Старый трансформаторный сварочный аппарат
Обновлено: 28.04.2024
Каталог электротехнического оборудования > Электросварочное оборудование > Источники электропитания для электродуговой сварки, резки и наплавки > Сварочные выпрямители > Выпрямитель сварочный ВД-121 У2 «УНИВЕРСАЛ»
Общие сведения
Выпрямитель ВД-121 У2 «УНИВЕРСАЛ» предназначен для сварки наплавки и резки электрической дугой стальных деталей при ремонте и изготовлении различных конструкций.
Выпрямитель дополнительно может использоваться для:
запуска холодного двигателя легкового автомобиля на морозе до минус 30°С, обеспечивая надежный и быстрый пуск, а также увеличение срока службы аккумулятора;
питание различных электроприборов, рассчитанных на постоянное напряжение 12 В.
Для сварки используются штучные сварочные электроды диаметром 2 и 3 мм всех марок.
Выпрямитель обеспечивает глубину проплавливания при сварке до 5 мм и резку стали толщиной до 4 мм включительно.
Структура условного обозначения
ВД-121 У2 «УНИВЕРСАЛ»:
ВД — выпрямитель для дуговой сварки;
12 — номинальный сварочный ток, десятки А;
1 — номер модификации;
У2 — климатическое исполнение и категория размещения
по ГОСТ 15150-69;
«УНИВЕРСАЛ» — торговая марка.
Условия эксплуатации
Высота над уровнем моря не более 1000 м.
Температура окружающей среды от минус 45 до 45°С.
Относительная влажность воздуха не более 98% при температуре 25°С.
Исключение воздействия дождя или снега.
Выпрямитель не требует защитного заземления, так как в его конструкции применена система двойной изоляции.
При работе с выпрямителем допускается наличие не более одного условия повышенной электробезопасности:
Сырости (относительная влажность более 75%).
Токопроводящих полов (земляных, металлических, железобетонных и кирпичных).
Высокой температуры (длительно более 30°С).
Возможности одновременного прикосновения человека, к имеющим соединение с землей металлическим предметом с одной стороны и металлическими частями корпуса выпрямителя с другой.
Выпрямитель соответствует требованиям ТУ 16-93 ДШИБ.435211.006 ТУ.
Нормативно-технический документ
ТУ 16-93 ДШИБ.435211.006 ТУ
Технические характеристики
Напряжение питающей сети, В — 220+10% Частота питающей сети, Гц — 50 Номинальный сварочный ток, А, на ступенях: 40 — 40 60 — 60 80 — 80 125 — 125 Номинальная продолжительность нагрузки (ПН), % — 20 Продолжительность цикла сварки, мин — 5 Диапазон регулирования сварочного тока, А, на ступенях: 40 — 35-45 60 — 55-65 80 — 80-100 125 — 110-140 Режим работы — Повторно- кратковременный Напряжение ХХ, В, не более — 50 Номинальный выпрямленный ток в период пуска, А — 200 Режим пуска, с: работа, с, не более — 10 пауза, с, не менее — 60 Выпрямленное напряжение на ступени П (без нагрузки), В — 12-14 Эквивалентный ток, потребляемый из сети, А, не более — 15 Средняя мощность, потребляемая из сети, кВт, не более — 1 Расход электроэнергии за 1 ч работы, кВт·ч, не более — 1 Габаритные размеры, мм — 480x220x340 Масса, кг — 29
Гарантийный срок эксплуатации — 1 год со дня продажи выпрямителя.
Конструкция и принцип действия
На панель управления выпрямителя (рис. 1) выведены пластмассовая колодка переключателя вида работ и ступеней сварки, замыкатель, сигнальная лампа и клеммная колодка.
Панель управления выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
1 — клеммная колодка;
2 — сигнальная лампа;
3 — замыкатель;
4 — пластмассовая колодка переключателя
Выпрямитель включается автоматическим выключателем, расположенным на задней панели выпрямителя.
Режим сварки или пуска устанавливается переключателем втычного типа. Замыкатель вставляется до упора в одно из гнезд пластмассовой колодки переключателя и таким образом подключается соответствующая цепь к выходным зажимам клеммной колодки.
Выпрямленное напряжение снимается с клеммной колодки с тремя винтовыми зажимами. Зажим «+» является общим для всех видов работ.
В колпачке электрододержателя имеется отверстие для электрода, который закрепляется и освобождается вращением колпачка.
Выпрямитель преобразует переменное напряжение электросети в пониженное выпрямленное напряжение и ток со специальными характеристиками, необходимыми для сварки, а также для питания стартера и 12-вольтовых электроприборов.
Электрическая принципиальная схема выпрямителя представлена на рис. 2.
Электрическая принципиальная схема выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
QF — автоматический выключатель;
М — вентилятор;
С1-С6 — конденсаторы;
TV — трансформатор;
SA — переключатель втычного типа;
HL — сигнальная лампа;
VD1, VD2 — выпрямительные блоки;
L — дроссель;
ХР — вилка;
ХТ — клеммная колодка;
RU — варистор;
БК1-БК5 — выводы большой катушки трансформатора;
МК1-МК5 — выводы малой катушки трансформатора
Для проведения сварки кабели от электрододержателя и зажима присоединяются к зажимам «+» и «-» («Сварка») клеммной колодки. Зажим «крокодил» прикрепляется к свариваемой детали. Электрод закрепляется в электрододержателе. Замыкатель вставляется в гнездо переключателя в соответствии с выбранной ступенью сварки. Далее включается выпрямитель, при этом должна загореться сигнальная лампа.
Диаметр электрода выбирается в зависимости от толщины кромок свариваемых деталей по таблице.
Толщина кромок, мм
Диаметр электрода, мм
При сварке деталей, требующих большого разогревания кромок, глубокого проплавливания, при резке, а также при сварке графитовым и угольным электродом электрододержатель подключается к зажиму «-» сварочной цепи выпрямителя, а при сварке и наплавке тонколистовых конструкций (1-2 мм) и нержавеющих сталей — к зажиму «+».
Зажигание дуги производится одним из двух способов. Можно коснуться свариваемого изделия торцом электрода и затем отвести электрод от поверхности образовавшейся дуги. Можно также быстрым боковым скользящим движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние.
Для получения плотного и ровного шва при сварке на горизонтальной плоскости электрод должен иметь наклон от вертикали в сторону ведения шва на 15-30°. Если необходимо получить широкий шов, то при продвижении вдоль него одновременно совершаются поперечные колебательные движения электродом.
При сварке тонкого металла 1-3 мм, во избежание сквозных прожогов, поперечные движения электродом не делают, применяют сварку с периодическим прерыванием дуги.
Резка электрической дугой представляет процесс выплавления металла из зоны резания. Дуга зажигается на кромке разрезаемого листа так, чтобы расплавленный металл имел возможность свободного стекания. Резка производится электродом диаметром 2 мм на ступени 125.
Наплавка применяется для восстановления изношенных поверхностей деталей. Накладываются отдельные валики параллельно друг другу. Каждый последующий валик расплавляет часть уже наложенного. Наплавка производится электродом диаметром 3 мм на ступени 125. Наклон электрода от вертикали следует увеличить, чтобы уменьшить глубину проплавления.
Время непрерывного горения сварочной дуги должно быть ограничено во избежание перегрева и выхода из строя выпрямителя и прежде всего выпрямительных диодов. Поэтому периоды сварки должны чередоваться с обязательными перерывами в работе (паузами).
При автоматическом срабатывании выключателя следует сделать паузу 5-10 мин.
Для увеличения срока службы выпрямителя непрерывная работа в режимах, указанных в таблице, должна продолжаться не более 4 ч, после чего необходимо сделать перерыв и охладить выпрямитель температуры воздуха.
При пуске двигателя выпрямитель соединяется с аккумуляторной батареей автомобиля посредством двух кабелей с зажимами «крокодил».
Один кабель соединяет винтовой зажим «+» на клеммной колодке с плюсовым выводом аккумулятора (зажим «крокодил» цепляется прямо на вывод аккумулятора и провод, отходящий от вывода к стартеру, без каких-либо пересоединений в схеме автомобиля).
Другой кабель должен соединять винтовой зажим «-» («Пуск») с минусовым выводом аккумулятора. Замыкатель устанавливается в гнездо «П» втычного переключателя. Выпрямитель включается в сеть.
Производя подзарядку аккумулятора в течение 3-4 мин, осуществляют запуск двигателя стартером. Длительность работы стартера не должна превышать 10 с при паузах между пусками не менее 1 мин. Общее число таких циклов пуска не более 10 подряд.
Питание 12-вольтовых электроприборов осуществляется от зажимов «+» и «-» («Пуск») при установке замыкателя в гнездо «П» на втычном переключателе.
Питаемые одновременно электроприборы не должны быть суммарной мощности более 360 Вт (30 А) (безопасное освещение, электровулканизатор, насос для мойки, компрессор, вентилятор, пылесос и т. п., исключая радиоаппаратуру, требующую дополнительных фильтров).
В комплект поставки входят: сварочный выпрямитель, щиток сварщика, электрододержатель с кабелем, зажим «крокодил» с кабелем длиной 1,8 м, зажим «крокодил» с кабелем длиной 3 м, розетка на 10 А, светофильтр С4 (Э1), светофильтр С5 (Э2), лампа КМ 24-90 (сигнальная запасная), сварочные электроды диаметром 2 и 3 мм по 10 шт., пробная стальная пластинка, зажим (3 шт.), замыкатель и руководство по эксплуатации.
Что лучше: инвертор или сварочный трансформатор?
Начинающие сварщики нередко стоят перед выбором: какое оборудование приобретать для работы. Зная, в чем отличие инверторного сварочного аппарата от обычного, подобрать сварочник будет проще. Плюсы и минусы имеются у трансформаторов и технологичных инверторных преобразователей. Устройства различаются мощностными показателями, функциональностью, габаритами.
Что представляет собой обычный сварочный аппарат
Классический источник тока для генерации электрической дуги – трансформатор. Сварочник понижает сетевое напряжение, сила тока, соответственно, возрастает. Подобное оборудование применялось для ручной сварки повсеместно до начала 21 века.
Принцип работы трансформатора основан на методе магнитной индукции. Электрический ток, проходя по первой обмотке, намагничивает сердечник. Возникает электромагнитное поле, под воздействием волн в проводе вторичной трансформаторной обмотки формируется электроток. Напряжение на выходе зависит от количества вторичных витков. Оборудование генерирует высокоамперный ток необходимых для сварки параметров.
Преимущества и недостатки сварочных трансформаторов
Сначала о достоинствах трансформаторных устройств:
- простота устройства, схема работы понятна школьнику;
- ремонтопригодность, в случае поломки трансформатор можно починить самостоятельно;
- способность длительно работать обеспечена слабой чувствительностью к перегреву во время эксплуатации;
- ударопрочность – риск механических повреждений при транспортировке минимальный;
- доступное сервисное обслуживание;
- небольшая цена;
- универсальность, аппарат применяется для сварки различных металлов;
- нет особых требований для хранения, трансформатор устойчив к повышенной влажности, запыленности.
Минусы традиционных сварочников очевидны:
- при проседании сети трансформатор отключается, для запитывания нужно стабильное напряжение;
- отсутствие точной регулировки токовых параметров, шаг настройки большой, сложно настроить оборудование для сварки тонкостенных заготовок;
- большой вес, самостоятельно передвигать оборудование сложно;
- значительные габариты;
- большая потребляемая мощность.
Стоит учесть, что большинство трансформаторов работают от трехфазной сети. У новичков, работающих с трансформатором, возникают проблемы с розжигом дуги, залипаниями. Швы сложно формировать, не имея опыта.
Что такое сварочный инвертор
Принцип работы инвертора тоже основан на методе индукции, по сути, это тоже трансформаторный преобразователь, только оснащенный электроникой. Основное отличие инверторного сварочного аппарата от трансформаторного – наличие полупроводников. Инверторный преобразователь – аппарат нового поколения, современная версия классического оборудования. За счет применения силовой электроники размеры преобразователя удалось значительно уменьшить.
Для стабильной работы полупроводниковых элементов в устройстве имеется вентилятор. При встроенной вентиляции туннельного типа удается защищать микросхемы от грязи и пыли. На базе инверторных преобразователей создан целый класс оборудования для сварки. Инвертором принято называть сварочник только для ручной дуговой сварки, аппараты, работающие в режиме TIG, MIG/MAG, FLUX-сварке считаются полуавтоматами.

Преимущества и недостатки инверторов
Аппарат удобен. Не возникает проблем с розжигом дуги благодаря фикции «легкий старт». Электроника поддерживает стабильное горение при скачках напряжения, ток легко регулировать. Разница в настройке между инвертором и трансформатором значительная. При низком энергопотреблении удается получать высокочастотный переменный или высокоамперный постоянный ток, необходимый для формирования ровного шва.
Итак, основные плюсы инвертора:
- небольшой вес;
- компактность, этим во многом объясняется популярность инверторных источников питания;
- дополнительный функционал, улучшающий качество сварных швов;
- легкость настройки;
- возможность подключения к стандартной сети (только профессиональные модели имеют дополнительный вход для запитки от трехфазной сети 380 В).
Теперь о недостатках, они тоже имеются:
- большая цена;
- чувствительность к перегреву, инвертор периодически приходится отключать,чтобы не перегрелся полупроводниковый блок;
- повышенные требования к условиям эксплуатации: оборудование следует оберегать от высокой влажности, повышенной запыленности, низких температур (профессиональные модели делают в защитном корпусе);
- низкая механическая прочность, обращаться с инвертором нужно бережно.
При всех минусах инверторное оборудование постепенно вытесняет традиционные трансформаторы.
Какой сварочный аппарат лучше: инвертор или трансформатор
Решить, что лучше для сварки металла в собственном гараже или доме, несложно. Помогут сравнительные характеристики источников питания. Сначала о сходстве: оба необходимы для преобразования электротока, получения рабочих токовых параметров, только инверторные снабжены электронными преобразователями.
Сравнить габариты сварочных аппаратов инверторного и трансформаторного поможет небольшой пример. Для генерации 160 А нужен трансформатор весом 20 кг или инвертор 2,5 кг. Самая большая мощность у инвертора, однако, у трансформаторов большой КПД.
Трансформаторный агрегат освоить сложнее, потребуются специальные знания, навыки для настройки. Инверторные устройства легче поддаются новичкам. Снижается риск неровных швов за счет встроенных функций:
- Hotstart улучшает розжиг дуги в момент включения сварочника;
- Arcforce препятствует залипанию электрода во время падения капли, происходит форсаж электродуги;
- Anti-stick защищает от перегрузки в момент короткого замыкания, дуга не затухает.
Возможности инвертора шире, можно получать постоянный электроток необходимой силы. Переменный высокочастотный или импульсный схож по действию с постоянным.
У трансформаторных сварочников нет такого понятия: прерывистость, на каждом инверторе указывается режим эксплуатации. Если КПД равен 50%, через каждые полчаса агрегат на 15 минут отключают.
Однозначно сказать, какой из сварочников лучше, нельзя. Вернее, такое заключение не имеет смысла. Многое зависит от условий работы, характера свариваемых заготовок, мастерства сварщика, наконец.
Недорогие инверторные аппараты хорошо подойдут для дачи и гаража, в тех случаях, если нет большого опыта работы и пользоваться пару раз в год. Но следует не забывать о хранении: оберегать от повышенных влажности, запыленности и низких температур.
Другие типы сварочного оборудования
Выпрямитель от трансформаторного аппарата отличается наличием полупроводников, выпрямляющих электроток, расширяются возможности сварки. При смене полюсов можно сместить область максимального разогрева:
- при прямой полярности сильнее греется электрод;
- при обратной – свариваемые заготовки в зоне сварки.
Отличие полуавтоматов в применении сварочной проволоки, подающейся в зону нагрева автоматически. Полуавтоматические аппараты создают на трансформаторной и инверторной базе. Трансформаторный полуавтомат с газовым оборудованием применяется в автомастерских, на производстве, нет особых требований к условиям хранения и транспортировки. Инверторный более капризный, необходим для работы с тонким металлом, нержавеющими сплавами, алюминием.
Отдельно выделяют генераторы, преобразующие в электроток механическую энергию двигателя. Такие аппараты выдают постоянный и переменный ток, работают от сети и на жидком топливе.
Сварщики для большого объема работ предпочитают трансформаторные устройства. Новичкам желательно приобретать небольшие инверторные модели. В автомастерских обычно нужно различное оборудование.
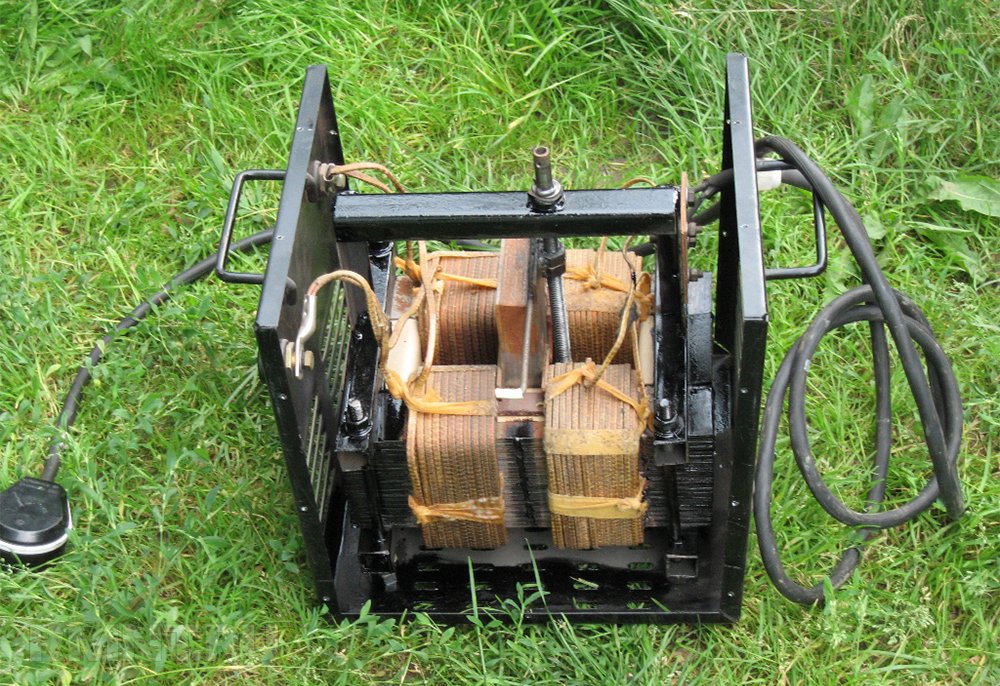
Для чего служит сварочный трансформатор: устройство и принцип работы
Для монтажа металлоконструкций в промышленности и при проведении самостоятельного ремонта до сих пор применяют сварочный трансформатор. В зависимости от того для каких условий предназначен аппарат выпускаются модели бытового и промышленного назначения. Независимо от типа сварочный трансформатор сохраняет работоспособность даже при неблагоприятных погодных условиях.
Как устроен сварочный трансформатор
В классическую конструкцию включены следующие элементы:
- магнитопровод (сердечник);
- жестко закрепленная первичная катушка, намотанная изолированным проводом;
- подвижная вторичная обмотка, иногда неизолированная для лучшего охлаждения;
- вертикально расположенный винт с ленточной резьбой;
- гайка винта, скрепленная с вторичной обмоткой;
- ручка, закрепленная на верхнем конце винта;
- клеммы для подсоединения кабелей.

Элементы смонтированы внутри прямоугольного корпуса с продольными вырезами на стенках для прохода воздуха, отводящего тепло. В устройстве сварочного трансформатора сердечник не оказывает влияния на параметры тока, а предназначен для передачи магнитного потока между обмотками. Магнитопровод собирают из пакета пластин электротехнической стали, поверхность которых покрыта оксидной изоляцией или лаком. Таким способом снижают потери на вихревые токи, которые образуются при взаимодействии магнитного потока со сплошным проводником.
При прохождении по обмоткам переменного тока во время работы пластины вибрируют, издавая дребезжащий звук. Для уменьшения шума пакет стягивают как можно туже.
Для улучшения эксплуатационных характеристик и безопасности в трансформатор для сварки устанавливают дополнительные узлы:
- вентиляторы;
- конденсаторы;
- автоматические выключатели для защиты от перегрева и перегрузки;
- несколько вторичных обмоток;
- регуляторы тока на тиристорах;
- стабилизаторы напряжения.
Чтобы расширить диапазон регулирования тока, при сварке тонкостенного металла добавляют сопротивление в отдельном корпусе. Нужное значение устанавливают контакторами. Как дополнительное сопротивление можно также использовать стальную пружину, подключив ее последовательно с кабелем массы.
Принцип работы сварочного трансформатора
При работе трансформаторного сварочного аппарата происходит понижение сетевого напряжения с одновременным возрастанием тока. Принцип действия основан на простом физическом процессе:
- после подачи напряжения ток, протекающий по виткам первичной катушки, создает переменное магнитное поле;
- по сердечнику оно передается на вторичную обмотку;
- магнитной индукцией в катушке наводится электродвижущая сила (ЭДС), которая придает электронам направленное движение, поэтому по виткам начинает протекать ток;
- из-за меньшего числа витков во вторичной обмотке, напряжение на ней меньше, чем на сетевой катушке.
Способ регулирования сварочного тока путем изменения расстояния между обмотками основан на зависимости магнитного сопротивления сердечника от величины зазора между ними. Чем меньше промежуток, тем больше ток и наоборот. В трансформаторных сварочных аппаратах с закрепленной вторичной обмоткой магнитное сопротивление изменяют регулировкой зазора на сердечнике подвижным шунтом.
Холостой ход
Когда выполняется сварка, трансформатор работает под нагрузкой. После завершения шва переходит в режим холостого хода. Однако это не означает, что на вторичной обмотке нет напряжения. ЭДС наводится за счет ответвлений от магнитного потока.
Безопасной считается величина напряжения холостого хода сварочного трансформатора в пределах 48 — 70 В. При превышении обязательна установка автоматического ограничителя. Он снижает напряжение холостого хода до безопасной величины сразу после погасания дуги. Для защиты от поражения электрическим током при пробое изоляции первичной катушки корпус должен быть заземлен.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Классификация сварочных трансформаторов
По назначению аппараты классифицируются как однопостовые для бытовых нужд и многопостовые. Мощность первых обычно не превышает 10 кВт, так как большую нагрузку не выдержит домашняя электропроводка. Промышленный многопостовой сварочный трансформатор мощностью 500 кВт поддерживает ток до 1000 А. Этого достаточно для одновременной работы нескольких сварщиков.
В зависимости от схемы подключения сварочного трансформатора на первичную обмотку подают одно или трехфазное напряжение. Есть модели с переключателем 220/380 В. Для бытовых нужд выпускают оборудование в однофазном исполнении на 220 В. Трехфазные сварочные трансформаторы промышленного назначения рассчитаны на подсоединение к сети 380 В.
Классификация по конструкции содержит следующие типы аппаратов:
- С амплитудным регулированием при номинальном магнитном рассеивании. Выходное напряжение изменяют дросселем, который расположен на сердечнике.
- С амплитудным регулированием, но повышенным магнитным рассеиванием. В конструкцию добавляются подвижные или разнесенные обмотки, шунты, конденсаторные или импульсные стабилизаторы.
- С фазовым регулятором на тиристорах.
К первым двум категориям относятся разновидности с регулированием тока за счет изменения магнитного сопротивления сердечника или напряжения без изменения формы. Фазовые регуляторы преобразуют синусоиду в последовательность прямоугольных импульсов разной полярности. Также выпускаются аппараты постоянного тока, на выходе которых установлен выпрямитель. Из-за больших габаритов и цены их относят к категории промышленного оборудования. Такой сварочный трансформатор позволяет работать с заготовками из цветного металла и нержавеющей стали.
Какие параметры учитывать при выборе
Отправляясь за трансформаторным сварочным аппаратом нужно знать об условиях эксплуатации и виде выполняемых работ. Выбор осуществляют по следующим параметрам:
Несмотря на простую конструкцию, сварочный трансформатор обеспечивает высокое качество швов. Поэтому они по-прежнему широко используются для бытовой и промышленной сварки. За счет низкой цены однофазный аппарат быстро окупится даже при проведении эпизодических работ.
поиск промышленного оборудования и материалов по запросу «Аппарат сварочный трансформаторный СССР»
Вся современная промышленность и строительство не сможет существовать, если не будет использовать сварочные работы. Оборудование для сварки получило широкое распространение в роботизированных комплексах автомобильных заводов и микроэлектронных производствах, его применяют при строительстве мостов, космических кораблей, и сельхозтехники. Конструкция промышленных устройств, их производительность, способы сварки отличаются огромным разнообразием.

Виды оборудования
Для промышленного сварочного оборудования характерна специализация, позволяющая достичь максимальной производительности. Поэтому зачастую промышленные аппараты использует только одну технологию сварки: электродуговую, контактную, лазерную, плазменную и так далее.
По степени механизации промышленное оборудование может быть полностью автоматическим, полуавтоматическим или предназначаться для ручных работ. Аппараты варят постоянным или переменным током, источником, и в зависимости от источника питания подразделяются на четыре категории:
- трансформаторные;
- выпрямительные;
- инверторные;
- генераторные.
Трансформаторный аппарат для сварки наиболее простой и надежный. Промышленный трехфазный трансформатор на 380 Вольт рассчитан на непрерывную работу, часто имеет несколько постов, то есть позволяет работать нескольким сварщикам одновременно.
Большей частью такие агрегаты встречаются в стационарном варианте в цехах, но есть и мобильные варианты. Они отличаются массой порядка нескольких сот килограмм, позволяют работать с электродами и металлом толщиной 5 и более миллиметров.
Большая масса обусловлена тем, что трансформатор преобразует энергию на низкой частоте. Обычно он используется при ручной электродуговой сварке.
Выпрямительные источники питания на выходе вторичной обмотки понижающего трансформатора имеют диодную мостовую схему, что позволяет выпрямить переменный ток. Промышленные преобразователи данного вида обеспечивают более стабильную дугу по сравнению с чисто трансформаторным устройством.
Сварочный инвертор обеспечивает стабильную дугу независимо от характеристик питающего напряжения. Работает на постоянном токе. Благодаря преобразованию напряжения переменного тока на высокой частоте получается значительная экономия по габаритам и массе сварочного аппарата.
К генераторным сварочным аппаратам относятся все устройства, способные функционировать от дизельного или подобного ему генератора тока.










Сварочный трансформатор
Его задача — понижение напряжения из электрической сети до необходимого уровня (ниже 141 V) и регулировка сварочного тока до желаемых значений.

Конструкция любого трансформатора должна соответствовать ГОСТ 95-77, она включает в себя стальной магнитопровод (сердечник) и две обмотки в изоляции — первичную (подключается к сети) и вторичную (соединена с держателем электродов и объектом сварки). В трансформаторах популярной серии ТДМ первичная обмотка жестко соединена с сердечником, катушки вторичной обмотки удалены от катушек первичной (их по две на каждую обмотку) на некоторую дистанцию. Зажигание дуги требует напряжения на вторичной обмотке в диапазоне 55-60 V, для большинства электродов, применяемых при ручной сварке, достаточно 50 V.
Вращением винта с помощью ручки соединенные с сердечником катушки вторичной обмотки перемещаются по вертикали — выполняется настройка сварочного тока до необходимых параметров. При сближении обмоток (рукоять вращают по часовой стрелке) уменьшаются индуктивное сопротивление и магнитный поток рассеивания, сварочный ток при этом возрастает, обратным вращением достигается его уменьшение. Диапазон регулировки сварочного тока: при параллельном соединении катушек в обеих обмотках — 65-460 А, при последовательном — 40-180 А. Рукоятка на крышке трансформатора предназначена для переключения диапазонов тока.
Что происходит в сварочном трансформаторе при подключении его к сети переменного тока? Поступление переменного тока в первичную обмотку вызывает намагничивание сердечника. Пройдя через вторичную обмотку, магнитный поток сердечника вызывает в ней переменный ток более низкого напряжения, чем поступающий на первичную обмотку. При большем количестве витков на вторичной обмотке напряжение будет более высоким, при меньшем — напряжение ниже.
Величина сварочного тока регулируется посредством управляемого индуктивного сопротивления, изменяющего поток магнитного рассеивания. Способов изменения сварочного тока два: перемещаемые катушки (как в трансформаторах ТДМ), магнитные шунты или витковое (ступенчатое) регулирование; дополнение конструкции трансформаторов реактивной катушкой. Выбор способа регулирования зависит от магнитного рассеивания в данном трансформаторе: при повышенном рассеивании используется первый способ регулировки; при нормальном — второй.
КПД сварочных трансформаторов невысок — редко превышает 80% барьер, их вес внушителен. Проводя сварочные работы с этим оборудованием сложно добиться высокого качества шва, разве что использовать особые стабилизирующие электроды, способные улучшить сварной шов. Однако минусы сварочных трансформаторов компенсируются невысокой ценой (от 6 000 руб.) и их неприхотливостью.
Контактный метод в производстве
Большинство промышленных сварочных аппаратов предназначено для электродуговой или контактной сварки. Последняя повсеместно используется в авторемонтных мастерских, на автомобилестроительных заводах и множестве других производств.
Основными достоинствами контактной сварки являются высокая производительность, минимальные эксплуатационные расходы и отличное качество сварного соединения.
По виду установки промышленная контактная сварка бывает мобильной, подвесной и стационарной. В зависимости от способа образования шва оборудование делят на стыковое, шовное, рельефное и точечное.
Стыковое промышленное оборудование часто используется для сварки медных труб. Стык может создаваться по технологии сопротивления и оплавления.
Метод сопротивления применяют для соединения изделий из низкоуглеродистой стали с небольшим сечением.
Оплавление – технология позволяющая соединять метал больших сечений, она применяется в судостроении при изготовлении цепей для якорей и подобных изделий. С помощью промышленной сварки оплавлением соединяют рельсы железной дороги для получения бесстыковых путей.
В аппаратах шовной сварки установлены ролики, позволяющие варить трубы и резервуары. Рельефная сварка используется в приборостроении и автомобилестроении для присоединения различных кронштейнов.
В составе роботизированной линии повсеместно можно встретить аппараты точечной сварки. Рабочим элементом у них являются электроды из высококачественной бронзы и меди.
Читайте также: