Стержень электрода для сварки
Обновлено: 19.09.2024
Процесс сварки металлов стал одним из основных процессов при создании металлоконструкций, ремонте металлических деталей и прочих операциях. Это достаточно сложный технологический процесс, который требует наличия специального оборудования. Сварочные электроды являются при этом основным расходным материалом. С их помощью и создается шов, который соединяет части металла, образуя неразъемное соединенные. Они расплавляются, образуя молекулярную взаимосвязь одной части с другой, поэтому, для каждой операции нужно подбирать свою разновидность, отвечающую нужным технологическим параметрам.
Сварочные электроды могут пригодиться как в промышленности, так и в частной сфере. Существует масса аппаратов для домашнего использования, причем сами расходные материалы используются в обоих случаях одинаковые, главное правильно их выбирать. Эти вещи используются для:
- Соединения отдельных металлических деталей;
- Ремонта оборудования;
- Заваривания трещин;
- Наплавки металла на износившиеся части;
- Резки металла.
В зависимости от того для чего нужны электроды, они могут отличаться по толщине, материалу изготовления, покрытию и другим параметрам.

Благодаря тому, что сейчас производится огромная масса их разновидностей, единую классификацию сделать достаточно сложно, поэтому, можно вывести основные параметры, по которым и определяют отличия. Стоит отдельно выделить:
- неметаллические, к которым относятся только неплавкие электроды из угля или графита;
- Металлические неплавящиеся, такие как итророванные, лантанированные, торированные и самые распространенные – вольфрамовые;
- Металлические плавящиеся без покрытия, которые зачастую выглядят как обыкновенная длинная проволока, сейчас применяются редко и в основном для сварки в защитных газах, которые и компенсируют недостаток покрытия;
- Металлические плавящиеся с покрытием – самый распространенный тип. Сюда относятся чугунные, стальные, медные, бронзовые, алюминиевые, нержавеющие и прочие сварочные электроды.
Стальные являются особенно большим ответвлением, благодаря наличию множества подвидов с разнообразными легирующими свойствами. По распространенности с ними могут сравниться только чугунные, у которых не так много видов, но которые широко используются в промышленности. Среди видов покрытия также имеется большое разнообразие, так что все это заслуживает отдельной квалификации.

Виды сварочных электродов
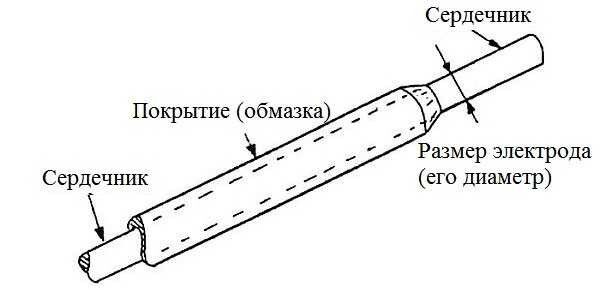
Устройство сварочного электродаНесмотря на то, что область применения сварочных электродов может быть различной, их устройство практически всегда одинаковое. Все они состоят из таких основных элементов как:
- Стержень (металлический или неметаллический);
- Покрытие (в редких случаях может отсутствовать);
- Контактный торец без покрытия.
Стержень является основной частью, которая обеспечивает дополнительный металл, что нужен для соединения отдельных частей. При воздействии высокой температуры он расплавляется, заполняя собой емкость сварочной ванны. Чем больше его состав соответствует тому, с металлом которого его используют, тем выше качества шва.
Покрытие создает защитную среду во время сварки. Благодаря этому в ванну не попадают лишние предметы. Подбор покрытия также зависит от условий сварки и материала, с которым будет вестись работа, так что к выбору стоит отнестись очень ответственно.
Контактный торец служит для зажигания дуги, поэтому он и не имеет покрытия. Допускается небольшое откалывание частей покрытия на этом участке, так как это одно из самых уязвимых мест.
Устройство сварочного электрода
Принцип работы электрода для сваркиСварочные электроды зажигаются с контактного конца, где появляется электрическая дуга, расплавляющая под действием высокой температуры сам стержень, а также окружающее его пространство в металлических заготовках. Таким образом, в месте образования электрической дуги образуется ванна из расплавленного металла. Чтобы сделать шов и соединить две части заготовки, сварщик должен перемещать спиралевидными движениями, для лучшей связи вещества, ванну по контуру, где должен проходить шов. Благодаря этому, пик температуры будет смещаться, расплавляя еще несоединенные элементы, а то место, где уже ванна бала заполнена металлом, остывает, образуя неразъемное соединения.
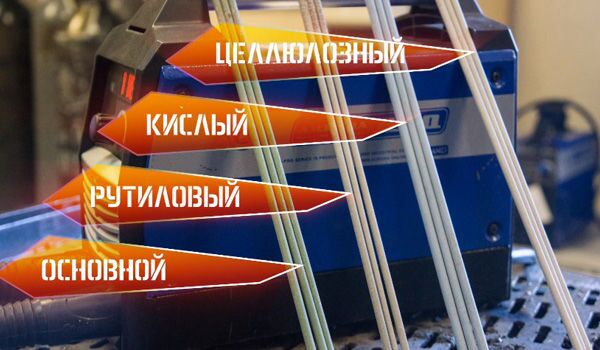
ПокрытияЭлектроды для сварки имеют несколько видов покрытий, отличающиеся по своему составу и свойствам. Основными из них являются:
- Кислое, состоящее из оксида железа, марганца и кремния. При использовании его на металле могут образовываться трещины, когда тот находится в горячем состоянии. При этом шов будет защищен от образования пор, что иногда является более важным моментом. Они хорошо работают даже на ржавом металле.
- Рутиловое, состоящее из диоксида титана, или рутилового концентрата. В данном случае образование трещин становится еще более вероятным. Металл при сварке практически не разбрызгивается и полностью входит в шов. Здесь также нет проблем с образовавшейся ржавчиной, так как она не влияет на образование шва.
- Ильменитовое, свойства которого являются средним значением между рутиловым и кислым.
- Основное, состоящее из карбонатов и фтористых соединений. Это покрытие придает пластичности металлу, а также делает его вязким при механических ударах. Шов получается стойкий к появлению трещин, но если на поверхности будет ржавчина и прочие посторонние предметы, то внутри могут появляться поры и прочие негативные элементы.
- Целлюлозное, в состав которого входит до 50% органических элементов, что обеспечивает высокое содержание водорода. Валик шва получается достаточно плотным, что отлично подходит для проведения вертикальной сварки.
Покрытие электродов для сварки
Сварочные электроды-маркировка и значениеВсе сварочные электроды имеют свою особую маркировку. За буквами и цифрами скрываются свойства материала, что помогает определиться с выбором и понять, какие именно материалы перед вами находятся. Понять принцип легче всего на примере. Сварочные электроды с маркировкой Э46-ЛЭ3АНО-21-УД Е 43 1(3) РЦ-13 означают, что:
- Э-46 – тип изделия. В данном случае предназначается для сварки низкоуглеродистых и углеродистых сталей. Предел прочности при разрыве равняется 46 кгс/мм 2 .
- ЛЭ3АНО-21 – марка электрода.
- У – назначение. Используется для сварки низкоуглеродистых и углеродистых сталей пределом прочности на растяжение до 588 МПа (60 кгс/мм 2 ).
- Д – коэффициент толщины покрытия. Толстое 1,45-1,8.
- Е – обозначение наличия покрытия.
- 43 – предел прочности во время растяжения, который здесь достигает 430 МПа (44 кгс/мм 2 ).
- 1 – удлинение относительное – 20%.
- (3) – минимальное значение температуры, которая еще может оставлять вязкость металла в 34 Дж/см 2 , в данном случае – 20 градусов Цельсия.
- РЦ – целлюлозное покрытие.
- 1 – предназначается для всех положений;
- 3 – можно варить постоянным током обратной полярности и переменным. Холостой ход трансформатора около 50 В.
Сварочные электроды во всем своем разнообразии представлены на рынке очень широко, так что трудно порой сделать правильный выбор. Следует обозначить главные критерии, на которые стоит обращать внимание. В первую очередь это материал. Ведь материал электрода должен полностью соответствовать тому, с чем он сваривается. Теоретически сварить чугун электродом из нержавеющей стали, а также наоборот, вполне возможно, но высоким качеством это все не будет отличаться. Чем большая идентичность материала, тем лучше будет держаться шов.
Толщина электрода определяется оборудованием, на котором будут вестись работа, а также глубиной пролегания шва. Дело в том, что современные компактные аппараты могут работать, в среднем, с электродами толщиной до 3 мм. Поэтому, покупать более крупные не имеет смысла. Для промышленных аппаратов нет таких ограничений и они могут работать со всеми параметрами. Чем глубже нужно сделать шов, тем большей толщиной должен обладать электрод.
Сварочные электроды еще отличаются по сфере применения. Ведь есть не только стандартные плавкие, но и неплавкие, которые используются для резки металлов. Отдельным видом являются материалы для наплавки, что заполняют недостаток металла в различных частях машин. Твердосплавные электроды для наплавки также подбираются по материалу, для максимального соответствия.
Из чего состоит сварочный электрод
Сварочные электроды являются основным расходным материалом, который используется для сварки. Существует масса разновидностей этих изделий, которые насчитывают более двухсот штук. Они отличаются по следующим параметрам:
- Материалу, из которого изготавливается стержень;
- Покрытию, которое обволакивает стержень;
- Толщине;
- Длине;
- Сфере применения.
Материал, из этого состоит изделие, служит для образования шва. Но он состоит не только из одного вида металла, поэтому, перед выбором нужно определиться из чего состоит электрод, чтобы знать, на что обращать внимание. От правильности выбора зависит успех сваривания, примерно на столько же, насколько и от мастерства сварщика.

Принцип работы электрода заключается в следующем. Его помещают одним концом в электрододержатель, который является одним из контактов сети, которая идет от трансформатора. Второй контакт цепи закрепляется на свариваемой детали или сварочном столе, который также является токопроводящим. Когда электрод соприкасается с деталью, то цепь замыкается. Сварщик поддерживает его в слегка приподнятом от поверхности состоянии, чтобы замыкание было не полным, иначе электрод залипает и трансформатор может сгореть. Поэтому, создаются условия, чтобы образовывалась электрическая дуга. На качество работы влияет и материал из чего сделаны электроды для сварки, так как от этого зависит надежность эксплуатации шва.
В большинстве случаев электрическая дуга является негативным явлением, но при сварке помогает расплавлять металл, преобразуя электрическую энергию в тепловую. Расплавленный металл будет заделывать трещины, сваривать две детали и прочие сварочные процедуры. Практически каждый электрод имеет защитное покрытие, которое придает ему некоторые дополнительные свойства, в зависимости от состава, а также защищает сварочную ванну от постороннего воздействия и попадания лишних предметов, не говоря уже об улучшении свойств плавления.
Конструктивные особенности различных типовЭлектроды различаются по типу своего применения, так как от этого зависят все их характеристики. От этого же зависит и из чего делают электроды для сварки, так как его материал должен полностью совпадать с материалом заготовки. Встречаются модели из:
- Алюминия;
- Чугуна;
- Стали различных сортов, в том числе и нержавеющей;
- Вольфрама, которые относятся к неплавящимся;
- Медные.

Применение электродов для различных материалов
В чистом виде металл очень редко используется и практически в каждом случае состав электрода для сварки может иметь свои легирующие примеси, создающие нужные свойства электрода. На конструкцию это мало чем влияет, помимо длинны и толщины, что уже больше зависит от того, где их будут применять.
Характеристики элементов электродаУстройство электрода для сварки является предельно простым, так как он состоит из таких элементов как:
- Стержень;
- Покрытие;
- Контактные торец, не имеющий покрытия.
Разобравшись, из чего состоит сварочный электрод, можно более подробно рассмотреть характеристики, ведь у каждого из этих элементов имеются свои особенности, которые влияют на сферу его применения и качество сварки.
Стержень является тем элементом, из которого получается сварочный шов, так как именно он расплавляется от дуги и заполняет ванну. Толщина стержня влияет на глубину, на которую будет залегать шов, а соответственно и на величину ванны. Длина электрода помогает более длительное время вести шов непрерывно, что оказывается очень важным для ответственных объектов, так как каждое прерывание ухудшает общее качество. Материал стержня может считаться основной характеристикой, так как он должен соответствовать тому, что именно будет свариваться.
Покрытие служит для поддержания стабильного горения дуги. Встречаются такие типы как:
- С кислым покрытием – куда входит оксид железа, кремния и марганца. Металл на шве в данном случае имеет предрасположенность к образованию трещин в горячем состоянии, но в них не образуются поры, даже если на поверхности имеется ржавчина.
- С рутиловым покрытием – в основу которых входит диоксид титана, или как его еще называют, рутиловый концентрат. Вероятность образования трещин здесь еще выше, чем у варианта с кислым покрытием, но итоговый результат шва относится к спокойным сталям. Во время сварки металл практически не разбрызгивается и нет проблем от ржавчины на поверхности.
- С ильменитовым покрытием – имеют свойства средние, между кислым и рутиловым.
- С основным покрытием – куда входят фтористые соединения и карбонаты. После остывания металл шва получается весьма пластичным и вязкий при механических ударах. У него высокая стойкость при образовании трещин, но при наличии ржавчины на поверхности получается высокая вероятность образования пор.
- С целлюлозным покрытием – в этом случае в его составе будет около 50% органических составляющих. Это приводит к повышенному содержанию водорода. Для данного типа характерно образование ровного и плотного валика, что облегчает создание вертикальных швов.
Виды покрытий электродов для сварки
Выбор электрода для сваркиВыбор электрода является ответственным делом, так как здесь нужно учесть:
Размеры электродов для сварки
Среди всего разнообразия электродов, которые можно встретить на современном рынке, отличия встречаются не только в различных марках, предназначенных для каждого вида металла, но и в размерах изделий. Практически все сварочные электроды, которые активно используются для промышленных и частных целей выпускаются в нескольких вариантах. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.

Сварочные электроды подходящей длины
При выборе расходного материала диаметр стержня электрода становится одним из определяющих параметров. Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Если диаметр сварочных электродов окажется выше, чем толщина заготовки, то он может перепалить его. Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Длина электрода для сварки оказывает не столь важное значение, но все же имеет свой вес. Она напрямую зависит от толщины в прямо пропорциональной зависимости. Зачастую сварщики предпочитают, чтобы она была как можно больше, так как тогда меньше нужно прерываться во время работы и длинные швы можно сделать беспрерывными. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Размеры видов электродов от различных производителейПроизводители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
Маркировка электродов для ручной дуговой сварки: расшифровка

Для работы с ручными сварочными аппаратами нужны электроды. Знания об электродуговых аппаратах, маркировке материалов и других особенностях выполнения работ пригодятся как новичку, так и опытному мастеру. Электроды считаются немного сложными для изучения. С целью облегчения образовательного процесса придумана специальная классификация.
Назначение и состав электродов
Сегодня электроды можно выбирать под разные задачи. Учитываются при подборе:
- вид свариваемой конструкции;
- особенности шва;
- материал;
- другие вспомогательные параметры.
Видео описание
Расшифровка обозначений электродов.
Ниже расскажем о классификации электродных элементов, их назначении и свойствах.
Предназначение металлического стержня - наплавление свариваемого материала на конкретное место, где производится соединение заготовки. Основная часть электрода служит для проведения через себя тока. Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Из чего состоит плавящийся электрод
Сварочный электрод имеет простое строение. Главная его составляющая – стержень, с наружной стороны сделано специальное покрытие. Конец, который плавится и контактирует со свариваемым материалом, сделан без обмазки.
Тип стержней и расшифровка маркировки электродов
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.
- А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.
Сварочные стержни: виды и характеристики
Для работы с армированными изделиями, нужны стержни, имеющие кодировку «Э» и коды твердости, указанные цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
В том случае, когда нужно соединить стойкие к термическому воздействию виды стальных изделий, пользуются расходниками с кодировкой Э-09 и Э-10. Для сварки высоколегированного металла подходят много видов электродов, их число больше 40. Чаще остальных выбирают: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НМФ.
Для соединения материалов с заранее известными характеристиками используются электроды: Э-10Г2, Э-12Г4, Э-10Г3, Э-16Г2ХМ, Э-15Г5, Э-30Г2ХМ, общее число видов – 38.
Как распознать тип электродов и понять для чего они применяются?!
Расшифровка сварочных электродов
В показательном примере есть кодировка УОНИ – 13/55, которая характеризует марку электрода. Она подробно раскрыта в разделе ГОСТа. Иногда встречается запатентованное производителем обозначение. Таким способом промаркирована продукция группы «ОК» от производственного бренда ESAB.
Диаметр стержня
При расшифровке маркировки электродов можно встретить цифровые обозначения, показывающие сечение расходника в мм. В указанном образце данный параметр – 5 мм. Ориентируясь на это значение, надо знать важное обстоятельство: чем больше толщина свариваемого материала, тем выше должен быть и это параметр.
Назначение
В показательном образце буква «У», размещенная практически в конце маркировки, говорит о выборе расходника, подходящего для сварочных работ с конструкциями из неармированного стального сырья, имеющего предельную величину по твердости около 60 кгс на 1 мм2. Когда необходимо работать с металлической продукцией с иными параметрами, то надо использовать иные символы, например, «Л». Другие литера:
- «В» используется для сварочных работ на заготовках, характеризующихся необычными качествами.
- «Н» - для наплавления.
Буква «Т» указывает на то, что стержни подходят для сваривания теплоустойчивых металлических изделий.
Параметр плотности покрытия
Следующий после У – буквенный код Д, расположенный в показательном образце, указывает насколько толстым сделан обмазочный слой. В нашем случае эта прослойка имеет достаточно большую толщину. Кроме Д, электроды имеют и прочие буквы: «М» - несильно толстая поверхность, ближе к тонкому, «С» - средней величины, «Г» - внушительная толщина.

Группировка индексов
Незнание принципа расшифровки всех электродов часто становится препятствием в работе для непрофессионалов. Маркировка действительно сложная, поскольку много кодов предоставляют информацию одновременно. Важно знать то, что аналогичная комбинация цифр присутствует на упаковке электродов, которые предназначены для сварки заготовок из высоколегированной стали.
Перейдем к расшифровке следующих символов, которые обозначают:
- 5 – стойкость стыка к коррозионному разрушению;
- 1 – температура по максимальному значению.
В данном случае это рабочий параметр. Именно для показа предельного значения указывается прочность стыка при сильном нагреве.
- 4 – температурная величина стыка (рабочая);
- (4) – число ферритовой стадии в стыке.
Здесь заложен принцип прямолинейной взаимозависимости: чем числовая величина больше в маркировке, тем более значимый действительный параметр. На рисунке показаны в табличном виде зависимые факторы.
Стержни, предназначенные для наплавки, содержат большой блок индексных групп. К привычной комбинации, которая состоит из трех - четырех цифровых кодов через (/) добавляется сочетание символов, разделенных друг от друга чертой. Например: Е200/22-1. Первый код 200/22 дает информацию о крепости заготовки, по ним допускается проводить сварку по наплавлению. Другая цифра (1) – прочность металла, которая создается без воздействия повышенных температур. При замене в маркировке цифры 1 на код 2 означает, что твердость получится создать лишь после обработки изделия при повышенной температуре.
Специфические коды
Существует одна разновидность зарубежной маркировки. Она входит в группировку индексов, однако располагается отдельно, показывает вид стержней. В нашем примере код «Е» – плавящийся материал, имеющий покрытие.

Разновидности покрытия
В маркировке стержней данный код расположен в конце строки. Это параметр показан знаком, означающим:
- «А» - кислотные;
- «Б» - имеющие основное покрытие;
- «Р» - поверхность из минерала рутила;
- «Ц» - целлюлозной обмазкой;
- «П» - другое.
Частенько попадаются комбинации различных букв. Говорит о том, что это комбинированное покрытие. Прочие кодировки расшифровываются таким образом:
- «РЦ» - минерал (рутил) и целлюлоза.
- «Ж» - содержится в составе добавка в виде порошка желтоватого оттенка.
Если комбинация из 2-х кодов – «БЖ», то показывает, что в главное покрытие добавлено порошковое вещество желтого цвета.
Положение в пространстве
Сварочные стержни разделяются на определенные виды. Конкретный из них используется для сварки в собственной позиции в пространстве. В показательном образце предпоследний цифровой код 2 означает, что с электродом можно использовать в любом положении, кроме как по вертикали.
- «1» универсальность;
- «3» допускается сваривать на заготовке по вертикали, если удерживать стержень по горизонтали;
- «4» сварка нижних углов изделий.
Таким способом маркируются как отечественные электроды, так и зарубежные.
Параметры сварочного тока
Знаки можно встретить не всегда, особенно при применении переменного тока. В нашем примере последняя цифра «0» означает, что допускается работать на постоянном значении тока, только при условии обратной полярности.

Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.
- Заводы класса «импорт».
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
Современное предприятие, производящее широкий диапазон продукции с покрытием.
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Расшифровка сварочных электродов.
Какие стержни подходят для сварочных работ в быту
Видео, где представлена полная информация о подборе расходников для начинающих сварщиков:
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.

Заключение
Маркировка электродов важна для понимания их назначения и правильного выбора стержней для сварки. Они разные, зависят от заготовки. Несмотря на сложность, разобраться в них можно. Надеемся, что информация данной статьи в этом вам поможет.
Какие электроды лучше использовать для инверторной сварки – как выбрать по диаметру, покрытию, назначению, ТОП лучших электродов, советы для начинающих

Электросварка с помощью инверторного аппарата прочно вошла в сферу долговечного скрепления металлоконструкций. Однако применение такого оборудования подразумевает использование специальных электродов. Разберем подробно, какие электроды лучше использовать для инверторной сварки, как правильно их выбрать с учетом назначения, типа покрытия, диаметра и других параметров, какие факторы в первую очередь влияют на качество сварного соединения данным способом, как выглядит ТОП лучших электродов, а также что нужно учитывать начинающему сварщику.
Особенности инверторной сварки
Инверторные сварочные аппараты широко распространены и востребованы как в среде профессионалов, так и у кустарщиков, так и у новичков. Все дело в универсальности характеристик выдаваемого тока (постоянного и переменного), компактности и мобильности оборудования. При этом существуют модели, подключаемые и к двум, и к трем фазам.
Чтобы получить представление о том, какие преимущества дает сварка с данным типом аппарата, прежде всего нужно знать, что такое сварочные электроды для инвертора, как выбрать необходимую их модификацию для конкретного случая применения. Универсальность технологии позволяет использовать любые виды электродов с покрытием. Однако для различных условий требуются определенные типы покрытия, диаметр и характеристики тока.
В целом, новички предпочитают инверторную сварку аналогам с выпрямителями или трансформаторами по причине доступности технологии, понятности и быстроты освоения техники, кустарей – привлекает доступность широкого спектра разнообразных сварочных работ, профессионалы – отдают предпочтение в силу надежности, стабильности и долговечности соединительного шва.
Полезная информация! Только на первый взгляд может показаться, что электроды – неприхотливый в хранении расходный материал. В действительности от того, насколько строго соблюдались условия их содержания, будет зависеть качество сварочных работ. Например, согласно требованиям Государственного стандарта, температура окружающей среды в помещении для длительного их хранения не должна опускаться ниже 15 о С.
Электрод, свойства, назначение
Сварочный электрод – это отрезок металлического стержня, покрытого протекционным слоем. Когда возникает вопрос, как выбрать электроды для сварки, в первую очередь рассматривается его тип, материал сердечника и покрытия. По первому признаку они разделяются на две категории:
- Подверженные расплавлению в ходе сварочных работ. Изготавливаются из специальной проволоки. Применяются для цветных и стальных сплавов от малой до средней глубины шва.
- Не плавящиеся. Это углеродные, графитовые или вольфрамовые электроды. Предназначается для сварки титана, алюминия, магния, меди и др. металлов. Применяются в газодуговой технологии.
Современные широкодоступные лучшие электроды для инверторной сварки относятся прежде всего к первой категории. Процесс сварочной технологии характеризуется расплавлением как материала самого сердечника, так и его покрытия под действием высокотемпературной плазменной дуги. Образуемые в результате испарения обмазки газы препятствуют окислению раскаленного металла и способствуют образованию качественного долговечного сварного шва с поверхностной защитной пленкой.
Обратите внимание! Степень увлажненности материала покрытия имеет первостепенное значение для процесса сварки. Сырые электроды будут плохо зажигаться. В результате шов будет неравномерным и некачественным. Не улучшит их состояние даже сушка в специальных условиях. Единственное средство для сохранения их в первоначально сухом состоянии – это надежная герметичная упаковка.

Критерии выбора электрода
Подробное рассмотрение основных технических характеристик, позволяет решить вопрос о том, как выбрать электроды для сварки инвертором. Это прежде всего следующий ряд важных параметров:
- Вид свариваемого материала.
- Разновидность поверхностного нанесения.
- Диаметр.
Разберем их более детально.
Разновидность металла
Первое, с чем сталкивается сварщик при подборе расходных материалов, это решение вопроса о том, какие лучше всего подходят электроды для инвертора – как выбрать их, исходя из типа металла, который необходимо заварить. Согласно номенклатуре Государственного стандарта, по данной характеристике они делятся на следующие категории:
- Стальные сплавы с высоким содержанием углерода и низколегированные.
- Теплоустойчивая легированная сталь.
- Сталь, высоколегированная со специфическими свойствами.
- Создание поверхностного слоя путем электродуговой наплавки.
- Чугун (сварные и наплавные работы).
- Медь, алюминий и их сплавы.
- Универсальные – для обработки сплавов неопределенного состава.
Рекомендация! Подбор электрода по применению, то есть типу свариваемого материала, позволяет избежать грубых ошибок. К примеру, если выполнить сварку деталей из нержавейки с помощью варианта для черных металлов, впоследствии шов будет разрушаться под действием коррозионных процессов.

По типу вещества, покрывающего металлический сердечник, электроды разделяются на 5 видов:
- Основные.
- Рутиловые.
- Целлюлозные.
- Кислые.
- Смешанные.
Наиболее востребованными из них являются первые два. Требования к сварному шву по прочности на разрыв, ударная вязкость, максимальная текучесть и другие характеристики определяют, какие электроды лучше для сварки. Основные, также как и целлюлозные, применяются только на постоянном токе и в местах, где шов подвергается особым воздействиям.
Поэтому он должен быть прочным, одновременно эластичным и стойким к ударам, выдерживать перепады температуры и не подвергаться коррозии. Электроды подобного типа в ходе изготовления прокаливаются. При этом металлические изделия, подвергающиеся свариванию с их помощью, обязательно защищаются от следов ржавчины, пыли и загрязнений.
Рутиловые и кислые покрытия одинаково эффективно работают и на постоянном, и на переменном токе. Они обеспечивают качественный шов даже если заготовки будут окислены или покрыты ржавчиной. Другой важной их особенностью является легкий розжиг и образование малого остатка при горении – даже при холостом значении напряжения.
Расходники такого типа часто рекомендуются для работы начинающим сварщикам. Однако кислое покрытие достаточно ядовито. Работать с ними можно либо на улице, либо в помещении при хорошем проветривании или вентиляции. В тоже время, рутиловые аналоги нетоксичны и рекомендованы для работы в замкнутых помещениях и плохо доступных местах.
Диаметр
Выбор электродов для сварки инвертором по диаметру определяется толщиной обрабатываемой заготовки по следующей закономерности:
| Диаметр Электрода (мм) | Толщина заготовки (мм) |
| До 2 | До 2 |
| 2-3 | 3 |
| 3-4 | 4-5 |
| 4-5 | 6-12 |
| 5-6 | Свыше 12 |
Чем толще слой свариваемого металла, тем больше должен быть по диаметру электрод, и тем выше должно быть значение силы тока, выдаваемой сварочным оборудованием. К примеру, если для 2-миллиметрового экземпляра достаточно в среднем 50 А, то для 3-мм-го понадобятся уже 80 А, а для 4-мм-го – порядка 120-140 А и т. д. Как правило, задаваемые электротехнические параметры указаны на заводской упаковке изделия.
Полезная информация! На каждый 1 мм диаметра сердечника в среднем прибавляется по 25-40 А. Эта величина прибавки силы тока аппарата во многом зависит от техники сварки. При безотрывном способе его значение минимально, а при отрывном – максимально.
Факторы, определяющие качество соединения
Для создания качественного сварного соединения недостаточно знать, чем различаются электроды для сварки инвертором, какие лучше выбрать для конкретных условий применения. Необходимо также иметь представление о том, что влияет на результат сварных работ. Это в первую очередь следующий ряд факторов:
- Профессионализм сварщика.
- Техническое состояние расходников.
- Исправность аппарата.
Первый фактор является основным и определяющим. Так как неумелый и неопытный специалист не сможет сделать качественного соединения даже при соблюдении всех правил подбора условий, подготовки материалов и расходников. Профессиональный сварщик должен иметь достаточный опыт работы с разными электродами, материалами, типами швов, чтобы выполнить по-настоящему качественное соединение.
Сами применяемые электроды должны находиться в исправном состоянии – без сколов покрытия и не увлажненными. По умолчанию, они должны быть правильно подобраны по диаметру, виду обмазки и материалу свариваемых заготовок. Кроме того, оборудование должно быть полностью исправным. В противном случае если аппарат не будет работать стабильно, качество созданного шва будет оставлять желать лучше, и ход работы не будет отвечать технологическим требованиям из-за постоянного залипания.

Рекомендации сварщикам-новичкам
Для того чтобы стать профессиональным сварщиком, а также чтобы провести подсобно-сварные работы в быту, недостаточно просто знать, какие электроды выбрать для начинающих. Нужно также иметь общее представление о данной сфере и действующих в ней следующих правилах:
- Начинать осваивать сварочные работы необходимо с рутиловых электродов. Они не выделяют вредных газов при работе, идеально легко зажигаются, хорошо функционируют при дуге средней интенсивности и предоставляют возможность беспрепятственно контролировать и наблюдать за сварочной ванной.
- Правильно задавать электропараметры аппарата – прежде всего полярность и значение силы тока. Например, при постоянном токе и прямой полярности заготовка должна подключаться к плюсовой клемме, электрод – к отрицательной. При обратно направленной полярности – наоборот. Сила тока должна соответствовать требованиям производителя.
- Пред началом проведения основных работ необходимо потратить время и набить руку в тренировке на ненужных отрезках из металла, аналогичного по типу заготовке.
- Лучший способ улучшить качество работ – регулярно повышать опыт с разными расходниками и материалами, проходить профессиональные курсы и проч.
Совет! Электросварочные мероприятия несут потенциальную угрозу как самому сварщику, так и окружающим. Поэтому проводить их необходимо с соблюдением техники безопасности и в защитной спецодежде.
Видеоролик о правильном выборе электродов для инвертора:
ТОП лучших электродов
Оптимальное решение вопроса о том, какие электроды лучше для инвертора – Ресанта 220 В модели МР-3. Благодаря рутиловому покрытию обеспечивается стабильность дуги, легкий розжиг, минимальное разбрызгивание, прочность и не подверженность шва разрушению микропорами и трещинами. Как правило, такой расходник применяется для обычных сталей толщиной 3-4 мм.
В категории самых широко востребованных электродов с основным покрытием лидируют следующие экземпляры:
- ESAB УОНИИ 13/55. Применяются для сварки стальных деталей из низколегированных и низкоуглеродистых сплавов. Поперечник сердечника варьируется от 2 до 5 мм, что позволяет соединять заготовки до 8 мм толщиной.
- Lincoln Electric УОНИ 13/55. Электроды с максимальной эксплуатационной нагрузкой. Диаметр 4 мм. Способны сваривать при низкой температуре – до -40 град. и высокой влажности воздуха. Предназначены для легированных, углеродистых и арматурных сталей.
- PlasmaTec Monolith ЦЧ-4. Применяется преимущественно для тонколистового материала, например, для различных емкостей и трубопроводов. При диаметре сердечника 3 мм обеспечивает качественный аккуратный шов.
Смотрите на видео тестирование электродов для инвертора:
В категории рутиловых электродов в списке лидеров выделяются:
- Wester МР-3. Поперечник 3 мм. Применяется для стали с низким включением в составе углерода. Варит даже на грязной и ржавой поверхности.
- Quattro Elementi 770-414. Вольфрамовый стержень поперечником 2 мм. Предназначается для сварки тонкого металла, например, для ремонта автокузовов.
- СВЭЛ МР-3C. Сердечник диаметром 3 мм. Предназначается для сварки деталей толщиной до 4 мм в плохо доступных областях.
Совет! Подключать «+» и «-» можно по-разному – тот и другой к детали или электроду. Различие в том, что направление потока электронов всегда идет от минусового края к плюсовому. Поэтому тот, который подсоединен к положительному полюсу, будет нагреваться. Это правило актуально, когда массивность заготовки и электрода сильно разнится. Например, если лист толщиной 2 мм сваривается 4 мм электродом, то он может просто прогореть. Поэтому «+» лучше подключать к инструменту. С другой стороны, если толщина заготовки будет 5 мм и больше, то наоборот. Так как прогрев массы детали усилится и шов получится более глубоким и прочным.
Видео о выборе электродов и параметров для инвертора:

Коротко о главном
Инверторная сварка отличается стабильностью, надежностью и легкостью в освоении технологии. Поэтому она востребована как у начинающих, так и у профессионалов. В решении же вопроса о том, какой электрод выбрать для сварки инвертором, в первую очередь учитываются его технические характеристики:
- Разновидность свариваемого металла.
- Вид покрытия.
- Диаметр.
По типу поверхности электроды бывают основными, рутиловыми, целлюлозными, кислыми и смешанными. Чаще всего применяются первые две разновидности. По диаметру электроды должны быть тем больше, чем больше в толщину свариваемые заготовки. Качество шва зависит не только от правильности подбора по условиям и параметрам расходников и материалов, но также от профессионализма сварщика.
Читайте также: