Способ контактной сварки обеспечивающий получение непрерывного прочно плотного шва
Обновлено: 17.05.2024
Контактная (или электроконтактная) сварка – один из распространенных типов сварки, чаще всего применяемый для скрепления тонких металлических листов или небольших однотипных деталей. При этом способе происходит кратковременный нагрев соединяемых поверхностей током высокого напряжения, и одновременное придавливание их друг к другу в зоне контакта, в результате чего образуется сварной шов. Благодаря своей простоте, высокой производительности и малым затратам на расходные материалы такой метод часто используется на производстве.
Принцип работы аппаратов контактной сварки
Сущность метода контактной сварки состоит в том, что скрепляемые поверхности одновременно нагреваются до пластичного состояния и подвергаются механической деформации. Поэтому основных блоков в сварочном аппарате два:
1. Механический, включающий в себя:
- сами электроды (в машинах точечной сварки они выполняются в виде зажимных клещей, в машинах шовной сварки – в виде роликов);
- привод сжатия;
- привод вращения (для роликовых электродов);
- привод зажатия и осадки (для стыковой сварки).
2. Электрический. Данный блок состоит из:
- сварочного силового трансформатора;
- регулятора выходного напряжения, который переключает число витков в первичной обмотке трансформатора;
- вторичного контура, через который ток подводится к деталям;
- прерывателя первичной цепи для включения и выключения тока;
- регулятора цикла – устройства, задающего последовательность сварочных операций, их длительность, и регулирующего другие необходимые параметры.
- Пневмогидравлический – содержит фильтры, устройства для смазки движущихся частей, систему, подводящую воздух к приводу сжатия (штуцера, воздушные клапаны, вентили) и систему регулировки давления;
- Блок водяного охлаждения аппарата.
Принцип работы заключается в том, что область контактной сварки сжимается или прокатывается между двумя медными электродами, к которым подведен ток малого напряжения и большой силы. В некоторых аппаратах сила тока может достигать десятков тысяч ампер. Напряжение во вторичной обмотке низкое, и составляет менее 15 В. Сила сжатия между электродами варьируется от сотой доли ньютона до 100 килоньютонов.
Основными преимуществами этого метода являются:
- быстрота – обработка одного точечного или стыкового соединения занимает доли секунды;
- экономичность – не требуется кислород, защитный газ, присадка, почти не расходуются вода и воздух, медленно изнашиваются электроды;
- простота – возможность получить прочный и надежный шов при малом числе контролируемых параметров, что под силу даже неопытным сварщикам;
- безопасность – воздух не загрязняется вредным дымом, риск возгорания сведен к минимуму;
- возможность легко автоматизировать процесс и поставить его на поток.
К недостаткам способа относят:
- дорогостоящее оборудование;
- необходимость применения тока большой силы (свыше 1000 А);
- сложную технологию многоточечной сварки или сварки нескольких швов одновременно.
Кроме того, этот метод не всегда подходит для соединения поверхностей из разных металлов или сплавов, а также для металлов с малым переходным сопротивлением (таких, как медь).
Виды контактной сварки
Существует несколько видов контактной сварки – точечная, рельефная, шовная и стыковая, каждый из которых имеет свою область применения.
Точечная сварка
Точечная контактная сварка – наиболее популярный метод, который применяется как на производстве, так и в домашних условиях, для соединения небольших деталей или металлических листов толщиной менее 4-5 мм. При этом методе скрепляемые поверхности располагают немного внахлест, зажав их между двумя конусообразными медными электродами. Металл размягчается лишь непосредственно в месте соприкосновения с электродами, образуя сварную точку, диаметр которой составляет несколько миллиметров.

Точечная сварка бывает одно- и двусторонней, причем прочность соединения у одностороннего способа ниже, однако он дает возможность создавать сразу несколько сварных точек. По такому принципу работают многоточечные аппараты.
Есть два режима для обработки металла таким способом: мягкий и жесткий. Мягкий режим удобен для соединения изделий из закаленной стали. При нем через обрабатываемые детали пропускается электрический импульс относительно малой силы тока и большой продолжительности (от 0,5 секунды до нескольких секунд). Нагрев при этом более плавный, а мощность – ниже. Такой аппарат удобно использовать на дому.
При обработке в жестком режиме сила тока, как и сила сжатия сварочных клещей – больше, чем в предыдущем случае, длительность импульса составляет десятые или сотые доли секунд (в зависимости от толщины соединяемых поверхностей). Подобный режим чаще применяется на производстве, ввиду высокой производительности (затраты времени на обработку одной сварочной точки очень малы). С его помощью соединяют заготовки из сплавов с цветными металлами (медью, алюминием), из высоколегированной стали, а также металлические листы разной толщины.
Рельефная сварка
Рельефной контактной сваркой называют разновидность точечного метода, при которой на соединяемых деталях предварительно штампуют выступы, или рельефы. Форма рельефов может быть различной, и от нее зависит как размер, так и прочность сварочной точки.
Способ заключается в том, что детали зажимают между двумя плоскими электродами, на которые затем подают ток. Металл нагревается только в местах соприкосновения заготовок, а именно – на выступах. Так как рельефы можно подготовить заранее, это обеспечит высокую производительность: за короткое время будет обработано большое количество сварных точек.
Другое достоинство метода – долгий срок службы электродов, которые медленно изнашиваются благодаря своей форме, имеющей большую контактную поверхность. Основной недостаток – то, что для рельефной контактной сварки требуются аппараты большой мощности.
Шовная сварка
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска. В результате образуется шов, состоящий из множества отдельных сварных точек. Такой шов может быть как непрерывным, так и прерывистым. Все зависит от того, как именно подается ток на электроды – постоянно или короткими импульсами.
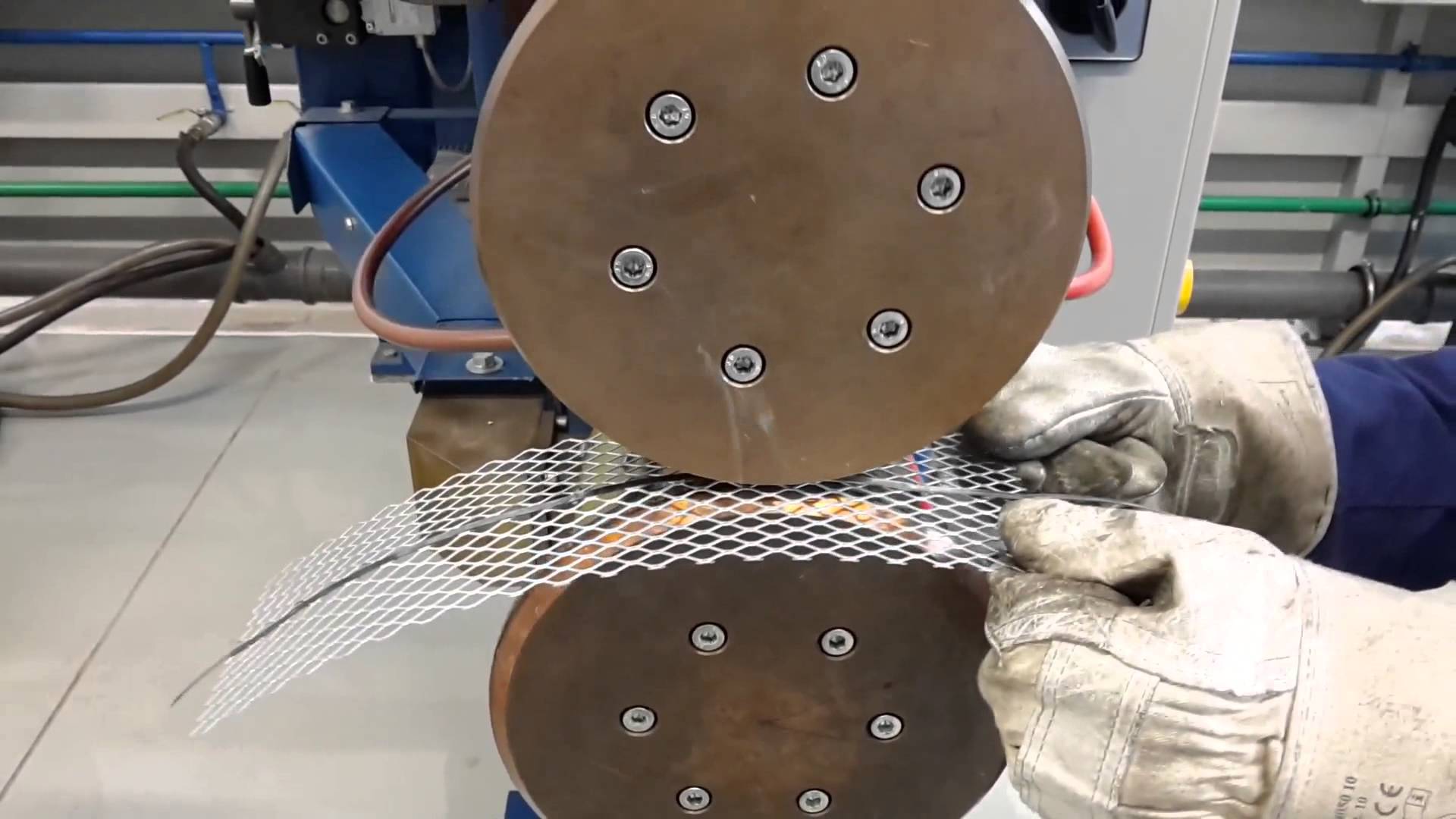
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска
При непрерывной шовной сварке ролики быстро изнашиваются, так как подача тока на них идет без перерыва. Заготовки могут перегреваться в месте соединения. Если поверхности плохо зачищены, имеют неодинаковую толщину или изготовлены из разных сплавов, шов получится непрочным. Такой метод сварки используется только для изделий из малоуглеродистой стали, толщиной до миллиметра.
Отличие прерывистой шовной сварки от предыдущего способа в том, что на ролики подаются электрические импульсы, создающие отдельные сварные точки. Как и при непрерывной сварке, заготовки прокатываются плавно, давление в области шва – постоянно, что обеспечивает меньший износ электродов.
Для сплавов с алюминием применяют третий способ – пошаговую шовную сварку, которая сочетает импульсную подачу тока с прерывистым перемещением заготовок. Ток на электроды подается только тогда, когда они останавливаются.
Среди всех способов соединения заготовок именно роликовая сварка дает наиболее герметичный шов. Ввиду этого ее применяют для изготовления различных труб, резервуаров или баков.
Стыковая сварка
В отличие от точечной, стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами. Существуют две разновидности этого способа – сварка сопротивлением и сварка оплавлением.

Стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами
При сварке сопротивлением детали сначала плотно прижимают друг к другу, а затем через место их контакта пропускают ток. Когда область шва нагревается до размягчения, ток выключают и продолжают сжимать заготовки, осуществляя таким образом их осадку. Обработка прекращается тогда, когда шов затвердеет. Свариваемые поверхности должны быть идеально подогнаны и зачищены, не иметь неровностей, зазоров – это сделает шов непрочным, и трудно будет обеспечить его высокое качество. Сварку сопротивлением применяют для изделий из медных и алюминиевых сплавов, а также из низкоуглеродистой стали.
При сварке оплавлением область стыковки деталей разогревают электрическим током, после чего медленно сближают заготовки до полного их соединения и производят осадку. Такой метод хорош, если необходима сварка металлических листов из разных сплавов. Его плюс – быстрота и высокая производительность, минус – потери металла, который может частично разбрызгиваться или сгорать, будучи расплавленным.
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Конкретный вид машины выбирается в зависимости от выполняемой задачи.
Расходные материалы
Наибольшему износу в сварочных аппаратах подвергаются электроды, которые постоянно испытывают механические и термические нагрузки. Изготавливаются они из чистой меди, либо из медных сплавов с алюминием, цинком, кадмием и другими металлами, повышающими прочность и упругость изделия. Подобные сплавы делятся на несколько типов:
- Для работы при высокой температуре (около 500 градусов по Цельсию) и непрерывной подаче тока – такие электроды изготавливают из бронзы с добавлением никеля, кремния, циркония или хрома;
- Для работы при температуре до 300 градусов, сварки цветных сплавов, низколегированных сталей применяются сплавы МС (легированные серебром) и МК;
- Для работы при малых (до 200 градусов по Цельсию) температурах подходят сплавы бронзы с хромом и кадмием.
Быстрее всего изнашиваются электроды конической и цилиндрической формы, медленнее всего – плоские и широкие, применяемые в машинах для рельефной сварки.
Технология контактной сварки
Технология контактной сварки включает в себя нагрев стыковочной кромки деталей в сочетании с механическим давлением. Для нагрева на электроды подается ток – непрерывно или импульсами.
Меры предосторожности
При работе с контактными сварочными аппаратами опасность представляет как раскаленный металл в области шва, так и движущиеся части, соприкосновение с которыми – прямая дорога к травмам. Опасно и напряжение, подаваемое на первичную обмотку трансформатора – оно составляет 220 или 380 В. Поэтому нельзя работать на машинах, у которых не заземлен корпус, плохо изолированы провода, или неисправна система жидкостного охлаждения. Категорически запрещено переключать ступени первичной обмотки, если аппарат не отключен от сети.
Все сварочные работы необходимо производить в защитных очках, во избежание попадания в глаза капель раскаленного металла. Для защиты от ожогов нужно носить спецодежду, брезентовые рукавицы и головной убор.
При контактной сварке обрабатываемая поверхность выделяет ядовитые пары – особенно, если детали имеют свинцовое или иное антикоррозионное покрытие. Требования техники безопасности предписывают, чтобы рабочее место было оборудовано вытяжкой – это предотвратит попадание паров металла, масел, угарного газа в дыхательные пути.
Подготовка поверхностей
Перед сваркой необходимо подготовить соединяемые поверхности. Подготовка заключается прежде всего в их зачистке от коррозии, грязи, машинного масла и других нежелательных наслоений. Для этого подойдет напильник, или насадка на дрель в виде щетки. Если места сваривания имеют неровности, их нужно выровнять и подогнать друг к другу. Особенно это важно для стыковой контактной сварки, где любой зазор может испортить шов, сделав его непрочным. При подгонке отрезков трубы для их выравнивания применяется фреза.
Дефекты сварки и контроль качества
Дефекты, возникающие в процессе контактной сварки, бывают двух типов:
- Бракованные сварные узлы. Причин тому может быть несколько: чрезмерный нагрев стыковочной области, избыточное механическое давление, сбои в работе самого аппарата. Размеры сварной точки контролируют с помощью специальных шаблонов и измерительных приборов;
- Брак сварного шва. Такое случается, если область стыковки деталей слишком узкая, или наоборот – широкая, если она содержит неровности, заусенцы, зазоры. Подобные дефекты можно определить путем визуального осмотра – невооруженным глазом, через лупу, с помощью проверки щупом или пробником. В случае необходимости шов просвечивают рентгеном.
Профилактика брака – грамотная работа не только во время сварки, но и перед ней, что включает выравнивание и зачистку контактной кромки.
Обозначение контактной сварки на чертеже
Обозначение на чертеже видимого сварного шва, вне зависимости от способа сварки, выполняется сплошной основной линией, невидимого – штриховой линией. Видимая сварная точка отмечается знаком «+», выполненным сплошными основными линиями, невидимая – не отмечается никак. От изображения шва или точки, если они видимы, проводят выносную линию, которая заканчивается односторонней стрелкой.
Сварка. Основные виды сварки. Сварка различных металлов с сплавов.
Сварка - это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи. Процесс создания сварного соединения протекает в две стадии.
На первой стадии необходимо сблизить поверхности свариваемых материалов на расстояние действия сил межатомного взаимодействия (около 3 А). Обычные металлы при комнатной температуре не соединяются при сжатии даже значительными усилиями. Соединению материалов мешает их твердость, при их сближении действительный контакт происходит лишь в немногих точках, как бы тщательно они не были обработаны. На процесс соединения сильно влияют загрязнения поверхности - окислы, жировые пленки и пр., а также слои абсорбированных примесных атомов. Ввиду указанных причин выполнить условие хорошего контакта в обычных условиях невозможно. Поэтому образование физического контакта между соединяемыми кромками по всей поверхности достигается либо за счёт расплавления материала, либо в результате пластических деформаций, возникающих в результате прикладываемого давления. На второй стадии осуществляется электронное взаимодействие между атомами соединяемых поверхностей. В результате поверхность раздела между деталями исчезает и образуется либо атомная металлическая связи (свариваются металлы), либо ковалентная или ионная связи (при сварке диэлектриков или полупроводников). Исходя из физической сущности процесса образования сварного соединения различают три класса сварки: сварка плавлением, сварка давлением и термомеханическая сварка (рис. 1.25).

Рис. 1.25. Классификация видов сварки
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления. Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой. Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
2. Основные виды сварки
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
На второй стадии эмитированные электродом электроны ускоряются в электрическом поле и вызывают ионизацию газового промежутка «катод-анод», что приводит к возникновению устойчивого дугового разряда. Электрическая дуга является концентрированным источником тепла с температурой до 6000 оС. Сварочные токи достигают 2-3 кА при напряжении дуги (10-50) В. Наиболее часто применяется дуговая сварка покрытым электродом. Это ручная дуговая сварка электродом, покрытым соответствующим составом, имеющим следующее назначение:
1. Газовая и шлаковая защита расплава от окружающей атмосферы.
2. Легирование материала шва необходимыми элементами.
В состав покрытий входят вещества: шлакообразующие - для защиты расплава оболочкой (окислы, полевые шпаты, мрамор, мел); образующие газы СО2, СН4, ССl4; легирующие - для улучшения свойств шва (феррованадий, феррохром, ферротитан, алюминий и др.); раскислители - для устранения окислов железа (Ti, Mn, Al, Si и др.) Пример реакции раскисления : Fe2O3+Al = Al2O3+Fe.

Рис. 1.26. Ручная сварка покрытым электродом: 1 - свариваемые детали, 2 - сварной шов, 3 - флюсовая корочка, 4 - газовая защита, 5 - электрод, 6 - покрытие электрода, 7 - сварная ванна
Рис. 1.26 иллюстрирует сварку покрытым электродом. По указанной выше схеме между деталями (1) и электродом (6) зажигается сварочная дуга. Обмазка (5) при расплавлении защищает сварочный шов от окисления, улучшает его свойства путем легирования. Под действием температуры дуги электрод и материал заготовки плавятся, образуя сварную ванну (7), которая в дальнейшем кристаллизуется в сварной шов (2), сверху последний покрывается флюсовой корочкой (3), предназначенной для защиты шва. Для получения качественного шва сварщик располагает электрод под углом (15-20)0 и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги (3-5) мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
Автоматическая сварка под флюсом.
Таким образом, автоматическая сварка под слоем флюса отличается от ручной сварки по следующим показателям: стабильное качество шва, производительность в (4-8) раз больше, чем при ручной сварке, толщина слоя флюса - (50-60) мм, сила тока - (1000-1200) А, оптимальная длина дуги поддерживается автоматически, шов состоит на 2/3 из основного металла и на 1/3 дуга горит в газовом пузыре, что обеспечивает отличное качество сварки.
Электрошлаковая сварка.
Электрошлаковая сварка является принципиально новым видом процесса соединения металлов, изобретенном и разработанным в ИЭС им. Патона. Свариваемые детали покрываются шлаком, нагреваемом до температуры, превышающей температуру плавления основного металла и электродной проволоки.
На первой стадии процесс идет так же, как и при дуговой сварке под флюсом. После образования ванны из жидкого шлака горение дуги прекращается и оплавление кромок изделия происходит за счет тепла, выделяющегося при прохождении тока через расплав. Электрошлаковая сварка позволяет сваривать большие толщи металла за один проход, обеспечивает большую производительность, высокое качество шва.

Рис. 1.27. Схема шлаковой сварки:
1 - свариваемые детали, 2 - сварной шов, 3 - расплавленный шлак, 4 - ползуны, 5 - электрод
Схема электрошлаковой сварки показана на рис. 1.27. Сварку ведут при вертикальном расположении деталей (1), кромки которых так же вертикальны или имеют наклон не более 30 o к вертикали. Между свариваемыми деталями устанавливают небольшой зазор, куда насыпают порошок шлака. В начальный момент зажигается дуга между электродом (5) и металлической планкой, устанавливаемой снизу. Дуга расплавляет флюс, который заполняет пространство между кромками свариваемых деталей и медными формующими ползунами (4), охлаждаемыми водой. Таким образом, из расплавленного флюса возникает шлаковая ванна (3), после чего дуга шунтируется расплавленным шлаком и гаснет. В этот момент электродуговая плавка переходит в электрошлаковый процесс. При прохождении тока через расплавленный шлак выделяется джоулево тепло. Шлаковая ванна нагревается до температур (1600-1700) 0С, превышающих температуру плавления основного и электродного металлов. Шлак расплавляет кромки свариваемых деталей и погруженный в шлаковую ванну электрод. Расплавленный металл стекает на дно шлаковой ванны, где и образует сварочную ванну. Шлаковая ванна надежно защищает сварочную ванну от окружающей атмосферы. После удаления источника тепла, металл сварочной ванны кристаллизуется. Сформированный шов покрыт шлаковой коркой, толщина которой достигает 2 мм.
Повышению качества шва при электрошлаковой сварке способствует ряд процессов. В заключение отметим основные преимущества электрошлаковой сварки.
- Газовые пузыри, шлак и легкие примеси удаляются из зоны сварки по причине вертикального расположения сварного устройства.
- Большая плотность сварного шва.
- Сварной шов менее подвержен трещинообразованию.
- Производительность электрошлаковой сварки при больших толщинах материалов почти в 20 раз превышает аналогичный показатель автоматической сварки под флюсом.
- Можно получать швы сложной конфигурации.
- Этот вид сварки наиболее эффективен при соединении крупногабаритных деталей типа корпусов кораблей, мостов, прокатных станов и пр.
Электронно-лучевая сварка.
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма - ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 - 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
- Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Контактная сварка
Контактная сварка является востребованной технологией, которую активно используют в производственных и бытовых условиях. Во время нее производится соединение металлических изделий с использованием сильного нагревания и давления. В результате образуется прочное сварное соединение с ровной поверхностью.
Этот вид сваривания применяется для соединения однотипных изделий, тонких деталей. Несмотря на то, что данный метод уже длительное время применяется в разных областях производства, необходимо изучить его важные особенности и характеристики.

Общая информация
Что такое контактная сварка? А именно что лежит в основе данной технологии? Во время ее проведения производится соединение друг с другом металлических деталей. Этот процесс осуществляется за счет нагревания областей контакта деталей электрическим током с высокой величиной. Дополнительно для усиления сваривания применяется давление, которое осуществляет сжатие деталей с последующим расплавлением и охлаждением области сваривания.
Обычно контактную технологию применяют для однотипных изделий. Ее принцип основывается на преобразовании электрического напряжения в тепловую энергию в области соединения, именно она вместе с давлением образует прочное соединение. Применение электрического тока намного упрощает нагревание. Во время сварки должно создаваться необходимое давление, оно сможет обеспечить хороший контакт между поверхностями.
Обратите внимание! Давление, которое оказывается в процессе контактного сваривания, создают определенные механические части сварочного оборудования. Если технология будет осуществляться в соответствии со всеми правилами, то в итоге можно получить прочный, качественный и ровный шов.
Преимущества и недостатки
Сварка нержавейки и других металлов контактной сваркой является востребованной технологией. Она применяется в разных областях промышленности, и ее распространенность объясняется целым рядом преимуществ:
Но все же имеются некоторые недостатки, которые обязательно нужно учитывать при проведении контактного сваривания:
- для проведения сварочных работ требуется дорогостоящее оборудование, которое может себе позволить не каждый;
- стоит учитывать, действие тока при контактной сварке должно быть высоким - от 1000 Ампер. Это означает, что питание от электрических станций или других источников электроэнергии должно быть мощным;
- швы, выполненные при помощи контактного метода, обладают не такой герметичностью, как, к примеру, соединения сделанные технологиями с использованием электродов;
- сварщик при проведении контактной сварки обязательно должен тщательно следить за напряжением в области сваривания, оно не должно быть чрезмерным.
Принцип работы оборудования
Для проведения контактного сваривания могут применяться разные аппараты. В зависимости от условий оборудование может быть подвесным, стационарным или переносным. Часто приборы имеют узкую специализацию, но в продаже встречаются универсальные устройства.

Контактная сварка нержавеющей стали и других видов металла требует от сварщика определенной подготовки, специальных навыков, поэтому ее часто используют на производствах. Особой популярностью пользуется электросварка, а вот ручные методы применяются намного реже, данные аппараты обычно встречаются в автомастерских и на строительных площадках.
Стоит отметить! Каждый сварщик обязательно должен знать какое действие электрического тока используется при контактной сварке. Как было указано выше, оно не должно быть меньше 1000 Ампер, желательно больше. Этот показатель обеспечивает высокую скорость и производительность сварочного процесса.
Устройство контактной сварки состоит из следующих важных компонентов:
- Механические элементы. Они помимо электродов включают компоненты для сжатия свариваемых частей, роликов. На стационарных приборах для создания требуемого давления, проката металлических заготовок применяется гидравлика.
- В основе электрической части лежит трансформатор сварочного типа. Также в ее состав входят прерыватели цепи и другие необходимые компоненты, которые подают ток к сварной зоне, создают требуемое напряжение в режиме переменного или постоянного тока.
- В сложном оборудовании предусмотрено много электроники, которая позволяет применять разные режимы контактной технологии. Также при помощи него можно регулировать ток контактной сварки и другие важные операции.
Виды контактной сварки имеют характерные отличительные особенности, которые обязательно нужно учитывать при проведении любого из методов. Они могут влиять на качество и вид сварного шва.
Точечная
Рассматривая способы контактной сварки, особое внимание стоит уделить точечному методу. Во время его проведения сваривание может производиться в одной или нескольких точках металлической поверхности.
Прочность и качество соединения зависит от нескольких факторов:
- форма и размер используемого электрода;
- показатель силы тока;
- сила давления;
- длительность рабочего процесса;
- степень очищения поверхности металлической детали.
Современное сварное оборудование обладает высокой мощностью и скоростью. Они способны за минуту производить в минуту до 600 сварных соединений. Именно по этой причине данная технология применяется для сваривания частей электроники, кузовных компонентов автомобилей, самолетов, сельскохозяйственной техники. Помимо этого этот метод нашел применение во множестве других областей промышленности.
Рельефная
Контактная рельефная сварка по принципу работы похожа на точечную технологию. Но все имеется характерное отличие - сварное соединение и электрод обладают схожей, рельефной формой. Рельефность придает естественная форма детали, также она может достигаться за счет применения специальных штамповок.
Данная технология используется практически во всех областях промышленности. Также она может применяться в качестве дополнения, для сваривания рельефных деталей. При помощи этого метода часто производиться прикрепление кронштейнов и опорных деталей к заготовкам с плоской формой.
Шовная
Шовная контактная сварка нержавейки или многоточечная технология создает несколько соединений, которые располагаются близко или с перекрытием, формирую единое монолитное соединение. Если между точками находится перекрытие, то шов получается прочным и герметичным. Если же точки находятся близко друг другу, то соединение выходит не герметичным.
В промышленности этот метод применяется редко. Обычно используется перекрывающийся, герметичный шов. При помощи него создают баки, бочки, баллоны и другие подобные емкости.
Стыковая
Во время данной технологии при соединении детали плотно прижимаются друг к другу. После выполняется оплавление всей плоскости контакта. Этот метод имеет подвиды, которые подбираются в зависимости от типа, толщины металла, а также от требуемого качества соединения.

Важно! Самым простым способом считается сварка оплавлением, она предназначена для изделий из легкоплавкого металла с небольшой площадью пятна контакта. Технология с оплавление и плавлением с подогревом подходит для более прочных металлических элементов с огромным сечением.
Процесс сварки
Но все же в этом деле потребуется знание алгоритма сварочной технологии:
- На начальном этапе сварные поверхности требуется очистить, тщательно обработать. Это необходимо для получения прочного и качественного соединения.
- При сваривании показатель электрического напряжения на поверхности деталей должен быть одинаковым. Для этого поверхности максимально выравнивают. Они обрабатываются механически, при помощи травления, зачистки, рихтования или обезжиривающих средств.
- После детали следует плотно прижать. Это можно выполнить с помощью механизмов или вручную, но в данном случае качество соединения выйдет не таким хорошим из-за недостаточного давления.
- Затем при помощи оборудования подается ток на поверхность деталей. Сварщик обязательно должен знать какое действие тока используется при контактной сварке, если он хочет получить прочный и качественный шов.
- Выделяемая тепловая энергия от электрического тока производит расплавление требуемой области металла. Она образует жидкое ядро, в котором возникают связи между поверхностями.
- Давление, которое подается на металл, предотвращение вытекание жидкого металла за пределы рабочей области.
- После прекращения подачи тока жидкое ядро быстро остывает. Оно образует качественное сварное соединение. Шов выходит прочным, ровным и износостойким.
Обозначение на чертежах
Иногда для проведения технологии может потребоваться чертеж или схема контактной сварки. На ней должны быть правильные обозначения параметров и важных критериев этого метода. Ниже имеется фото со схемой данной технологии.

Сварщик должен взять на заметку несколько важных обозначений:
- на схеме видимый шов отмечается сплошной линией;
- невидимое соединение - штриховой линией;
- видимая сварная точка обозначается знаком плюс - «+». Оно выполняется основными сплошными линиями;
- невидимая точка никак не отмечается.
Сварка, при которой используется контакт в виде электрического тока и давления - востребованная технология, при помощи которой можно создавать прочные и качественные соединения. Она применяется во многих областях промышленности, включая машиностроение, сельское хозяйство.
Этот способ подходит для изделий из разных металлов, сталей, нержавейки, с ним легко работать, и он безопасен для человека и окружающей среды. Но все же перед тем как приступать, стоит заранее узнать, какое действие тока при контактной сварке должно применяться, именно от этого зависит качество работ.
Интересное видео
Шовная контактная (роликовая) сварка
Основная цель каждого вида сварки стоит в получении качественного и прочного шва, который в дальнейшем сможет спокойно выдержать повышенные нагрузки. От этого будет зависеть износостойкость металлической конструкции.
Иногда в условиях производства применяется шовная сварка, во время которой соединение деталей выполняется внахлест. В результате получается прочное соединение, но все же предварительно стоит рассмотреть важные особенности этой технологии.

Что такое шовная сварка
Роликовая сварка - это вид сваривания, во время которого металлические конструкции объединяются швов, полученным в результате подведения тока к крутящимся дисковым электродам и применения силы тока. Основа шва состоит из ряда точек сваривания. Данная технология сваривания чем-то напоминает контактную технологию, но вместо конических электродов во время нее применяются роликовые.
Стоит отметить! Во время рабочего процесса ролики постоянно катаются по области линии шва, именно это обеспечивает плотное прижатие соединяемых элементов друг к другу. Также это защищает сварное соединение от попадания влаги и газов.
Шовный или роликовый сварочный процесс часто применяется для соединения труб из металлических листов, герметичных камер и других конструкций. Его удобно использовать для соединения тонких листов из металлической основы.
Достоинства и недостатки
Контактная шовная сварка успела хорошо зарекомендовать себя среди опытных сварщиков. Это обеспечивается за счет наличия положительных свойств:
- сварка обладает высокой производительностью. Сваривание больших металлических конструкций занимает мало времени. По этой причине данную технологию можно приспособить к конвейерному производству;
- швы получаются ровными и прочными, их качество удивляет даже профессионалов;
- во время сварочного процесса не нужно применять защитный газ, флюс, присадочные материалы;
- при этой технологии наблюдается высокий уровень культуры труда. Рабочим нет необходимости применять комплектующие, которые могут загрязнить рабочую одежду и зону, в которой выполняются работы.

Но у данного вида сварки имеются некоторые недостатки, которые обязательно нужно учитывать во время рабочего процесса. Она не предназначена для сваривания разных видов металлов. При помощи нее невозможно сварить элементы с толщиной более 3 мм. Кроме этого во время данной технологии требуется использовать дорогостоящее оборудование.
Виды шовной сварки
Роликовая или шовная сварка может выполняться при помощи разных технологий, которые позволяют получить прочное и ровное соединение. Выделяют всего три вида:
- Непрерывная сварка. Во время нее металлические заготовки устанавливаются между двумя заготовками и прокатываются, вместе с этим на область металла оказывается воздействие сварочного тока. Ток передается в непрерывном режиме, именно это и легло в название данного процесса. Однако этот метод применяется редко. Это связано с тем, что во время него происходит перегревание роликов-электродов, соединение выходит некачественным, также его можно применять для сваривания деталей с толщиной не больше 1 мм.
- Прерывистая сварка. Этот метод считается самым популярным и востребованным. Свариваемые детали прокатываются между двумя роликами, ток поступает в прерывистом режиме. Во время процесс требуется правильно настроить частоту импульсов тока и скорость вращения роликов.
- Шаговая сварка. Во время этой технологии свариваемые детали располагаются между роликами, но при подаче тока не применяется прокатка, а именно в момент формирования сварной точки детали остаются в неподвижном состоянии. Этот процесс применяется редко, но он незаменим в случаях, когда требуется сварить алюминиевые изделия.
Контактная и роликовая сварка чем-то похожи, но при последней технологии производится сваривание внахлест. Этот метод часто применяется на предприятиях, где необходимо соединить тонкие изделия, металлические листы, трубы и другие компоненты. Но не стоит забывать про важные особенности, от которых зависит правильное проведение технологии.
Точечная сварка
Точечная сварка - популярный способ сваривания различных металлических конструкций. При помощи него можно быстро и качественно соединить различные тонкие металлы. По этой причине этот вид сварки часто применяются при изготовлении электротехнических приборов, а также при соединении листовой стали с толщиной не больше 2 мм.
Благодаря тому, что точечная технология достаточно простая, ее часто применяют в домашних условиях и на производстве. Но все же чтобы во время ее проведения не возникло проблем стоит изучить главные особенности и нюансы.

Что такое точечная сварка и для чего она используется? Этот вопрос интересует начинающих специалистов, которые занимаются изготовление конструкций из металлов. Это распространенный метод сваривания, который относится к подвиду контактной сварки. Во время процесса металлические элементы привариваются друг к другу в одной или в нескольких точках.
Прочность сварного шва может зависеть от структуры и параметров точек. Кроме этого на показатели прочности соединения оказывают влияние другие не маловажные факторы:
- свойства используемых электродов;
- сварочный ток;
- период протекания тока через свариваемые элементы;
- степень усилия сжатия;
- поверхность компонентов, которые используются для сваривания.
Контактная точечная сварка является востребованным методом сваривания металлических изделий. Он обладает высокой производительностью, а также имеет широкую область использования. Его применяют в разных сферах производства:
- для сваривания тонких деталей при изготовлении электротехнических приборов;
- в автомобилестроении, особенно, когда требуется сварить тонкие стальные листы с толщиной от 2 до 20 мм;
- в самолетостроении;
- в судостроении;
- в машиностроении и других областях.
Рассматривая, где применяется точечная сварка, стоит обратить внимание не то, что этот метод используют при прокладке нефтепроводов и газопроводов.
Принцип проведения работ
Технология контактной точечной сварки обладает характерными особенностями, которые необходимо учитывать при ее проведении. Во время процесса используется тепло, которое проявляется при пропускании тока по электродам через соединяемые внахлест металлические элементы в зоне их плотного сжатия. Именно оно и производит нагревание металлического сплава и его последующее расплавление.
Вместе с пропусканием электрического тока выполняется сжатие металлических частей электродами. Во время тесного контакта расплавленных областей возникает их постепенное сплавление, которое усиливается точечным диффузным проникновением, проявляющееся во время сжатия частей металла.
В отличие от других методов сваривания точечная TIG сварка имеет следующие свойства:
- Быстро соединяет металлические элементы (всего за несколько секунд).
- Во время нее используются большие значения электрического тока (свыше 100 Ампер).
- Наблюдается небольшое напряжение в рабочей зоне (от 1 до 10 В).
- Использование сжимающего сдавливания в точке сваривания (от 10 до 100 кг и выше).
- Точечная область плавления.
Фазы процесса
Чтобы понять, как работает точечная сварка, стоит рассмотреть основные фазы процесса, а всего их три. Каждая имеет характерные особенности, которые оказывают влияние на итоговые результаты. В первой фазе производится сжатие металлических компонентов. Это вызывает появление пластичной деформации в области контакта. Для этих целей сварочное оборудование дополнено специальными клещами.

При проведении второй фазы подается ток к зоне контакта. Это вызывает расплавление металла в точке сваривания и образование расплавленного ядра. Пока проходит ток, наблюдается расширение ядра до максимальных показателей. Сжимание свариваемых компонентов вызывает образование пояса с плотной структурой вокруг жидкого ядра, именно он предотвращает выход расплавленного металла за пределы сварочной зоны.
Во время третьей фазы сварочный ток выключается, а металл в это время остывает и кристаллизуется. При охлаждении прижимное состояние элементов сохраняется некоторый период, это снимает напряжение.
Стоит отметить! Все важные требования и правила проведения работ указываются в ГОСТах и документации. А подробная схема точечной сварки с указателями поможет понять, как должен правильно проводиться процесс сваривания.
Точечная сварка проволоки имеет положительные и отрицательные качества, которые обязательно нужно рассмотреть, перед тем как приступать к работам. От них будут зависеть прочностные характеристики сварного соединения.
К преимуществам сварочной технологии можно отнести:
- Для проведения работ не потребуется применять электроды, проволоку и флюсы. Это сэкономит не только время, но и деньги.
- Сварной шов получается ровным и прочным.
- Деформация незначительная, она может наблюдаться только в местах точек.
- Простое и легкое проведение. Контактная точечная сварка может с легкостью проводиться своими руками.
- При помощи данного метода сваривания можно соединять как толстые, та и ультратонкие детали.
- Возможность автоматизации и роботизации сварочного процесса.
- Высокая культура производства.
- При проведении сварочных работ наблюдается высокая экологичность. Это значит, что данная технология не оказывает негативного влияния на состояние здоровья.
- Высокая производительность. Точечная технология способна выполнять большой объем работ, за минуту она формирует до нескольких сотен сварных точек.
Автоматическая и ручная точечная сварка имеет негативные качества, но по сравнению с достоинствами их не так много и они незначительные. К недостаткам данной технологии можно отнести:
- точечное сваривание подходит только для соединения внахлест тонких листовых стальных изделий и стержневых материалов;
- готовые соединения имеют низкую герметичность в отличие от швов, которые производятся при помощи сварки с использованием электродов;
- сложное диагностирование сварного соединения;
- высокие требования к чистоте металла при сварке;
- для работы с оборудованием необходимо иметь опыт, требуется уметь правильно его настраивать.
Технология точечной сварки
Многие интересуются, как сделать точечную сварку в домашних условиях? Но перед тем как начинать ее самостоятельное изготовление стоит изучить особенности проведения сварочного процесса. Технология состоит из нескольких этапов, каждый из которых осуществляется с соблюдением важных требований и правил.

Точечная контактная сварка проволоки и других металлических изделий проводится в несколько этапов:
- На начальном этапе требуется провести подготовку металлических поверхностей. Свариваемые элементы требуется очистить от лакокрасочных покрытий, а также материалов, которые могут затруднять проведение тока. После очистки материалы должны без напряжения плотно прижиматься друг к другу.
- Сжимание свариваемых элементов. При помощи привода клещей необходимо плотно сжать поверхности, произойдет их частичное деформирование. Это обязательное условие, он требуется для улучшения проводимости тока между контактами клещей.
- Нагревание свариваемых металлических элементов электрическим импульсом. Чем толще элементы, тем дольше требуется удерживать нагревание. Для работ может использоваться импульс с постоянной и с регулируемой (переменной) силой тока.
- В оборудовании с автоматическим управлением присутствует этап ослабления давления на детали - это необходимо для предотвращения выдавливания металла из расплавленного ядра. Если для сварки применяются ручные клещи с механическим управлением, то этот этап пропускается.
- Далее происходит отключение тока. Визуально момент отключения можно выявить по степени нагрева зоны между электродами. После того как металлическая структура становится красного цвета, необходимо отпустить ток.
- Прижим и проковка в период остывания металла. Данные действия требуются для формирования прочной структуры сварочной точки.
Важно! Настройки оборудования, которое используется для сварки, зависят от вида металла. На качество сварного шва влияют разные факторы - технология сварочного процесса, тип импульса, режимы сжатия элементов.
Дефекты и причины их появления
Многоточечная сварка востребованный метод, который используется на производствах и в домашних условиях. При помощи него можно произвести соединение тонких металлических изделий, а сам шов выходит прочным и качественным. Однако даже во время данного способа сварки могут возникать некоторые дефекты, которые могут негативно влиять на качество результата.
Среди основных дефектов можно выделить:
- Прожог. Этот дефект имеет вид отверстия, которое возникает в обеих деталях. Сплавленные края с легкостью отрываются. Перегревание и стекание металла может возникнуть из-за нескольких условий - применение высокой силы тока, большая длительность импульса, избыточная сила сжатия. Чтобы предотвратить прожог рекомендуется снизить силу тока и прижимания.
- Выплескивание и растекание металла. При сильном сжимании или при использовании долговременного слабого импульса металл может выйти из ядра, а на его области появляются пустоты. Во время рабочего процесса выплескивание металла имеет вид искр, которые вылетают из точек. До определенного предела выплескивание не наносит особый вред качеству шва, но все же наличие этого факторы снижает прочность сварного соединения.
- Непровар. Не прогревание ядра может проявляться по ряду причин - слабая степень подаваемого импульса, оказание недостаточной силы сжатия, ослабление клещей. Непровар может возникнуть в случаях, когда сварные точки находятся рядом - соседняя точка выступает шунтом, через который может проходить часть объема электрической энергии. Это значит, что она не будет применяться для расплавления металла.
- Уменьшение показателей диаметра сварки. Недостаточная площадь расплава может появляться в случаях, когда подается слишком короткий импульс или наблюдается не слишком плотное прилегание свариваемых элементов. В данных ситуациях в одной точке может быть один или несколько микросплавов, в сумме они значительно слабее цельной точки.
Контактная или бесконтактная точечная сварка должна выполняться в соответствии с определенной технологией. Но все же этот метод обладает некоторые сложностями, которые могут привести к появлению разных дефектов. А тяжелая и неточная диагностика не дает точной картины о качестве и виде полученного сварного соединения.
Если после проведения сварки будут выявлены вышеперечисленные дефекты, то для их устранения можно воспользоваться следующими рекомендациями:
- провести повторное проваривание точки;
- высверливание и последующая сварка при помощи полуавтомата;
- если отмечаются наружные выплески металла, то их можно аккуратно зачистить;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Покупать или сделать своими руками
Самодельная точечная сварка для сварки авто и других изделий позволяет существенно сэкономить деньги на покупку оборудования. Профессиональные приборы стоят достаточно дорого, по этой причине они в основном применяются на производствах, где объем работ с лихвой перекрывает затраты на закупку сварочного оборудования.
Но вот как самому сделать точечную сварку? Конечно, для этого могут потребоваться определенные знания, опыт. Дополнительно можно изучить специальную литературу, инструкции с процессом сооружения домашнего сварочного аппарата. Для облегчения процесса может применяться специальная схема точечной сварки своими руками.
Самодельная точечная сварка может использоваться для кузовных работ, для ювелирного дела, для изготовления, ремонта различных радиоприборов. Оборудование всегда пригодится для работ в гараже. При работе с ним не будет возникать особых сложностей, а если соблюдать все правила технологии, то можно будет получить прочные и качественные сварные швы.
Точечная сварная технология является универсальный методом соединения металлических конструкций, который может использоваться на производстве и в домашних условиях. Но все же чтобы получить прочный и качественный шов необходимо знать важные нюансы, правила и принципа проведения работ. Не стоит забывать про возможные дефекты, которые могут негативно отразиться на структуре соединения изделий.
Читайте также: