Сколько киловатт сварочный полуавтомат
Обновлено: 20.09.2024
Без верного и наиболее точного расчёта потребляемой мощности сварочный аппарат из полнофункционального агрегата превратится в источник проблем. К ним относят выгорание проводки и электрики, повреждение счётчика, возможность возгорания и возникновения пожара.
Сколько киловатт потребляют разные виды?
Потребляемая мощность сварочных аппаратов – величина, приближённо определяемая простым умножением рабочего тока на напряжение сварочной дуги, минус потери на нагрев (с учётом КПД электроники агрегата). Бытовая сеть с одной фазой рассчитана на мощность, превышающую 3 киловатта в непрерывном режиме. Однако мощность более 3,5 кВт не может обеспечиваться непрерывно.
Традиционная схема – сварочный трансформатор – потребляет порядка 10 кВт электроэнергии ежечасно. Этот показатель соответствует прерывистой работе в режиме «минуту варим, минута – перерыв в работе». Старшее поколение технически подкованных людей помнит, как скакало напряжение по всей улице, когда кто-то из соседей занимался сваркой: оно падало во время сварки с 220 до 180-200 вольт.


Но уличные кабели с площадью сечения в 10 мм2 выдержат ток сварочной дуги до сотен ампер, чего не скажешь о межквартирной или внутридомовой проводке. Потери электричества на трансформаторе при электросварке переменным током могут достигать 40%. Соответственно, КПД сварочного трансформатора опускается до 60%, когда сварщик варит много мощных металлоконструкций по несколько часов без перерыва.
Сварочный инвертор, ставший наиболее популярным, вписывается в требования квартирной однофазной линии. Он работает с напряжением сварочной дуги от 25, а не 41 вольт, как сварочный трансформатор. С учётом потерь и КПД импульсных схем, достигающих 90%, ток при 220 вольтах, равный 16 амперам, указанным на предохранителях-автоматах, при напряжении от 25 В достигнет порядка 120 А, минус потери на нагрев силовой электроники и работу охлаждающего вентилятора. Тока в 120 А хватит, чтобы сварить детали толщиной в 4-5 мм, используя электрод со стержнем диаметром в 3-3,2 мм.
Опытный сварщик помнит, что напряжение дуги ниже 20 В может не позволить её зажечь. Либо дуга загорится, но тут же погаснет. Возможно частое «чирканье» – по сути, короткое замыкание: искра приплавляет электрод к детали. Из-за приваривания электрода к свариваемой поверхности его нередко отрывают до нескольких секунд, особенно когда выходную цепь закоротило на большом токе, а электрод слишком толст.
Если напряжения не хватает, а ток близок к максимальному, указанному на регуляторе аппарата, такие замыкания вредны: полупроводниковые силовые элементы быстро нагреваются. Кулер (вентилятор) не успевает охлаждать всю систему, происходит тепловой пробой. Сварочник отправляется на капремонт в сервисный центр.


Как рассчитать потребление?
Расчёт потребления сварочника начинается с напряжения дуги, равное 20 единицам, прибавляемым к сварочному току, умноженному на 4%. Эта формула – константа, и другого пути для импульсной сварки на постоянном токе не существует. Нетрудно прикинуть, что для тока в 120 А пользователь получит 24,8 В. Разделив 220 В на 24,8, получаем 8,87. С учётом потерь порядка 5-10% округляем полученную величину в меньшую сторону – до 8. Ток в 16 А, указанный на автомате, берём не максимальным, а несколько меньшим – 15, и умножаем его на эти 8 единиц. Выходит, что для относительно безопасной сварки с перерывами (10 минут варим, 10-30 минут – перерыв) получили рабочий сварочный ток в 120 А при потребляемой мощности в 3,5 кВт/ч от сети 220 вольт. Пересчёт потребляемых киловатт берётся с расчётом на суммарное фактическое время горения сварочной дуги. Предположим, работа в общем отняла 3 часа – реально же сварщик варил, скажем, час с небольшим.
Если запас мощности инверторного агрегата позволяет (берётся полупрофессиональная модель на сварочный ток в 250-300 А), то можно, выставив 100-120 А на регуляторе, работать непрерывно по нескольку часов. Дело в том, что мощная силовая электроника нагревается меньше – в лучшем случае охлаждаемый радиатор будет тёплый, а не как кипяток, что обеспечит долговечность и надёжность аппарата. Структура полупроводника (силовых диодов и транзисторных ключей) не так быстро теряет оптимальные рабочие параметры. А значит, в преждевременной замене эти детали не нуждаются.
В целях безопасности на корпусе инверторных аппаратов печатается таблица соответствия толщины свариваемой стали диаметру электрода и рабочему току.
Мощность сварочного аппарата
Сварочный аппарат является незаменимым инструментом в любой мастерской. Многообразие конструкций может поставить в тупик мастера-новичка. Аппараты различаются по типу преобразователя, виду тока, параметрам регулятора и по мощности. Одним из ключевых параметров является именно мощность. Чтобы понять, на что она влияет и как определяется, надо рассмотреть основные понятия.


На что влияет?
В первую очередь мощность сварочного аппарата влияет на возможность работы электродами большого диаметра. Это позволяет производить сварку массивных деталей, в том числе листовых материалов толщиной более 3 мм. Кроме того, работа сварочника на пределе мощности приводит к перегреву. После непродолжительной работы маломощный аппарат потребует перерыва для охлаждения. В то же время агрегат, имеющий запас мощности, может длительное время работать без остановки.
С другой стороны, бытовые аппараты ограничены мощностью, которую может отдавать бытовая электросеть 220 вольт. При подключении мощного аппарата в обычную розетку в лучшем случае «выбьет» автомат защиты в электрощитке, в худшем — может оплавиться сама розетка или даже возникнуть пожар. Большинство современных сварочных аппаратов построены по «инверторной схеме». Это означает, что в их схеме переменный ток бытовой электросети сперва преобразуется в постоянный. Для этого используются мощные диоды. Пульсации сглаживаются конденсатором.
В цепи постоянного тока работает электронный регулятор, который управляется специальной схемой. Она контролирует фактический ток в цепи сварки и поддерживает его в установленных пределах. После этого постоянный ток ещё раз преобразуется в переменный («инвертируется»), и уже затем напряжение понижается до необходимого для сварки. На выходе стоят цепи контроля, измеряющие фактический ток в дуге и напряжение на электродах. Кроме того, схема управления может работать с током по особому алгоритму.
Такая конструкция позволяет достичь сразу нескольких целей:
- понижающий трансформатор становится компактнее и легче;
- электронный регулятор может более точно отслеживать и поддерживать параметры сварки;
- использование электронного регулятора позволяет не только регулировать мощность, но и задействовать специальные режимы сварки;
- автоматика регулятора позволяет реализовать такой сервисный режим, как «неприлипание электрода»;
- параметры сварки перестают зависеть от напряжения электросети.


Стандартные параметры
Последний пункт в преимуществах инверторных аппаратов может показаться неочевидным. Проблема в том, что в электросетях стандартные параметры напряжения практически никогда не соблюдаются. Например, бытовые электросети формально рассчитаны на подачу напряжения 220 В. При этом правилами допускается напряжение от 210 до 235 В. Фактически же оно может оказаться как 190 В, так и 250 В.
Маломощный сварочный аппарат может включаться прямо в бытовую розетку. При этом можно не опасаться превышения допустимой потребляемой мощности. Мощный профессиональный аппарат тоже можно запитать от бытовой розетки и нормально работать с ним.
Но при ошибочном превышении фактического тока сварки (например, при работе электродом большого диаметра) может быть превышен предельный ток, допустимый в цепях 220 вольт.
Как определить мощность?
Для того чтобы определить необходимую мощность сварочного аппарата, необходимо знать потребный сварочный ток и коэффициент мощности. Напряжение стабильно горящей дуги для большинства применений мало отличается, и стандартным считается значение 24 В. Величина потребного тока дуги зависит от толщины свариваемого материала, точнее, диаметра электрода. Маломощные аппараты позволяют использовать электроды диаметром до 3 мм — это означает потребный ток 160 А. Аппараты для профессионального применения подразумевают работу с электродами диаметром до 6 мм. Это означает величину тока 220 А.
Второй параметр в расчёте — коэффициент мощности. В электроэнергетике он обычно является синонимом «косинуса фи». Но в случае расчёта мощности сварочного аппарат имеет совершенно иной смысл и вычисляется по определённой формуле. Чтобы узнать коэффициент мощности сварочника, необходимо знать предельно допустимое время его непрерывной работы на максимальном токе и время, необходимое для перерыва на охлаждение. Отношение времени непрерывной сварки к длительности полного цикла (работа + охлаждение) в данном случае называется коэффициент мощности сварочного аппарата.
Для дешёвых бытовых инверторов коэффициент составляет около 0,5. Профессиональные сварочные аппараты имеют коэффициент мощности от 0,6 до 0,75. Промышленные сварочные установки обладают коэффициентом мощности от 0,8 до 0,97. Для определения предельной потребляемой мощности необходимо также знать КПД аппарата. Трансформаторные сварочные агрегаты имеют КПД от 0,9 до 0,98. Аппараты, построенные по инверторной схеме, имеют КПД от 0,7 до 0,85. При этом маломощный бытовой инвертор вряд ли будет иметь КПД выше 0,65.
Кроме того, на КПД влияет длина сварочных проводов. На проводах длиннее 5 метров падение напряжения может достигать 5–10 вольт, что снижает общий КПД аппарата до 0,45.
Как выбрать сварочный полуавтомат
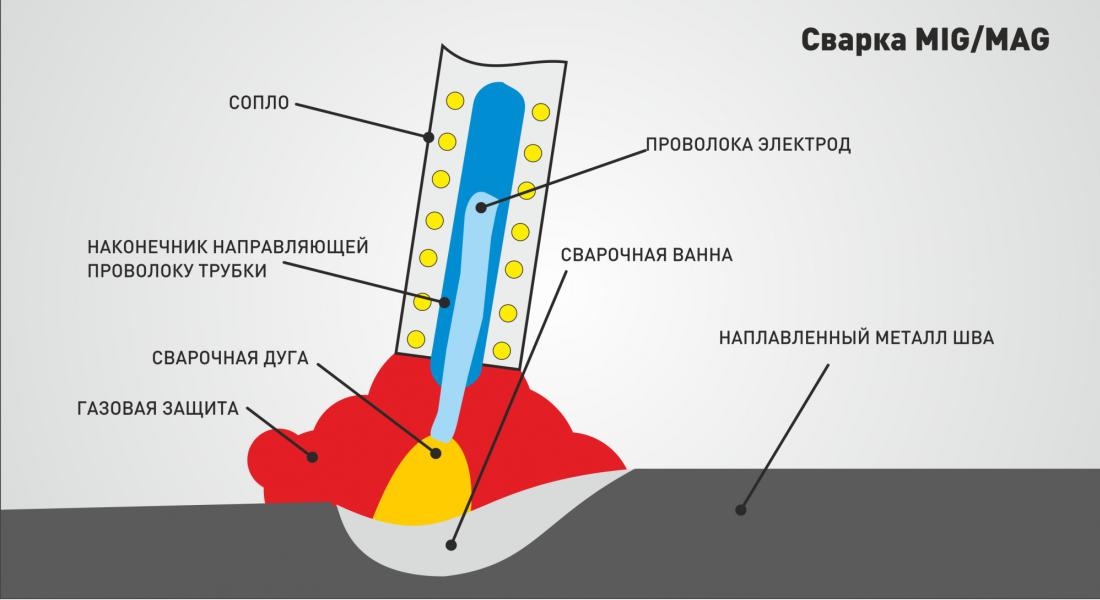
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач, , участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание "синергетическое управление".
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
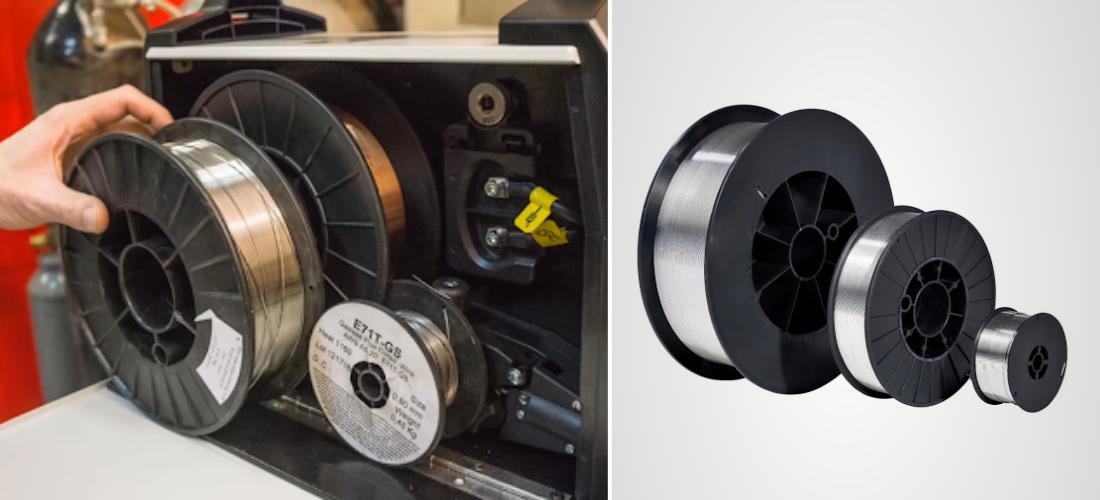
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
Рейтинг сварочных аппаратов для дома и дачи: инвертор какой фирмы выбрать, технические характеристики аппаратов

Тема статьи затрагивает сварочный аппарат для дома и дачи, а именно, инвертор какой фирмы выбрать, на какие характеристики прибора надо обращать, делая выбор. Тема интересна тем, что сегодня многие владельцы частных домов некоторые виды работ по благоустройству участка стараются сделать самостоятельно. А, как показывает практика, без сварки здесь не обойтись. Поэтому будем разбираться в бытовых инверторах.
Что такое инвертор
По сути, это обычный выпрямитель тока, который отличается от сварочных трансформаторов тем, что он выдает высокую частоту, измеряемую в герцах. Как производится сварка инвертором:
- его подключают к сети переменного тока, где частота равна 50 Гц;
- ток в первую очередь попадает на выпрямитель, где выпрямляется, то есть становится постоянным;
- затем он сглаживается фильтром;
- а после попадает на инвертор, где опять преобразуется в переменный только с огромной частотой, равной 20-50 кГц;
- переменное напряжение при этом падает до значения 70-90 В;
- а сила тока возрастает до 100-200 А.
Все сварочные инверторы имеют небольшой вес и размеры. Потому что преобразование тока происходит не за счет ЭДС, которая образуется в катушках, а за счет высокочастотных токов. А для этого необходим маленький трансформатор.
Классификация сварочных инверторов
Итак, переходим теперь непосредственно к теме – как выбрать сварочный аппарат (инвертор). В классификации прибора три вида:
- Бытовой, который нас интересует. Его сила тока варьируется в диапазоне 100-200 ампер. Оптимальный вариант выбора для начинающих сварщиков.
- Профессиональный. Здесь сила тока варьируется от 200 до 300 ампер. Такие модели в основном используются работниками ЖКХ и сотрудниками мелких фирм и цехов.
- Промышленный. Диапазон силы тока – 250-500 ампер. Такие сварочные агрегаты применяются там, где необходим высококачественный сварной шов. Поэтому их используют в строительстве, в работах, связанных с прокладкой и сваркой трубопроводов, работающих под средним и высоком давлением.
Разобравшись с видами сварочных аппаратов для ручной сварки, переходим к обозначению их преимуществ перед другими.
Преимущества инверторов
Все выше обозначенные сварочные аппараты обладают одинаковыми достоинствами. А именно:
- Всегда выдают стабильный ток, даже при скачках напряжения в питающей сети. А это гарантия ровного сварочного шва с равномерной проваркой металла.
- Небольших размеров шов, который по своим характеристикам не ниже сделанных трансформаторами. Отсюда минимальный показатель разбрызгивания.
- В инверторах можно легко регулировать силу тока. То есть, сварка производится при оптимальных характеристиках для материалов разного происхождения.
- Из предыдущего – универсальность прибора. То есть им можно варить разные металлы: сталь, нержавейку, алюминий и прочее.
- Инверторы не перегреваются при работе, в них исключены перегрузки по току и прочее.
- Небольшой вес и размеры.
- Минимальное потребление электроэнергии. Этот показатель почти в два раза меньше, чем у сварочных трансформаторов.
Кроме этого рекомендуется при выборе сварочного аппарата для дома обратить внимание на следующие функциональные возможности агрегата.
- Самая большая проблема для новичков-сварщиков – разжечь дугу. Поэтому в инверторах присутствует функция «Hot Start». По сути, когда сварка только начинается, аппарат просто кратковременно увеличивает силу тока.
- Следующая функция – Antistick. Она решает проблему прилипания электрода к свариваемому металлу. То есть, если электрод все-таки прилип, оторвать его не проблема.
- И третья функция – Arc Force. Это практически тоже самое, что и Antistick. Отличие – электрод никогда не прилипает за счет повышения силы сварочного тока.
Выбираем сварочный инвертор по техническим характеристикам
Перед тем как выбрать сварочный аппарат для дома и дачи на 200 в, необходимо определиться, для каких целей он будет использован. Если нужно собрать дачные ворота и калитку, или приварить петли, или сварить конструкцию для теплицы и так далее, то выбирается прибор из категории бытовых. То есть со знанием силы тока, не превышающего 200 ампер. Не будем рассматривать другие варианты, потому что ими пользуются профессионалы.
На что необходимо обратить внимание в первую очередь – на мощность агрегата, а точнее на номинальную силу тока. Эта характеристика обязательно производителем указывается в паспорте изделия. Что обозначает данное значение – максимальную силу тока, при котором прибор будет работать корректно, не перегреваться. Конечно, с учетом периода постоянной работы и времени отдыха.

К примеру, если свариваются стальные заготовки толщиною 3-4 мм электродом диаметром 3 мм. Для этого подойдет сварка аппаратом, у которого сила тока – 120 ампер. Но не стоит сразу приобретать его. Все дело в том, что:
- сварочный инвертор в этом случае будет работать на пределе своих возможностей, а это приведет к быстрому снижению эксплуатационного его ресурса;
- перепады напряжения в частных домах и на дачах – дело обычное, и в этом случае вместо 220 вольт напряжения на выходе, вы получите всего 180 в, а значит, номинальное значение сварочного тока будет ниже заявленной в паспорте.
Поэтому рекомендуется приобретать сварочный инвертор мощностью на 30% выше. То есть, если по расчетам вам потребуется прибор со сварочным током 120 А, то лучше купить агрегат на 160 А.
Внимание! Сварочные кабели длиною свыше 4 м также снижают силу сварочного тока. И это надо учитывать в обязательном порядке.
Для выполнения бытовых сварочных работ лучше приобретать аппараты с силой тока не меньше 160 А. В любом случае не прогадаете.
Сетевое напряжение
К сожалению, на загородных участках и дачах напряжение питающей сети оставляет желать лучшего. И оно может отличаться от номинального на 20% и выше. И здесь при выборе сварочного инвертора для дома необходимо обратить внимание на некоторые пометки в паспорте. А именно:
- может ли он подключаться к генератору, с помощью которого повышается напряжение в сети;
- или каков диапазон рабочего напряжения, будет ли он совпадать с понижением на 20%.
Если таких пометок нет, то такой прибор для дачи лучше не приобретать. Такие агрегаты подойдут для работы в городе, где напряжение более или менее стабильно.
И еще один момент. Опытные сварщики знают, что от качества сварочного инвертора зависит качество самой сварки. Поэтому свое предпочтение они отдают серьезным производителям, давно зарекомендовавших себя на рынке. Поэтому идем дальше, и, отвечая на вопрос, как выбрать сварочный инвертор, переходим к рейтингу агрегатов.
Видео описание
В видеоролике специалист отвечает на вопрос, как правильно выбрать сварочный аппарат:

Рейтинг бытовых сварочных инверторов
Все рейтинги обычно составляются на отзывах специалистов и обычных потребителей. И наш основан на них.
WESTER IWT200
Этот сварочный инвертор располагается в среднем ценовом диапазоне, поэтому не все домашние сварщики его выбирают. А зря. Вот его технические характеристики:
- сила тока максимальная – 200 А;
- работает при напряжении 170 В;
- мощность агрегата – 4,8 кВт;
- диаметры используемых электродов: 1,6-5 мм;
- вес – 5,87 кг;
- есть все функциональные возможности.
Очень важный момент – плата управления является отдельным элементом, что дает возможность упростить ремонт прибора. Единственный недостаток – прибор не предназначен для выполнения сложных сварочных работ.
Aurora MINIONE 1800
Это более дешевая модель, чем предыдущая, отсюда ее серьезная популярность среди дачников. Но это сварочный инвертор со стандартным набором функций и технических характеристик:
- номинальное потребляемое напряжение – 220 В ±10%;
- максимальная сила сварочного тока – 180А, его можно понижать до 20 А, что очень удобно;
- весит агрегат 5 кг.
Сварог PRO ARC 160
Ценовая составляющая средняя. Эту модель изготовили специально для того, что с ее помощью можно было проводить не только электросварку, но и аргонодуговую. Правда, для этого надо дополнительно прикупить вентильную горелку. Она в комплектацию инвертора не входит.
Что касается технических характеристик:
- напряжение в сети – 220 ±15%;
- сила сварочного тока от 10 до 160 А;
- диаметр используемых электродов от 1,5 до 3,2 мм;
- вес 4,7 кг;
- все функциональные возможности присутствуют.
Большое количество потребителей отметили, что инвертор часто отключается, если напряжение в сети падает, а сам процесс сварки проводился с использованием кабеля длиною больше 5 м. То есть два фактора играют здесь большую роль.

Ресанта САИ 190ПРОФ
Это один из самых дорогих сварочных аппаратов. Но он обладает отличными техническими характеристиками:
- минимальное напряжение питающей сети – 100 В;
- максимальная сила тока для сварки – 190 А;
- можно варить электродами до 5 мм;
- можно подключать к генератору мощностью до 4,6 кВт;
- все функциональные возможности присутствуют.
Эта марка в России очень популярна. И эта модель одна из лучших. Но в нашем рейтинге она не на самой вершине. Причина – несколько отрицательных отзывов на строительных форумах.
MARS MMA 2000
Многие могут сказать, что популярность этой модели зависит от стоимости, которая находится в низком ценовом сегменте. Но это не так на самом деле, потому что этот сварочный инвертор проявил себя только с положительной стороны. И об это свидетельствуют отзывы.
Что касается технических характеристик, то:
- сила сварочного тока в диапазоне 10-160 А;
- напряжение 220±10%;
- вес – 7 кг.
По сути, это модель со стандартными характеристиками, но очень надежна. У нее один из самых высоких коэффициентов полезного действия – 85%.
КЕДР MMA 220F
Один из самых надежных аппаратов, цена которого находится в среднем сегменте. У него стандартная комплектация, но если отдельно приобрести горелку и баллон с газом, то можно получить аргоновую сварку.
- работает при минимальном напряжении в сети – 140 В;
- сила сварочного тока в диапазоне от 20 до 220 А;
- диаметр используемых электродов 1,6-5 мм;
- вес – 5 кг;
- функции присутствуют в полном объеме.
Итак, мы обозначили рейтинг, который отвечает на поставленный темой вопрос, а именно, какой сварочный инвертор лучше. Конечно, рейтингом нельзя утверждать, что остальные модели и марки, присутствующие на рынке, хуже описанных выше.
И еще один момент. Ценовая составляющая, разделенная на сегменты, никоим образом не влияет на качество сварочных аппаратов. Просто в дешевых инверторах отсутствуют какие-то функции, ниже технические характеристики, слабее защита и так далее. Во всем остальном, это все те же сварочные приборы, которыми можно на дачах проводить сварочные работы без потери качества соединения.
Сравнительная таблица сварочных аппаратов
| Модель | Сила тока, А | Напряжение, В | Мощность max, кВт | Диаметр электродов, мм | Вес, кг |
| WESTER IWT200 | 200 | 170 | 4,8 | 1,6-5 | 5,87 |
| Aurora MINIONE 1800 | 20-180 | 220 | 6,1 | 4 | 5 |
| Сварог PRO ARC 160 | 10-160 | 220 | 7,2 | 4 | 4,7 |
| Ресанта САИ 190ПРОФ | 190 | 100-260 | 4,6 | до 5 | 8,55 |
| MARS MMA 2000 | 10-160 | 220 | 7,3 | 4 | 7 |
| КЕДР MMA 220F | 20-220 | 220 | 5,94 | 1,6-5 | 5 |
В видео специалист составил свой рейтинг ТОП-5 сварочных инверторов:

Коротко о главном
На что рекомендуют обратить внимание специалисты, перед тем как выбрать инверторный сварочный аппарат. Если это касается технических характеристик, то на вилку питающего напряжения. Чем шире диапазон, при которых инвертор может работать, тем лучше. На силу тока. Чем больше этот показатель, тем шире предел проводимых сварочных операций. Функциональные возможности упрощают сварку для новичков.
КАК ВЫБРАТЬ СВАРОЧНЫЙ ПОЛУАВТОМАТ?
MIG-MAG сварка или сварка полуавтоматом одна из самых востребованных у профессионалов. Данный метод сварки все больше набирает популярность, вытесняя ручную дуговую сварку.
Если и Вы решили попробовать варить полуавтоматом, обязательно встанет вопрос: какой же сварочный инверторный аппарат MIG/MAG выбрать?
Существует великое множество сварочных полуавтоматов MIG/MAG – от простых в управлении и надежных аппаратов, которые могут решать оперативные задачи в быту или на строительной площадке (к примеру, сварочный полуавтомат IRMIG 160) до высокотехнологичных аппаратов с синергетическим управлением (к примеру, INMIG 200 SYN LCD) и мощных трехфазных полуавтоматов для промышленного производства (к примеру, INMIG 500 DW SYN).

Рис.1 – Сварочный полуавтомат IRMIG 160

Рис.2 – INMIG 200 SYN LCD

Рис.3 – Сварочный полуавтомат INMIG 500 T DW SYN
Какой сварочный полуавтомат для дома и дачи выбрать?
Преимущества метода сварки MIG-MAG:
1. Это самый производительный вид сварки. За счет принципа подачи проволоки, можно варить беспрерывные протяженные швы, не останавливаясь и не тратя время на смену электрода.
2. Сваркой MIG/MAG можно работать с очень большим списком металлов, в том числе с тонколистовым.
3. В результате MIG/MAG сварки получается качественный, чистый, прочный шов с минимальной последующей обработкой стыка под покраску.
4. Сварка полуавтоматом MIG/MAG - это самый простой и несложный процесс и любой начинающий сварщик сможет освоить основные навыки за очень короткое время.
5. MIG-MAG сварка дает возможность работы в любом положении, позволяет визуально прослеживать процесс сварки и формировать шов.
У MIG/MAG сварки есть и свои ограничения:
1. Невысокая мобильность – нужен газовый баллон и катушка с проволокой (а это гораздо тяжелее электрода).
2. Необходим стартовый комплект – для этой сварки понадобятся горелка, катушка с проволокой, газовые баллоны, редукторы и шланги.

Рис.4 – Преимущества сварки полуавтоматом

Рис.5 – Недостатки сварки полуавтоматом
Но преимущества данного вида сварки неоспоримы.
Перед тем как начать выбирать, нужно определиться для каких видов работ будет использоваться полуавтомат. Именно от этого будут зависеть характеристики (мощность, сила тока) и комплектация.
Начнем с самого основного параметра – силы тока
Основным параметром для любого сварочного аппарата является сила тока. Этот параметр определяет, с какой толщиной металла Вы сможете работать.
Для полуавтоматов важны как максимальное, так и минимальное значение этого показателя.
Показатель максимального значения важен для определения толщины металла, которую аппарат может проплавить. Чем больше показатель, тем с большей толщиной сварочный аппарат может работать. Если максимального значения будет недостаточно, полноценного провара заготовки не получится, шов будет как бы на поверхности.
На ремонт ворот, дверей, баков, емкостей из металла 1,0 -1,5 мм потребуется полуавтомат на 160 -180 А.
Для работы по кузову автомобиля, где толщина стали не больше 0,8 мм достаточно модели с показателем 110-120 А. Фланцы и мощные трубы сваривают оборудованием от 200 А.
Для сварки металла большей толщины требуется уже 300-400 А.
Иногда стоит задача снизить сварочный ток до минимального значения, чтобы сварить тонкое изделие. Если нижнее значение аппарата не может опуститься до определенного минимального значения тока для данного материала и толщины, то при работе будут прожоги на металле.
Самый низкий предел (10-20 А) нужен для работы с кузовом. Чтобы не прожечь металл того же бака и листового железа, показатель должен быть не больше 30-40 А.
Для начала, Вы можете ориентироваться на таблицу ниже. В процессе работы, здесь даны усредненные рекомендации по силе тока для работы по низкоуглеродистой стали.

Рис. 6 - Рекомендации по силе тока для работы по низкоуглеродистой стали
Еще один показатель, который поможет определиться с оптимальным выбором сварочного полуавтомата MIG/MAG.
В момент, когда Ваш аппарат включен, но дуга не горит, он работает на холостом ходу – своеобразном режиме ожидания, когда аппарат поддерживает определенный уровень напряжения – 40-90 В, чтобы при замыкании контакта между проволокой и заготовкой возбудилась дуга. Чем значение холостого хода выше, тем легче она зажигается.
Для гаража и домашней мастерской достаточно, чтобы модель имела показатель холостого хода в 30-40 В.
Для СТО или мастерской желательно иметь показатели в 50-70 В. На производство берут полуавтоматы с холостым ходом 80-90 В.

Рис.7 - Процесс зажигания сварочной дуги
Диаметр сварочной проволоки
Аппарат MIG/MAG сварки может работать с проволокой различных диаметров – не достаточно поменять только катушку с проволокой и ролики в подающем механизме. Также требуется замена кабель-канала и контактного наконечника. Поэтому устройство надо выбирать с учетом будущих работ.
Чем толще металл, тем больший диаметр проволоки потребуется для проплавки и создания хорошего соединения.

Рис. 8 - Катушка со сварочной проволокой

Рис.9 – Подбор диаметра проволоки в зависимости от толщины металла
Продолжительность включения
Это один из основных параметров. По международному стандарту EN 60974-1 продолжительность включения показывает, сколько времени от 10-ти минутного цикла, при температуре окружающего воздуха 40 C°, аппарат работает с максимальным сварочным током. Дело в том, что при продолжительной работе под высоким напряжением, а также в зависимости от температуры окружающей среды, аппарат MIG/MAG сварки может перегреваться и выключаться через разный промежуток времени. Обычно, данный параметр указывают в процентах.
Так, если в паспорте на аппарат указано, что длительность его включения составляет 40%, то это означает, что из 10-ти минут на максимальном токе он должен работать не более 4-х минут, а на остальные 6 минут будет пауза. Некоторые производители лукавят, заявляя значение АВ при 20 градусах, что увеличивает его в 2 раза и вводит покупателей в заблуждение.
Этот параметр будет особенно актуален при выборе аппарата на промышленное предприятие, при эксплуатации в постоянном режиме и на нем будет работать профессионал. Сварщик же в мастерской и гараже не варит дольше 3-4 минут, т.к. периодически нужно прерываться, чтобы подготовить участок к сварке, подогнать детали и т.д.
Синергетическое управление
Аппараты бывают как с ручным, так и с синергетическим управлением. В аппаратах с синергетическим управлением пользователю достаточно выбрать определенные известные параметры в зависимости от модели и аппарат автоматически настроит напряжение таким образом, чтобы обеспечить сварщику максимально эффективную и комфортную работу.
Продвинутый сварщик может вручную настроить параметры под свои условия работы и даже по звуку работающей горелки может определить дисбаланс настроек аппарата.
Если Вы только начинаете или работаете с аппаратом не ежедневно, то помощь в виде синергетического управления значительно упростит первые шаги и поможет в дальнейшей работе.

Рис.10 - Синергетическое управление на полуавтомате
Универсальность использования
Полуавтомат работает как с проволокой сплошного сечения, работающей в среде защитного газа (сварка MAG), так и с порошковой (флюсовой) проволокой, работающей без газа (сварка MIG). Но встречаются модели, которые работают только с одним из видов.
Кроме того, есть полуавтоматы, оснащенные разъемом для работы со штучными электродами (сварка MMA).

Рис. 11 – Сварочный полуавтомат IRMIG 180 SYN оснащен разъемом для работы со штучными электродами
Существуют также универсальные аппараты, позволяющие работать с горелкой TIG-сварки.

Рис.12 - INMIG 200 SYN LCD позволяет работать с горелкой TIG-сварки
Такие модели стоят дороже и их выбор обусловлен необходимостью работы со всеми видами сварки – они актуальны в гараже, автосервисе, где есть задача варить как малые толщины, так и большие – лонжероны, крепления и т.п.
Импульсная сварка
Полуавтоматы MIG/MAG могут иметь режим импульса. Это режим позволяет варить цветные металлы ( нержавеющая сталь. алюминиевые сплавы). Такие модели приобретают, в первую очередь, крупные станции техобслуживания.
Вес аппарата
Вес полуавтомата может колебаться от 10-12 до 100 кг и выше – все зависит от модели, ее функционала и дополнительного оборудования.
Аппараты от 12 до 20 кг подойдут для гаража или мобильного использования т.к. их без проблем может перенести один человек, но нужен будет более длинный шланг для газового баллона. Ну, или более компактный баллон. Для нечастого использования это оптимально.
Промышленные модели могут комплектоваться блоком охлаждения для горелки и выносным механизмом. Они устанавливаются на специальных тележках, к которым крепится и баллон с газом. Такой сварочный пост можно перемещать по всей территории того же автосервиса или цеха.

Рис.13 - INMIG 500T DW SYN с блоком охлаждения и тележкой
Механизм подачи проволоки
Если Вы выбираете сварочный полуавтомат для домашней мастерской или гаража, тогда лучше брать компактный аппарат, где механизм подачи проволоки встроен в корпус аппарата.
Аппарат с выносным механизмом необходим на производстве, где требуется мобильность. Мобильность проявляется в следующем: выносной механизм подачи проволоки подключается к основному источнику сварочного тока с помощью кабеля. В комплекте идет стандартный кабель – 5 метров. Как опция, можно купить кабель длиной 30 м. Такой механизм позволяет работать на расстоянии от основного источника тока. За счет этого и достигается мобильность. Такой механизм позволяет работать на расстоянии от основного источника тока.

Рис.14 – Механизм подачи проволоки
Так какой же сварочный полуавтомат лучше купить?
Давайте попробуем на примере подобрать сварочный полуавтомат под задачу вместе.
Итак, Вы ищите аппарат для периодической работы в мастерской или гараже. В сети напряжение 220 В. Сварочного опыта нет, либо имеется небольшой опыт работы с инвертором. Нагрузка аппарата – не ежедневная. Варить планируете металлы от 1 мм до 3-4 мм.
Вам нужен аппарат от 30 до 200 А – самый востребованный диапазон сварочного тока для таких целей. Значение напряжения холостого хода должно быть не ниже 40-70 В. Продолжительность включения для Вас не очень важна и вряд ли Вы будете варить швы метровой протяженности, поэтому смело выбирайте 40%.
Такой аппарат позволит работать, если только учитесь, обратите внимание на синергетику – она не только облегчит жизнь, но и подружит Вас с этой работой, сделает ее комфортной и простой.
Перечислим все необходимое для начала работ сварочным полуавтоматом MIG/MAG:
1. Cам аппарат - источник сварочного тока тока;
2. Cварочная горелка;
3. Кабель с зажимом заземления;
4. Газовый шланг;
5. Баллон с газом и редуктором;
6. Сварочная маска
У аппарата FUBAG IRMIG 200 SYN в комплекте уже идут и горелка, и шланг, и кабель заземления, а также кабель с электрододержателем, т.к. данная модель может варить и электродом, есть разъемы для его подключения.

Обзоры полуавтоматов от профессионалов Вы можете посмотреть ниже:
- Ручная дуговая сварка Аппаратом FUBAG INMIG 200 SYN LCD (канал Гори Дуга)
Читайте также: