Сварка двутавровой балки полуавтоматом
Обновлено: 18.05.2024
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.

Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.

Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
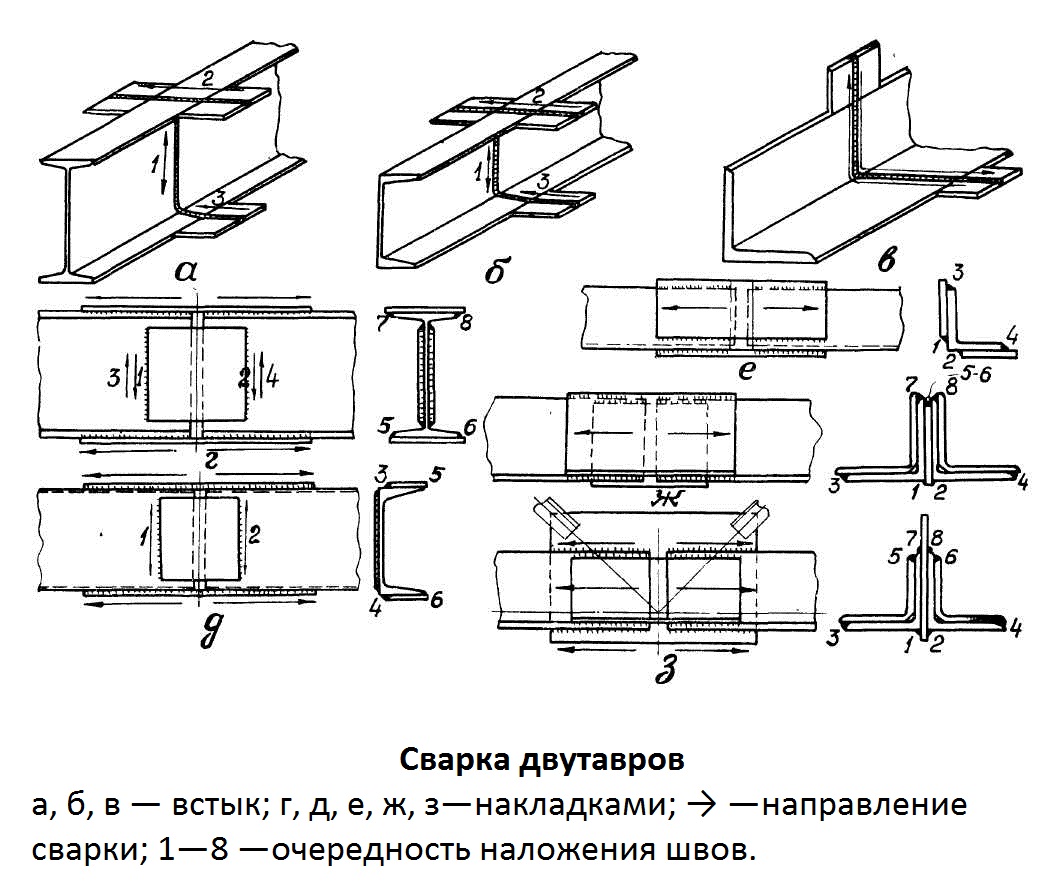
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык

Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом

Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Сварка двутавровых балок
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
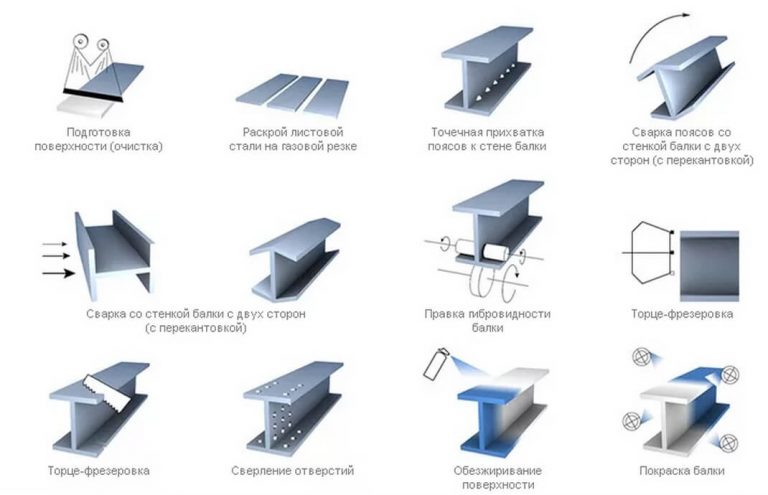
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве; – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Изготовление двутавровых балок методом сварки
Двутавровая балка – это металлоконструкция с двумя горизонтальными полками, соединенными вертикальной перемычкой. В разрезе образуется перевернутая буква Н. Такое строение обеспечивает повышенную прочность при расположении изделия в любом пространственном положении. Выпускаются балки методом горячего проката или при помощи сварки из заранее подготовленных элементов. Второй вариант проще реализовать, нужно меньше оборудования и места. Он подойдет для малого бизнеса, чтобы начать зарабатывать у себя в мастерской. Рассмотрим особенности сварки двутавровых балок и какое оборудование для этого понадобится.
Преимущества сварочного метода перед прокатом

Двутавры, получаемые методом горячего проката (обработки давлением), выпускаются по ГОСТ 8239-89, в котором заложены требования как к обычным конструкциям, так и широкополочным. Технология подразумевает использование металлического бруса определенной марки стали, который разогревается в промышленных условиях до высоких температур 450-650 С. После этого заготовка подается в специальный станок с роликами, а после протяжки меняет свою форму на двутавр.
Деталь остывает и готова к использованию. Это цельная монолитная конструкция с высокой прочностью. Но для такого метода необходимо большое помещение и оборудование для нагрева. Обычно используют методические печи, но допустим электроконтактный или индукционный нагрев. Понадобится мощная установка для самого проката металлического бруса и придания ему сложной формы.
Изготовление двутавровых балок методом сварки не нуждается в аппаратах для нагрева и протяжки заготовок. При небольшом объеме производства можно обойтись ручной резкой и полуавтоматической сваркой. Для выпуска более крупных партий понадобится станок автоматической резки и сварочный трактор. Но все это занимает мало места и поместится в небольшой мастерской. В теплое время года, все работы можно вести на улице для увеличения простора.
Благодаря сборочной технологии отдельные участки двутавра можно сделать крупнее, асимметричнее, если того требует строение сооружения. При горячем прокате такого разнообразия и гибкости форм не будет. Еще сварные изделия не имеют ограничения по длине и высоте, ведь габариты не зависят от возможностей прокатного станка.
Если требуется сложная архитектурная композиция, возможно индивидуальное изменение сечения отдельных элементов, чтобы повысить прочность или снизить массу на определенном участке. При планировании возведения здания из сварных двутавровых балок можно снизить металлоемкость и денежные затраты без ущерба несущей способности в ключевых точках.
В результате для старта мини-производства не нужны большие инвестиции и аренда крупных цехов. Быстрее начнут окупаться вложения, а если захочется переквалифицировать предприятие, то оборудование для сварки и станок для резки пригодятся в других отраслях.
Виды двутавровых балок, получаемые методом сварки
При помощи сварки можно изготавливать двутавры следующих типов:
- колонные (К);
- нормальные (Б);
- свайные (С);
- широкополочные (Ш).
Еще есть шахтные балки для закрепления тоннелей, чтобы предотвратить обрушение потолка. Они изготавливаются в виде арок с невысокой стенкой, а между полками закладываются железобетонные стяжки, на которые распределяется нагрузка от породы. Арочные конструкции тоже можно сделать методом сварки деталей, но понадобится дополнительное гибочное оборудование.
В зависимости от расчетной нагрузки, толщина металлической стенки двутавра, получаемого сварочным методом, возможна от 3,8 до 30 мм, а сечение полки – от 5 до 32 мм. Высота двутавра допустима в диапазоне от 100 до 780 мм, а ширина полки бывает от 55 до 435 мм.
Для неответственных сооружений используют малоуглеродистую сталь. Для высотных зданий, мостов, эстакад применяют углеродистую высокопрочную сталь, рассчитанную на повышенные нагрузки. Возможно изготовление двутавровых балок из легированной стали на заказ, если того требуют условиях эксплуатации (например, монтаж последующей конструкции под водой).
Возможности применения сварных двутавровых балок

Двутавры, полученные методом сварки применяются в России при возведении жилых и офисных зданий, а также в строительстве цехов, торговых центров, складов и ангаров. Из балок создают вертикальные колонны, потолочные перекрытия, основу для кровли. Из них делают опоры для тельферов и мостовых кранов.
Двутавр применяется для прокладки тоннелей, строительства мостов, эстакад, виадуков, путепроводов. Порой такие металлоконструкции закладывают в качестве фундамента, если почва рыхлая и возможны смещения. Только железо дополнительно обрабатывается для защиты от коррозии.
Процесс изготовления двутавровых балок
Производство двутавровых балок при помощи сварки можно разделить на несколько этапов.
Применяется при изготовлении металлоизделий на заказ под конкретный объект. Рассчитывается нагрузка на каждом участке (стеновые несущие элементы, потолочные перекрытия, кровельные элементы) и определяется необходимая высота стенок, ширина полок и сечение металла. Сразу можно подумать, где уменьшить металлоемкость без потери несущей способности. Подбирается соответствующая условиям эксплуатации марка стали.
После определения размеров двутавровой балки происходит заготовка полос для сварки. При небольших объемах производства можно порезать сталь пропановым резаком или ручной плазмой. Второй способ обеспечивает более ровную кромку – понадобится меньше сил и времени для ее последующей обработки.
Для массового производства двутаврового швеллера в частной мастерской лучше приобрести автоматический станок плазменной резки портального типа. Если в нем будет несколько плазмотронов (головок), одновременно получится вырезать сразу 2-4 полосы, что ускорит процесс.

После резки наружные края полос обрабатываются для придания аккуратного вида. При небольших объемах это можно сделать вручную болгаркой, а для массового производства используют фрезерный станок.
Полосы собираются в конструкцию. Сперва к нижней полке приставляется вертикальная стенка. Нужна предварительная разметка, чтобы добиться расположения перегородки строго по центру. Проверяется угол относительно нижней плоскости – он должен быть 90⁰. Сварщик прихватывает стенку с каждой стороны через промежутки 20-30 см.

Если небольшие балки длиной 2-4 м можно собрать на столе, то с огромными изделиями просто на ровной поверхности будет сложнее из-за увеличенных габаритов и массы. В таком случае используют сборочный стан, например Z15, предназначенный для сборки тавровых и двутавровых конструкций размером от 4 до 15 м в длину. У него мощное основание и портальная рама с фиксаторами, которая поддерживает и прижимает как вертикальную стенку, так и верхнюю полку. Это облегчает работу и предотвращает смещение.
В стане уже предусмотрены две горелки для полуавтоматической сварки, расположенные под углом 45⁰, чтобы сразу сваривать стыки. Но цена стана более 2 млн руб., поэтому он долго будет окупаться на начальных порах молодого производства. При изготовлении балок длиной до 6 м можно соорудить ровную основу с боковыми вертикальными подпорками, облегчающими фиксацию. Применение шаблонов под стандартные размеры двутавра сэкономит время при сборке. Это дешево и просто.
Когда конструкция собрана и зафиксирована прихватками, начинается обваривание. Учитывая последующую нагрузку на балку, швы накладываются со всех сторон. Есть несколько вариантов этого процесса:
Сварка полуавтоматом углового соединения в нижнем положении. Удобна тем, что изделие нужно перевернуть только один раз. С каждой стороны вертикальной перегородки можно вести сварку одновременно, если есть два сварщика и два полуавтомата. Это значительно ускоряет процесс. Но требуется высокая квалификация сварщиков, поскольку наплавленный металл стекает под действием силы тяжести на нижнюю полку, что ослабляет соединение. Метод подойдет для серийного выпуска двутавровых балок для неответственных конструкций.
Сварка полуавтоматом в положении «лодочка». Изделие переворачивается 4 раза таким образом, чтобы каждый шов оказывался в нижней точке при расположении V-образным способом. Тогда наплавляемый металл равномерно растекается по обеим сторонам, шов правильный и более прочный, не требуется высокая квалификация сварщика. Но процесс значительно замедляется. Метод подойдет для выпуска небольших партий двутавровых балок, предназначенных для ответственных конструкций.
Сварка в положении «лодочка» сварочным трактором. Изделие размещается вышеописанным способом, чтобы соединение располагалось в нижней точке V. Только вместо ручной сварки полуавтоматом шов накладывается трактором. Последний автоматически передвигается рядом по собственным направляющим. Швы более ровные, качественные, процесс быстрый. Подойдет для массового серийного выпуска двутавра, применяемого в ответственных конструкциях.
Во время сварки конструкция сильно прогревается локально, что вызывает напряжение в металле и нарушение геометрии. Чтобы убрать внутреннее напряжение, применяют отпуск, а для выравнивания задействуют правильную линию в виде системы роликов, обеспечивающих выгибание неровностей при прокате.
Возможные дефекты сварки
При изготовлении двутавра методом сварки полос возможны некоторые дефекты, которые следует знать и предупреждать. Первый – это образование новых кристаллических зерен, отличающихся от основных, что происходит из-за выгорания элементов при высоких температурах. Впоследствии сварной шов быстрее ржавеет и теряет прочность. Чтобы это предотвратить, применяются различные флюсы, насыщающие металл сварочной ванны дополнительными химическими элементами, компенсирующими потери.

Сварка угловых швов без переворота изделия в положение «лодочка» приводит к стеканию жидкого металла на нижнюю полку и неправильному катету шва. Это ослабляет конструкцию и ограничивает возможности последующего применения балок в ответственных проектах.
Если сварка ведется не автоматическим способом, возможна неравномерная ширина и высота шва из-за передвижений сварщика. Задувание ветра в зону сварки приводит к взаимодействию расплавленного металла с окружающей средой и образованию пор. Вот почему сварку лучше вести трактором с дополнительным слоем флюса, защищающим сварочную ванну.
Какое оборудование подойдет для сварки балок

Для ручной полуавтоматической сварки двутавровых балок подойдут профессиональные MIG-аппараты БАРСВЕЛД. Если толщина металла до 10 мм, можно использовать БАРСВЕЛД Profi MIG-357 DT2 с максимальной силой тока 350 А. Для более толстых металлов сечением 20 мм пригодится БАРСВЕЛД Profi MIG-507 DT2 со сварочным током 500 А и продолжительностью нагрузки 60%.
Для автоматической сварки при массовом серийном производстве подойдут сварочные трактора, перемещающиеся при помощи тележек по рельсам или направляющим. Например, ESAB A2 Multitrac варит с силой тока от 60 до 800 А, поэтому проварит металл толщиной до 30 мм. Возможна сварка расщепленной дугой (одновременная подача в сварочную ванну двух проволок) для лучшего качества шва и повышения объема наплавленного металла. Блок управления в комплекте помогает настроить последующую работу сварочной станции с минимальным участием человека. Более 200 ячеек памяти удобны для программирования различных сценариев сварки, чтобы потом запускать их в несколько действий.
Имея хорошее оборудование для сварки, получится выпускать надежные двутавровые балки, соответствующие ГОСТу. Тогда их можно применять в различных строительных конструкциях, и производство быстро начнет приносить прибыль.
Ответы на вопросы: изготовление двутавровых балок методом сварки
Даже шведский трактор ESAB A2 Multitrac стоит в три раза дешевле, чем промышленный сборочный стан. Если не планируется выпуск огромных балок длиной 15 м и высотой 75 см, достаточно сварочного трактора.
Обычно для переворота изделия применяют тельфер или кран-балку. Если конструкция очень большая и тяжелая, понадобится мостовой кран.
Профессиональные сварочные тракторы типа ESAB A2 Multitrac или Сварочный автомат MZ 1000 способны варить беспрерывно на максимальном токе (ПВ 100%). При работе на меньших значениях ампер продлевается ресурс аппаратов.
Главное предназначение направляющих – обеспечение ровного движения каретки. Направляющие рельсы можно докупить или изготовить самостоятельно. Ограничений по наращенной длине не существует.
Два швеллера получат очень толстую стенку, при полках с меньшим сечением. Такая конструкция не сможет выдерживать больших нагрузок, чем двутавр из полос с аналогичными габаритами. Зато сваренная двутавровая балка окажется легче, что уменьшит давление на фундамент и снизит металлоемкость.






Как самостоятельно сделать двутавр сварной — этапы и особенности

Особенности стыков балки при сварке.
При сварке балок обычно используют прямой сварной стык, который при дополнительных условиях может выполняться с использованием специальных накладок ромбической формы. Эти накладки используются для тех участков балки, на которые будет приходиться наибольшее напряжение.
Стыки поясов балки обычно выполняются равнопрочными швами. Хотим заметить, что в нижнем поясе они делаются чаще всего косыми, а верхнем – обычно прямыми.
Сварка стыков балки обычно производится определенным типом электродом, например Э42.

Порядок работ при сваривании стыков балки.
При сваривании стыков балки соблюдение определенного порядка работ имеет очень большое значение.
Распишем эти этапы:
- На первом этапе собираются элементы, имеющие поперечные швы. Отметим, что сваривать их необходимо по отдельности: отдельно стыки поясов, стыки стенки, отдельно делается приварка ребер жесткости. Связано это с тем, что такие поперечные соединения дают усадку с максимальным значением.
- Когда сборка балки осуществлена, производят накладку поясных швов. Заметим, что когда для сваривания применяется автоматический способ, то ребра жесткости должны присоединяться уже после выполнения поясных швов.

Порядок сварочных работ также показан на рисунке 2. Цифрами от 1 до 5 обозначен порядок выполнения монтажных стыков балки. Мы видим, что сначала, как и говорилось, выполняются поперечные швы. Заметим, также, что швы под номерами 2 и 3 выполняют с небольшими пропусками: с двух сторон стыка оставляются незаваренные участки длиной до 30 сантиметров. Это необходимо для свободной усадки.
В последнюю очередь производится сваривание продольных швов (4 и 5), которые также имеют продольную усадку, но незначительную.

Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.

Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.











Формулы для расчета стыков балки.
Отметим, что стыки всех элементов балки должны рассчитываться отдельно. Однако изгибающий момент будет распределен между всеми элементами сварной балки пропорционально к инерции. Эта особенность диктует нам необходимость при расчетах стенки балки использовать формулу, показанную на рисунке.
В данной формуле мы используем обозначение Мб для полного расчетного момента в стыке сварной составной балки; Jст – для момента инерции стенки; Jб – для момента инерции балки целиком.
Отметим, что расчетная поперечная сила (Q), которая действует в стыке балки, обычно передается на стенку. Также заметим, что прочность стыка стенки рассчитывается по обычной формуле изгиба, когда применяется шов встык.
Для проверки стыков пояса специалисты применяют такую формулу:

На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Сваривание стыков балки автоматами под флюсом.
Скажем несколько слов об автоматической сварке стыков. Если сваривание балки осуществляется под флюсом с применением сварочных автоматов, то могут применяться разные приемы, также как и последовательность может отличаться.
Сварка может осуществляться наклоненным электродом, что позволяет делать одновременно два шва. С другой стороны у этого способа есть и недостатки. При наклоненном электроде увеличивается риск подрезать полки или стенки балки.
Кроме того, швы могут выполнять в положении, называемом специалистами, «лодочка». Это создает лучшие условия для образования шва, проплавления и пр. Однако, среди минусов такого способа – необходимость проворачивать изделие после выполнения каждого сварного соединения. Данный недостаток решается использованием специальных позиционеров-кантователей.
Процесс сваривания стыков балки требует тщательной подготовки, проведения и проверки расчетов моментов инерции, изгибающего момента и пр. Важно соблюдать технологию сваривания балок, неправильность которой может повлиять на будущую металлоконструкцию в целом.

Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
Возможные проблемы и особенности

Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые. Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
Читайте также: