, в какой позиции отображается какая характеристика и что она значит.

Расшифровка классификации EN37
Оптический класс
Он отражает, насколько четко и без искажений будет вам видна картинка через светофильтр. Зависит от качества используемого защитного стекла (пленки) и качества сборки. Если на первом месте стоит «1», искажения будут минимальными. Если значения больше, будете все видеть, как через кривое стекло.
Рассеивание света
Зависит от чистоты и качества используемых оптических кристаллов. Показывает, степень «мутности» передаваемой картинки. Сравнить можно с мокрым автомобильным стеклом: пока встречек нет, капли почти не мешают. Как только появляется источник света, все расплывается. Вот чтобы не было этого эффекта, необходимо чтобы на второй позиции была «1».
Однородность или гомогенность
Показывает, насколько равномерно затеняется фильтр в разных частях. Если на третьей позиции стоит единица, разница может быть не более 0,1DIN, 2 — 0,2 DIN, 3 — 0,3 DIN. Понятно, что комфортнее будет при равномерном затемнении.
Угловая зависимость
Отражает зависимость затемнения от угла просмотра. Тут тоже самое лучшее значение «1» — первый класс меняет затемнение не более чем на 1 DIN, второй — на 2 DIN и третий — на 3DIN.

Так выглядит «в живую» разница между качественной маской и с не очень хорошим светофильтром
Из всего этого понятно, что чем больше в характеристике светофильтра единиц, тем комфортнее вам будет работать в маске. Вот на это и нужно ориентироваться при выборе маски сварщика хамелеон. Профессионалы предпочитают как минимум такие параметры 1/1/1/2. Стоят такие маски дорого, но даже при длительной работе в них не устают глаза.
Сварщикам-любителям, для работы время от времени, можно обойтись светофильтрами попроще, но 3-й класс считается «прошлым веком». Потому наверное, покупать маски с такими фильтрами не стоит.
И еще один момент. Продавцы всю эту классификацию называют обычно одним термином «Оптический класс». Просто эта формулировка достаточно точно отражает суть всех характеристик.

Регулировки сварочной маски-хамелеона фирмы SpeedGlass (СпидГлас)
Есть еще несколько настроек хамелеона, которые позволяют подстроить режим затемнения для данной ситуации. Они могут располагаться внутри, на светофильтре, а могут быть вынесены наружу в виде ручек слева на боковой поверхности маски. Это следующие параметры:
- Регулировка затемнения. Позволяет изменять уровень текущего затемнения. Вы можете сделать светлее/темнее не отрываясь от работы, если регулятор находится снаружи. Если он расположен внутри, вам нужно будет остановится, снять маску и подкрутить регулятор. Для непрофессионалов это нормально: им выработка не нужна. Но и профи далеко не всегда любят наружные регулировки: ими можно обо что-о задеть.
Маска хамелеон как выбрать
Кроме параметров светофильтра есть еще масса других настроек и особенностей, которые могут повлиять на выбор.
- Количество датчиков обнаружения дуги. Их может быть 2, 3 или 4. Они реагируют на появление дуги. Визуально их можно увидеть на лицевой панели маски. Это небольшие круглые или квадратные «окошки» на поверхности фильтра. Для любительского использования достаточно 2-х штук, для профессионалов — чем больше, тем лучше: если какие-то окажутся заблокированными (перекроются каким-нибудь предметом при сварке в сложной позиции), то среагируют остальные.
Из полезных, но необязательных режимов есть еще возможность переключения маки из режима сварки в режим шлифовки. Этим переключателем вы фактически отключаете питание светофильтра, ваша маска становится обычным щитком.
Марки и производители
Как выбрать маску хамелеон для сварки вы знаете, но как ориентироваться среди массы производителей? В действительности все не очень сложно. Есть проверенные брэнды, которые поставляют всегда качественную продукцию и подтверждают свои гарантийные обязательства. Вот их не очень много:
Для домашнего применения выбрать маску хамелеон непросто. С одной стороны, нужно чтобы она была качественная, но платить 15-20 тысяч за нее явно не всем по карману, да и не рентабельно это. Потому о европейских производителях придется забыть. Они хоть выпускают хорошие маски , но цены на них никак не меньше 70$.
На рынке есть множество китайских масок очень небольшой стоимости. Но их покупать рискованно. Если вам нужен проверенный китайский бренд, это TECMEN (Текмен). Вот у них действительно сертифицированные маски хамелеоны заводского качества. Модельный ряд достаточно широкий, цены — от 3 тыс. рублей до 13 тыс. рублей. Есть со светофильтрами первого класса (1/1/1/2) и чуть хуже, со всеми настройками и регулировками. После обновления даже самая дешевая маска за 3000 рублей ( TECMEN DF-715S 9-13 TM8) имеет сменную батарею, задержку просветления от 0,1 до 1 сек, плавную регулировку и режим работы «шлифовка». На фото ниже представлены ее технические характеристики. Трудно поверить, но она стоит всего 2990 рублей.
Неплохо отзываются владельцы о сварочных масках Ресанта. Моделей не очень много, но МС-1, МС-2 и МС-3 — неплохой выбор за небольшие деньги (от 2 тыс. рублей до 3 тыс. рублей).

Сварочный маски Ресанта: МС-1, МС-2, МС-3 и МС-4
Маски Ресанта МС-1 и МС-3 имеют плавную регулировку, что несомненно, удобнее. Но в хамелеона МС-1 нет регулировок чувствительности. Профессионалов они вряд ли устроят, а для домашнего использования вполне подходят.

Технические характеристики масок хамелеон Ресанта
Очень неплохие маски выпускает Южно-Корейская фирма OTOS (Отос). У нее цены чуть выше, чем у приведенных выше, но есть две относительно недорогие модели: OTOS MACH II (W-21VW) за 8700 рублей и ACE-W i45gw (Infotrack™) за 13690 рублей.

Технические характеристики OTOS MACH II W-21VW эта маска-хамелеон — достойный выбор даже для профессионального использования
Эксплуатация сварочного хамелеона
Основное требование к уходу за маской: светофильтр нужно беречь: он легко царапается. Потому класть маску «лицом» вниз нельзя. Протирать ее нужно только абсолютно чистой и мягкой тканью. Если нужно — можно смочить ткань чистой водой. НЕ протирать ни спиртом, ни какими-либо растворителями: светофильтр покрыт защитной пленкой, которая растворяется в этих жидкостях.
Есть еще одна особенность любых сварочных хамелеонов: они при низких температурах начинают «тормозить». То есть срабатывают с задержкой, причем в обе стороны — и на затемнение, и на просветление. Особенность очень неприятная, так что нормально работать в них зимой не получится даже если указана температура эксплуатации от -10°C, как на TECMEN DF-715S 9-13 TM8. Уже при -5° все не могут вовремя затемниться. Так что в этом плане честнее оказался OTOS, указав стартовую температуру эксплуатации от -5°C.
Напоследок посмотрите видео о том, как выбрать маску хамелеон для сварки.
Выбираем электроды для сварочного инвертора
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам. Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь. Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3

МР-3 — это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина, мм | Рекомендуемый сварочный ток, А | Масса пачки, кг | Цена, руб |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой

Предпочитаемые профессионалами электроды для инвертора УОНИ 13/55 (чтобы увеличить размер картинки щелкните по ней мышкой)
Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производитель "Межгосметиз) | Длинна электрода, мм | Рекомендуемый сварочный ток, А | Розничная цена пачки, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. (О сварке тонких металлов читайте тут.) При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Попробуйте для работы на инверторе электроды АНО 21
Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
| Диаметр, мм | Нижнее положение электрода | Вертикальное положение электрода | Потолочное положение электрода |
|---|---|---|---|
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.

Электроды для сварки ОК 63.34
Для сварки вам еще понадобится маска. Чтобы проще было работать, берите сварочную маску-хамелеон.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.

Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.

Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.

При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.

Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.

Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Виды светофильтров для маски сварщика. Какой выбрать
Какие бывают светофильтры для сварочных масок, какой подобрать, чтобы сберечь глаза сварщика? Вопросы интересные, попробуем разобраться!
Виды стекол
Светофильтр для сварочной маски защищает глаза человека от теплового, инфракрасного, ультрафиолетового излучений и брызг расплавленного металла.
При сварке применяются дешевые с фиксированной степенью затемненности светофильтры (цветные стекла), дорогие автоматические для сварочной маски (в народе хамелеон) и полимерные материалы.
Затемненное стекло . Для снижения светопропускаемости в материал добавляют примеси цветных металлов (медь и никель). От содержания примесей в стекле зависит его светопропускаемость.

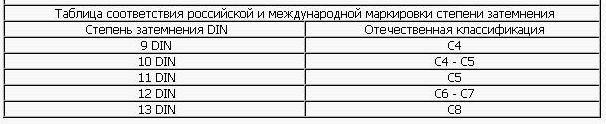
Существует российская и международная маркировка степени затемнения. Отечественная классификация маркируется от С4 до С8, что соответствует европейской 9-13 DIN. Таблица (ниже) поможет разобраться с соответствием маркировок.
Стекло Хамелеон . В автоматических стеклах применяется жидкокристаллический экран. Жидкие кристаллы меняют последовательность построения при изменении светонапряжения, чем достигается разное затемнение. Современные светофильтры имеют от 1 до 3 слоев ЖК стекол.
Полимерные материалы . Обладают высокой пластичностью и способностью затемнять.
В масках сварщика применяются комбинированные материалы, полимерная пленка — защита от механических повреждений и стекло. Которые при необходимости, легко заменяются.
Видео:
Различие стекол по затемненности
Отечественная промышленность поставляет на рынок светофильтры для сварки с маркировкой С4-С8, соответствует европейской классификации 9-13 DIN. Стекла со светозатемнением С4 и С8, внешних отличий не имеют. Но С4 обладает меньшей защитой.

При выборе (покупке), проверить светофильтр на подделку можно с помощью лампы дневного света. Через стекло С4 нить накаливания лампочки будет хорошо просматриваться, а через С8 с трудом. Если отличий нет, то от приобретения лучше отказаться.
Профи советуют иметь 2-3 с разной защитой светофильтра для маски сварщика. Тогда в ходе сварочных работ можно подобрать лучший вариант.
Таблица (ниже) поможет подобрать степень затемнения сварочных фильтров от сварочного тока и вида сварки.
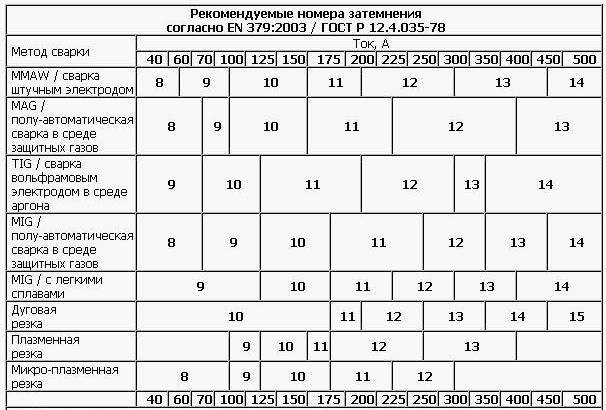
В таблице указаны рекомендуемые значения. В зависимости от сварки вы можете выбрать затемнение на один номер меньше или больше.
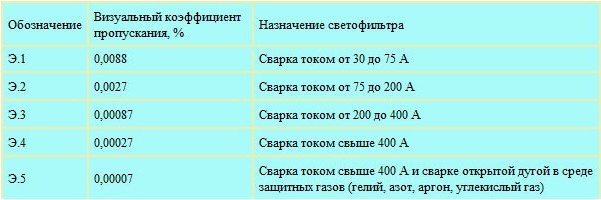
Иногда, в продаже попадаются стекла для электросварки с маркировкой Э.1-Э.5.
Светофильтр хамелеон для сварочной маски
Автоматические жидкокристаллические светофильтры имеют преимущества перед фиксированными аналогами. Обширные настройки настраивают затемнение под любую яркость и диаметр дуги.
Хамелеон, имеет несколько слоев кристаллов, находящихся в слоях полимерной защиты, блок питания и управления, датчики обнаружения дуги.

Автоматический светофильтр — это не сложное приспособление:
- устройство крепится к маске двумя винтами;
- работает от солнечной батареи и сменных батареек;
- имеет 3 устройства управления:
- регулятор степени затемнения 5-13 DIN и 9-13 DIN. Расположение наружное (на левой стороне маски) или внутреннее (на самом фильтре).
- чувствительность (момент срабатывания автоматического затемнения) регулируется в зависимости от времени суток (день, ночь).
- регулировка времени затемнения (долгое, среднее и короткое).
Неисправности автоматических светофильтров и варианты решения
- Неравномерное затемнение. Отрегулировать расстояние между стеклом и глазами.
- Светофильтр мерцает или плохо затемняется. Защитное стекло грязное или испорчено (очистка, замена). При низком токе, переключатель установить в положение «Long» (медленно).
- Низкая чувствительность. На улице похолодание, на термометре меньше -5°.
- Плохая видимость. Грязное стекло защиты. Плохое освещение. Неудачная настройка степени затемнения.
Для дома приобретать маску сварщика с автоматическим светофильтром известного бренда не стоит. Глупо отдавать 15-40 тысяч рублей за модель, которой придется пользоваться пару раз в год.
Лучше купить китайскую модель (хорошую), цены начинаются от 3 тыс. рублей. Известные производители — это TECMEN (Текмен) и Ресанта.
P.S. Теперь вы знаете о светофильтрах для сварочных масок — всё! Если что-то упустил, добавьте в комментариях к статье.
Читайте также: