Температура окружающего воздуха при сварке
Обновлено: 12.05.2024
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34.15.132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34.15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов.
1. ОБЩАЯ ЧАСТЬ
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772 :
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм 2 ) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в «Правилах аттестации сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30 °С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10 °С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дифектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
«Правил устройства электроустановок»;
«Правил технической эксплуатации электроустановок потребителей»;
«Правил техники безопасности при эксплуатации электроустановок потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии», № 2191-80;
«Санитарных правил при радиоизотопной дефектоскопии», № 1171-74;
«Санитарных правил по сварке, наплавке и резке металлов», № 1009-73;
«Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства»;
«Правил пожарной безопасности при производстве строительно-монтажных работ. ППБ 05- 86».
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться тех нико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл. 1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм 2 , при 250 А - 25 мм 2 , при 300 А - 50 мм 2 . Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
10.3 Сборка и сварка монтажных соединений железобетонных конструкций
10.3.1 Типы сварных соединений арматуры между собой и с плоскими элементами проката закладных изделий, выполняемых при монтаже сборных и возведении монолитных железобетонных конструкций, размеры конструктивных элементов, способы сварки, техника и технология, контроль качества должны соответствовать проекту, ГОСТ 14098, ГОСТ 10922, [5], ГОСТ 23858 и [6].
10.3.2 Выполнение требований проекта по степени укрупнения арматурных изделий, точности их сборки, схемам монтажных ярусов и зон, подготовленным сборочным и сварочным работам, видам и объемам контроля, техники безопасности должно быть предусмотрено в проекте производства сварочных работ (ППСР) и технологических картах (регламентных) к нему, учитывающих специфику конкретного объекта и возможности монтажной организации.
10.3.3 При наличии арматурно-сварочного участка на приобъектном полигоне для изготовления арматурных изделий и укрупнительной сборки железобетонных элементов на сварке должен быть составлен отдельный ППСР с технологическими требованиями, аналогичными требованиям к заводской продукции.
10.3.4 Гнутье арматурной стали должно производиться с одинаковой скоростью, минимальный диаметр загиба в свету для основных классов арматуры приведен в таблице 10.4. Арматура из бухт может применяться только при наличии на стройплощадке соответствующего правильного оборудования.
10.3.5 Арматура, арматурные и закладные изделия должны поступать на объект с документом о качестве (паспортом, сертификатом) завода-изготовителя по ГОСТ 10922 и иметь сертификат соответствия.
10.3.6 Для обеспечения требуемых проектом параметров армирования перед укладкой арматуры и сборкой элементов железобетонных конструкций необходимо установить соответствие классов и диаметров стержневой арматуры, марок стали и толщин плоских элементов закладных изделий и соединительных деталей, размеров и точности сборки сопрягаемых элементов, а перед сваркой - размеров и точности подготовки сопрягаемых стержней чертежам марки КЖ проекта и требованиям ГОСТ 14098, ГОСТ 10922, [5] и [6].
10.3.7 Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Конструкции с закладными изделиями опирания, нахлесточные соединения, скобы-накладки следует собирать на прихватках с применением тех же сварочных материалов, что и основные швы. Прихватки следует располагать в местах последующего наложения сварных швов. Запрещается сборка и сварка арматурных стержней конструкций, удерживаемых краном.
10.3.8 При сборке конструкций и укладке арматуры в монолитном бетоне не разрешается обрезка концов стержней и разделка их кромок перед сваркой электрической дугой.
10.3.9 Длина выпусков арматурных стержней из бетона конструкций должна быть не менее 150 мм при регламентированных нормативными документами зазорах и не менее 100 мм при применении одной вставки длиной не менее 80 мм в случае их превышения. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
10.3.10 После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать требованиям ГОСТ 10922. Отгиб стержней для обеспечения их соосности осуществлять в холодном состоянии. Допускается осуществлять нагрев до температуры 600-800°С по специальной технологической карте.
10.3.11 Требования к способу подогрева, оборудованию и контролю температуры должны содержаться в технологическом регламенте (картах) к ППСР.
10.3.12 Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10-15 мм сварной шов или стык.
10.3.13 Для ручной дуговой сварки следует использовать источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы на токи до 500А, а для механизированных способов сварки - источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500А и специализированные или модернизированные полуавтоматы общего назначения.
10.3.14 Конструкции сварных соединений стержневой арматуры, их типы и способы выполнения в зависимости от условий эксплуатации, класса и марки свариваемой стали, диаметра и пространственного положения при сварке, а также предельные отклонения размеров выполненных швов должны соответствовать требованиям проекта, ГОСТ 14098, ГОСТ 10922, [5] и [6].
10.3.15 Режимы, сварочные материалы, техника, технология сварки арматуры, арматурных и закладных изделий должны соответствовать требованиям [5] и ППСР.
10.3.16 Рекомендуемые типы электродов для ручной дуговой сварки основных классов арматуры приведены в таблице 10.5, а марки сварочных проволок для механизированных способов сварки и других классов арматуры - в [5] и [6].
Книга: Оборудование грузоподъемное. Общие технические требования
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
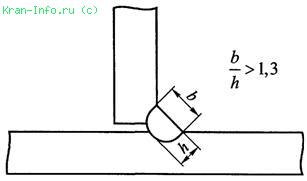
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Сварка при низких температурах
Обычно сварочные работы стараются проводить летом или весной. Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе. Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом. Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее. Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
- Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.
- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и.т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно. Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам. Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
Похожие статьи
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
Читайте также: