Сварка алюминия флюсовой проволокой
Обновлено: 20.09.2024
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
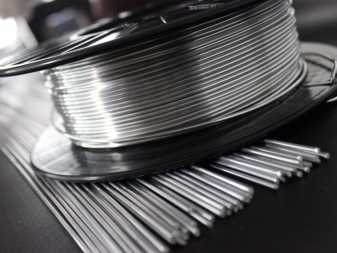
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Как варить алюминий полуавтоматом? Технология сварки с использованием защитного газа и присадочного материала
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.

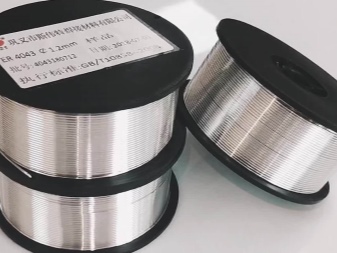
Катушка алюминиевой сварочной проволоки
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.
Подготовка материала к сварке
Перед процессом нужно сделать следующее:
- отшлифовать поверхность;
- убрать налёт и оксидную плёнку: щётками, специальными машинками или флюсами;
- обезжирить поверхность ацетоном;
- расшить кромки (если толщина заготовки более 5 мм);
- края деталей обрезать под углом 30-45 градусов и обработать флюсом;
- чтобы детали не деформировались, их нужно заранее подогреть.
Технология сварки алюминия полуавтоматом
Соблюдаются следующие условия:
- Проволоку нужно подавать плавно, всегда впереди горелки.
- Горелку двигать всегда вдоль шва.
- Скорость работы – максимальная.
- Если при работе используются тонкие пластинки металла, нужно подложить под него нержавейку, чтобы не прожечь.
- Важно учитывать усадку металла: коэффициент его расширения выше, чем у других.
- Необходимо как можно точнее выставить параметры аппарата и скорость подачи присадочного материала.
- Использовать защитный газ – аргон или смесь аргона и гелия.
- После работы подождать, пока металл остынет и проверить качество соединения с помощью керосина.
- Обработать шов и придать ему эстетический вид.
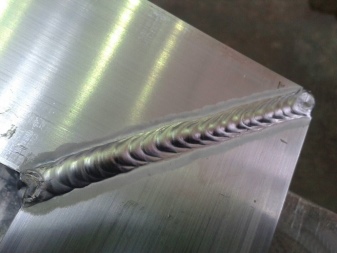
Схема сварки алюминия полуавтоматом
Особенности сварки алюминия и сплавов на его основе
Конструкции чаще всего изготавливают из 99% алюминия, сплавов алюминиево-магниевых, где количество магния находится в пределах 4,8 ÷ 6,0% (остальное алюминий) и алюминиево-кремниевых (5,0 % кремния, остальное алюминий). Эти материалы характеризуются уникальными свойствами:
- небольшим весом (до 3 раз ниже, чем у стали и до 7 — у железобетона);
- коррозионной стойкостью;
- высокими прочностными характеристиками;
- не теряют своих качеств при температуре от минус 80 до 300 0С;
- соединяются всеми известными способами (механическими, с помощью пайки, сварки);
- не реагируют на воздействие большинства кислот, масел, газов, ультрафиолета;
- не теряют своих качеств в во взрывоопасных зонах и агрессивных средах;
- полируются;
- окрашиваются (анодируются);
- длительностью эксплуатации (более 80 лет).
Что нужно для сварки алюминия полуавтоматом знать сварщику? Во-первых, он должен знать какие факторы затрудняют процесс соединения деталей, во-вторых, уметь выбрать полуавтомат сварочный по алюминию и, в третьих, знать технологию проведения сварочных работ, обеспечивающую качество.
Сложность сварки сплавов на основе алюминия вытекают из физико-химических свойств, присущих этому материалу. К ним относят:
- температуру плавления;
- теплопроводность;
- электропроводность;
- текучесть;
- взаимодействие с кислородом;
- склонность к усадке;
- не возможность по внешнему виду определить процесс расплавления (цвет почти не меняется);
- количество магния в сплаве (чем больше, тем хуже свариваются детали).
Из-за наличия на поверхности оксидной пленки температура плавления у материала разная — у самого металла она составляет 660 0С, а у пленки она может доходить до 2200 0С. Происходит это в результате активного взаимодействия алюминия с кислородом воздуха. В дальнейшем она служит защитой от дальнейших окислительных процессов.
Прежде чем сваривать детали, необходимо удалить с поверхности в месте соединения эту тугоплавкую пленку. Избавиться от нее можно следующими способами:
- механическим (зачистка металлической щеткой, шлифовальной машинкой, напильником);
- химическим (травлением с помощью специальных растворов, флюсов);
- пробиванием электроимпульсом (полуавтомат должен иметь специальный режим).
Полуавтомат сварочный для алюминия должен работать на токах в диапазоне 50 ÷ 450 А. Выбор силы тока, как и напряжения, зависит от толщины заготовок и марки сплава.
Из-за повышенной теплопроводности материала он теряет прочность при нагревании, что может привести к такому дефекту, как прожог. И тут важно правильно подобрать температуру ведения сварки и длину дуги. Это зависит от толщины свариваемых деталей, их положения в пространстве, марки, Ø присадочной проволоки или электрода. В процессе сварки необходимо применять теплоотводящие подкладки (из керамики или металла), включая водоохлаждаемого типа.
Обратите внимание! Толстые детали должны перед сваркой обязательно прогреваться горелкой или в печах до необходимой температуры (зависит от марки алюминиевого сплава, но как правило не превышает 110 0С ).











Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат – высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.
Виды и правила применения
Данный продукт делят на две основные категории, согласно области применения:
- Для работ по холодной высадке. Производство продукции выполняется с соблюдением требований межгосударственных стандартов ГОСТ. Кроме того, данную проволоку используют в производстве кабельно-проводниковой продукции, систем заземления, а также для металлизации различных поверхностей.
- Для выполнения сварочных работ, в качестве электродного материала.
Как правило, алюминиевая проволока имеет круглое сечение, однако некоторым отраслям промышленности необходим продукт прямоугольного или круглого сечения. Ее широко применяют в электротехническом производстве.
Последняя категория является наиболее распространенной. Она отличается по виду поставки, в зависимости от технологии соединения:
- В прутках длиной до 1000 мм. Предназначена для аргонодуговой сварки в среде защитного газа. Вес упаковки составляет 5-10 кг.
- В кассетах международного образца. Применяют для сварки в полуавтоматическом режиме. Диаметр барабана и величина сечения зависит от характеристик сварочного оборудования и типа соединяемой поверхности.
Особого внимания заслуживает порошковая проволока. Ее главная особенность – возможность выполнять соединения без защитного газа. Специальный порошок представляет собой флюсовый материал, который защищает зону соединения от контакта с атмосферным воздухом.
Для соединения сплавов на основе алюминия, рекомендуем выбирать универсальный присадочный материал. Грамотный выбор электродной проволоки позволяет получить качественный и надежный шов, обладающий следующими качествами:
- отсутствие трещин;
- прочность;
- пластичность;
- стойкость к коррозии.
Правильный подбор расходных материалов и настройка работы сварочного оборудования – половина дела. Вторая часть заключается в подготовительных работах, во время которых необходимо удалить оксидную пленку.
Важно! Интервал между подготовкой и сваркой должен быть минимальным – процесс образования новой пленки протекает очень быстро.
Заводская упаковка защищает проволоку от реакции с кислородом, поэтому ее рекомендуют вскрывать непосредственно перед работой, во избежание окисления.
Для соединения алюминиевых сплавов в состав проволоки добавляют различные элементы, улучшающие качественные характеристики шва. В качестве дополнительных компонентов выступают марганец, кремний, магний и прочие химические элементы.
Оборудование и его настройка
С алюминием можно работать на любом оборудовании, но чаще всего сварка этого металла проходит на импульсных или инверторных сварочных аппаратах.
Инвертор (ТИГ) работает на переменном токе высокой частоты, процесс сварки значительно дольше импульсного.
Полуавтомат для сварки алюминия должен соответствовать следующим требованиям:
- наконечник под алюминий должен быть на 0,2-0,3 мм больше, чем диаметр проволоки;
- проволока должна быть тоже алюминиевая;
- шланг не должен быть длиннее 3 метров, без скрученных участков;
- канал подачи лучше заменить на тефлоновый;
- механизм подачи сварочного полуавтомата оснастить 4 роликами с U-образными канавками.

Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Перед началом работы нужно правильно выставить рабочие режимы полуавтомата: напряжение, силу тока, скорость подачи сварочной проволоки, полярность и внимательно подобрать расходные материалы.
Приблизительные параметры для металла толщиной 2 мм: напряжение 15 В, сила тока 140-150 А.
На что обратить внимание при выборе сварочной проволоки
Когда нужный вид сварочной проволоки уже подобран. необходимо обратить внимание на качественную подготовку рабочего места и условий, в которых будет осуществляться сварка.

В первую очередь нужно позаботиться о чистоте металла, с которым планируется производить сварочные работы.
- Его нужно тщательно очистить от пыли, с этой целью используют губки или щетки.
- Если на его поверхности есть заусенцы или сколы, их нужно аккуратно зачистить при помощи наждачной бумаги.
- После этого материал нужно обезжирить, чтобы качество сварки было выше.
- Обезжиривание производится при помощи растворителя. На этом этапе стоит внимательно выбирать растворитель, руководствуясь конкретным типом металла.

Только после подготовительных процедур и проверки электродов на целостность и качество, можно начинать сварку деталей.








Присадочный материал для работы
Присадочную проволоку, с помощью которой варят алюминий, производят по двум стандартам:

Примерная стоимость алюминиевой проволоки для сварки на Яндекс.маркет
Важно использовать проволоку сразу после распаковки коробки. В открытой среде она хранится недолго. Воздух ухудшает её качественные характеристики и окисляет.
Типы и разновидности сварочной проволоки
Первое, что стоит знать, что в качестве сварочной смеси применяются разные виды металлов. Наибольшей популярностью пользуются стальные, алюминиевые, латунные, из нержавеющего сплава. Также стоит отметить, что проволока может быть покрыта небольшим слоем меди.









Все расходные материалы подвергаются обязательной сертификации, они должны полностью соответствовать госту 2246. Рассмотрим несколько разновидностей:
Сплошное сечение
Обладают наибольшей популярностью ввиду того, что имеют самую низкую стоимость на рынке. Представляют собой твердотельный расходник, с которым достаточно удобно работать.

Критерии при выборе зависят от типа металла и его толщины. Нужно помнить, что тонкий тонкая сталь с низким содержаниему углерода не имеет шлаков в процессе работы, при этом шнур значительно быстрее охлаждается.

Порошковая проволока
По типу работы она используется точно также, как и обычные электроды. Такая проволока состоит из оболочки металлического типа, имеет полое пространство внутри, которое заполнено флюсом для сварки.

Такой тип проволоки выбирают в том случае, если предстоит работать с толстыми материалами. Это обусловлено тем, что в процессе работы такая проволока оставляет шлак, что способствует более медленному охлаждению.

Активированная модель
Во многом схожа с предыдущим вариантом, однако имеет несколько отличий. Первое заключается в более низком содержании флюса внутри проволоки.

Общее количество гранулированных добавок не превышает 7%. Такая проволока, как правило, может применять только при сварке в СО2 а также при сварке его смесей.

В продаже все эти разновидности представлены в виде барабанов разного диаметра. Существуют 0.8, 1.0, 1.2, 1.6 мм.

Опытные сварщики рекомендуют выбирать проволоку с медным покрытием. Это объясняется тем, что расходники с таким покрытием позволяют более качественно осуществлять сварку. Кроме того они защищают от окисления и значительно облегчает электрический контакт.

Плюсы и минусы сварки полуавтоматом
- Экономичность: себестоимость полуавтомата ниже аргоновой сварки.
- Полуавтомат – универсальная и относительно несложная техника.
- Процесс сварки занимает немного времени, поскольку присадочная проволока подаётся автоматически.
- Если не использовать защитный газ, швы получаются некачественными.
- Если нет возможности использовать газ, нужно обязательно использовать флюс.
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Особенности подающих механизмов
Классические механизмы для подачи проволоки плохо справляются с пластичными материалами.
Для мягкого металла рекомендуют использовать систему из четырех роликов, поскольку они не деформируют проволоку при подаче.
Длина подающего рукава не должна превышать 3 метра. В противном случае проволока не будет доходить до горелки.
Диаметр отверстия наконечника должен быть на 2 мм больше сечения алюминиевой проволоки, поскольку при температурном воздействии электродный металл расширяется.
При использовании рукава из тефлона можно увеличить рабочую длину на 50 %, за счет меньшего коэффициента трения.
Сварка алюминия полуавтоматом
Алюминий широко применяется человеком во многих сферах. Однако, по мнению профессиональных сварщиков, он относится к разряду металлов, характеризующихся достаточно сложным сварочным процессом. Это обосновано наличием у алюминиевых сплавов специфических физических и химических особенностей. Поэтому по сравнению со стандартный материалом – сталью - осуществление сварочного процесса с алюминием связано с большим количеством нюансов.

Сварка алюминия полуавтоматом (MIG) поможет эффективно решить большинство этих сложностей. Такой метод сварки позволит гарантированно устранить сложности с преодолением на алюминиевых деталях защитной микронной оксидной пленки, обеспечив выполнение сварных соединений с отличными характеристиками и высоким качеством.
К тому же как опытный, так и начинающий сварщик, должны понимать, что:
Требуется осуществить тщательную подготовку поверхностей свариваемых алюминиевых деталей. Удалить оксидную пленку можно не только с использованием металлической щетки либо наждачной бумаги, но и растворителей, к примеру, бензина, уайт-спирита, ацетона. Хорошо произведенная зачистка позволит увеличить проплавление металла, повысить скорость сварки, улучшить смачиваемость свариваемых кромок, снизить вероятность коробления.
За счет более высокой теплопроводности алюминия по сравнению с обычными стальными сплавами требуется настроить сварочную дугу на большую мощность.
При этом требуется помнить, что у этого материала достаточно низкая температура плавления, а это может стать причиной вероятности его прожога.
Сварочный процесс алюминия и его сплавов с использованием полуавтоматов осуществляется с использованием специальной проволоки (сварщики в большинстве случаев называют ее – плавящийся электрод) с применением защитной газовой среды. Наиболее распространенным защитным газом для полуавтоматической сварки алюминия и его сплавов является чистый аргон.
Применение инертного газа дает возможность исключить:
увеличение в шве пористости, повышая его прочностные характеристики;
сильное разбрызгивание расплавленных металлических капель;
нестабильность электрической дуги.
Сварочные работы, связанные с изготовлением изледлий из любого алюминиевого сплава с использование инверторных источников питания применяют как на промышленных предприятиях, так и в автосервисах. Для процесса полуавтоматической сварки алюминия потребуется:
присадочная проволока и инертный газ высокого качества;
технологичное сварочное оборудование.
Грамотно организованная комбинация этих трех важнейших факторов позволяет обеспечивать первоклассный результат.
Отличия сварки полуавтоматом от аргонодуговой
Полуавтоматическая сварка алюминия по сравнению с аргонодуговой имеет несколько отличий. Главное различие этих двух технологий состоит в типе используемых электродов:
При полуавтоматическом способе сварки применяют алюминиевую проволоку, а при аргонодуговом – основу электрода составляет тугоплавкий вольфрам, а присадочный металл подается в зону сварки в виде прутка.
Аргонодуговой способ применяют чаще всего при ручной сварке.
Сварочный процесс TIG используют для получения неразъемного соединения на более ответственных участках, так как обеспечивается более высокая точность геометрии сварочного шва.
Проведение сварочным работ методом TIG связано с большими денежными затратами на комплектующие и расходные материалы, а также требует значительно большего времени на выполнения сварного соединения.
Сварочные полуавтоматы для сварки деталей из алюминиевого сплава традиционно оснащают не только стандартными функциями, но и возможностью работы в импульсном режиме. Применение последнего позволяет достичь более эстетического внешнего вида шва, а также повысить качество соединения. Воздействие мощным импульсом электрического тока дает возможность моментально пробить оксидную пленку соединяемых деталей.
Каждый импульс тока как бы вдавливает в поверхность сварочной ванны каждую каплю расплавленного металла, образующуюся при плавлении алюминиевой проволоки на базовом (нижнем) токе. При применении импульсного режима сварки перенос электродного металла становится контролируемым. Такая технология позволяет значительно повысить качественные параметры сварного шва, максимально исключив разбрызгивание алюминия.
Преимущества механизированной сварки плавящимся электродом в среде защитного газа
Грамотно организованная сварка алюминия полуавтоматом предоставляет ряд достоинств:
Высокую производительность. В сравнении с дуговой сваркой неплавящимся электродом в среде аргона процесс МИГ происходит в 3 раза быстрее.
Простота применения. В отличие от аргонодугового способа сварки, полуавтомат может быстро освоить даже начинающий сварщик. В связи с этим выполнение сварных соединений деталей из алюминия своими руками пользуется популярностью у любителей.
Оснащение полуавтомата импульсным режимом позволяет достичь высоких качества сварного шва и точности геометрических размеров. При этом минимизируются потери проволоки на разбрызгивание.
Требования к оборудованию и материалам
Для более полного использование возможностей сварки алюминия с помощью полуавтомата необходимо обратить особое внимание на дополнительные требования, предъявляемые к применяемому инвертору и расходным материалам:
Должна быть предусмотрена обратная полярность тока. Это даст возможность гарантированно разрушить оксидную пленку на свариваемых деталях.
Для плавной и равномерной подачи проволоки в зону сварки подающее устройство должно иметь 4-х роликовый механизм. Так как малейшее сопротивление, возникающее в момент подачи проволоки, может легко смять мягкий алюминий. Как правило, устанавливаются ролики с U-образными канавками без насечек.
За счет высокой теплоотдачи алюминиевый сплав расширяется сильнее в отличие от стали. Поэтому рекомендуется использовать специальный контактный наконечник, у которого больший допуск по диаметру отверстия.
Для обеспечения максимального качества сварного шва необходимо использовать для создания защитной среды сварочного процесса лишь чистый аргон.
Для уменьшения трения алюминиевой проволоки сварочная горелка должна быть оснащена тефлоновым каналом.
Сварку алюминиевых сплавов методом МИГ целесообразно применять для соединения деталей, имеющих толщину больше 3 мм.
Выбираем сварочные аппараты для сварки алюминия
Мы предлагаем полуавтоматы для сварки алюминия нескольких основных групп:
Начального класса. Аппарат КЕДР AlphaMIG-200S имеет компактные размеры, небольшой вес, способность работать от обычной сети с напряжением 220В, доступную стоимость. Он пользуется большим спросом для выполнения периодических работ в быту, а также в автосервисах.
Среднего класса. Модель КЕДР UltraMIG-250S-3 аппарат отлично подходит для использования на малых и средних производствах, в крупных автомастерских, где важна компактность, экономичность и высокая производительность оборудования.
Промышленного класса. Полуавтомат КЕДР MultiMIG-5000DP можно эксплуатировать для решения самых сложных на протяжении длительного срока. Предусмотренный импульсный режим сварки, а также технология двойного импульса позволяют гарантировать получение отличного сварного шва с самыми высокими требованиями.
Предлагаем ознакомиться с видео, наглядно показывающим сварочный процесс соединения алюминиевых деталей полуавтоматом.
Выбор проволоки для сварки алюминия
Читайте также: