Сварка арматуры в стык
Обновлено: 21.09.2024
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.

Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.

Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.

В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки

Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.

Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
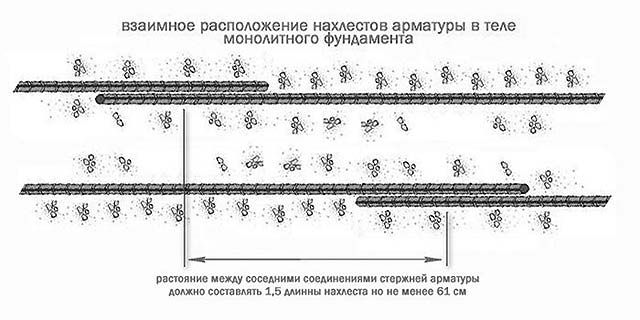
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Как правильно сваривать арматуру между собой
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.

Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1. Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.

Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст

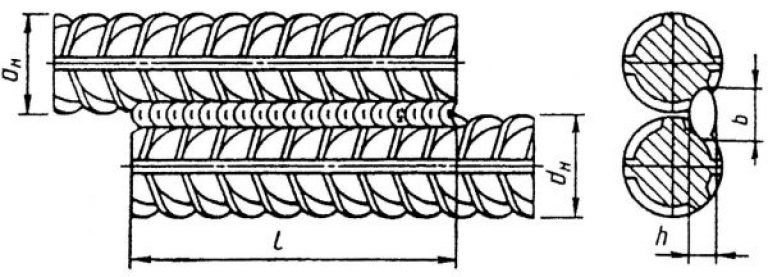
Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.


Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.
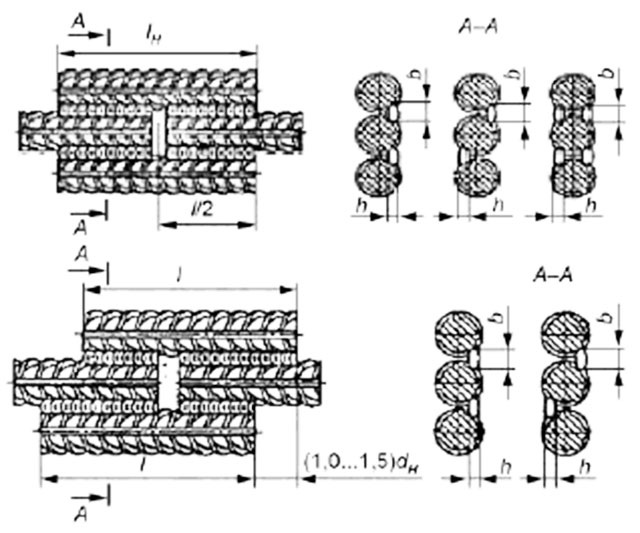

Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Встык
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба. Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают. Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.

Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.

Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.

Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали. Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
- ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.
Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д. После этого аккуратным простукиванием молотком по шву проверяют его на прочность. Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.

При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.
Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки. Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям. По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
Можно ли сваривать или лучше вязать арматуру при армировании фундамента – советы от профессионалов
Заливка фундамента, усиленного арматурой – ответственная процедура, нуждающаяся в соблюдении требований действующих нормативов и стандартов. У не слишком опытных строителей возникает ряд вопросов, связанных с особенностями обустройства каркаса для оснований. Один из них – можно ли сваривать арматуру для фундамента или же при изготовлении каркаса допускается только вязка?

Плюсы и минусы составляющих фундаментных оснований
Бетон – особый строительный материал, после замешивания приобретающий текучую структуру и твердеющий спустя какое-то время после заливки в опалубку. На его основе изготавливаются различные опорные конструкции (фундаментные основания). Текучий материал после застывания приобретает следующие свойства:
- прочность;
- долговечность;
- способность выдерживать большие нагрузки;
- устойчивость к колебаниям температуры.
При исследовании проблемы придется учесть имеющиеся у бетонного материала отрицательные свойства, основное из которых – хорошая гигроскопичность (способность впитывать влагу). Поэтому при обустройстве фундаментов погружаемое в грунт основание и прилегающая к земле часть (цоколь) подлежат гидроизоляции, защищающей материал от прямого контакта с грунтом. Делается это еще и потому, что в зимнюю пору при замерзании влага расширяется и способна разорвать бетонную заливку изнутри.

Еще один существенный недостаток бетона – зависимость прочностных показателей от направления действующих на него нагрузок. Выдерживая значительные прямые давления, на растяжку этот материал “работает” плохо. Последнее означает, что залитая бетонная лента способна выдерживать высокие внешние нагрузки. При этом внутренние напряжения, исходящие из центра наружу, со временем могут разрушить ее.
Для чего нужна арматура?
Для компенсации опасных для бетона растягивающих нагрузок, внутрь его «тела» помещается особая усиливающая конструкция – армирующий каркас. При монтаже ему придается форма решетки, располагаемой таким образом, чтобы принять на себя растягивающие напряжения. Простейший вариант такой конструкции – несколько арматурных стержней, связанных между собой и помещенных внутрь опалубки перед заливкой бетона.
В более сложных случаях (когда требуется максимально усилить фундамент) каркас собирается из комбинации основных и вспомогательных стержней. Первые изготавливаются из более толстых заготовок и размещаются продольно.
Вспомогательные стержни нужны только для поддержки продольных прутков и востребованы лишь при заливке.
Основная нагрузка после застывания смеси (при эксплуатации фундамента) приходится именно на рабочие стержни. Вспомогательные остаются внутри массива, поскольку их невозможно извлечь из застывшей конструкции.
Усиливающий каркас собирается непосредственно на рабочей площадке из отдельных прутьев, заранее нарезанных по длине. Соединяются они посредством мягкой отожженной проволоки, закрепляющей узлы решетки с помощью скруток. На первый взгляд, кажется, что сваривать арматуру намного проще и быстрее, чем делать скрутки из проволоки. Чтобы с уверенностью утверждать это – сначала придется внимательнее разобраться с тем, как “работает” армирующий пояс и его отдельные элементы.
Особенности “работы” арматуры в бетоне
При подробном рассмотрении поверхности стержней арматуры хорошо заметна ее рифленая структура. Такое устройство гарантирует надежное сцепление прутьев с застывшим бетоном и позволяет без труда удерживать их в фиксированном состоянии. При действии разнонаправленных нагрузок основные усилия принимают рифленые стержни. Бетон при этом разгружается и лучше сохраняется, что исключает вероятность появление в нем трещин или разломов.
Поскольку вспомогательные элементы в распределении нагрузок не участвуют – они имеют меньшую толщину, а их поверхность делается гладкой (без рифления), для этих целей применяют арматуру класса А1 (А240).
Надежное соединение составляющих армирующего каркаса необходимо для выдерживания нагрузок только в момент заливки жидкой смеси. Объясняется это большой тяжестью бетонного состава, который при определенных условиях может разрушить не слишком прочное крепление.
Способы соединения арматуры
Поскольку арматурный каркас собирается непосредственно на строительной площадке – для оперативного выполнения этой части работ используются простейшие способы соединения стержней. Самым распространенным и надежным принято считать вязку арматуры посредством предварительно отожженной мягкой проволоки.

Технология такого соединения предельно проста, но для многих новичков в строительных делах она неприемлема из-за отсутствия соответствующих навыков. Поэтому некоторые из них предпочитают выбрать второй вариант соединения, при котором потребуется запастись сварочным оборудованием. Такой подход еще раз вынуждает обратиться к основному вопросу данной статьи: а допускается ли варить арматуру под фундамент и не приведет ли это к его ослаблению?
Особенности вязки
По мнение большинства арматурщиков, самый удобный диаметр проволоки для вязки арматуры крючком, равен 1,2 мм.
Перед началом работ потребуется приготовить короткие отрезки длиной около 25-30 см и специальный крюк для вязки арматуры. Последовательность действий следующая.
- Сначала проволока складывается вдвое.
- Затем образовавшаяся петля перекидывается вокруг сборных элементов.
- В завершении она захватывается крючком и несколько раз проворачивается, образуя скрутку.
Вся процедура при наличии навыков выполняется за считанные секунды, а научиться этому удается довольно быстро. На видео ниже представлен пример того, как правильно вяжется арматура и какой скорости может достичь профессиональный арматурщик.
Основное достоинство вязки – возможность работать в отсутствии электропитания. Единственное требование в этом случае – хорошая освещенность зоны монтажа. К плюсам метода, относят и дешевизну проволочных заготовок (электроды и аренда сварочного агрегата обойдутся намного дороже). Поэтому профессиональные строители чаще вяжут арматуру, а не сваривают, при сборке стальных каркасов для армирования ленточных фундаментов и других железобетонных конструкций.
Достоинства и недостатки сварки
При определенных условиях сварка каркаса представляется более надежным вариантом решения поставленной задачи. Но при этом ее применение, как правило, ограничивается сложностями климатического характера (сильный дождь, например) или отсутствием электрической подводки. С другой стороны, в отличие от вязки в нормальных условиях сварка может применяться повсеместно (помимо ситуации с тонкими стержнями).
Крестообразное соединение арматуры дуговой ручной сваркой разрешается для прутов диаметром 10 мм и более.
Многие начинающие строители основной причиной сложности использования этого метода считают дороговизну оборудования, в комплект которого входят следующие наименования:
- Сварочный агрегат.
- Несколько упаковок электродов нужного типа.
- Комплект средств защиты сварщика (включая очки и спецодежду).
Во время выполнения работ важно строгое соблюдение требований техники безопасности. Чтобы исключить возможность получения ожога – нужно будет запастись индивидуальными средствами защиты (маской, рукавицами и специальным рабочим снаряжением). В определенных условиях исполнителю потребуется получить наряд-допуск на проведение работ повышенной опасности.
Одно из главных условий сварки арматуры любым способом, это то, что необходимо использовать арматуру с индексом «С» – свариваемая, например А500С, А600С и т.д.
Каких-либо противопоказаний к использованию сварки при сборке каркасов не существует. Кроме того, в соответствие с указаниями нормативных документов при работе на фундаментных конструкциях с арматурными стержнями увеличенного размера, этот способ – единственно допустимый. Так как конструкции каркасов из арматуры диаметром 32 мм и выше получаются слишком массивными, из-за чего проволочные скрутки не всегда способны выдерживать возросшие нагрузки.
Важно чтобы в процессе сварки арматуры её диаметр не уменьшился, и ребра не были повреждены. В противном случае, если она выполняет роль основного армирования, ее необходимо будет заменить.
Что же лучше, вязать или варить арматуру – мнение экспертов
По мнению большинства профессиональных арматурщиков, сборку каркаса для армирования бетона лучше всего производить методом вязки. Так как это удобнее, быстрее и экономнее.
Одно из главных преимуществ вязки перед сваркой, это как быстрый монтаж, так и демонтаж. Да, да, именно демонтаж, так как бывает, что арматурщик может ошибиться и собрать каркас с ошибками (человеческий фактор), либо пришли изменения проекта. В этих случаях, каркас, собранный с помощью проволоки легко разбирается и переделывается, а для разборки сваренного каркаса понадобиться специальный инструмент и не один час времени.
Важно научиться дифференцированно подходить к выбору одного из рассматриваемых способов соединения элементов каркаса. При этом, обязательны к выполнению требования, касающиеся особенностей технологического процесса. Последнее означает, что при возведении фундаментов небольшого объема с использованием не слишком толстых и массивных стержней, применение сварки нецелесообразно. То есть окончательное решение по выбору подходящего способа соединения принимается, исходя из условий монтажа и целевого предназначения каркаса, иногда уместно комбинировать данные способы.
В заключении отметим, что арматуру можно как варить, так и вязать, главное соблюдать технические требования по выполнению работ. Окончательный выбор способа сборки арматуры под фундамент, сварка или вязка, решается неоднозначно, все зависит от условий проведения монтажа и профессиональной подготовки самого исполнителя.
На этом все, если есть вопросы, задавайте их в комментариях, мы обязательно на них ответим.
Как варить арматуру своими руками
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Стыковая сварка арматуры

Преимущества и недостатки
Сначала о достоинствах:
- в отличие от сварки внахлест стыковая не приводит к увеличению металлоемкости конструкции;
- диффузионный слой по всей поверхности торца обеспечивает необходимую прочность соединения;
- есть возможность выбора сварочного оборудования в зависимости от места проведения работ: в здании или непосредственно на строительной площадке;
- соединения выполняют в горизонтальном и вертикальном положении;
- не требуется высокой квалификации сварщика для ручной работы;
- разработано оборудование для полной автоматизации процесса.
При всех «плюсах» не обошлось без «минусов»:
- в закаленном металле создаются остаточные напряжения, снижающие прочность на изгиб и кручение;
- при электродуговом методе возникают сложности при ручной сварке тонкой арматуры;
- высокая стоимость сварочных автоматов, невозможность их использования на открытой строительной площадке;
- необходимость использования расходных материалов при ручной, полуавтоматической сварке.
Способы сварки арматуры встык
В стандарте указаны десять способов стыковой сварки арматуры, на практике чаще применяются четыре:
- электродуговая с использованием плавящихся электродов, ручных сварочных аппаратов любого типа (трансформатор, выпрямитель, инвертор);
- полуавтоматическая с использованием присадочной проволоки; с использованием специальной съемной или одноразовой формочки, изолирующей зону ванны расплава; – соединяемые торцы разогреваются, затем сжимаются с усилием.
При выборе способа сварки необходимо учитывать диаметр прутка, способ его производства.
Оборудование и режимы
- Для ручной электродуговой сварки выбирают оборудование, обеспечивающее необходимый постоянный рабочий ток от 180 до 500 А:
— трансформаторы, подключаемые к трёхфазному контуру 380 В или однофазной сети 200 В;
— выпрямители, от трансформаторов они отличаются стабильным током;
— полупроводниковые инверторы – оборудование нового поколения с дополнительными функциями, обеспечивающими стабильную дугу, снижают риск залипания электродов.
Режим рабочего тока выбирают по диаметру прутка:
| Диаметр прутка, мм | Рабочий ток, А |
|---|---|
| 5 | 190 - 210 |
| 6 | 237 - 262 |
| 8 | 285 - 315 |
| 10 | 332 - 367 |
| 15 | 380 - 420 |
| 20 | 427 - 473 |
Электроды подбирают по типу арматурных прутков: для АIV и АV класса используют УОНИ 13 55, ДСК 50, УП 2 55, К 5 А. Холоднотянутую можно варить МР и ОНА-21.
- Для полуавтоматического соединения арматуры используют стандартный комплект: выпрямитель для электропитания, полуавтомат с подачей присадки, газовое оборудование для создания защитной атмосферы инертного или углекислого газа. В качестве присадки используют порошковую проволоку для стали.
- Для стыковой сварки арматуры ванным методом нужны специальные разъемные скобы, которые надеваются на пруток. Они нужны, чтобы расплав не вытекал из зазора между свариваемыми прутками. Насадки бывают:
— стальные одноразовые – они остаются на соединении, расплав заполняет пространство между насадкой и прутком;
— многоразовые или съемные, их делают из графита ли медных сплавов.
Автоматы или машины различаются по функциональности, размеру соединяемых элементов.
Технология стыковой сварки арматуры
Подготовительный этап предполагает зачистку и выравнивание соединяемых торцов. Используют резак и щетку по металлу, поверхность зачищают до блеска. При сварке арматуры встык нужно контролировать соосность прутка, чтобы его не вело в сторону. Допуск смещения не более 0,05 % от диаметра стержня.
Встык соединяют арматурные прутки одного размера, сплава. Только в этом случае образуется прочный шов.
Электродуговая и полуавтоматическая сварка проводится по периметру точечно с образованием непрерывного шва. При работе с тонкими стержнями (до 10 мм) нужно следить, чтобы не было прожогов. Тонкие прутки лучше варить встык с помощью накладок или соединительных муфт. Получается качественное соединение, способное выдержать большую нагрузку. Контроль стыка производят после удаления шлаковых образований.
Контактный способ основан на использовании физических свойств стали – большом сопротивлении, способности разогреваться под воздействием электрического поля (кинетическая энергия электронов преобразуется в тепловую).
Когда разнополюсные контакты подводятся к пруткам на небольшом расстоянии от стыка, торцы начинают разогреваться. Зажимные устройства сдвигают стержни навстречу друг другу. При таком соединении диаметр шва превышает диаметр прутка. В зависимости от способов разогрева торцов различают:
- непрерывное оплавление (метод применяют для сплавов категории АI);
- предварительным прогревом и прерывистым оплавлением (для сталей АII–АV).
Толстые стержни варят на мягком режиме – длительный разогрев и сжатие, сила тока до 10 кА, тонкую – на жестком, ток до 20 кА.
Метод стыковой сварки арматуры выбирают под условия проведения работ. Плюс метода в том, что работы можно проводить самостоятельно, используют электродуговой сварочный аппарат. Работа на автоматах проводится только в заводских условиях. Метод экономный, при сварке арматурных прутков внахлест расход металла увеличивается до 30%.
Читайте также: