Соединение оптоволокна без сварки
Обновлено: 17.05.2024
Использование оптического волокна является лучшим методом обеспечения интернет-связи. При прокладке волоконно-оптического кабеля практически всегда возникает необходимость соединения его отдельных сегментов в единую линию.
Сегодня наряду со сварным методом соединения оптоволокна существуют и другие способы. Самыми популярными из них являются механическое соединение и клеевое. Рассмотрим эти способы подробнее.
Механическое соединение оптоволокна: особенности процедуры и порядок действий
Механический метод соединения оптоволоконного кабеля не получил столь большой популярности. Связано это с тем, что гель с течением времени высыхает, из-за чего его свойства ухудшаются. Поэтому механическое соединение используют преимущественно для временного восстановления оптоволоконных линий.
Как соединить оптоволоконные кабели механическим способом
Особенностью данного метода является использование соединителя, внутри которого имеется гель. Последний нужен не только для обеспечения преломления, но и для защиты сердцевины кабеля от пыли и влаги.
Итак, весь процесс соединения выглядит следующим образом:
- Мастер выполняет разделку кабеля — удаление наружного изоляционного слоя.
- Осуществляется очистка концов кабелей от остатков клея.
- Специалист снимает буферные покрытия с кабелей. Тут важно учесть указания от производителя соединителя. Длина зачищенной части должна соответствовать с указанным в инструкции значением.
- Затем мастер проводит скалывание концов кабелей. Этот шаг нужен для того, чтобы торцы стали ровными.
- Специалист вводит подготовленные кабели в отверстия соединителя по специальным направляющим.
- Нужно тщательно позиционировать кабели в соединителе.
- Специалист фиксирует положение кабелей в соединителе с помощью штатных зажимов.
На этом процесс соединения завершается. Остается только провести тестовые замеры — они покажут значение преломления.
Клеевое соединение оптоволокна: особенности процесса и порядок действий
Клеевой метод соединения оптического волокна появился одновременно со сварным. В этом случае также применяются специальные соединители, внутреннее пространство которых заполняется специальным клеящим составом. Внутрь этого соединителя и вставляется волокно.
Раньше (на начальных этапах развития метода) клей наносился на очищенные волокна палочкой, затем кабель вставлялся в коннектор. Затем в продаже появились двухкомпонентные клеи. Их пользователь готовил самостоятельно, смешивая компоненты. Состав затем вводился в коннектор с помощью шприца. Для застывания такого клея применяют специальные температурные печки.
Чуть позже появились так называемые «быстрые» клеи. Они продаются в готовом виде в шприцах, но застывают довольно медленно. Также есть клеящие составы, которые застывают при воздействии ультрафиолетовыми лучами.
Как производится клеевое соединение оптоволокна? Независимо от вида используемого клея сращивание кабеля клеевым методом выполняется так:
- Мастер с помощью специального инструмента производит зачистку волокон. При этом важно не повредить сами волокна.
- С помощью безворсовых салфеток и спирта специалист удаляет остатки клея и загрязнения с поверхности волокон.
- С применением шприца мастер вводит клей в коннектор. Нужно вводить до тех пор, пока на противоположном конце не появится капелька клея. Как только появилась, нужно прекратить выдавливание.
- Внутрь коннектора мастер вставляет зачищенный от буферного слоя конец оптического кабеля. Положение волокон необходимо тщательно зафиксировать.
- В зависимости от типа используемого клея ему нужно дать остыть. Делается это в температурных печах или же при воздействии ультрафиолетовым светом.
- Как только клей полностью застыл, нужно провести скол лишней части и шлифовать торец. Необходимо сначала отрезать выступающую часть.
- Мастер проводит выступающим торцом кабеля по заранее подготовленной абразивной пленке. Это нужно сделать примерно 15 раз круговыми движениями. Это предварительная шлифовка.
- Теперь мастер проводит основную шлифовку. Для этого коннектор с выступающим торцом посещает в специальный диск-плашку. Придерживая за диск и слегка надавливая на него, проводит круговыми движениями по заранее подготовленной шлифовальной поверхности.
На этом процесс сращивания заканчивается. Можно еще провести визуальный контроль качества поверхности. Для этого торец можно рассмотреть в микроскоп с увеличением в 200-400 крат.
На поверхности не должны быть царапины, сколы (даже мелкие), грязь и другие дефекты. В противном случае придется удалять коннектор и начать процедуру сращивания заново.
Если по результатам проверки выяснилось, что качество нормальное, то уже можно вставлять кассету снаружи коннектора. На этом процесс сращивания можно считать завершенным.
Преимущества клеевого метода — оперативность и относительная простота. При этом, с помощью этого способа можно создать надежное соединение, которое будет держаться длительное время.
Экстремальное соединение оптоволокна
В предверьи главного патриотического праздника сезона отличились спецслужбы. С классическим желанием "расширить контроль" над Сетью, которая, судя по всему, стала основным неподконтрольным правительству СМИ.
. В частности, нужно выработать новые требования к работе интернет-провайдеров в сфере обеспечения более широких возможностей правоохранительных органов по контролю за деятельностью в Сети. Необходимо также обязать интернет-провайдеров фиксировать и хранить все логи, то есть статические и динамические IP-адреса, всех пользователей бесплатных служб электронной почты. Целесообразно также, по мнению Д.Фролова, обязать интернет-провайдеров вести учет незапрошенных массовых рассылок по электронной почте (спама) для адресной борьбы с авторами таких рассылок (по версии Ведомостей).
Большинство интернет-изданий уже "выразил мнение" по данной инициативе спецслужб, но добавлю и свои несколько строчек.
Во-первых, не очень понятно, что еще ФСБ собралась контролировать. Есть приснопамятная система СОРМ-2, по которой "прослушивающие" компьютеры установлены на узлах всех крупных и средних провайдеров (причем за их же счет). Любой проходящий трафик может быть досмотрен, описан и поставлен на учет. В теории.
Как используются данные спецсредства не слишком понятно. Госшифрация таит гостайны. Но очевидно, что просто контроль трафика ничего не дает - нужно уметь анализировать огромные потоки данных. Это совершенно реально и на имеющейся технической базе, но банально дорого и сложно.
Можно предположить, что для реализации серьезных задач и сейчас хватает квалифицированных людей и техники. Даже на небольшие зарплаты найдутся квалифицированные патриоты страны. Ничего нет удивительного - это нормально и правильно. В конце концов, терроризм не придуман - он более чем реален.
Но вот когда у госслужащих немалого ранга возникают желания по тотальному, полному контролю сети - это навевает далеко не радужные мысли. Цветной страх просто нельзя показывать так явно и неприкрыто!
Ситуация начинает походить на комедию с праздничным милитаристским уклоном. Представим, солдат стреляет по мишени из автомата. Но ничего не выходит - мажет и мажет. То ли со зрением что-то, то ли желания нет, то ли сил не хватает машинку держать прямо от недостатка питания. И требует такой боец чтоб мишень поближе поставили. Вот тогда точно попадет, и получит на грудь медаль отличника боевой и политической подготовки.
Вот ведь коллизия - не финансирования дополнительного требует, не условия создать для привлечения грамотных специалистов. А просто мелочь - тотальный контроль. И даже не пытаясь задуматься, что этот самый контроль над сетью уже давно есть, и им надо только уметь пользоваться.
Впрочем, когда такое серьезное ведомство всерьез ставит тотальную задачу - то вполне может ее и тотально решить. Введут права на пользование интернетом, с обязательным посещением нарколога, психиатра, окулиста и обладателя внимательного взгляда в штатском.
Так же обяжут каждого провайдера создать специальную службу учета пользователей с цифровой подписью и авторизацией по сетчатке глаза (конечно, все затраты за счет самого оператора - назовем это СОРМ-3). Кто помнит правила пользования ксероксами в советском союзе? Сейчас они кажутся дикими, но были реально.
А ведь понимание так просто - интернет нельзя контролировать, это мировая сеть. Можно только фильтровать доступ людей к информации. Например, давать допуск только до разрешенных сайтов. Отдельный список по спецдопускам категорий А, Б и В. Несогласных - на лесоповал. Просто, дешево, и очень эффективно. Какая экономия для народного хозяйства.
Впрочем, именно эти очевидные соображения и сводят всю шумиху к досадному, но не принципиальному ляпу не разбирающегося в связи чиновника. Когда спецслужбы действительно хотят что-то сделать, они действуют молча и эффективно. Громко и мимо делают public relations.
Забавное - пример экспорта технологий из мира домашних сетей.
История такова - в курилке начали пропадать пепельницы, в качестве которых использовались банки из-под кофе. Неизвестно, кому они были нужны, но в конце концов решили вопрос просто: на базе подъездного ящика для коммутатора сделали. Вандалозащищенную пепельницу.
Хорошо видно, что она полностью совместима с изделиями мирового лидера в производстве банок для окурков (прислал Alexander Melnik).
Еще одно обсуждение проблем спама и черных списков. Особенно порадовал один из комментариев о листе SORBS:
Пострадавшие, мой совет - рубите почту от уродов, использующих такую бяку в ответ. И давайте в ответе сервера ссылку на эту статью. Пусть пользователи этих сервисов читают правду о своем провайдере, которому лень заниматься почтой, а свои проблемы перекладывает на плечи заморскому дяде.
Шутка шуткой, но блок-война набирает обороты. Уже есть предложение составлять списки провайдеров, использующих SORBS, и блокировать почту от них. :-) Так что скучно не будет, это точно.
Еще одно письмо по теме украинского Сириуса-128.
"Лекции про интернет" в одном из институтов. Смешно на столько, что похоже на постановочную запись. Хотя - в жизни иной раз бывает еще и не такое.
Весьма интересный сайт (или форум, понять в данном случае сложно) - о приеме спутникового телевидения.
Это, конечно, не душевые кабины Cisco, а система сигнализации.
Снято в Сингапуре, прислал Alexey Pavlyuts
И обновление в разделах.
Уже давно обещал в дискуссии на форуме попробовать сращивание оптики при помощи соединителей Corelink. Причем с использованием подручных инструментов (канцелярский нож, грубые кусачки), и неопытным человеком.
Опыт экстремальный, поэтому экспериментировал "на себе" (благо есть резервный канал). Цель - подключить небольшой офис к сети при при помощи случайно завалявшегося 70-ти метрового куска шестиволоконной оптики, пары патчкордов, и соединителей.
Этап прокладки кабеля через шахту слаботочки пропущен как тривиальный. Можно только сказать, что делалось это весьма грубо - т.е. работа шла точно так же как с обычной витой парой.

- Патчкорд, который должен стать жертвой, превратившись в два пигтейла.
- Кусачками разрезать капрон (или кевлар?) патчкорда не удалось. В дело пошел канцелярский нож;
- Удаление капроновых нитей;
- Снятие верхней (3-х миллиметровой) оболочки канцелярским ножом;
- Скалывание не попало в кадр. Но делалось оно просто - легкая надсечка все тем же канцелярским ножом, и скалывание пальцами "на изгиб".
- Снятие 900-микронного буфера. Опять таки канцелярским ножом (аккуратный надрез, и "стаскивание" ногтем).
- Очистка от лака (250-микронного буфера);
- Разделанное оптоволокно. Видно, как грубо снят лак (вернее, почти снят);
- Комплект инструментов;
- Ввод волокна в Corelink;
- Фиксация волокна ключом;
- Открываем Corelink с другой стороны.
- Вводим волокно;
- Результат работы;
- Испытание "на линк"
- Конвертеры крупным планом;
- Испытание "на пинг"
- Удлинним патчкорд.
- Второе соединение получилось более аккуратно;
- Работающий Corelink крупным планом;
- Испытание "на линк"
Надо отдать должное технологии. При полном отсутствии опыта использования (человек ни разу не имел дела с оптоволокном), с грубыми инструментами - соединение получилось успешно со второй попытки.
Еще раз, прошу не считать данный опыт образцом для подражания. Это экстрим, не более того. Хотя по линии (ее длина с учетом кабеля провайдера более полутора километров) уже неделю работает как сеть, так и IP-телефония.
Наверно это хорошая демонстрация того, что даже простой монтажник может починить разорванную оптоволоконную линию в течении получаса и своими руками. На срок вплоть до нескольких лет, и с близкими к нулю материальными затратами (соединитель многоразовый). А не ждать пару дней приезда "спецов со сварочником".
Вот так ловят нелегалов
"Укрчастотнадзор" закупил техники на мониторинг широкополосных систем. Не пожалел немалых денег.
Переносной мониторинговый комплекс. Возможно, уже многие нелегалы с ним столкнулись.

Пеленгационные машины, одна на отечественной платформе, вторая на платформе "Рудешварц".
Так сказать, сладкая парочка с использованием которой с большой вероятностью можно определить источник помех.
Неизвестно, как дела у как нелегалов. А вот легальных операторов стали контролировать еще больше.
Как соединить оптоволокно без сварки?
При всех достоинствах сварочного метода соединения оптоволокна, ему присущи также свои недостатки. В частности, он требует высокого уровня квалификации персонала, наличия специального оборудования и отнимает значительное время. К тому же, малейшая неточность параметров полученного соединения приводит к ломке волокна и необходимости начинать процедуру заново.
Существует 2 метода соединения без сварки:
- клеевый;
- с помощью механических соединителей.
Рассмотрим их подробно.
Механическое соединение оптоволоконных линий
Основными достоинствами метода механического сращивания являются дешевизна и оперативность. Обычно такой метод применяется там, где сложно использовать сварочное оборудование. Например, внутри малого пространства.
Выполняется сращивание при помощи специальных соединителей, оборудованных каналами для световодов и камерой для стабилизирующего геля, обеспечивающего также защиту от пыли и влаги. Чтобы гарантировать потери на стыке, показатель преломления геля должен быть максимально близок к аналогичным показателям сердцевины оптоволокна.
При таком соединении подготовленные волокна с тщательно зашлифованными и обезжиренными торцевыми поверхностями пропускают в соединитель через направляющие отверстия, после чего проводится юстировка. Затем волокна соединяют и надежно фиксируют специальными защелками.
Минусом такого метода сращивания считается высокий показатель затухания сигнала (от 0,1 дБ). И лишь действительно квалифицированные специалисты могут добиться, чтобы этот показатель находился в пределах допустимой нормы – до 0,3 дБ.
Последовательность механического соединения оптоволокон:
- разделка оптического кабеля;
- удаление слоев покрытий;
- скалывание оптоволоконного торца;
- оценка качества сколов;
- введение волокон в направляющие отверстия;
- регулировка соединения сердцевин;
- фиксация волокон;
- тестирование качества соединения.

Клеевое соединение оптоволокна
В случае использования клеевого метода также применяются специальные фиксаторы в виде трубок – капилляры, пластины с V-образной прорезью или направляющие стержни. При таком способе соединения достигается его значительная прочность, точность, отсутствие деформации волокон, высокая защита от негативных факторов среды и от осевых нагрузок. Кроме того, клеевой метод довольно прост, оперативен, легко проводится в труднодоступных местах и не требует значительных затрат на приобретение дорогостоящего оборудования. Для его осуществления понадобится лишь специальный, заранее укомплектованный набор.
Минусами клеевого сращивания считаются чувствительность к температурным колебаниям и влажности.
Порядок клеевого соединения оптических волокон:
- зачистка кабеля;
- подготовка торцов;
- введение волокон в капилляр;
- заливка в капилляр стабилизирующей жидкости или геля;
- регулировка соединения сердцевин;
- заполнение капилляра клеем;
- цементирование клея УФ-облучением;
- восстановление кабельных оболочек, монтаж в сплайс-пластину или кассету.
Следует помнить, что выбор способа соединения оптоволокна сваркой или без сварки следует в любом случае согласовывать со специалистами, так как каждая методика обладает своими ограничениями и спецификой использования в разных внешних средах.
Выбираем технологию оконцовки оптического кабеля для сети доступа!

В этой статье мы рассмотрим, какую технологию оконцевания оптических кабелей оптимально использовать, чтобы повысить надежность и удобство обслуживания оптической сети доступа!
Волоконно-оптическая техника массово используется в современных сетях связи самого разнообразного назначения: от трансконтинентальных до локальных. Фактически монопольное положение линий связи этой разновидности определяется тем, что она не имеет конкурентов в тех областях, где необходима высокоскоростная передача на большое расстояние. Иные хотя бы соизмеримые по быстродействию варианты решения этой технической задачи, в основу которых положены
- радиорелейные линии;
- техника WiFi последних поколений;
- линии на кабеле из витых пар внутриобъектовых информационных систем
при всей их значимости представляют собой фактически нишевые решения, применяемые в тех ситуациях, когда обращение к ВОЛС физически невозможно или нецелесообразно. Де-факто их наличие лишь подчеркивает то значение, которая приобрела волоконно-оптическая связь в современном мире.
Сеть доступа как одна из главных составных частей современных телекоммуникаций может быть построена по-разному, причем разновидность используемой структуры определяет объем использования электропроводной техники. Выбранный вариант реализации линии однозначно указывается аббревиатурой FTTx, где символ «x» отмечает степень приближения точки перехода от оптики к витой паре или даже отсутствие таковой (линия со структурой FTTD - волокно до рабочего места). Тем не менее, даже несмотря на заметно большие по сравнению с магистральными линиями, объемы электропроводной техники сеть является преимущественно «волоконной», что отдельно отмечается обязательным символом «F» (fiber).
В процессе создания линейной части физического уровня любого варианта сети FTTx из соображений унификации задействуется преимущественно та технология, которая в своей сегодняшней форме была отработана на магистральных сетях масштаба города и выше. Фактически единственной серьезной особенностью становится необходимость полевой установки большого количества разъемных соединителей.
Такое положение дел объективно и вызвано:
- необходимостью предоставления информационно-коммуникационных услуг многочисленным конечным потребителям, что определяет невозможность применения мультиплексирования для уменьшения физического количестве цепей передачи;
- большими протяженностями трасс, их сложным характером, что исключает сколь-нибудь массовое использование претерминированных сборок заводского изготовления;
- высокой топологической динамичностью сети из-за подключения новых абонентов и отказа от продления договора некоторых старых, что сопровождается постоянным изменением ее конфигурации;
- массовым введением разъемов в промежуточные муфты вместо неразъемных сростков, что позволяет гибко реагировать на запросы службы эксплуатации оператора связи в части изменения конфигурации физического уровня сети.
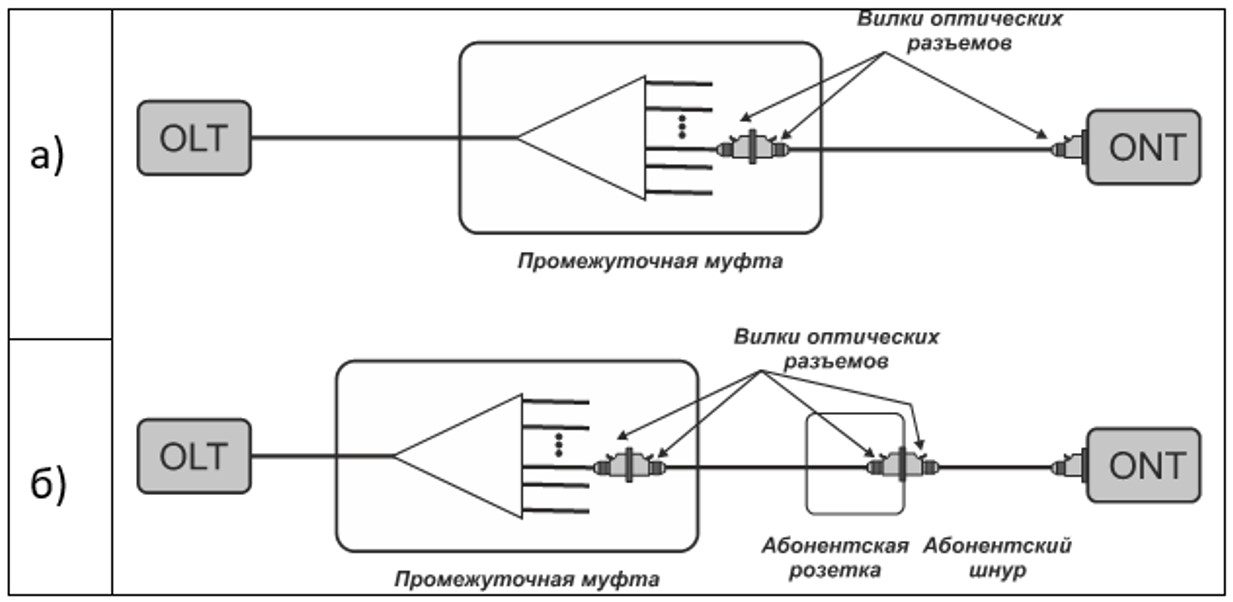
Рис. 1. Точки применения оптических разъемов на нижнем уровне сети доступа (на примере сети PON): а) обычное подключение; б) премиум-подключение
Массовый характер применения разъемных оптических соединителей на концевом участке сети доступа и места их установки на примере популярной технологии PON в схематической форме демонстрирует Рис. 1. Наиболее часто реализуется прямое подключение по схеме Рис. 1а, при котором требуется установка трех вилок. В определенных ситуациях неплохо востребовано также т.н. премиум-подключение с пятью вилками, Рис. 1б, которое предполагает наличие дополнительной розетки, монтируемой максимально близко к входу в помещение. Уже от нее к терминалу ONT прокладывается дополнительный шнур. Премиум-подключение несколько усложняет и удорожает линию, но заметно увеличивает ее эксплуатационную надежность: в наибольшей степени подверженный повреждению концевой участок линии легко меняется при необходимости из-за небольшой длины и наличию разъема на абонентской розетке.
Отдельно укажем на то, что разъемный соединитель в промежуточной муфте может располагаться как внутри корпуса, так и устанавливаться с выводом розетки на внешнюю поверхность ее корпуса. В первом случае используются вилки с обычным дизайном, во втором – когда муфта часто устанавливается на открытом воздухе, например, на столбе, элементы разъема имеют промышленное исполнение с уровнем защиты обычно не ниже IP65.
Требования к разъемам волоконно-оптической сети доступа и пути их
выполнения

Рис. 2. Основные технологии оконцевания оптического кабеля и их главные разновидности
К разъемному соединителю, который эксплуатируется в составе волоконно-оптической части сети доступа, предъявляется следующий комплекс основных требований:
- разъем должен давать минимальные потери и обратные отражения;
- сам соединитель должен быть недорогим и удобным в работе;
- монтаж элементов разъема на волокно должен занимать минимальное время;
- процесс установки соединителя не должен требовать применения уникального технологического оборудования;
- технология оконцовки оптического кабеля должна быть адаптирована к типовым условиям монтажа непосредственно на объекте фокусной области применения.
Основное направление достижения малых потерь и обратных отражений – обеспечение требуемых характеристик качества обработки торца волокна и угла наклона его плоскости. Гарантировано, такой уровень качества достигается исключительно в заводских условиях без применения доводки на месте монтажа.
Стоимостные характеристики улучшаются типовыми для этой области техники приемами. Таковыми являются наращивание объема изготавливаемой партии, минимизация ручного труда, широкое использование пластика, применение соответствующих технологических приспособлений для снижения брака при установке и т.д. Некоторые разновидности техники допускают многократную (до пяти – десяти раз) переустановку вилок, что также способствует снижению затрат.
Минимизация времени установки обеспечивается поставкой полностью готовых для монтажа изделий и применением средств визуального контроля правильности выполнения технологических процессов оконцовки.
Краткая характеристика вариантов оконцевания оптического кабеля
В дальнейшем сосредоточим свое внимание на оконцеванию волокон. За более чем сорок лет активного использования волоконной оптики в широкой инженерной практике построения телекоммуникационных сетей различного масштаба было разработано по крайней мере несколько десятков способов полевой установки оптических разъемов. Их можно разделить на следующие основные группы
- клеевые;
- механические;
- сварные.
Каждая из групп дополнительно делится на довольно многочисленные варианты, основные из которых представлены на Рис. 2.
Способы клеевой группы отличаются друг от друга преимущественно составом используемого клея. Они основаны на нагнетании в центрирующий наконечник (феррулу) коннектора клея и последующим вводом в нее волокна. А после затвердевания клея - скалыванием с завершающей шлифовкой и полировкой. Необходимое качество оптически активной поверхности достигается применением нескольких разновидностей шкурок с разной зернистостью (двух для многомодовых изделий и трех для одномодовых). Одномодовые вилки (коннекторы) часто шлифуют на шкурке с субмикронным зерном с дополнительной заливкой дистиллированной водой.
Эпоксидный клей неудобен в работе из-за быстрого затвердевания, для устранения этого недостатка при приготовлении клея снижают содержание отвердителя, а готовый коннектор помещают в печку. Анаэробные составы выгодно отличаются от эпоксидных тем, что остаются в жидком состоянии до тех пор, пока к клею не добавляется ускоритель-праймер. Одновременно они не нуждаются в нагреве. Hot-Melt-технология оконцовки оптического кабеля основана на заводском заполнении канала наконечника клеем-расплавом, который переходит в жидкое состояние при температуре порядка 50°С.
Клеевая технология оконцевания была достаточно распространена в середине-конце 90-х прошлого – в начале нулевых годов текущего столетия при построении оптической части внутриобъектовых информационных систем. В настоящее время из-за очевидных недостатков, в первую очередь длительности процесса монтажа и высоких требований к квалификации монтажников встречается при монтаже сетей доступа крайне редко. Но тем не менее активно применяется на заводах при изготовлении пигтейлов, патчкордов и Splice-On коннекторов.

Рис. 3. Варианты реализации способа механического оконцевания
Общая характерная черта механических способов оконцовки – не требуется применение сварочного аппарата для установки. Способы этой группы отличаются друг от друга механизмами фиксации волокна в рабочем положении. В зависимости от варианта:
- волокно может вводиться в направляющий канал ферулы и после фиксации клеем или зажимом в задней части корпуса коннектора скалываться под обрез торцевой поверхности;
- в т.н. механическом сплайсе (например, FibrLock) сращиваются волокна линейного кабеля и монтажного щнура-пигтейла;
- механический коннектор (известен также как fast-коннектор), который де-факто представляет собой комбинацию механического сплайса и пигтейла, содержит установленный в наконечнике в заводских условиях отрезок волокна, монтируется непосредственно на волокно линейного кабеля.
В схематической форме эти варианты показаны на Рис. 3. Первый из этих способов реализует точечную фиксацию. Из-за сложности и длительности процесса монтажа, данный метод практически не применяется на сети доступа. Два других способа основаны на механическим сплайсе, который выполняют в виде самостоятельного компонента или одного из узлов коннектора (т.н. fast-коннекторы). Заданные параметры стыка в части потерь и отражений обеспечиваются иммерсионным гелем. Их общий недостаток – нестабильность оптических параметров соединения во времени. Причина такого положения дел - прямое следствие применения иммерсионного геля, который улучшает параметры стыка изначально, но приводит к повышению затухания и обратных отражений на стыке после высыхания. Недостаточный уровень эксплуатационной надежности fast-коннекторов наглядно продемонстрирован опытом его применения на сетях доступа таких стран как Южная Корея, Таиланд, Китай и Филиппины.
Полностью устранить указанный недостаток не получается даже в наиболее современных конструкциях, в которых волокно удерживается в трех точках: за оболочку, за первичное и вторичное (при наличии) защитное покрытие, а также за кевларовые (твароновые) нити упрочняющей оплетки. Отметим, что относительно невысокая стабильность механических коннекторов не компенсирует возможность их безопасной установки во взрывоопасной среде, которая указывается как один из главных преимуществ этой технологии.
Сварная технология оконцевания оптического кабеля предполагает соединение световодов слиянием после их расплавления в электрической дуге. Дуга формируется специализированным сварочным аппаратом, он же выполняет предварительную юстировку по сердцевине или оболочке, сведение волокон во время сварочного процесса и последующий контроль качества сростка обычным или усиленным тестом на растягивание. В основу технологии оконцовки положен поверхностный эффект, в результате которого вместе со слиянием происходит также принудительное дополнительное выравнивание соединяемых световодов по сердцевине и оболочке.
По комплексу основных потребительских параметров сварная технология оконцовки оказывается заметно в более выигрышном положении по сравнению со своими конкурентами и в настоящее время занимает доминирующее положение. Единственный ее недостаток: необходимость применения специализированного сварочного аппарата, относящегося к механически прецизионным устройствам, - после радикального, исчисляемого разами падения цен на технику этой разновидности, произошедшего в последние десять-пятнадцать лет, уже рассматривается не более как ограничительный.
Для блокировки эффектов так называемой водородной коррозии место стыка дополнительно защищают гильзой КДЗС, которая восстанавливает первичное защитное покрытие, препятствует попаданию на оболочку световода водяного пара из воздуха и воздействию изгибов на область стыка.
Краткая сводка основных характеристик способов оконцевания приведены в таблице 1. Сварная технология представлена в ней в двух вариантах. Второй вариант, предполагающий использование сварных коннекторов, рассматривается далее.
Таблица 1. Основные свойства технологий оконцевания волоконных световодов вилками оптических разъемов
Сварка оптических волокон с низкими потерями в соединении для критически важных применений
Тип сварочного аппарата важен, но не менее важна подготовка и обслуживание инструмента.
Когда-то сварка оптического волокна в основном была делом монтажных организаций, применявших этот метод в полевых условиях на магистральных линиях и в крупномасштабных сетях. Как разъясняет Ассоциация волоконной оптики (The Fiber Optics Association) в справочном руководстве по волоконной оптике (Reference Guide to Fiber Optics), «Сварка оптических волокон является наиболее широко используемым методом соединения двух волокон, поскольку обеспечивает наименьшие потери и минимальное отражение, а также позволяет создать наиболее прочное и надежное соединение между ними».

Сварочный аппарат Greenlee 910FS использует технологию совмещения сердцевин волокон
В одномодовых системах передачи на большие расстояния всегда было критически важно обеспечить низкие потери и низкий коэффициент отражения. С другой стороны, многомодовые приложения часто обладают большей «гибкостью». Обеспечиваемое многомодовым волокном сочетание скорости и расстояния часто означало, что оптическая инфраструктура на базе многомодового волокна должна выдерживать наличие некоторых потерь, и при этом обеспечивать уровень сигнала, достаточный для успешной передачи. Обратите внимание на использование прошедшего времени в последнем предложении. Многие современные многомодовые приложения требуют соединений с очень низкими потерями и нетерпимы к сильному отражению.
Именно это стало одной из причин постоянно растущей популярности сварных соединений. По сравнению с механическим соединением сварное имеет меньшие вносимые и меньшие обратные потери. Так как для соединения используется сварка, создается непрерывное соединение в стекле путем «сплавления» сердцевин волокон вместе. Это позволяет улучшить характеристики передачи в местах сварки, особенно в сочетании с качеством заводской установки соединителя. Более того, сварочный стык имеет более высокую прочность по сравнению с механическим соединением, при котором концы двух волокон просто выравниваются и совмещаются как можно точнее с помощью специального геля, компенсирующего потери на отражение в оптическом волокне.
Вносимые потери и обратные потери являются только одним из преимуществ. К остальным относятся меньшее количество требуемых материалов и компонентов, гибкость установки, общие требования к среде использования расширенная автоматизация инструментария и снижение затрат на сварочное оборудование.
Следует особо отметить, что отражения являются основным врагом оптической линии связи. Если вы используете соединитель с более низкими характеристиками, независимо от того, связано ли это с загрязнением или повреждением, то можете получить сильное отражение сигнала. Сварка волокон обеспечивает наименьшие возможные потери на отражение и почти нулевые обратные потери. Отражения же приводят к тому, что свет возвращается назад к источнику. Когда отраженный свет достигает источника, он снова передается в первоначальном направлении, при этом становясь паразитным отраженным сигналом. Отражения гораздо чаще встречаются при использовании механических соединений, и практически не возникают, когда волокна правильно сварены.
Лучшие методы сварки
Сварка оптического волокна имеет набор наилучших рекомендуемых приемов. Все начинается со скалывания и зачистки волокна. При этом зачистка волокна является самой сложной и трудоемкой задачей в процессе.
На определенных этапах сварки обеспечение чистоты является обязательным условием. Скалыватель должен быть чистым. В нем не должно быть осколков или остатков волокна, которые не позволят качественно сколоть волокно. А плохое скалывание приведет к получению плохого сварного стыка. Выдержать жесткие условия по чистоте зоны сварки и качеству очистки подготовленных к сварке волокон невозможно без специальных средств для чистки. Лучше всего для этого использовать специальные наборы , в составе которых есть средства как для чистки кабеля (например, для удаления гидрофобного слоя), так и средства для чистки элементов сварочного аппарата (юстировочных канаво, зеркал и пр.)
Выполняющий сварку волокон специалист должен выполнять калибровку дуги. Это необходимо сделать перед сваркой и даже повторять во время сварки в случае изменения атмосферных условий, например, влажности или давления. Современные сварочные аппараты имеют датчики, способные указывать на подобные атмосферные изменения, но для достижения наилучших результатов сварки специалистам по-прежнему необходимо самостоятельно точно настраивать сварочный аппарат.
Всё о совмещении волокон

Эффективность сварки оптических волокон во многом определяется точностью их совмещения. В оптическом волокне сердцевина, по которой передается сигнал, окружена оболочкой. Для получения оптимального качества сварки сердцевины волокон должны быть совмещены настолько точно, насколько это возможно.
В течение многих лет выпускались сварочные аппараты двух типов: с выравниванием по сердцевине и с выравниванием по оболочке. Как видно из названия, сварочный аппарат первого типа выполняет выравнивание по сердцевине волокна, обеспечивая высококачественную, высокопроизводительную сварку. Выравнивание выполняется с помощью электродвигателей для каждого из трех измерений X, Y и Z (используемых для перемещения влево/вправо, вверх/вниз и внутрь/наружу). Кроме того, сварочный аппарат с выравниванием по сердцевине волокна имеет электродвигатели фокусировки, которые позволяют точно определить сердцевину.
На сварочных аппаратах с выравниванием по оболочке волокна помещаются в V-образные канавки, а электродвигатели управляют только перемещением по направлению Z или внутрь/наружу. Сварочные аппараты с выравниванием по оболочке относятся к наиболее экономичному типу, но их работа сопряжена с загрязнением и повреждением V-образных канавок, что способно привести к смещению волокна и некачественной сварке. Поскольку совмещение выполняется по оболочке, а не по сердцевине, получаемые с помощью таких сварочных аппаратов стыки имеют более высокие потери в точке сварки.
Возможность выравнивания волокон по сердцевине в течение многих лет была ключевым фактором для обеспечения высококачественной сварки отчасти потому, что концентричность волокон, определяющая нахождение сердцевины волокна точно в его центре, являлась потенциально отрицательным фактором. Если вы работаете со старыми волокнами или волокнами разного типа, то их концентричность может представлять проблему, и для обеспечения высококачественной сварки потребуется аппарат с выравниванием по сердцевине.
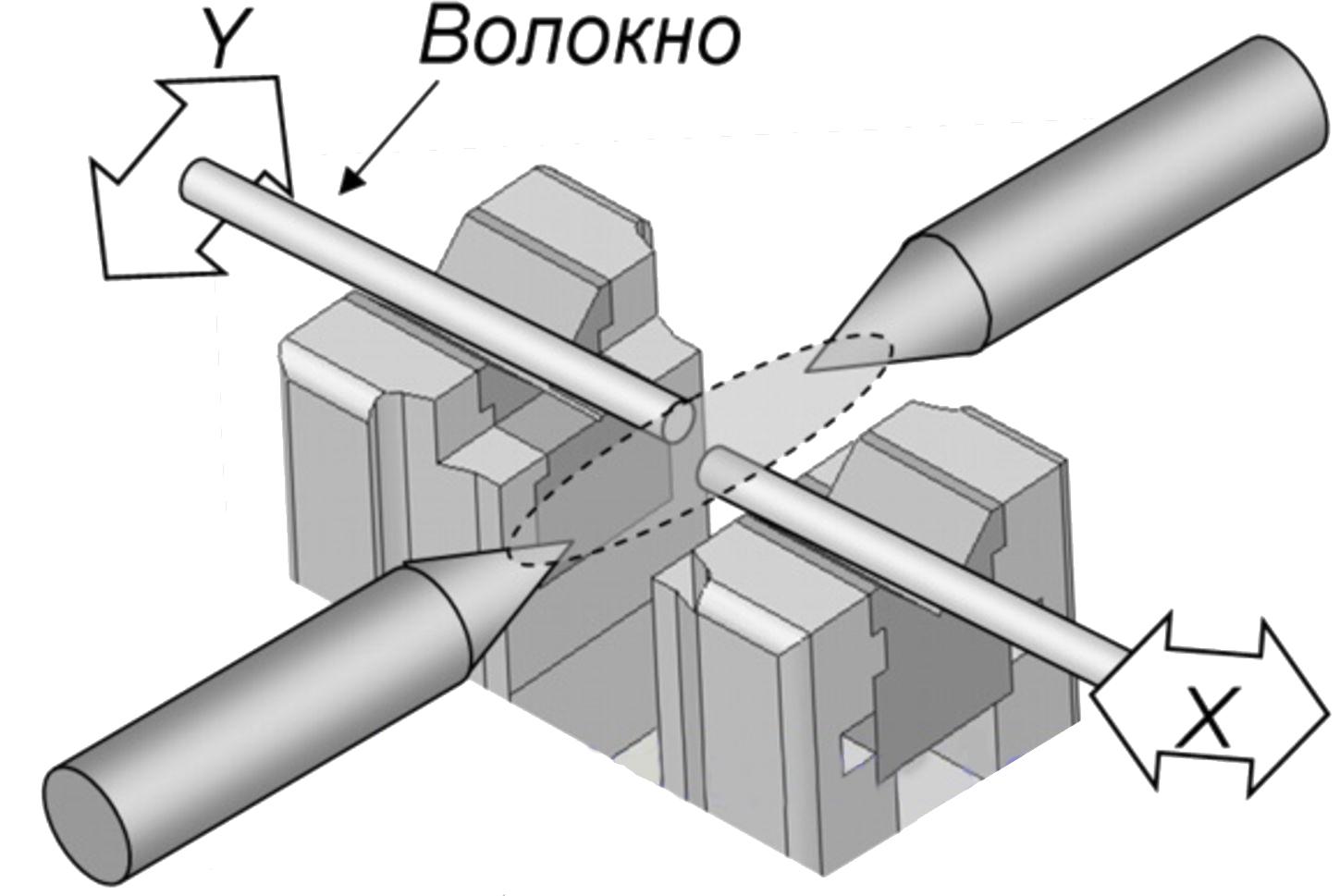
Принцип юстировки оптических волокон по активной V канавке
Недавно появились сварочные аппараты с активным выравниванием по оболочке. Сварочные аппараты подобного типа позволяют иметь потери, аналогичные сварочным аппаратам с выравниванием по сердцевине, но только в случае сварки волокон, выпущенных в течение последних пяти лет. Такие аппараты в основном ориентированы для применения на последней миле.

Сварочный аппарат с активным выравниванием по оболочке ILSINTECH KF4
Сварочный аппарат с активным выравниванием по оболочке более экономичен, чем сварочный аппарат с выравниванием по сердцевине, поскольку не включает компоненты, призванные выполнять фокусировку и определять местоположение сердцевины волокна. Благодаря совершенствованию технологий производства концентричность оптического волокна больше не представляет собой потенциальную проблему, которая существовала в предыдущие годы. Улучшение концентричности оптического волокна устранило необходимость в этих дополнительные возможностях сварочного аппарата, при условии, что свариваемые с помощью функции активного совмещения оболочки волокна изготовлены по современным стандартам качества.
Тем не менее, даже с учетом значительного повышения точности изготовления оптического волокна и развития технологии сварки волокон специалисты при сварке оптических волокон могут столкнуться с большим количеством проблем. В частности, трудности возникают, когда требуется сварить разнородные волокна или более старое волокно с более новым. В этих случаях для обеспечения надлежащего качества потребуется сварочный аппарат с выравниванием волокна по сердцевине.
Также следует отметить, что достаточно сложной проблемой может быть состав волокон, так как волокна могут изготавливаться из разных материалов. Например, некоторые из них легче расплавить, чем другие. В этом случае потребуется приложить к одному волокну больше энергии, чем к другому волокну.
Современные сварочные аппараты имеют множество различных элементов управления, которые позволяют специалистам адекватно реагировать на самые разнообразные вызовы. Главным советом здесь по-прежнему остается обязательное использование руководства по эксплуатации сварочного аппарата и неукоснительное соблюдение технологических требований. Дополнительно гарантией качества сварного соединения дает применение соответствующих инструментов для разделки кабеля и средств очистки волокон и сварочного аппарата.
Читайте также: