Уменьшение сварочных напряжений и деформаций
Обновлено: 15.05.2024
Снижение сварочных напряжений и деформаций выполняют несколькими методами. Различают термические, механические и термомеханические методы снижения сварочных деформаций.
К термическим методам относят отпуск после сварки и предварительный нагрев в процессе сварки. Подогрев металла перед сваркой (или в процессе сварки) снижает предел его текучести, тем самым уменьшает величину остаточных напряжений и деформаций. И хотя этот метод не полностью исключает появление сварочных деформаций, при достаточно сильном нагреве (250°С и более) можно добиться положения, когда их величина будет находиться в допустимых пределах.
Отпуск металла после сварки более эффективен и позволяет снизить величину остаточных напряжений и деформаций на 85 — 90%. Кроме того, отпуск способствует улучшению пластических свойств сварочного шва. Отпуск может быть общим и местным.
При общем отпуске сваренную деталь нагревают до температуры 650°С и медленно охлаждают. При местном отпуске нагреву подлежит только часть конструкции в области сварочного шва.
Под механическими методами понимают обработку (проковку, прокатку, вибрацию, приложение местных нагрузок, ультразвуковое воздействие и т.д.) сваренных деталей, позволяющую снизить остаточные напряжения в кристаллической решетке.
Самым эффективным методом является прокатка металла, но для этого требуется специальное оборудование. Поэтому прокатку выполняют только в условиях крупных производственных подразделений. Наиболее доступным и простым методом является проковка. Для этого горячий шов подвергают ударной обработке, снимая остаточные напряжения. Под приложением местных нагрузок понимают изгиб, кручение и т.д. в направлении, противоположном остаточным деформациям. Вызванные местными нагрузками деформации сварочного соединения накладываются на остаточные деформации, полученные при сварке, снижая их величину.
Термомеханические методы предусматривают одновременно термическую и механическую обработку свариваемых конструкций и позволяют добиться максимального эффекта.
Этими методами не ограничиваются возможности борьбы с остаточными напряжениями и деформациями. Снизить вероятность появления этих вредных явлений помогают рациональные приемы проведения сварочных работ, суть которых заключается в правильном проектировании и конструировании сварного изделия, уменьшении количества наплавленного металла, снижении вносимого в зону шва тепла за счет уменьшения сварных швов и сечений.
Именно для этого следует избегать скоплений и перекрещиваний сварочных швов, симметричного их расположения и т. д. Препятствуют деформациям свариваемых деталей ребра жесткости, накладки, косынки и прочие приспособления, о которых мы расскажем в соответствующих разделах данной книги.
Виды сварных соединений
Сварные соединения и швы классифицируются по следующим основным признакам: виду соединения; положению, в котором выполняется сварка; конфигурации и протяженности; применяемому виду сварки; способу удержания расплавленного металла шва; количеству наложения слоев; применяемому для сварки материалу; расположению свариваемых деталей относительно друг друга; действующему на шов усилию; объему наплавленного металла; форме свариваемой конструкции; форме подготовленных кромок под сварку, По виду соединения сварные швы бывают стыковыми и угловыми. По расположению в пространстве швы сварных соединений подразделяются на нижние, вертикальные, горизонтальные и потолочные. Выход шва из потолочного положения в вертикальное при сварке цилиндрических изделий называется полупотолочным положением. По конфигурации швы сварных соединений бывают прямолинейными, кольцевыми, вертикальными и горизонтальными. По протяженности швы разделяются на сплошные и прерывистые. Сплошные швы в свою очередь делятся на короткие, средние и длинные. По виду сварки швы сварных соединений разделяются на: швы дуговой сварки швы автоматической и полуавтоматической сварки под флюсом швы дуговой сварки в защитных газах швы электрошлаковой сварки швы электрозаклепочные швы контактной электросварки швы паяных соединений По способу удержания расплавленного металла швы сварных соединений делятся на швы, выполненные без подкладок и подушек; на съемных и остающихся стальных подкладках: на медных, флюсомедных. керамических и асбестовых подкладках, а также флюсовых и газовых подушках. В зависимости от того, с какой стороны накладывается шов, различают односторонние и двусторонние швы. По применяемому для сварки материалу швы сварных соединений подразделяются на швы соединения углеродистых и легированных сталей; швы соединения цветных металлов; швы соединения биметалла; швы соединения винипласта и полиэтилена. По расположению свариваемых деталей относительно друг друга швы сварных соединений могут быть под острым или тупым углом, под прямым углом, а также располагаться в одной плоскости. По объему наплавленного металла различают нормальные, ослабленные и усиленные швы. По форме свариваемой конструкции швы сварных соединений выполняются на плоских и сферических конструкциях, а по расположению на изделии швы бывают продольными и поперечными. Сварными называют неразъемные соединения, выполненные при помощи сварки. Они могут быть стыковыми, угловыми, нахлесточными, тавровыми и торцевыми (рис.1). Стыковым называют соединение двух деталей их торцами, расположенными в одной плоскости или на одной поверхности. Толщина свариваемых поверхностей может быть одинаковой или отличаться одна от другой. На практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров. Угловое — сварное соединение двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания их краев. Такие сварные соединения нашли широкое применение в строительной практике. Нахлесточное — сварное соединение предусматривает наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Такие соединения чаще всего встречаются в строительно-монтажных работах, при сооружении ферм, резервуаров и т.д.
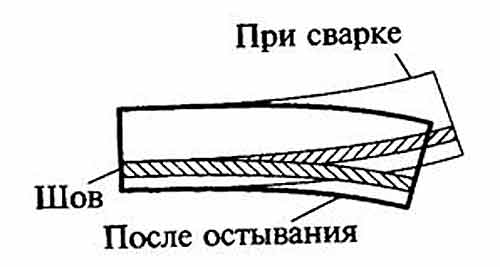
Тавровым называют соединение, в котором к плоскости одного элемента приложен торец другого соединения под определенным углом. Участок сварного соединения, сформированный как результат кристаллизации расплавленного металла, называется сварочным швом. В отличие от соединений сварные швы бывают стыковыми и угловыми (рис. 2). Стыковой — это сварной шов стыкового соединения. Угловой — это сварной шов углового, нахлесточного и таврового соединений. Сварочные швы различают по количеству слоев наложения, ориентации их в пространстве, по длине и т.д. Так, если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварочные швы накладывают один на другой, то такие швы называют многослойными. По форме наружной поверхности сварочные швы могут быть плоскими, вогнутыми или выпуклыми. Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом (фрезы, абразивные круги и т.д.). Различают сварочные швы по их положению в пространстве. Это нижние, горизонтальные, вертикальные и потолочные швы. Элементы геометрической формы подготовки кромок под сварку Элементами геометрической формы подготовки кромок под сварку (рис. 3, а) являются: угол разделки кромок α; зазор между стыкуемыми кромками а; притупление кромок S; длина скоса листа L при наличии разности толщин металла; смещение кромок относительно друг друга δ. Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку ее отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик всегда старается увеличить величину сварочного тока. Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций. Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки. Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях. Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке. Смещение кромок ухудшает прочностные свойства сварного соединения и способствует образованию непровара и концентраций напряжений. ГОСТ 5264—69 допускает смещение свариваемых кромок относительно друг друга до 10% толщины металла, но не более 3 мм. Сварочные напряжения и деформацииОбразование напряжений и деформаций при сварке обычно связано с несоблюдением технологических требований. Такие соединения ненадежны, так как на швах могут появиться трещины, снижающие прочность. После деформации при сварке геометрические параметры могут измениться настолько, что конструкция будет непригодна для эксплуатации. Определение сварочных напряжений и деформацийСварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
Причины возникновенияПричины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать. Основные причины возникают как следствие:
К побочным причинам причисляют:
Классификация напряжений и деформацийВ зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла. По виду напряженного состояния их называют:
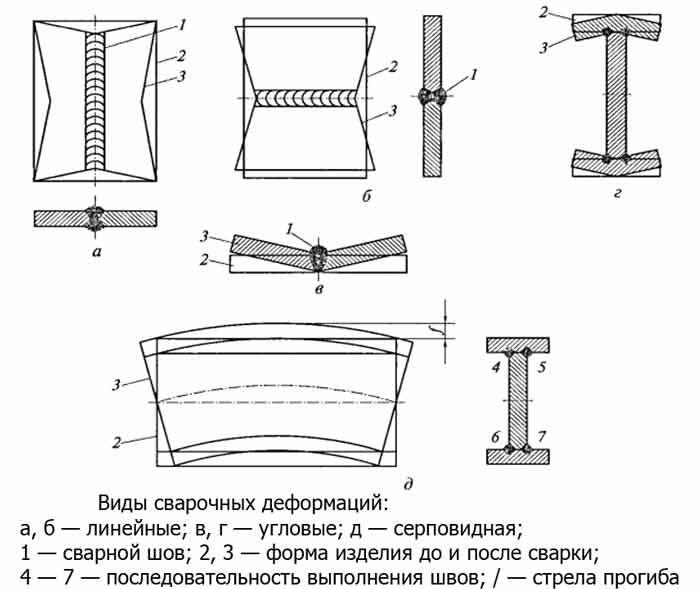
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно. Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей. После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными. Как предотвратить возникновениеДля снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
Методы устранения напряженийДля снятия напряжений пользуются отжигом и механической обработкой. Первый способ применяют в случаях, когда требуется обеспечить высокую точность размеров. Местный или общий отжиг проводят при нагреве до 550 — 680⁰C в три стадии: нагревание, выдержка, охлаждение. Для механического снятия напряжений используют обработку проковкой, прокаткой, вибрацией, взрывом, чтобы создать нагрузку с противоположным знаком. Для горячей и холодной проковки используют пневматический молот. Обработку вибрацией проводят устройством, которое генерирует колебания с частотой в диапазоне 10 — 120 Гц.
Методы устранения деформацийДефекты устраняют термическим с местным или общим нагревом, холодным механическим, термомеханическим способами. Для правки термическим методом с полным отжигом конструкцию закрепляют в устройстве, которое создает давление на искривленный участок, затем нагревают в печи. Способ локального нагрева основан на сжимании металла при остывании. Для исправления дефектов искривленное место греют горелкой или сварочной дугой. Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется. Термическим способом выправляют любые виды деформаций, однако при работе с тонкостенным металлом следует учитывать его особенности:
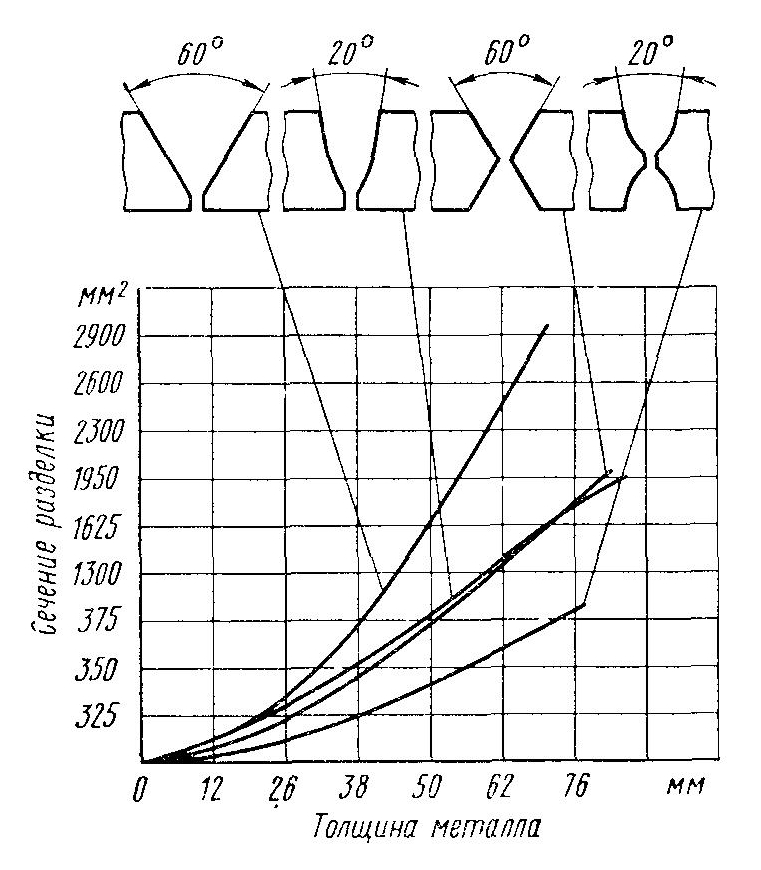
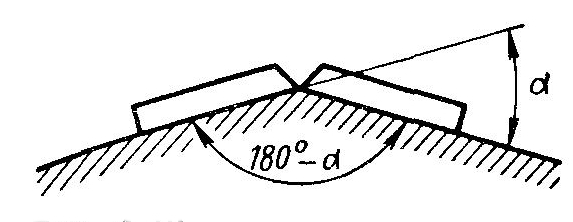
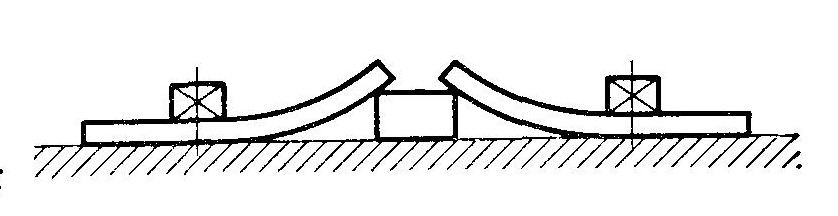
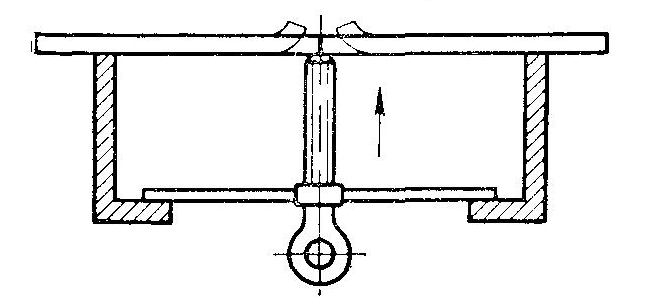
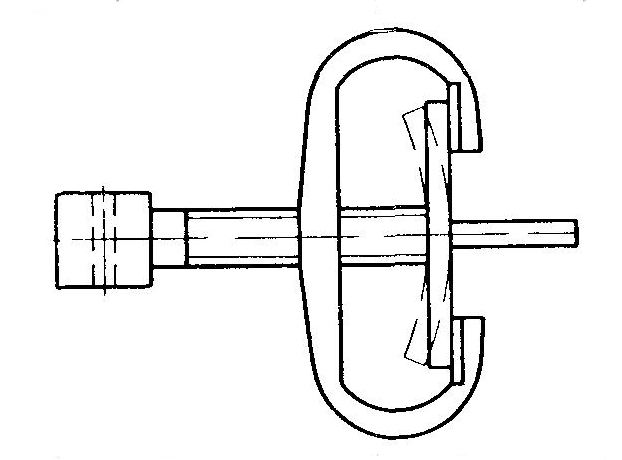
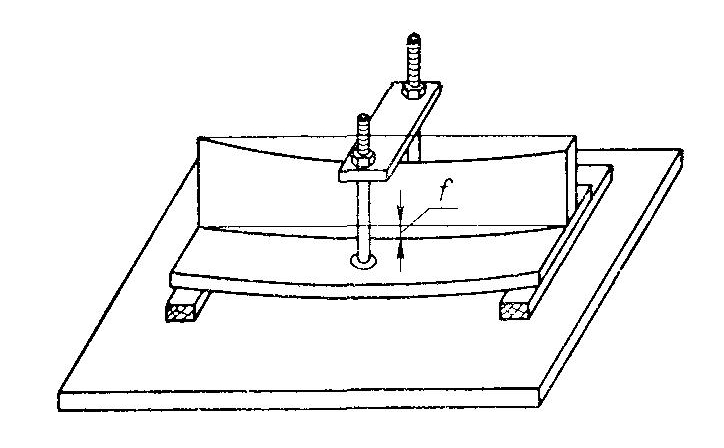
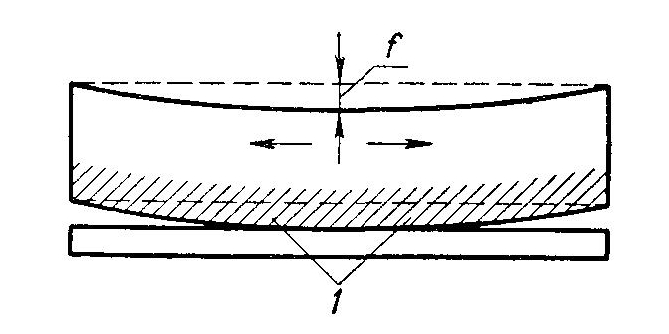
При механической правке растянутые участки деформируются внешними нагрузками в обратном направлении. Дефекты устраняют применением изгибания, вальцовки, растяжения, ковкой, прокаткой роликами. Термомеханическую правку проводят с подогревом растянутого участка до 700 — 800⁰C и внешнего воздействия. Для выправления участков с большим растяжением сначала из избытков металла холодной рихтовкой формируют выступы в форме куполов. Затем по отдельности нагревают и резко охлаждают. Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции. При этом учитывают эффективность метода, трудоемкость, величину финансовых затрат. Предотвращение и снижение сварочных напряжений и деформацийВеличина и характер сварочных напряжений и деформаций определяются рядом факторов. Рассмотрим влияние некоторых из них. Вид и способ сварки. Значительное влияние на величину сварочных деформаций оказывает степень концентрации теплоты. Высокая концентрация теплоты способствует сужению зоны, подвергающейся пластическим деформациям, и уменьшению деформаций конструкций. Это подтверждается опытом применения автоматической сварки под флюсом. При практически одной и той же погонной энергии сварка под флюсом благодаря большей скорости перемещения дуги (изотермы вытянуты и сдвинуты в область, уже пройденную дугой) вызывает меньшие остаточные деформации, чем ручная дуговая сварка. Снизить величины остаточных деформаций можно также, заменив ручную дуговую сварку покрытыми электродами автоматической или полуавтоматической сваркой в углекислом газе, аргоне, порошковой проволокой или активированной проволокой без дополнительной защиты. Применение полуавтоматической сварки в угл 'кислом газе позволило ~простить технологию изготовления ряда тонколистовых конструкций (кузова тепловозов, электровозов и пр.) и сократить расходы на последующую правку. Влияние конфигурации шва. От конфигурации шва в известной мере зависят величина и характер остаточных деформаций. При прочих равных условиях Х-образная подготовка кромок благодаря симметричному расположению шва относительно нейтральной оси вызывает меньшую угловую деформацию, чем У- образная. С целью уменьшения деформаций в некоторых случаях целесообразно применять двустороннюю сварку. При сварке под флюсом меньшие деформации происходят в соединениях без скоса кромок. В случае электрошлакового процесса, где сама техника выполнения сварки предопределяет симметричное расположение шва относительно нейтральной оси, угловые деформации весьма невелики. Эффективной мерой уменьшения деформаций является уменьшение сечения шва за счет применения сварочных материалов, обеспечивающих более высокую прочность металла шва. Как показали исследования, при сварке соединения с угловыми швами сечение может быть уменьшено до 40 %. Режим сварки. Величина и характер сварочных напряжений и остаточных деформаций находятся в прямой зависимости от погонной энергии сварки, которая определяется режимом сварки и зависит от сечения шва или слоя. Увеличение сечения шва или слоя приводит к заметному росту величины остаточной деформации. Для обеспечения минимальной деформации сварной конструкции следует назначать наименьшие (допустимые из условий прочности конструкции) сечения швов и не допускать их увеличения в процессе изготовления конструкции. В отношении уменьшения сечения шва наиболее рациональной является двусторонняя рюмкообразная разделка (рис. 1). На зависимости между величиной остаточной деформации и режимом сварки (погонной энергией) основан расчетный метод определения остаточных деформаций. Рис. 1. Зависимость между толщиной металла, формой и сечением разделки Порядок сварки и закрепление свариваемых деталей. На величину возникающих при сварке остаточных деформаций и напряжений существенно влияет порядок наложения шва по его длине и сечению. Наибольшие остаточные деформации образуются при сварке на проход, т.е. при наложении шва от начала до конца без длительных перерывов. При ручной сварке для уменьшения величины деформации швы накладывают от середины к концам. Этот метод эффективен при выполнении шва двумя сварщиками. При правильном выборе длины ступени обратноступенчатая сварка резко уменьшает величину напряжений и деформаций. При этом способе шов следует разбивать на участки таким образом, чтобы к началу сварки последующего участка температура металла составляла 200-300 º С. При однослойной сварке это условие обеспечивается, если длина ступени равна участку, образованному за счет расплавления одного электрода (при сечении шва, равном 1,2 сечения стержня электрода). Уменьшение деформаций и напряжений при обратноступенчатой сварке связано с тем, что ее выполняют по увеличенному зазору. При охлаждении одновременно с уменьшением ширины шва уменьшается и предварительно расширенный зазор, что способствует уменьшению реактивных напряжений и деформаций. Для уменьшения величины остаточных напряжений и деформаций при сварке многопроходных швов применяют каскадный метод сварки. Существенное влияние на величину напряжений и остаточных деформаций оказывает направление сварки отдельных швов. Эффективной мерой снижения остаточных деформаций является закрепление свариваемых деталей в специальных приспособлениях-кондукторах. Предварительный изгиб свариваемых деталей. В производственных условиях для борьбы с деформациями часто применяют предварительный обратный изгиб свариваемых деталей. Этот метод используют для борьбы с угловыми деформациями при сварке стыковых и нахлесточных соединений. При сварке листов небольшой ширины с V-образной разделкой кромок их располагают с предварительным выгибом в сторону, обратную ожидаемой деформации (рис. 2). Листы большой ширины можно укладывать с предварительным изгибом свариваемых кромок (рис. 3). Монтажные стыки с закрепленными листами рекомендуется сваривать с предварительно отогнутыми кромками, что достигается при помощи домкратов или специальных приспособлений (рис. 4). Для предотвращения деформаций из плоскости тавровых или двутавровых сечений производят упругую или пластическую деформацию пояса (рис. 5). С целью устранения продольных деформаций в плоскости при сварке тавровых балок применяют приспособления, которые изгибают балку в сторону, обратную ожидаемой деформации (рис. 6). Рис. 2. Укладка свариваемых деталей для предотвращения угловой деформации при стыковом соединении Рис. 3. Обратный изгиб свариваемых деталей для предотвращения угловой деформации при стыковом соединении Рис. 4. Обратный изгиб свариваемых кромок в местах монтажных стыков Рис. 5. Обратный изгиб пояса для предотвращения грибовидной деформации Предварительный обратный изгиб можно создать с помощью наклепа кромок и стенки балок либо нагревом до температуры 700 - 750 º С (рис. 7). Эффективной мерой предотвращения выпучивания стенки в двутавровой балке, вызываемой сваркой поясных швов, является сборка с предварительным натяжением стенки. Для натяжения стенки используют сборочные стенды с домкратным устройством. Повысить жесткость тонких листов в сварных конструкциях с целью уменьшения деформаций можно путем гофрирования. При помощи прессов на тонких листах предварительно выдавливают узоры жесткости или гофры. Мерой уменьшения сварочных напряжений может быть предварительное растяжение или сжатие элемента с помощью продольно сжимающей силы.
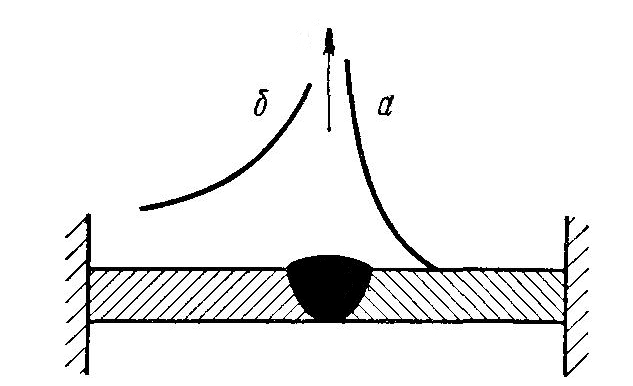
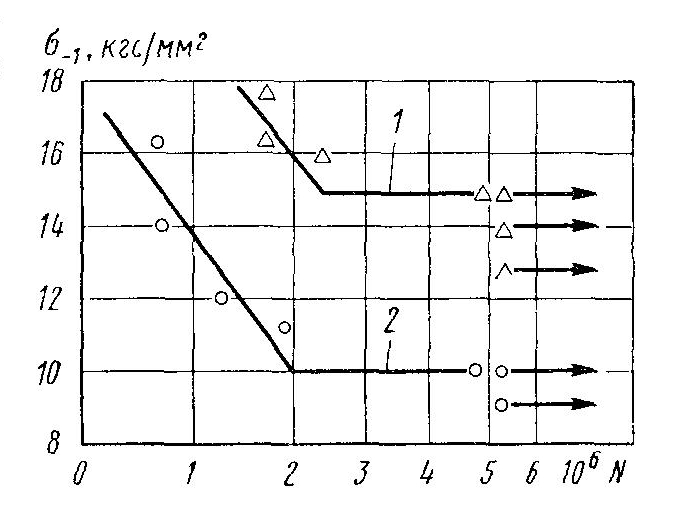
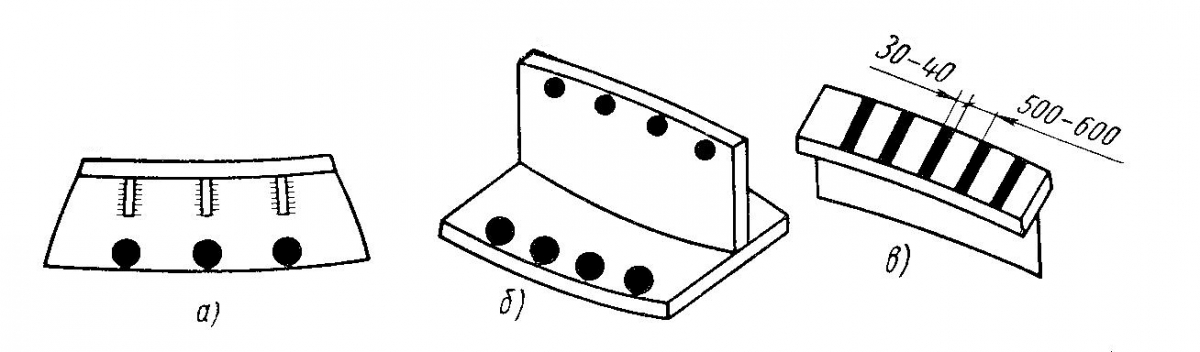
Рис. 6. Обратный изгиб балки Рис. 7. Место нагрева (или наклепа) кромки вертикальной стенки тавровой балки для создания обратного изгиба 1 - область нагрева или на клена Рис. 8. Характер распределения температуры при сварке стыкового соединения:а - с искусственным охлажден нем, б - без охлаждения Резкое охлаждение свариваемых деталей. При резком охлаждении сварного соединения нагреваемый при сварке участок, в котором возникают пластические деформации, сужается, что приводит к уменьшению остаточных деформаций и напряжений. На рис. 8 схематически показаны характер распределения температуры и размеры участков пластических деформаций при искусственном охлаждении и без него. При охлаждении участок пластической деформации значительно короче, чем при сварке в обычных условиях. Однако искусственное охлаждение применимо только при сварке низкоуглеродистых сталей. Для уменьшения остаточных деформаций и напряжений при сварке сталей с повышенным содержанием углерода и легированных закаливающихся сталей метод искусственного охлаждения неприменим, так как он может привести к образованию малопластичных закалочных структур. Некоторое влияние на величину сварочных деформаций оказывает также и начальная температура изделия. При сварке в условиях естественных низких температур деформации снижаются весьма мало. Влияние подогрева свариваемых деталей. При предварительном или сопутствующем подогреве уменьшается перепад температур между участками сварного соединения, благодаря чему несколько снижаются напряжения. Установлено, что при подогреве до температуры 200 º С остаточные напряжения по сравнению со сваркой без подогрева снижаются на 30%. При более высокой температуре подогрева достигаются еще более благоприятные результаты. Значительный эффект дает и сопутствующий подогрев. При сварке можно проводить как общий, так и местный сопутствующий подогрев. Общий подогрев назначают при сварке деталей небольших размеров или непластичных материалов, например чугуна. При местном подогреве нагревают участок шириной не менее 40 - 50 мм по обе стороны от шва. Нагрев только свариваемых кромок не дает заметного эффекта. При сварке с предварительным или сопутствующим подогревом в большинстве случаев не требуется последующей термообработки (отпуска) конструкции. Подогрев можно осуществлять индукционным способом, газовым пламенем и электрическими нагревателями. Температура предварительного подогрева зависит от химического состава и толщины металла, а также жесткости конструкции. С увеличением содержания углерода и легирующих примесей, толщины металла и жесткости конструкции необходим подогрев до более высоких температур. При изготовлении особо ответственных конструкций из низко- углеродистых сталей при толщине металла выше 40 мм иногда применяют предварительный подогрев до температуры 100- 120 º С. При сварке среднеуглеродистых и низколегированных конструкционных сталей целесообразно применять предварительный подогрев до температуры 150--200 º С при толщине металла более 30 мм. Методы снижения сварочных напряжений и устранения остаточных деформацийЕсли меры предотвращения образования сварочных напряжений и деформаций оказываются недостаточными, появляется необходимость в устранении (снятии) возникших напряжений и деформаций. Снятие сварочных напряжений путем термообработки. Для полного снятия напряжений сварные соединения подвергают термообработке. С этой целью при сварке углеродистых конструкционных сталей проводят общий высокий отпуск конструкции (нагрев до 630 - 650 º С с выдержкой при этой температуре в течение 2- 3 мин на 1 мм толщины металла). Охлаждение должно быть медленным для того, чтобы при его прохождении снова не возникли напряжения. Режим охлаждения в основном зависит от химического состава стали. Чем больше содержание элементов, способствующих закалке, тем меньше должна быть скорость охлаждения. Во многих случаях деталь охлаждают до температуры 300 º С с печью, а затем на спокойном воздухе. При высоком отпуске сварочные напряжения снимаются вследствие того, что при температуре 600 º С предел текучести металла близок к нулю и материал практически не оказывает сопротивления пластической деформации, в процессе которой происходит релаксация сварочных напряжений. При температуре отпуска 600 - 620 º С наблюдается некоторое охрупчивание металла, порог хладноломкости перемещается в сторону положительных температур. Особенно это проявляется на сталях, содержащих ванадий. Снижение температуры отпуска до 550 - 560 º С устраняет указанный недостаток. В ряде случаев можно ограничиться высоким отпуском отдельных элементов конструкции. Так, при изготовлении сферических резервуаров для хранения различных продуктов ограничиваются только отпуском лепестков с приваренными люками. Отпуск отдельных узлов применяют также при изготовлении сварных рам тележек вагонов и локомотивов. Такие операции значительно проще, чем отпуск всей конструкции, и, как показал опыт, обеспечивают требуемую эксплуатационную надежность. Высокий отпуск является дорогой операцией, удлиняющей технологический процесс изготовления конструкции, и его следует применять в действительно необходимых случаях. Если механическая обработка проводится на детали, не прошедшей отпуска, то в связи с перераспределением напряжений может произойти изменение ее размеров. В большинстве случаев при сварке изделий из стали с повышенным содержанием углерода и легирующих элементов можно ограничиться только предварительным местным или общим подогревом и не проводить последующей термообработки. Термопластический метод снятия напряжений. Метод основан на создании пластических деформаций в зоне шва, что осуществляется путем нагрева смежных со швом участков основного металла. При этом достигается тот же эффект, что и при растяжении внешними силами. Снятие напряжений достигается только при тщательной регулировке источника нагрева и определенной скорости перемещения его вдоль шва. Снятие сварочных напряжений с помощью аргоно-дуговой обработки. Одной из мер снятия сварочных напряжений является расплавление участка перехода от шва к основному металлу неплавящимся электродом в аргоне. При этом нарушается равновесие внутренних сил напряженного поля вследствие перехода части металла в жидкое и пластическое состояние. Естественно, что при кристаллизации расплавленного металла будут вновь возникать напряжения, однако они сравнительно малы, так как количество этого металла во много раз меньше, чем металла шва. Расплавление небольшого количества основного металла и металла шва приводит к уменьшению напряжений на 60 - 70%. Получаемый при этом плавный переход от шва к основному металлу способствует значительному повышению прочности сварных соединений при переменных нагрузках (рис. 1.) Рис. 1. Кривые выносливости сварных образцов из стали 10Г2Б с накладками: 1 - швы оплавлены; 2 - швы не обработаны Снятие сварочных напряжений путем проковки металла шва и околошовной зоны. Сварочные напряжения могут быть сняты почти полностью, если в шве и околошовной зоне создать дополнительные пластические деформации. Это достигается проковкой швов. Проковку производят в процессе остывания металла при температурах 450 º С и выше либо от 150 º С и ниже. В интервале температур 400 - 200 º С в связи с пониженной пластичностью металла при ее проковке возможно образование надрывов. Специаль ный нагрев сварного соединения для выполнения проковки, как правило, не требуется. Удары наносят вручную молотком массой 0,6 - 1,2 кг с закругленным бойком или пневматическим молотком с небольшим усилием. При многослойной сварке проковывают каждый слой, за исключением первого, в котором от удара могут возникнуть трещины. Этот прием применяют для снятия напряжений при заварке трещин и замыкающих швов в жестких конструкциях. Проковка сварного соединения также способствует повышению усталостной прочности конструкции. Снятие сварочных напряжений путем нагружения конструкции до напряжений, равных пределу текучести металла. Эффективной мерой снятия сварочных напряжений в конструкциях, изготовляемых из незакаливающихся сталей, является воздействие на сварную конструкцию внешних сил, от которых в ней возникают напряжения, равные пределу текучести металла. Нагружение конструкции должно быть статическим и проводиться в условиях, когда металл находится в пластическом состоянии (при положительной температуре). Такой метод снятия напряжений особо следует рекомендовать для конструкций, работающих в тяжелых условиях эксплуатации (низкие температуры, большие скорости приложения нагрузок) перед вводом их в работу. Если в первый период эксплуатации конструкция работает в условиях, когда металл находится в пластическом состоянии, происходит смягчение остроты концентраторов напряжений. При этом сварочные напряжения не повлияют на статическую прочность конструкции при тяжелых условиях ее эксплуатации. При снятии напряжений этим способом не все элементы конструкции могут быть нагружены до предела текучести. Поэтому напряжения снимаются только в элементах, наиболее нагруженных от прилагаемых нагрузок, в остальных, например в участках с приваренными ребрами, фланцами и т.п., они остаются почти без изменений. Нагружение до предела текучести конструкций, при сварке которых возможно образование малопластических закалочных структур в околошовной зоне, не приводит к снятию сварочных напряжений. В этом случае сварочные напряжения могут быть сняты только высоким отпуском. Выполнен ряд исследовательских работ по уменьшению либо полному устранению сварочных напряжений при помощи ультразвука. Устранение деформации путем термической правки. При термической правке нагрев производят газокислородным пламенем либо электрической дугой неплавящимся электродом. Температура нагрева деформированного участка при термической правке составляет 750 - 850 º С. Нагретый участок стремится расшириться, однако окружающий его холодный металл ограничивает возможность расширения, в результате чего возникают пластические деформации сжатия. После охлаждения линейные размеры нагретого участка уменьшаются, что приводит к уменьшению или полному устранению деформаций Рис. 2. Правка деформированной тавровой балки нагревом (кружками и полосками указаны места нагрева): а - правка при вогнутой полке, б - правка при сложной деформации, в - правка при выпуклой полке Для правки сварных конструкций требуется определенный навык. Поэтому, если в производственных условиях неизбежна правка конструкций, то для выполнения термической правки необходимо специально обучать рабочих. В случае деформации тонкого листа, приваренного к массивной раме, правку можно осуществлять путем нагрева в симметрично расположенных точках с выпуклой стороны листа. Нагрев следует начинать от центра выпуклости. Устранение деформации путем механической правки. Для устранения деформации механическую правку можно осуществлять на прессах или при толщине металла до 3 мм вручную ударами молотка. Этот вид правки менее целесообразен, чем термическая правка, и его применение следует ограничивать. При механической правке образуется местный наклеп, повышающий предел текучести металла. Пластические свойства металла резко снижаются, особенно у кипящей стали. Вызываемая наклепом неоднородность механических свойств сказывается отрицательно на статической прочности конструкции и при эксплуатации конструкции под переменными нагрузками. Технологические мероприятия по снижению остаточных сварочных напряжений и деформацийТехнологические мероприятия по снижению остаточных сварочных напряжений и формоизменения конструкций можно условно разделить на две группы: 1) не требующие дополнительных компенсационных воздействий, 2) связанные с дополнительными силовыми либо температурными воздействиями на конструкцию. Основное содержание мероприятий первой группы связано с рациональным выбором последовательности сборки и сварки конструкции, а также режимов сварки, обеспечивающих качественное формирование швов заданного сечения в сочетании,по возможности, с благоприятным влиянием на уровень остаточных напряжений и формоизменение конструкций. Такие мероприятия не требуют, как правило, дополнительных ресурсов. Мероприятия второй группы сопряжены с привлечением дополнительных силовых либо температурных воздействий, которые можно разделить на дополнительные воздействия перед сваркой, в процессе сварки и после сварки. С помощью этих мероприятий можно управлять уровнем остаточных напряжений и формоизменением конструкций в широких пределах, однако расходы на их реализацию могут в несколько раз превышать остальные расходы, связанные с изготовлением сварной конструкции. Поэтому в каждом конкретном случае выбор технологических мероприятий требует серьезного внимания при технологической подготовке производства. Дополнительный компенсационный нагрев (термическая правка) заключается в нагреве элемента со стороны выпуклости. Его преимущества следующие: невысокие энергетические затраты, высокая технологичность и управляемость процесса, широкие возможности для механизации и автоматизации. Обратный выгиб - эффективный метод для компенсации сварочных деформаций в конструкциях с относительно небольшой изгибной жесткостью, например, при аварке в тонкостенные оболочки различных фланцев, патрубков и т. п. Предварительный подогрев зоны сварки либо всего свариваемого узла является одним из распространенных способов снижения уровня остаточных напряжений. Однако предварительный равномерный подогрев обычно увеличивает размеры зоны пластических деформаций, т.е. объемы продольного и поперечного укорочения, и поэтому является неблагоприятным мероприятием с позиции формоизменения. Дополнительное охлаждение (технологически трудоемкое) свариваемого изделия, уменьшая продольную и поперечную усадку, способствует снижению сварочных деформаций, искажения размеров и формы изделия. Известны следующие способы уменьшения деформаций тонколистовых изделий:
Проковка сварных швов - это метод для уменьшения продольных и поперечных напряжений, а также для уменьшения продольной и поперечной усадки зоны сварного шва. В последние годы получила развитие проковка с помощью ультразвукового ударною инструмента, отличающаяся меньшими шумовыми эффектами по сравнению с ударным пневматическим инструментом и более высокими возможностями для управления. Сварка с силовым растяжением - метод снижения сварочных деформаций тонко- листовых конструкций, а также уровня остаточных напряжений. Он заслуживает особого внимания при сварке набора с полотнищем тонкостенных плоских конструкций из алюминиевых сплавов. Использование начальных растягивающих напряжений в полотнище и ребрах большой протяженности обеспечивает качественную сборку, отклонение от прямолинейности ребер и полотнища не более 0,5 мм на базе 2 м и зазоры в соединении не более 0,1 мм. При этом резко снижаются деформации бухтиноватности после приварки ребер к полотнищу. Существенный недостаток этого способа- необходимость в специальном оборудовании для нагружения свариваемых элементов. Правка сварных конструкций применяется, когда конструктивные и технологические мероприятия, описанные выше, не позволяют по тем или иным техническим или зкономическим причинам получить деформации в пределах допуска. Она заключается в пластическом удлинении волокон укороченных частей конструкции (обычно в зоне сварных соединений), либо укорочении волокон участков конструкции, имеющих излишнюю длину. Правку можно проводить холодным методом (механическим воздействием), тепловым и комбинированным методами (кратковременные нагревы с механическим воздействием). Холодный метод правки обычно используется для удлинения волокон зоны сварных соединений, а тепловой и комбинированный - для укорочения волокон основного металла с целью компенсации укорочения в зоне сварных соединений. Термическая обработка отпуском в зажимных приспособлениях позволяет одновременно устранять остаточные напряжения и деформации. С этой целью конструкцию обычно сваривают в жестком приспособлении, которое обеспечивает при сварке сохранение необходимых размеров и формы. Затем проводят термообработку конструкции отпуском вместе с приспособлением, в противном случае освобождение конструкции будет сопровождаться определенными упругими деформациями, которые в ряде случаев не соответствуют допускаемым. Рациональный режим отпуска следует назначить исходя из рекомендаций по релаксации напряжений для данного материала. Отпуск сварных конструкций - это наиболее распространенная операция для снижения остаточных сварочных напряжений и улучшения структуры и свойств металла с целью повышения эксплуатационных свойств сварных конструкций. Термообработка отпуском целесообразна для сварных конструкций, изготовление которых связано с последующей обработкой резанием и повышенными требованиями в отношении точности. Отпуск также необходим, если к сварной конструкции предъявляются повышенные требования стабильности формы и геометрических размеров при эксплуатационном нагружении. Кроме того, его назначают для повышения сопротивления хрупким разрушениям при низких температурах, стойкости против коррозионного растрескивания и для получения требуемых свойств. Большие затраты на отпуск крупных сварных конструкций, связанные с необходимостью оснащения предприятий соответствующими крупными печами, обусловливает применение в целом ряде случаев местного отпуска сварных конструкций, когда зона сварного шва нагревается до температуры отпуска с помощью различных местных (локальных) нагревательных устройств и достаточно медленно охлаждается. Эффективность такой термообработки в каждом конкретном случае существенно зависит от тщательности проведенной операции нагрева и охлаждения термообрабатываемой зоны, т.е. требует внимательного подхода к выбору устройств и режимов нагрева, а также соответствующего контроля за исполнением. Статическое нагружение силовой нагрузкой как метод снижения остаточных сварных напряжений известно достаточно давно. Сущность его заключается в том, что при силовом нагружении в результате взаимодействия остаточных напряжений с напряжением от внешней нагрузки появляются дополнительные пластические деформации, способствующие релаксации остаточных сварочных напряжений. При этом (в зависимости от знака и направления внешней нагрузки) релаксация остаточных напряжений происходит за счет либо уменьшения пластических деформаций укорочения, вызванных сваркой, либо пластического удлинения периферийных волокон. В реальных условиях многоосного напряженного состояния условия возникновения пластического течения и релаксации остаточных напряжений более сложны. Однако качественная картина остается подобной описанной выше. Основной недостаток этого метода- необходимость в достаточно сложном и громоздком оборудовании. Кроме того, при наличии существенных геометрических неоднородностей трудно добиться необходимого распределения внешних напряжений для эффективного снижения остаточных напряжений в различных участках конструкции. Импульсное и вибрационное нагружение находит в последние годы все большее распространение для снижения уровня остаточных сварочных напряжений. Механизм релаксации здесь во многом подобен механизму релаксации при статическом нагружении, однако эти способы часто более технологичны. Невысокая стоимость оборудования и возможность локальной обработки позволяет их использовать в достаточно общих условиях. Ряд рассмотренных технологических методов снижения остаточных напряжений и формоизменения конструкций (ультразвуковая ударная обработка, термический отпуск, статическое, импульсное и вибрационное натружение) применяются также для повышения сопротивления усталости сварных соединений. Читайте также:
|