Сколько заполняющих слоев выполняют при автоматической дуговой сварки в среде защитных газов
Обновлено: 15.05.2024
Тема 4.1. Техника и технология частично механизированной сварки плавлением различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
Урок 1-2
Технологические особенности сварки в среде защитных газов и их смесях
Применение дуговой сварки в среде защитных газов благодаря ее технологическим и экономическим преимуществам все больше возрастает. Технологическими преимуществами являются относительная простота процесса сварки и возможность применения механизированной сварки в различных пространственных положениях. Незначительный объем шлаков позволяет получить высокое качество сварных швов.
Сварка в среде защитных газов применяется для соединения как различных сталей, так и цветных металлов.
Для сварки в защитных газах кроме источника питания дуги требуются специальные приборы и оснастка (приспособления). Сварочный пост для сварки в среде защитного газа представлен на рис. 82.
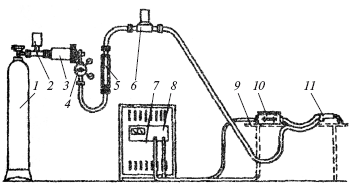
Рис. 82. Пост для сварки в среде защитного газа: 1 – баллон с газом; 2 – подогреватель; 3 – осушитель; 4 – редуктор; 5 – расходомер (ротаметр); 6 – газоэлектрический клапан; 7 – источник питания; 8 – пульт управления; 9 – рабочий стол; 10 – подающий механизм; 11 – горелка
Сварка в защитных газах – это общее название разновидностей дуговой сварки, при которых через сопло горелки в зону горения дуги вдувается струя защитного газа. В качестве защитных газов применяют: аргон, гелий (инертные газы); углекислый газ, кислород, азот, водород (активные газы); смеси газов (Ar + CO2 + O2; Ar + O2; Ar + CO2 и др.). Смеси защитных газов должны удовлетворять требованиям ТУ.
Аргонокислородную смесь (Ar + 1–5 % О2) применяют при сварке малоуглеродистых и легированных сталей. В процессе сварки капельный перенос металла переходит в струйный, что позволяет увеличить производительность сварки и уменьшить разбрызгивание металла.
Смесь аргона с углекислым газом (Ar + 10–20 % СО2) также применяют при сварке малоуглеродистых и низколегированных сталей. При использовании этой смеси защитных газов устраняется пористость в сварных швах, повышается стабильность горения дуги и улучшается формирование шва.
Тройная смесь (75 % Ar + 20 % СО2 + 5 % О2) при сварке сталей плавящимся электродом обеспечивает высокую стабильность горения дуги, минимальное разбрызгивание металла, хорошее формирование шва, отсутствие пористости.
На практике используются либо баллоны с готовой смесью газов, либо баллоны с каждым газом отдельно. В последнем случае расход каждого газа регулируется отдельным редуктором и измеряется ротаметром типа РС‑3.
При сварке в среде защитных газов различают следующие основные способы: сварка постоянной дугой, импульсной дугой; плавящимся электродом и неплавящимся электродом.
Наиболее широко применяется сварка в среде защитных газов плавящимся и неплавящимся электродами.
Сварка неплавящимся электродом в защитных газах – это процесс, в котором в качестве источника теплоты применяется дуга, возбуждаемая между вольфрамовым или угольным (графитовым) электродом и изделием.
Сварка постоянным током прямой полярности позволяет получать максимальное проплавление свариваемого металла.
При сварке на постоянном токе применяются источники питания с крутопадающей ввольт‑амперной характеристикой: ВДУ‑305, ВДУ‑504, ВДУ‑505, ВДУ‑601, ВСВУ‑300.
В комплект сварочной аппаратуры при сварке на постоянном токе входят сварочные горелки, устройства для первоначального возбуждения сварочной дуги, аппаратура управления сварочным циклом и газовой защиты
Техническая характеристика некоторых сварочных горелок для ручной сварки вольфрамовым электродом приведена в табл. 40:

Для того, чтобы улучшить процесс зажигания дуги в среде защитных газов, используют специальные устройства первоначального возбуждения дуги. Это связано с тем, что защитные газы, попадая в зону горения дуги, охлаждают дуговой промежуток и дуга плохо возбуждается. Наиболее широко применяются устройства следующих марок: ОСППЗ‑ЗООМ, УПД‑1, ВНР‑101, ОСПЗ‑2М.
При сварке в среде защитных газов на переменном токе применяют устройство для стабилизации горения дуги, например, стабилизатор – возбудитель дуги ВСД‑01.
Автоматическая сварка в среде защитных газов
Упрощение технологии сваривания, которое не ведет к ухудшению качества, помогает сделать данный вид соединения металла еще более востребованным. Автоматическая сварка в среде защитных газов на данный момент является одним из основных вариантов серийного производства сварных изделий. Это вполне оправдано теми факторами, что автоматика позволяет достичь высокой производительности, скорости создания деталей и достойного качества. В то же время сама технология применения защитных газов становится гарантией качества, так как именно данный метод считается одним из самых надежных. Хотя себестоимость применения газовой защиты выше, чем у ручной дуговой сварки, она дает более надежное соединение. Особенно это проявляется во время работы с тонкими листами, цветными металлами и сложно свариваемыми сплавами.

Автоматическая сварка в среде защитных газов
Правильная настройка параметров автомата дает возможно исключить появление дефектов из-за человеческой неаккуратности. После подбора параметров, техника будет проводить сварку одинаково во всех случаях, что и требуется для серийного производства.
Область примененияАвтоматическая сварка в СО2 больших толщин, а также прочие ее разновидности используются преимущественно в промышленности. Для частного применения такие параметры оказываются невостребованными. Для серийного производства это незаменимая вещь, но для изготовления 1-2 деталей лучше воспользоваться обыкновенным ручным методом. Ремонт также невозможно привести с помощью этой технологии.
Цеха по производству металлоконструкций, предприятия занимающиеся выпуском металлических изделий и прочие сферы, основанные на серийном производстве, обязательно используют такую технику. Даже сложность работы с газом не останавливает ее развитие. Ведь здесь все сводится к подготовительным работам, которые должны выполняться на высоком уровне, благодаря чему и обеспечивается одинаковое качество для каждого изделия в партии.
ПреимуществаДанная технология не зря получила широкое распространение в промышленности, так как она обладает рядом преимуществ:
- Высокая производительность процесса сварки, если речь идет о серийном производстве;
- Все делается одинаково по заданным настройкам, так что нет негативного человеческого фактора;
- Швы обладают высоким качеством, так как газ дает отличную защиту;
- Можно соединять сложно свариваемые, и даже разнородные металлы;
- Для обслуживания автомата не требуется большого количества людей.
В качестве недостатков стоит отметить следующие факторы:
- При ошибке в параметрах, брак распространится на всю серию изделий;
- Техника имеет ограниченный предел настроек, так что не все параметры можно подобрать;
- Стоимость оборудования делает данную технику недоступной для многих людей;
- Нет возможности создать шов в любом положении и с любыми параметрами, так как для этого система может не обладать достаточными параметрами, тогда как вручную это сделать намного проще.
Автоматическая сварка в защитных газах проводится с использованием сварочной проволоки или электродов без покрытия использует два основных принципа действия. От электросварки здесь взято разогревание металла до состояния плавления при помощи электрической дуги. Для этого могут использоваться как плавкие, так и неплавкие электроды. Отсутствие покрытия компенсируется газовой оболочкой. Сам принцип сваривания практически не отличается от того, что используется в ручной сварке защитными газами.

Автоматическая сварка в защитных газах
Главным отличием является то, что установка обладает системой управления, которая помогает проводить все процедуры без участия человека. В ней имеется ряд параметров, которые нужно выставлять для создания соответствующего режима, а затем включается все на поток. Настройка является одним из самых сложных процессов, в данном деле.
Используемые защитные газы«Важно!
Тут нужно четко придерживаться технологии, так как малейший недочет может привести к браку всей партии.»
В данной сфере может использоваться несколько разновидностей защитных газов, у каждого из которых есть свои свойства и особенности. Среди основных газов следует выделить такие:
- – создает высокий уровень защиты, но вреден для здоровья человека, а также обладает высокой стоимостью;
- Гелий – редко используется, но хорошо подходит для изделий с большой толщиной проварки; – относительно дешевый и безопасный вариант, но годен преимущественно для углеродистых сталей средней толщины; – данный вид газа не часто встречается в сварке, но для особых случаев его все же применяют.
В качестве основных сварочных материалов и используемого оборудования применяются следующие вещи:
- или электрод без покрытия;
- Неплавкий электрод;
- Горелка;
- Защитный газ;
- Автоматическая система для подачи заготовок и управления сварочными инструментами;
- Сварочная маска.

Оборудование для автоматической сварки в среде защитных газов
Техника безопасности
Чтобы процесс проходил максимально безопасно, необходимо проверить целостность шлангов, соединяющих горелку и источники газа. Также нужно проверить, чтобы ничего не травило, так как в ином случае будет опасность взрыва. Все настройки, ремонтные работы и прочие манипуляции проводятся только тогда, когда аппаратура отключена от сети. Во время процесса сварки запрещается вмешиваться в него.
Заключение
Автоматическая сварка выводится в особый разряд, так как эта технология стоит обособленно. Здесь не применяется человеческий труд непосредственно, так как основные манипуляции отводятся машине. Человеку нужно только следить за всем происходящим и задавать настройки. В то же время это повышает ответственность, так как по невнимательности можно создать такую ситуацию, когда вся партия изделий окажется непригодной для использования из-за имеющихся дефектов. В остальном это очень эффективный процесс.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры

1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Форма подготовленных кромок
Характер выполненного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное обозначение сварного соединения
С отбортовкой двух кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Со скосом одной кромки
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
e , не более
подготовленных кромок свариваемых деталей
шва сварного соединения
* Размер для справок
От s 1 до 2 s 1
1,5(s + s1) + 1,5
s + s1 + 2
1,5(s + s1) + 2,5
s + s1 + 3
s - 2s
s - 3s
подготовленных кромок сваривае
е 1 (пред. откл. ± 2)
* Размер для справок.
s - 2s
s - 3s
Св. 0,5 s до s
Св. 0,5 s до s
0,08s - 0,25 s
0,05s - 0,15s
(Измененная редакция, Изм. №1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Толщина тонкой детали
Разность толщин деталей
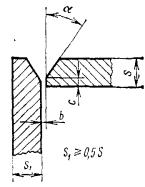
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм - для деталей толщиной до 4 мм;
0,1 s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04 s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01 s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Предел текучести свариваемой стали, МПа
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Дуговая сварка в защитных газах
Дуговая сварка в защитных газах имеет высокую производительность, легко поддается автоматизации и позволяет выполнять соединение металлов без применения электродных покрытий и флюсов. Этот способ сварки нашел широкое применение при изготовлении конструкций из сталей, цветных металлов и их сплавов. Классификация способов дуговой сварки в защитных газах приведена на рисунке.
Классификация видов дуговой сварки в защитных газах
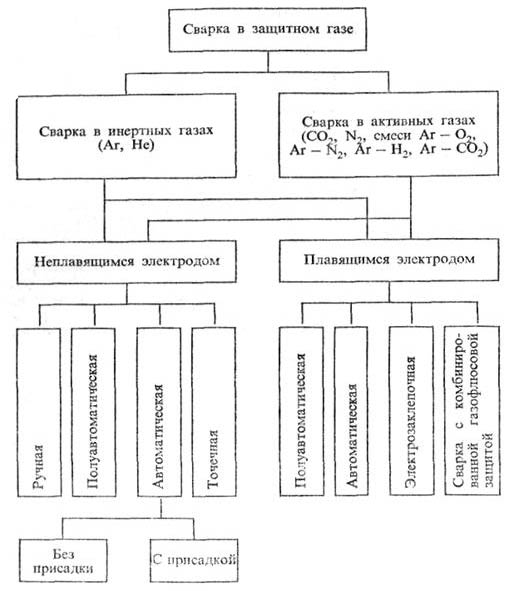
Дуговая сварка в защитных газах может быть выполнена плавящимся и неплавящимся (вольфрамовым) электродами.
Для защиты зоны сварки используют инертные газы гелий и аргон, а иногда активные газы — азот, водород и углекислый газ. Применяют также смеси отдельных газов в различных пропорциях. Такая газовая защита оттесняет от зоны сварки окружающий воздух. При сварке в монтажных условиях или в условиях, когда возможно сдувание газовой защиты, используют дополнительные защитные устройства. Эффективность газовой защиты зоны сварки зависит от типа свариваемого соединения и скорости сварки. На защиту влияет также размер сопла, расход защитного газа и расстояние от сопла до изделия (оно должно быть 5— 40 мм).
Преимущества сварки в защитных газах следующие:
- нет необходимости применять флюсы или покрытия, следовательно, не требуется очищать швы от шлака;
- высокая производительность и степень концентрации тепла источника позволяют значительно сократить зону структурных превращений;
- незначительное взаимодействие металла шва с кислородом и азотом воздуха;
- простота наблюдения за процессом сварки;
- возможность механизации и автоматизации процессов.
Иногда применяют двойную защиту сварочной дуги (комбинированную). Надежность защиты зоны сварочной дуги зависит от теплофизических свойств и расхода газа, а также от конструктивных особенностей горелки и режима сварки. Подаваемые в зону сварочной дуги защитные газы влияют на устойчивость дугового разряда, расплавление электродного металла и характер его переноса. Размер капель электродного металла уменьшается с увеличением сварочного тока, а увеличение глубины проплавления с увеличением сварочного тока связано с более интенсивным вытеснением жидкого металла из-под электрода вследствие давления сварочной дуги.
При сварке плавящимся электродом дуга горит между изделием и расплавляемой сварочной проволокой, подаваемой в зону сварки. По сварке неплавящимся электродом (вольфрамовые прутки) сварочная дуга может быть прямого или косвенного действия. Разновидностью сварочной дуги косвенного действия может быть дуга, горящая между вольфрамом, и беспрерывно подаваемой в зону дуги сварочной проволокой.
Защитное свойство струи инертного газа зависит от чистоты газа, параметров струи и режима сварки. Одним из наглядных способов оценки защитных свойств является определение диаметра зоны катодного распыления при возбуждении дуги переменного тока между вольфрамовым электродом и свариваемым металлом. В период, когда катодом является свариваемый металл, происходит вырывание частиц металла с поверхности сварочной ванны и соседних зон относительно холодного металла.
Степень катодного распыления зависит главным образом от массы положительных ионов, которые в процессе сварки бомбардируют катод. Например, в среде аргона наблюдается более интенсивное катодное распыление, чем в среде гелия. По убывающей склонности к катодному распылению металлы располагают в следующем порядке: Мg, Аl, Si, Zn, W, Fe, Ni, Рt, Сu, Вi, Sn, Sb, Рb, Аg, Cd.
Сварочную дугу в защитных газах можно классифицировать по следующим основным признакам:
- применяемому для защиты зоны сварки газу — активному или нейтральному;
- способу защиты зоны сварки — одиночным газом, смесью газов или комбинированным;
- применяемому для сварки электроду — плавящемуся или неплавящемуся;
- применяемому току — постоянному или переменному.
Сварка неплавящимся электродом
Условием стабильного горения дуги при дуговой сварке в защитной среде инертных газов на переменном токе является регулярное восстановление разряда при смене полярности. Потенциал возбуждения и ионизации инертных газов аргона и гелия выше, чем у кислорода, азота и паров металла, поэтому для возбуждения дуги переменного тока требуется источник питания с повышенным напряжением холостого хода. Сварочная дуга в среде инертных газов (аргона или гелия) отличается высокой стабильностью и для ее поддержания требуется небольшое напряжение. Высокая подвижность электронов обеспечивает достаточное возбуждение и ионизацию нейтральных атомов при столкновении с ними электронов.
В том случае, когда катодом является вольфрам, дуговой разряд происходит главным образом за счет термоэлектронной эмиссии благодаря высокой температуре плавления и относительно низкой теплопроводности вольфрама, что обусловливает неодинаковые условия горения дуги при прямой и обратной полярности. При обратной полярности (изделие является катодом — минус) напряжение при возбуждении дуги должно быть больше, чем при прямой полярности. Поэтому из-за значительной разницы в свойствах вольфрамового электрода и свариваемого металла кривая напряжения дуги имеет не симметричную форму, а в ней появляется постоянная составляющая, которая вызывает появление в сварочной цепи постоянной составляющей тока. Постоянная составляющая тока в свою очередь создает постоянное магнитное поле в сердечнике трансформатора и дросселя, что приводит к уменьшению мощности сварочной дуги и ее устойчивости. Появление в цепи постоянной составляющей тока не обеспечивает нормального ведения процесса сварки и особенно при сварке алюминиевых сплавов, так как сварочная ванна даже при небольшом содержании кислорода и азота покрывается тугоплавкой пленкой окислов и нитридов, которые препятствуют сплавлению кромок и формированию шва.
Очищающее действие сварочной дуги при сварке переменным током проявляется в те полупериоды, когда катодом является изделие благодаря катодному распылению, так как в этом случае происходит разрушение окисной и нитридной пленок.
При обратной полярности применяют низкие плотности тока, а практически такая дуга не применяется. При прямой полярности тепла выделяется меньше на электроде, так как его значительная часть расходуется на плавление свариваемого металла.
Сварка плавящимся электродом
При дуговой сварке плавящимся электродом в среде защитных газов геометрическая форма сварного шва и его размеры зависят от мощности сварочной дуги, характера переноса металла через дуговой промежуток, а также от взаимодействия газового потока и частиц металла, пересекающих дуговой промежуток, с ванной расплавленного металла.
В процессе сварки на поверхность сварочной ванны оказывает давление столб дуги за счет потока газов, паров и капель металла, вследствие чего столб дуги погружается в основной металл, увеличивая глубину проплавления. Поток газов и паров металла, направляемый от электрода в сварочную ванну, создается благодаря сжимающему действию электромагнитных сил. Сила воздействия сварочной дуги на ванну расплавленного металла характеризуется ее давлением, которое будет тем больше, чем концентрированнее поток газа и металла. Концентрация потока металла увеличивается с уменьшением размера капель, который определяется составом металла, защитного газа, а также направлением и величиной сварочного тока.
Сварочная дуга, образованная в результате плавления электрода в среде инертных газов, имеет форму конуса, столб которой состоит из внутренней и внешней зоны. Внутренняя зона имеет яркий свет и большую температуру.
Во внутренней зоне происходит перенос металла, и ее атмосфера заполнена святящимися парами металла. Внешняя зона имеет менее яркий свет и представляет собой ионизированный газ.
Металлургия сварки в защитных газах
Газы по защитному свойству расплавленного металла сварочной ванны от воздействия азота и кислорода воздуха подразделяются на инертные и активные.
К инертным газам относятся аргон и гелий, которые практически не взаимодействуют с расплавленным металлом сварочной ванны.
К активным газам относятся углекислый газ, азот, водород и кислород.
Активные газы по своему химическому взаимодействию с расплавленным металлом сварочной ванны могут быть нейтральными и реагирующими. Например, азот по отношению к меди является нейтральным газом, т. е. не образует с медью никаких химических соединений. Активные газы и продукты их распада в процессе дугового разряда, т. е. во время сварки, могут соединяться с расплавленным металлом сварочной ванны и растворяться в нем, из-за чего резко снижаются механические свойства сварного шва, а его химический состав не будет соответствовать установленным требованиям стандартов. Однако следует отметить, что некоторые растворимые в металле активные газы не всегда бывают вредными примесями.
Например, азот в углеродистых сталях является вредной примесью (образуются нитриды), из-за чего резко снижаются механические свойства сварного шва и стойкость к старению, тогда как в сталях аустенитного класса азот является полезной добавкой. При аргонодуговой сварке углеродистых сталей для поддува можно применять не только аргон или углекислый газ, но и азот, если в сварочную ванну будут введены элементы-раскислители в виде кремния и марганца. Поэтому выбор газа и присадочного материала должны обеспечивать заданные механические свойства, химический состав и структуру сварного шва. При сварке в защитной среде инертных газов расплавленный металл сварочной ванны изолирован от воздействия кислорода и азота воздуха; поэтому металлургические процессы могут происходить между элементами, содержащимися только в расплавленном металле сварочной ванны.
Так, например, если в сварочной ванне содержится некоторое количество кислорода в виде закиси железа РеО, то при наличии достаточного количества углерода будет образовываться нерастворимая в металле окись углерода [C] + [O] = CO,
Вследствие того, что расплавленный металл сварочной ванны кристаллизуется, а газ выйти не успевает, то в нем будут образовываться поры.
Расплавленный металл сварочной ванны может насыщаться кислородом, находящимся в инертном газе, в виде Свободного кислорода и паров воды. Поэтому для подавления реакции окисления углерода в период кристаллизации расплавленного металла сварного шва в сварочную ванну через присадочный материал должны быть введены элементы-раскислители в виде кремния и марганца. При сварке легированных сталей, имеющих в своем составе необходимое количество раскислителей, реакция образования окиси углерода подавляется. Таким образом, при сварке в защитных газах для подавления образования окиси углерода, способной образовывать поры в сварном шве и устранения азотирования сварного шва, необходимо в сварочную ванну ввести элементы-раскислители.
При сварке в защитной среде углекислого газа последний, защищая расплавленный металл сварочной ванны от кислорода и азота воздуха, сам в свою очередь, разлагаясь в дуговом разряде, является окислителем металла
где FеО — закись железа, растворяющаяся в железе.
Таким образом, как и при сварке в защитной среде инертных газов, в этом случае образуется окись углерода, которая в процессе кристаллизации металла сварочной ванны создает в нем поры. Для подавления образования окиси углерода (СО) через присадочную проволоку в расплавленный металл сварочной ванны вводятся элементы-раскислители — кремний и марганец.
Сварка в среде защитных газов
Прочность скрепления деталей зависит не только от навыков специалиста, но и от условий, в которых ведётся работа. Чтобы соединение получилось на надлежащем уровне, в точке плавления повинны присутствовать исключительно электрод и присадочные материалы. Попадание второстепенных элементов способно оказать негативное воздействие на спайку. Решить задачу помогла эксплуатация специальных газообразных субстанций, а сама технология появились в далёком 1920 году. Помимо защищающего слоя они помогают сделать швы чистыми, без шлака и трещин, что соответствует ГОСТУ. Это ключевая причина, по которой промышленность предприимчиво употребляет подобные сварочные методы.

Сварка заготовок в среде защитных газов
Сущность способа
Сварка заготовок в среде защитных газов – одна из подвидов дугового скрепления, но здесь в точку расплавки подаётся аргон, азот, кислород и прочее. Если есть необходимость интегрировать низкоуглеродистую или легированную сталь, к газу добавляют 1-5% кислорода. Такие пропорции снижают критическое напряжение, что уберегает от возникновения пор и повышает качество спайки.
Для производства с плавящимся стержнем смешивают аргон и 10-20% диоксида углерода. Это даёт такие же показатели, как и в предыдущем случае, однако, прибавляет постоянства дуге и оберегает область от сквозняков. Сама методика пользуется популярностью преимущественно в обработке тонких листов металла.
В ходе глубокой проплавки применяют «СО2» и 20% «О». Смесь наделена повышенными окислительными свойствами, придаёт хорошую форму, защищает плиты от пористости. Аналогичные показатели характерны и для других соединений, но каждая процедура имеет индивидуальный подход, который будет зависеть от обстановки, толщины объекта и других параметров.

Схема дуговой сварки в среде защитных газов
Несмотря на высочайшие результаты, стыковочная плоскость вынуждена быть тщательно обработана последующими методиками:
- выравнивание;
- очистка от ржавчины;
- удаление зазубрин;
- подогрев.
Если подготовительные манипуляции будут выполнены неправильно, это приведёт к возникновению сварного брака.
Технология сварки
Дуговая сварка, проходящая в защитном газе, подразумевает использование двух подходов: неплавящимся и плавящимся шпилями. Первая разновидность делает сварной спай при помощи расплавления углов сплава. Во втором случае переплавленный стержень играет роль главного вещества для интеграции. Чтобы обеспечить оптимальную сохранность среды потребляют несколько вариаций:
- Инертные – не имеют цвета и запаха, а инертность обуславливается наличием у атомов плотной электронной оболочки. К таким типам относятся гелий, аргон и другие.
- Активные – вступают в реакцию с заготовкой, и растворяются в ней. К данной категории относятся двуокись углерода, азот водород и прочие.
- Комбинированные примеси. Сюда относятся комбинации предыдущих пунктов. Автоматическая сварка в среде настоящих защитных газов нужна для улучшения технических атрибутов и формирования качественного шва.

Технология сварки в защитном газе
Выбор будет отличаться от химического состава металла, экономностью процедуры, свойством скрепления и иными нюансами.
Для манипуляций разрешено применять и электродуговую аппаратуру.
Инертные газообразные примеси повысят устойчивость дуги и дадут возможность проводить более глубокую расплавку. Смесь подаётся в динамическую область несколькими потоками: центральным (параллельно стержня), боковым (сбоку, отдельно от стержня), парой концентрических струй и в подвижную насадку, которую монтируют над рабочей средой. Дуговая сварка в любом защитном газе создаёт приемлемые тепловые параметры, которые положительно сказываются на модели, размере и качестве шва.
Для снабжения газового потока расходуют специализированные сопла, но в некоторых обстоятельствах объекты помещаются в прозрачные камеры, которые устанавливаются над стыком. К данному приёму прибегают довольно редко, и, в основном, для скрепления крупногабаритных составляющих.
Режимы
Для этих операций чаще пускают в дело инверторные агрегаты полуавтоматического класса. С их поддержкой проводится настройка электричества и подаваемого напряжения. Также эти станции служат базовым источником питания, а их мощность и опции регулирования варьируются в зависимости от модели. Если есть потребность провести стандартную деятельность (без оборота толстых и непопулярных сплавов), можно выбрать самую простую аппаратуру.

Режимы сварки в углеродном газе
Дуговая автоматизированная сварка в защитных газах может различаться по многим величинам, большинство из которых определяется по положениям: 1-е радиус проволоки, 2-е её диаметр, 3-е сила электричества, 4-е напряжение, 5-е скорость подачи контакта, 6-е расход газа. А выглядит всё так:
- 15см, 0.8мм, 120А, 19В, 150м\ч, 6ед\мин;
- 7мм, 1мм, 150А, 20В, 200м\ч, 7ед\мин;
- 2мм, 1.2мм, 170А, 21В, 250м\ч, 10ед\минут;
- 3мм, 1.4мм, 200А, 22В, 490м\ч, 12ед\мин;
- 4-5мм, 0.16см, 250А, 25В, 680м\ч, 14ед\минут;
- более 0.6см, 1.6мм, 300А, 30В, 700м\ч, 16ед\мин.
Эти характеристики являются стандартными, и рассчитаны для процессов с углекислотой.
Ручной способ и сваривание в камере
Агрегаты полуавтоматического типа, сопровождаемые использованием оградительной среды, подразделяются на два подхода: локальный и общий типы. В большинстве случаев эксплуатируют первая версия, где защитная субстанция поступает на прямую из сопла. Такая методика даёт возможность варить любые изделия, однако, результат не всегда может быть на удовлетворительном уровне. Попадание воздуха в зону плавления сильно снизит характеристики шва, и чем больше предмет, тем выше шансов получить спайку низкого качества.
Поэтому для крупногабаритных рекомендуется эксплуатировать камеры с регулировкой атмосферы внутри. Проходит она следующим образом:
- из полости откачивается весь воздух до состояния вакуума;
- затем идёт закачка нужного газа;
- проводиться варка с дистанционным управлением.

Камера для сваривания
Есть и другие способы дуговой сварки ручного типа в защитных газах: некое пространство заполняют соответствующим элементом, а специалист выполняет все действия в скафандре с индивидуальной системой дыхания.
Это довольно сложные деяния, которые требуют подготовки и навыков. Но это даёт абсолютную гарантию на то, что спайка будет находиться в надёжной обороне. А это немаловажное требование для производства сложных заготовок. Что касается электродов, то использовать можно как плавящиеся, так и неплавящиеся модели.
Подготовка кромок и их сборка под сварку
Подготовительные действия проводятся во всех вариантах аналогично. Образ разделки кромок обязан заключать правильные геометрические параметры и соответствовать ГОСТу или другим техническим правилам. При механической варке можно полностью проварить сплав, не разделяя края и не оставляя зазора между ними. При наличии некоторого отступа или разделке краёв можно провести проварку, но толщина предмета должна быть не более 11 мм. Есть способы увеличить производительность процесса автоматического приёма сваривания, и для этого вынуждена проводиться разделка боковых углов без откоса.
В ходе приварки происходит усадка металла, которая сказывается на правильности зазора. Чтобы избежать трудностей, выполняется шарнирное прикрепление с определённым углом открытия кромок, который будет зависеть от размера объекта.

В работе с защитой углекислоты всю плоскость приходится очищать от шлака и капель грязи. Чтобы уменьшить предстоящее загрязнение, которое может образоваться в ходе манипуляция, плоскость обрабатывают специальными жидкостями. При этом нет необходимости ожидать полного высыхания аэрозоля. Последующая сборка проходит с использованием стандартных запчастей: клинья, скобы, прихватки и прочее. Также перед началом следует осмотреть конструкцию.
Достоинства и слабые места процесса
К положительным сторонам нужно отнести следующие пункты:
- в отличие от других методов, характер шва получается с более высокими характеристиками;
- большинство элементов стоят не дорого, однако, это не мешает им обеспечивать высококлассную защиту;
- у опытного сварщика не возникнет проблем с освоением подобной технологии, поэтому крупное производство может с лёгкостью поменять специфику манёвров;
- в защитной среде может проводиться сваривание как тонколистового, так и толстолистового проката;
- данная методика показывает большие показатели производительности;
- техника отлично подходит для процедур с алюминием, цветными металлами и другими видами, которые наделены устойчивостью к коррозии;
- такой подход легко поддаётся модернизации, его легко перенести в автоматический порядок, и можно приспособить к любым условиям.
Недостатки сварки в среде защитных газов выглядят таким образом:
- при приварке на открытом пространстве следует позаботиться о хорошей герметичности камеры. В противном случае высока вероятность выветривания газообразных примесей;
- варка в закрытом пространстве обязана сопровождаться высококлассной функциональностью вентиляции;
- некоторые виды газов, например, Аргон, дорого стоят.
В остальном технология является довольно удачной, и существенных недостатков не заключает.
Какие газы применяют
Защитные газы создают обстановку для дуговой сварки, и делятся инертные и химические группы. Первая категория представляется самой популярной, и сюда входят «Ar», «He» и другие их комбинации. Основной их задачей является вытеснение кислорода из области термического воздействия. Нужно отметить, что эти вариации веществ не вступают в реакцию с железом, и не растворяются в нём.
Применение этого класса необходимо для спайки самых популярных сплавов: титан, алюминий и другие. Если сталь обладает повышенной устойчивостью к температуре и плохо плавиться, разумно пускать в ход неплавящийся электрод.

Газы, применяемые для сварки
Активные газы тоже пользуются определённой популярностью, ведь к этой категории относятся недорогие разновидности: водород, азот, кислород.
Но чаще всего используют двуокись углерода, поскольку это самый выгодный вариант.
Описание каждой версии:
- Аргон – вариация защитного инертного газа для сварки. Не имеет склонности к воспламенению и не взрывоопасен. Обеспечивает хорошую защиту ванн.
- Гелий – поставляется в специальных баллонах, давление которых достигает 150 ат. Имеет низкую температуру сжижения -269 градусов.
- Двуокись углерода – не ядовитый, без цвета и запаха. Его добывают путём извлечения из дымовых газов и при помощи специального оборудования.
- Кислород – способствует горению. Получают «О» из атмосферы при помощи охлаждения. Всего встречается несколько сортов, которые отличаются по процентному соотношению.
- Водород – при контакте с воздухом взрывоопасен, поэтому в обращении с ним следует строго соблюдать правила безопасности. Также является бесцветным и не обладает запахом, помогает воспламенению.
В углекислоте
Это самая дешевая система, от чего она и пользуется сильным спросом. Однако сильный жар в активной области разлагает материю на три газа: «СО2», «СО» и «О». Чтобы уберечь поверхность от окисления, в проволоку добавляют кремний и марганец. Но и это доставляет своеобразные неудобства: при реакции друг с другом оба вещества образуют шлак, который в дальнейшем всплывает на поверхность. Его очень просто удалить, и это никак не влияет на защитные показатели. Также перед проведением операции следует удалить всю воду из баллона (для этого его достаточно перевернуть). И эти действия следует проводить периодически. Если упустить этот момент, то может получиться пористый шов.

Сварка в углекислоте
В азотной среде
Нужна для соединения медных заготовок или деталей из нержавейки. Такая специфика наблюдается потому, что этот газ не вступает в реакцию с данными сплавами. Ещё для сварки необходимы графитовые или угольные контакты. Вольфрамовые вызывают их перерасход, что делает манипуляцию очень неудобной.
Что касается настройки оборудования, то оно варьируется в зависимости от сложности. Чаще они выглядят так: напряжение тока 150-500 А, дуга 22-30 В, расход газа до 10 л в минуту. Внешний вид агрегатов не имеет отличительных черт, за исключением специального прихвата для угольного электрода.

Сварка в азотной среде
Оборудование
Используется при сварке в защитной среде стандартные источники питания, на которых есть функция регулировки напряжения. Также здесь имеются механизмы автоматического снабжения проволоки и специализированные газовые узлы в виде шлангов и баллонов. Сама процедура проводиться при постоянной подаче высокочастотного электричества.
Главные опции, которые требуют внимательного отношения – регулятор тока, обеспечивающий стабильное горение дуги, скорость движения проволоки.
И всё это обязано работать как единый механизм. Режимы могут сильно отличаться друг от друга, даже если сварка проходит с одной разновидностью железа.
- ПДГ-502. Предназначен для приварки в углекислом газе, очень надёжен и показывает высокую производительность. Может использоваться от сетей в 220 и 380 В, а пределы регулирования электричества 100-500 А.
- «Импульс 3А». Необходим для работы с алюминиевыми деталями, но у него более низкие функции, чем у предыдущего аппарата. Также его можно использовать для приварки чёрных металлов и нанесения потолочных швов.
- «УРС 62а». Отлично подходит для полевых работ, используется преимущественно для скрепления алюминия. Необходимое питание берётся от сети в 380 В. Особенностью представляется то, что устройство способно обработать титан.

Есть ещё масса разновидностей, каждый из которых обладает своими преимуществами и недостатками. Не сложно догадаться и про то, что каждый автомат предназначен для ограниченного круга варки.
Варианты защиты
Любые сварочные работы – завышенная степень опасности, поэтому каждый работник должен позаботиться об обороне кожных покровов, глаз и органов дыхания. Даже кратковременная переварка в собственном гараже должна проводиться с комплектом:
- маска;
- термоустойчивые перчатки;
- респиратор.

Только так можно провести качественную операцию без ущерба для собственного здоровья.
Читайте также: