Сварка кованных дисков аргоном
Обновлено: 26.04.2024

Всем привет. До этого я уже публиковал несколько своих статей про диски. Вот тут я рассказывал почему и откуда я собственно знаю о чем говорю и мне можно верить.. А вот тут я уже сделал попытку, на скорую руку убедить людей не заниматься фигней.. И вот я, однажды решил что надо сделать более развернутый вариант этой истории и, даже начал с того что рассказал о кованных дисках, как начало, введение и основу понимания будущего. Но, особого интереса она не вызвала.
С тех пор энтузиазм поутих, до того момента, пока я снова не встретил адептов сварки сломанного дерьма, которые с пеной у рта, убеждали неокрепшие умы простых пользователей в абсолютно безопасности и выгодности этого процесса. Ну, т.е. мол, варенный оригинал даже ЛУЧШЕ, чем новый диск — стоит дешевле, а качество тоже, идите мол, ремонтируйтесь у нас. Это самое, что ни на есть, на… обман. Поэтому я решил всё же закончить начатое, и ниже будет подробное и развернутое объяснение моей позиции по ремонту автомобильных дисков.
Начать, наверное, следует с небольшой исторической ссылки. Отрежем всё скучное и начнем сразу со сладкого. Расцвет сварочных технологий в мире начался во время Второй мировой войны. Именно тогда были заложены основы всех современных технологий сварки. Немаловажно, что одним из реальных, а не псевдо-лидеров в этом направлении, был СССР. Но, так было не всегда, заставила нужда, так как до войны ситуация со сваркой была плохая. В ходе прошедшей в 1938 г. на Ижорском заводе конференции, технологи завода печально констатировали, что многие конструкции поражены трещинами. Никак не удавалось сварить качественно сварить бронелисты. Тогда, сотрудникам завода пришлось хитрить и корректировать состав броневой стали марки, ухудшая ее характеристики — лишь бы улучшить ее свариваемость. То бишь, люди обдуманно пошли на ухудшение свойств конструкции для увеличения выхода годной продукции.
Спустя два года, в 1940 г. сотрудники Института электросварки АН УССР сумели самостоятельно воссоздать метод автоматической сварки под слоем флюса ( запатентованный в 1936 г. американской фирмой «Линде»). Однако то был процесс для рядовой стали, для сварки брони метод не подходил, но начало было положено.
К лету 1941 года, были завершены лабораторные испытания технологического процесса и оборудования для него. Новый метод продемонстрировал великолепное качество: при испытании сваренной конструкции Т-34 снарядным обстрелом оказался разбит не шов, а броневой лист.
6 ноября 1941 г. нарком танковой промышленности В. А. Малышев, будучи в Нижнем Тагиле, подписал приказ №0204/50, содержащий предписание всем предприятиям отрасли: «В связи с необходимостью в ближайшее время значительно увеличить производство корпусов для танков и недостатком квалифицированных сварщиков на корпусных и танковых заводах, единственно надежным средством для обеспечения выполнения программ по корпусам является применение уже зарекомендовавшей себя и проверенной на ряде заводов автоматической сварки под слоем флюса по методу академика Патона.


Это была точка отсчета победы в будущей войне. На сварочных аппаратах могли работать кто угодно, студент театрального техникума, учитель математики из сельской школы, колхозный чабан из Дагестана, хлопковод из Бухары, художник из украинского городка, на сварке башен танка Т-34 работали девушки из Марийской автономной республики. Кто угодно, процесс был наконец автоматизирован.Понятно, что сварка – один из основных технологических процессов в военной области. И в СССР он был крайне сильно развит, но только пока военка держала заказы. С известного всем момента, вдруг «пропали все полимеры». Сейчас же, всё — как везде.
Почему диски алюминиевые.
Если не вдаваться в глубокий анализ, то это самый дешевый и сердитый сферический конь в вакууме. По показателям отношения прочности и текучести к плотности высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Проблема сварки Al сплавов.
Проблем при сварке Al сплавов масса, большинство из них узкопрофессиональны, но я выделю только наиболее значимые и важные для понимания обывателя:
• Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С. При расплавлении алюминия он перекатывается внутри этой пленки наподобие ртути.
• При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
• Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания. Что влияет и на балансировку колес (любых изделий) в целом.
• Если говорить о сварке алюминия своими руками, то ваш сплав будет неизвестной марки, к которому придется подбирать сварочный режим и адекватные дополнительные материалы. И пробовать придется прямо на вашем диске!
Общие сведения
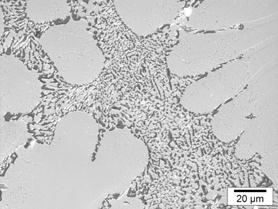
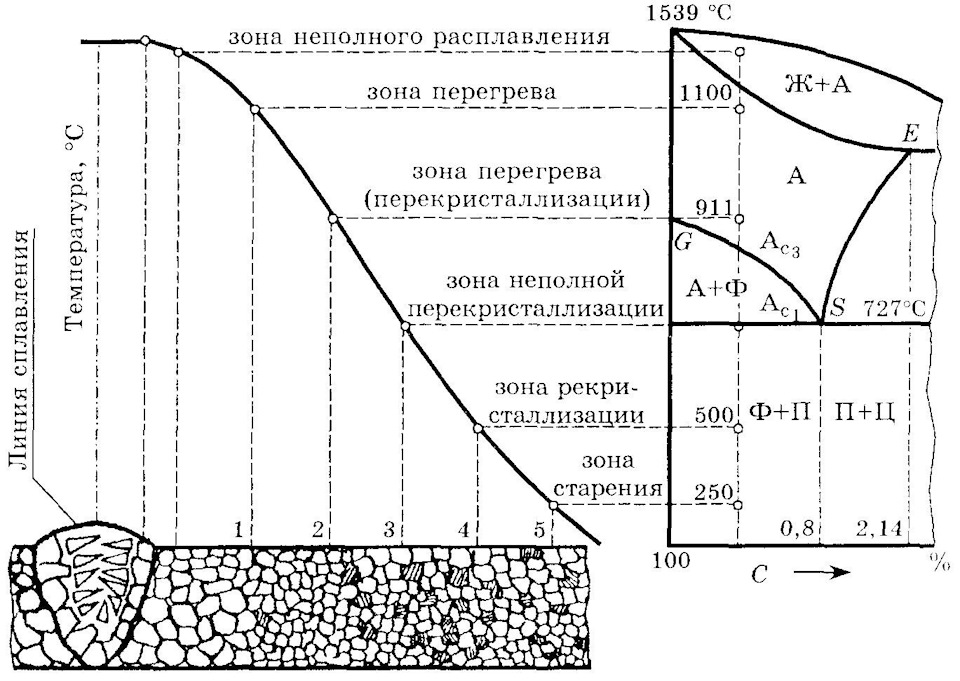
При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов могут изменяться в зависимости от состава сплава, используемого присадочного металла, способов и режимов сварки. Для всех способов сварки характерно наличие больших скоростей охлаждения и направленного отвода тепла. При кристаллизации в этих условиях в структуре металла образуется эвтектика,
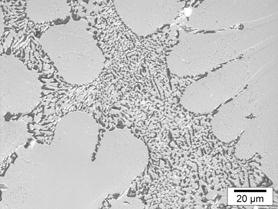
которая снижает пластичность и прочность металла. В связи с этим, в швах возможно возникновение кристаллизационных трещин при застывании.

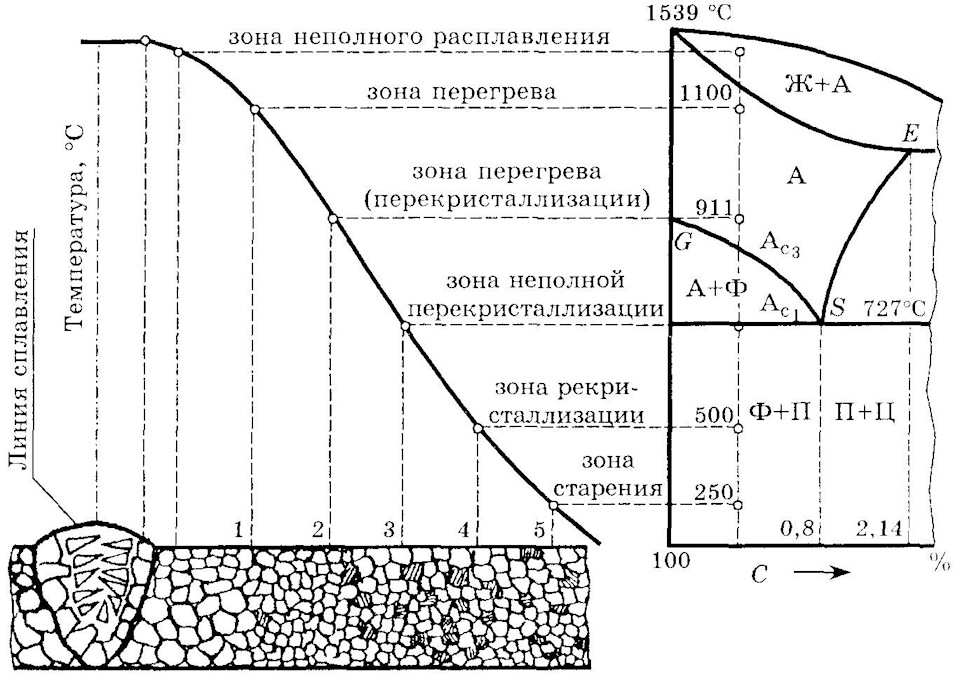
Свойства сварных соединений зависят также от процессов, протекающих в околошовных зонах. При сварке чистого алюминия и сплавов, неупрочняемых термической обработкой, в зоне теплового воздействия наблюдается рост зерна и некоторое их разупрочнение, вызванное снятием нагартовки (он же наклёп — упрочнение происходящее при изменении структуры и фазового состава материала в процессе пластической деформации при холодной обработке).
Рост зерна и разупрочнение нагартованного металла при сварке изменяется в зависимости от способа сварки, режимов и степени предшествовавшей сварке нагартовки. Свариваемость сплавов АlMg осложняется повышенной чувствительностью их к нагреву и склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву. Способность этих сплавов образовывать пористость в зонах термического воздействия связывается с наличием молекулярного водорода. После обработки образуются несплошности в виде каналов или коллекторов, в которых водород находится под высоким давлением.
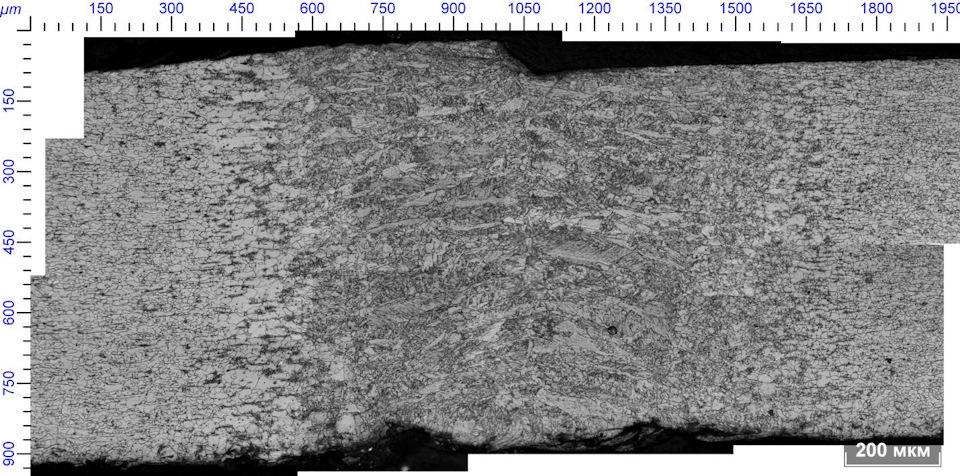
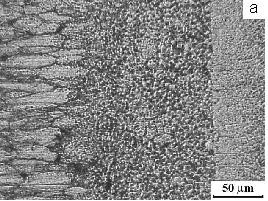
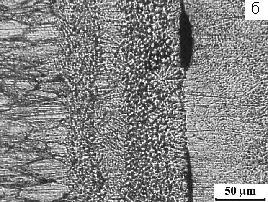
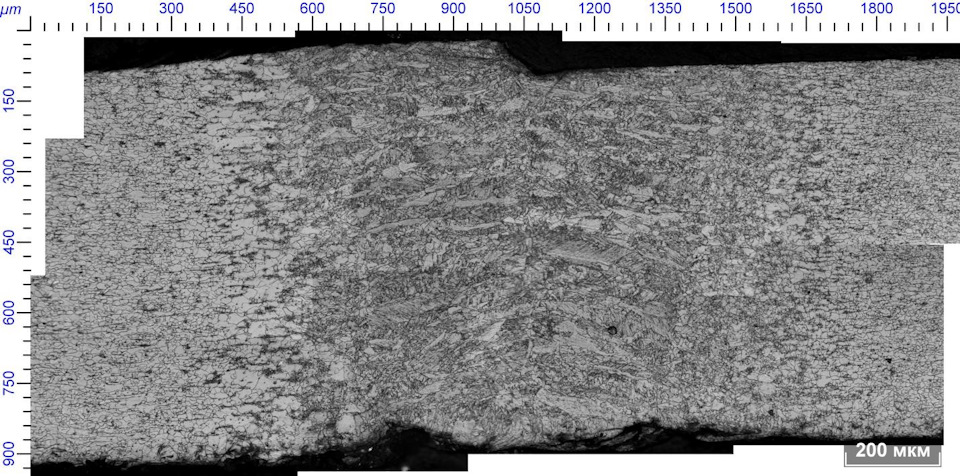
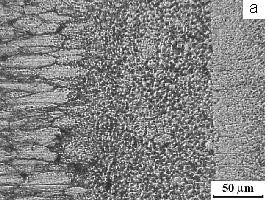
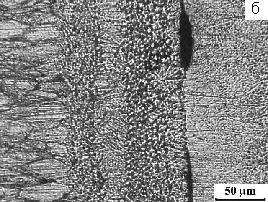
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом со¬стоянии и так же способствует образованию кристаллизационных трещин. Это происходит независимо от способа сварки и исходного состояния металла, в непосредственной близости от шва. Ширина этой зоны меняется в зависимости от способа и режимов сварки. Наиболее широкая зона появляется при газовой сварке и более узкая при способах сварки с жестким термическим воздействием.
Распределение эвтектики в этой зоне изменяется в зависимости от исходного состояния сплава. В сварных соединениях, полученных при сварке закаленного сплава, эвтектика располагается в виде сплошной прослойки вокруг зерен. Последующей термической обработкой не удается восстановить свойства металла в зоне, прилежащей к шву, что приводит к большому изменению прочности соединений и делает ненадежными эти соединения в эксплуатации.
А места соединений всегда будут местами концентрации напряжений и очагами разрушения под нагрузкой.
Подготовка под сварку
Важным этапом на пути к результату (которым часто пренебрегают), является подготовка шва. При подготовке деталей из алюминиевых сплавов под сварку профилируют свариваемые кромки, удаляют поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических растворителей (обычны уайтспирит). Удаление поверхностной окисной пленки является наиболее ответственной операцией подготовки деталей. При этом в основном удаляют старую пленку окислов, содержащую значительное количество адсорбированной влаги.
Окисную пленку можно удалять с помощью металлических щеток. После зачистки кромки вновь обезжиривают растворителем. При этом, нельзя подготовить и отложить на завтра, продолжительность хранения деталей перед сваркой после зачистки 2—3 ч. При сварке деталей из сплавов алюминия, содержащих магний повышенной концентрации (например, сплава АМгб), перед сваркой кромки деталей и особенно их торцовые поверхности необходимо зачищать шабером. Применение при аргонодуговой сварке флюсов, наносимых на торцовые поверхности перед сваркой в виде дисперсной взвеси фторидов в спирте, также способствует уменьшению количества окисных включений в металле шва.
Соединение
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, выполнить которые можно любыми способами сварки. Для устранения окисных включений в металле швов применяют подкладки с канавкой или разделку кромок с обратной стороны шва, что в некоторых случаях обеспечивает удаление окисных включений из стыка в формирующую канавку или в разделку. При разделке кромок угол их раскрытия ограничивают с целью уменьшения объема наплавленного металла в соединении и как следствие — вероятности образования дефектов. Площади сечения деталей в зоне соединения делают приблизительно одинаковыми.
Присадки
Улучшение кристаллической структуры металла швов при сварке алюминия и некоторых его сплавов достигается модифицированием в процессе сварки. Поэтому при сварке используют присадки (цирконий, титан, бериллий). Введение этих элементов в небольших количествах позволяет улучшить кристаллическую структуру металла швов и снизить их склонность к трещинообразованию.
При выборе присадочного металла учитывают возможность появления в структуре металла швов различных химических соединений. При сварке сплавов алюминия, содержащих магний, с применением присадочной проволоки, содержащей кремний, в металле швов и особенно в зоне сплавления появляются иглообразные выделения Mg2Si, снижающие пластические свойства сварных соединений. Неблагоприятно влияют на свойства соединений из сплавов системы Аl—Mg ничтожно малые добавки натрия, которые могут попадать в металл шва через флюсы.
Дуговая сварку в среде защитных газов (Варю аргоном)
Самый массовый и «бытовой» вариант для сварки алюминия и его сплавов. В качестве защитного газа применяют аргон чистотой не менее 99,9% (по ГОСТ 10157-79) или смесь аргона с гелием. С вероятностью 99% вам предложат варить именно так. Если предложат варить электродами вручную, это стопроцентный win и премия Дарвина для ваших дисков. А заводские методы Вам скорее всего будут недоступны.
Основным преимуществом процесса является высокая устойчивость горения дуги. Благодаря этому процесс используется при сварке тонких листов. При ручной сварке горелку перемещают с на¬клоном «углом вперед». Угол наклона горелки к плоской поверхности детали около 60°. Присадочная проволока подается под возможно меньшим углом к плоской поверхности детали. При механизированной или автоматической сварке неплавящимся электродом горелка располагается под прямым углом к поверхности детали, а присадочная проволока подается таким образом, чтобы конец проволоки опирался на край сварочной ванны, скорость подачи меняется от 4—6 до 30—40 м/ч в зависимости от толщины материала.
Что мы можем получить после сварки?
Представим, что были соблюдены все рекомендации, мастер был трезв, Луна была в зените, а Марс сошелся с юпитером. То есть, в лабораторных условиях, при соблюдении всех тонкостей процесса (автоматизация, зачистка, обезжиривание, профессионализм сварщика, 100% соответствие режима сварки – свариваемому материалу, присадки и т.д., и т.п.) предел прочности образцов, сваренных шовной сваркой, зависит от толщины металла и, например, для сплава AMг6 составляет в среднем 80% предела прочности на растяжение основного металла. Это при условии, что Ваш автомобиль в этих дисках стоит на месте и ничего не происходит. Не забывайте, что у вас уже не цельный диск, а «составной», с которым надо обходиться уже по-другому. Простой пример — наступает лето, и Вы соскучились по покатушкам. Смотрим на график ниже
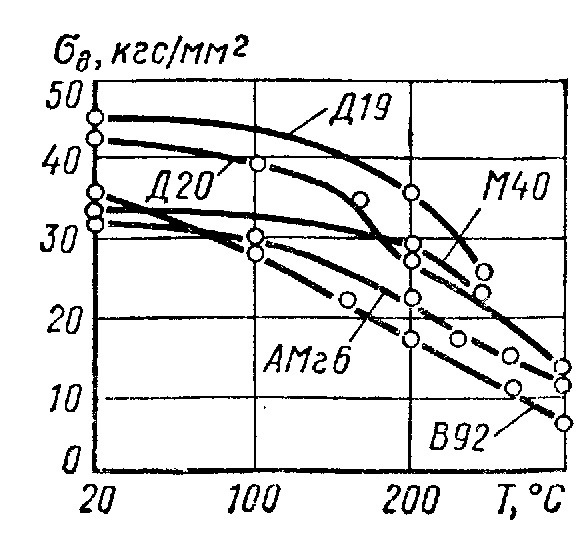
Нас интересует начальный участок кривой В92 (например, как самой показательной). Тут можно легко оценить потери прочности при нагреве всего до 100 градусов, которые легко достигнуть при активной езде летом.
Вот например видео (длительность — 1 минута)
Или вот такой вариант (длительность — 30 сек)
Вместо 343 МПа (~35 кгс/мм2) вы получите 274 МПа (~28 кгс/мм2). Потери – больше 20%! Ну, конечно, скажет пытливый читатель, а почему именно эта кривая? А вы точно знаете из какого именно сплава сделаны Ваши диски? А что, на 10% вы согласитесь со спокойной душой?
В сухом остатке
Механические свойства сварных соединений алюминиевых сплавов зависят от технологии их получения, а также состояния материала до сварки и обработки после сварки.
Важно понимать, что в сварных конструкциях, которые проектируются с учетом характеристик прочности сварных соединений в основном используют полуфабрикаты из деформируемых сплавов – у них микроструктура и хим. состав более-менее приспособлены к сварке. А большинство ремонтирующихся в гаражах дисков – литые.
Я глубоко сомневаюсь, что Вам делали, или обещают сделать именно так как описано выше, глубоко погружаясь именно в Вашу конкретную задачу. Скорее всего вы просто очередной клиент с бабками… Вспомните начало статьи, про Т-34, там люди работали с известными материалами, по известным режимам и даже так – косячили. Думаете что-то кардинально изменилось? Думаете, что именно ваш мастер высоко квалифицирован? Человеческий фактор — это основной фактор нестабильности качества на производстве.
Учитывая всё вышесказанное я бы оценил прочность сварного шва в ваших дисках как 30-50% от исходной. Ну, т.е. вы покупаете новые диски и смело сфрезеровываете 30-50% толщины диска, а затем сразу, едите наваливать на трек, смотреть на результат! Неудачные наезд зимой на бордюр или на что угодно при обгоне – может быть фатален.А если у вас еще и проставки установлены … мммм
Помните, что:
1) У вас обязательно, как бы вы ни старались произойдет изменение кристаллической структуры в области сварки и как следствие – ухудшение механических свойств. Они будут неоднородны по всему диску.
2) Место сварки потенциально будет менее пластично (более хрупко) и менее прочно. Это концентратор напряжений.
3) При сварке дисков КРАЙНЕ важна квалификация сварщика и оснащенность конторы, и максимум что вы сможете достигнуть это 80-90% процентов от начальных свойств, но это только в теории.
4) Самое низкое качество при сварке электродами, за ними следует аргон.
5) Как бы на первый взгляд хорошо не выглядела сварка, диск всё равно поведет (коробление) что отразится еще и на балансировке колес и управляемости автомобиля в целом.
На сладкое — при действии знакопеременных нагрузок прочность соединений относительно невелика. Например, напряжения в листе при усталостном разрушении точечной сварки составляет всего 20 МПа. Для сравнения, у эпоксидной смолы этот показатель 20-90 МПа, т.е. в теории, надежнее будет просто заклеить трещину поксиполом или моментом.
Так что, если вы владелец тойоты с ватным диваном вместо подвески, то вполне возможно вам будет всё равно, но, если вы владелец М-ки, Турбача и т.п. с жесткой подвеской и вдруг решили сэкономить на дисках купив вареные, то, пожалуйста, убейтесь прямо в гараже не выезжайте из гаража.
P. S. Не вошедший в статью доп. материал по теме есть еще в блоге. Подписывайтесь на машину, не пропустите обновлений, они публикуются и в бж и в блоге. Большое спасибо тем, кто делиться этим материалом со своими подписчиками.
Почему нельзя варить диски. Подробно. v.1.3
Внимание ! В статье многабуков (автор в курсе, да, можно это не повторять в каментах). Целевая аудитория статьи — люди, которые способны воспринимать и анализировать что-то больше, чем мемасики из вконтакта.
Всем привет. До этого я уже публиковал несколько своих статей про диски. А вот тут я уже сделал попытку, на скорую руку убедить людей не заниматься опасной и бесполезной тратой своих денег.. Начал я с того что рассказал о кованных дисках, как начало, введение и основу понимания будущего. Можете продолжить потом там — там тоже есть что узнать.
К делу:
Не секрет, что в каждом гараже можно встретил адептов сварки сломанного хлама, которые с пеной у рта, убеждают неокрепшие умы простых пользователей в абсолютной безопасности и выгодности этого процесса. Ну, т.е. мол, варенный оригинал даже ЛУЧШЕ, чем новый диск — стоит дешевле, а качество тоже, идите мол, ремонтируйтесь у нас. Это всё — глупость вперемешку с элементарным невежеством. Поэтому я решил всё же закончить начатое, и ниже будет подробное и развернутое объяснение моей позиции по ремонту автомобильных дисков.
Начать, наверное, следует с небольшой исторической ссылки. Отрежем всё скучное и начнем сразу со сладкого. Расцвет сварочных технологий в мире начался во время Второй мировой войны. Именно тогда были заложены основы всех современных технологий сварки. Немаловажно, что одним из реальных, а не псевдо-лидеров в этом направлении, был СССР. Но, так было не всегда — нас заставила нужда, а до войны ситуация со сваркой была плохая. В ходе прошедшей в 1938 г. на Ижорском заводе конференции, технологи завода печально констатировали, что многие сварные конструкции поражены трещинами. Никак не удавалось качественно сварить бронелисты. В те далекие годы, сотрудникам завода пришлось хитрить и корректировать состав броневой марки стали, ухудшая ее рабочие характеристики — лишь бы улучшить ее свариваемость. То бишь, люди обдуманно пошли на ухудшение свойств конструкции для увеличения выхода годной продукции.
Спустя два года, в 1940 г. сотрудники Института электросварки АН УССР сумели уже самостоятельно воссоздать метод автоматической сварки под слоем флюса ( запатентованный в 1936 г. американской фирмой «Линде»). Однако то был процесс для рядовой стали, а для сварки брони метод не подходил, требовалось еще время … но начало было положено.
К лету 1941 года, были завершены лабораторные испытания технологического процесса сварки и оборудования для него. Новый метод продемонстрировал великолепное качество: при испытании сваренной конструкции Т-34 снарядным обстрелом — оказался разбит не шов, а броневой лист !
6 ноября 1941 г. нарком танковой промышленности В. А. Малышев, будучи в Нижнем Тагиле, подписал приказ №0204/50, содержащий предписание всем предприятиям отрасли: «В связи с необходимостью в ближайшее время значительно увеличить производство корпусов для танков и недостатком квалифицированных сварщиков на корпусных и танковых заводах, единственно надежным средством для обеспечения выполнения программ по корпусам является применение уже зарекомендовавшей себя и проверенной на ряде заводов автоматической сварки под слоем флюса по методу академика Патона.


Это была точка отсчета победы в будущей войне. От процесса, где самым главным были индивидуальные знания каждого конкретного сварщика (часто — противоречивые), сварка превратилась в конвейер. На сварочных аппаратах могли работать кто угодно, студент театрального техникума, учитель математики из сельской школы, художник. Кто угодно ! настолько процесс был автоматизирован. С этого момента сварка всё больше переставала быть "магией" в руках уникальных специалистов, опыт полученный на заводах формализовывался и систематизировался. Любой желающий мог с ним ознакомиться просто заглянув в справочник.
Почему диски алюминиевые.
Если не вдаваться в глубокий анализ, то это самый дешевый и сердитый сферический конь (материал) в вакууме. По показателям отношения прочности к плотности — высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Проблема сварки Al сплавов.
Проблем при сварке Al сплавов масса, большинство из них узкопрофессиональны, но я выделю только наиболее значимые и важные для вашего понимания:
• Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С. При расплавлении алюминия он перекатывается внутри этой пленки наподобие ртути.
• При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
• Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания. Что влияет и на балансировку колес (любых изделий) в целом.
• Если говорить о сварке алюминия своими руками, то ваш сплав будет неизвестной марки, к которому придется подбирать сварочный режим и адекватные дополнительные материалы. И пробовать придется прямо на вашем диске!

Рост зерна и разупрочнение нагартованного металла при сварке изменяется в зависимости от способа сварки, режимов и степени предшествовавшей сварке нагартовки. Свариваемость сплавов АlMg (систем алюминий-магний, большинство дисков именно такие) осложняется повышенной чувствительностью их к нагреву и склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву. Способность этих сплавов образовывать пористость в зонах термического воздействия связывается с наличием молекулярного водорода. После обработки образуются несплошности в виде каналов или коллекторов, в которых водород находится под высоким давлением.
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом состоянии и так же способствует образованию кристаллизационных трещин. Это происходит независимо от способа сварки и исходного состояния металла, в непосредственной близости от шва. Ширина этой зоны меняется в зависимости от способа и режимов сварки. Наиболее широкая зона появляется при газовой сварке и более узкая при способах сварки с жестким термическим воздействием.
Распределение эвтектики в этой зоне изменяется в зависимости от исходного состояния сплава. В сварных соединениях, полученных при сварке закаленного сплава, эвтектика располагается в виде сплошной прослойки вокруг зерен. Последующей термической обработкой не удаётся восстановить свойства металла в зоне, прилежащей к шву, что приводит к большому изменению прочности соединений и делает ненадёжными эти соединения в эксплуатации.
Самое интересное. Дуговая сварку в среде защитных газов ("Варю аргоном")
Самый массовый и «бытовой» вариант для сварки алюминия и его сплавов. В качестве защитного газа применяют аргон чистотой не менее 99,9% (по ГОСТ 10157-79) или смесь аргона с гелием. С вероятностью 99% вам предложат варить именно так. Если предложат варить электродами вручную, это стопроцентный win и премия Дарвина для ваших дисков. А заводские методы Вам скорее всего будут недоступны.
Основным преимуществом процесса является высокая устойчивость горения дуги. Благодаря этому процесс используется при сварке тонких листов. При ручной сварке горелку перемещают с наклоном «углом вперед». Угол наклона горелки к плоской поверхности детали около 60°. Присадочная проволока подается под возможно меньшим углом к плоской поверхности детали. При механизированной или автоматической сварке неплавящимся электродом горелка располагается под прямым углом к поверхности детали, а присадочная проволока подается таким образом, чтобы конец проволоки опирался на край сварочной ванны, скорость подачи меняется от 4—6 до 30—40 м/ч в зависимости от толщины материала.
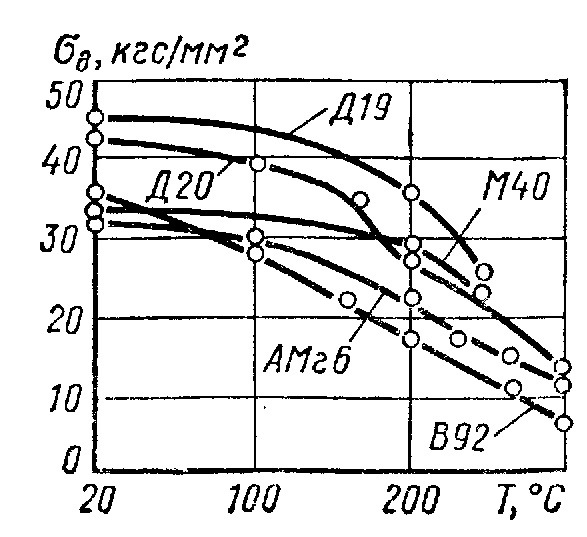
Вместо 343 МПа (~35 кгс/мм2) вы получите 274 МПа (~28 кгс/мм2). Потери – больше 20%! Ну, конечно, скажет пытливый читатель, а почему именно эта кривая? А вы точно знаете из какого именно сплава сделаны Ваши диски?
А у меня никогда не бывает 100 градусов ! А что, на 10% потерь вы согласитесь со спокойной душой?
В сухом остатке
Механические свойства сварных соединений из алюминиевых сплавов зависят от массы входящей информации — технологии их получения, состояния материала до сварки, обработки после сварки, всем этим, Вы не обладает в полной мере.
Важно понимать, что в сварных конструкциях, которые проектируются с учетом характеристик прочности сварных соединений в основном используют полуфабрикаты из деформируемых сплавов – у них микроструктура и хим. состав более-менее приспособлены к сварке и природная прочность материала (а также распределение нагрузок) компенсирует ослабление в местах сварки. А большинство ремонтирующихся в гаражах дисков – литые с неизвестной историей. Я глубоко сомневаюсь, что Вам делали, или обещают сделать именно хотя бы приблизительно так как описано выше (или даже лучше, по авторской методике), глубоко погружаясь именно в Вашу конкретную задачу. Скорее всего вы просто очередной клиент с деньгами…
Вспомните начало статьи, про Т-34, там люди работали с известными материалами, по известным режимам, на автоматизированном оборудовании и даже так – косячили. Думаете что-то кардинально изменилось? Думаете, что именно ваш мастер высоко квалифицирован? Человеческий фактор — это основной фактор нестабильности качества, даже на производстве где есть контроль. Как вы сможете проконтролировать результат работы и её качество — рентген ? ультразвук ? на глазок ? на слово ?
Учитывая всё вышесказанное я бы оценил прочность сварного шва в ваших дисках как 30-50% от исходной. Ну, т.е. вы покупаете новые диски и смело снимаете с них 30-50% толщины, а затем сразу, едите наваливать на трек, смотреть на результат! Неудачные наезд зимой на бордюр или на что угодно при обгоне – может быть фатален.А если у вас еще и проставки установлены … уууу.
Помните, что:
1) У вас обязательно, как бы вы ни старались произойдет изменение кристаллической структуры в области сварки и как следствие – ухудшение механических свойств. Они будут неоднородны по всему диску. Улучшит ли это ваш диск ?
2) Место сварки потенциально будет менее пластично (более хрупко) и менее прочно. Это концентратор напряжений. В отдельных случаях, прочность сварного шва может достигать прочности основного материала. Будет ли это в вашем случае ?
3) При сварке дисков КРАЙНЕ важна квалификация сварщика и оснащенность конторы, и максимум что вы сможете достигнуть это 80-90% процентов от свойств основного материала, но это только в теории. Вам проводят контроль качества или Вы верите на слово ?
4) Как бы на первый взгляд хорошо не выглядела сварка, диск всё равно поведёт (и вы никак это не сможете проверить) что может отразиться и на балансировке колес и управляемости автомобиля в целом.
На сладкое — при действии знакопеременных нагрузок прочность соединений относительно невелика. Например, напряжения в листе при усталостном разрушении точечной сварки составляет всего 20 МПа. Для сравнения, у эпоксидной смолы этот показатель 20-90 МПа, т.е. в теории, эффект будет тот же, что и просто склеить поксиполом или моментом.
Так что, если вы владелец автомобиля с ватным диваном вместо подвески, и у вас маленькая трещина вдоль обода, то вполне возможно вам то всё равно, но, если вы владелец турбовой зажигалки, с жесткой подвеской и вдруг решили сэкономить на дисках, купив отремонтированные, то, пожалуйста, не выезжайте на общественные дороги.
P.S Кратикий ликбез почему тут появляются странные комментарии — находится по этой ссылке.
P.P.S. Не вошедший в статью доп. материал по теме есть еще в блоге. Большое спасибо тем, кто держится конструктива, делиться этим материалом со своими подписчиками и комментирует.
Напоминаю про одно из основных правил drive2 — "Материться и переходить на личности категорически запрещено".
Грамотный ремонт легкосплавного диска(ТИГ сварка)

Место ремонта зачищается во всех плоскостях…
И обезжиривается, если это необходимо.

После наносится пенетрант(комплект контроля проникающим методом. ПВК)

ждем не более 5 мин и удаляем излишки пенетранта…

Берем второй баллончик из комплекта и наносим проявитель…

ждем его полного подсыхания…

И видим как раскрывается деффект(который раньше трудно было заметить)…

Через 7-10 мин, пенетрант проявляется полностью на поверхности проявителя и становится возможным понять характер и направление дефекта.

Распиливаем диск строго по дефекту, прибавив около 10-15мм к длине пила…

После этого удаляем следы от капиллярного контроля и приступаем к сварке…
Начинаем со внутренней стороны диска, от спиц к ободу(для того чтобы не накапливались усадочные напряжения). Делаем подкладной св.шов, предварительно можно "пройтись" дугой по разделанным кромкам диска, дабы избежать попадания возможных дефектов в основной металл…

Переворачиваем диск и снова зачищаем, но уже новый шов…


После того, как все зачистили и удалили следы окислов, БЕЗ присадки, те дугой "размешиваем" — одну стенку разделки с другой и подкладочным швом…

Далее начинаем заполнять уже "бывшую" разделку по толщине…


Получаем шов такого вида…

И снова переворачиваем диск для зачистки места посадки покрышки…


После этого собираем покрышку, накачиваем до 4-5бар и еще раз смотрим на "травит/не травит" — в месте соприкосновения "резина-диск"
Всем спасибо, за внимание!
На этом урок по качественному ремонту алюминиевого диска окончен!
Я всегда могу вам помочь со сваркой в среде аргона. Аргонодуговая сварка в Истре и Дурыкино
Наша страница на DRIVE2:


26 марта 2015 Метки: ремонт катализатора , замена катализатора на пламегаситель , обманка лямбды , установка обманки лямбды , выбить катализатор , сварка алюминия в истре и дурыкино
Комментарии 21
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Привет. Хорошая работа, приятно смотреть.
Подскажи, какой аппарат лучше взять для восстановления дисков, у меня свой шиномонтаж.

Дело не в аппарате, дело в руках аргонщика. А аппарат можно взять самый китайский.
Сварка дисков
Все транспортные средства имеют колеса, одной из составляющих которых являются диски. Езда по не совсем качественным дорогам может привести к их повреждениям, и потребуется ремонт. Сварка колесных дисков может быть осуществлена самостоятельно.

Виды дисков
Диск - это часть колеса, на которую одевается резиновая покрышка. Диски могут быть изготовлены из разных материалов и по различным технологиям, что и будет определять их свойства. Наибольшее распространение имеют штампованные диски, для изготовления которых используются углеродистые стали.

Они изготавливаются из двух частей - центральной и обода, которые потом объединяются друг с другом сваркой. После соединения диски покрывают эмалью для защиты от воздействия окружающей среды. Это является бюджетным вариантом, поскольку стоимость дисков, выполненных штамповкой, не слишком велика, хотя и особой красотой они не отличаются. Штампованные диски устанавливают на новые автомобили, выходящие из производства, что уменьшает их себестоимость.
Благодаря тому, что при изготовлении штампованных дисков используются материалы, обеспечивающие мягкость и пластичность, их можно отнести изделиям с высокой ремонтопригодностью. При эксплуатации автомобиля это становится существенным достоинством.
При возникновении механических ударов диск сминается, и его форма изменяется. При этом он воспринимает на себя основную часть удара, частично гася его. Измененный диск подлежит восстановлению, в частности применяется ремонт дисков сваркой. Недостатком штампованных дисков является их большой вес. Это может привести к ухудшению динамики и увеличить расход бензина.
Литые диски представляют собой цельную деталь, изготовленную методом литья. Для их изготовления в основном используются сплавы на основе алюминия. Сталь для этого является непригодной. Для того, чтобы литые диски приобрели большую прочность, их подвергают закалке, которая снимает остаточное напряжение. После этого диски покрывают лаком.

Большим преимуществом литых дисков является их небольшой вес. Вследствие этого снижается нагрузка на подвеску автомобиля, что повышает его устойчивость и легкость управления. Подвеска при этом меньше изнашивается. Из-за уменьшения встрясок увеличивается комфорт езды в таком автомобиле. Благодаря тому, что во внутренней части отсутствуют колпачки, тормозная система может охлаждаться естественным путем. Использование алюминия обеспечивает увеличенную стойкость к коррозии. Таким образом, компенсируются первоначальные затраты.
Однако полученная при закаливании прочность приводит к хрупкости изделия. Если машина получит удар, литой диск не погнется, а треснет или расколется. В этом случае понадобится ремонт литых дисков сваркой.
Кованные диски от литых отличаются технологией их изготовления.

Материалом для них служат легкие алюминиевые сплавы с добавление магния. Технология изготовления заключается в горячей штамповке. Полученные заготовки затем подвергаются механической обработке, обеспечивающей необходимый дизайн.
Красота кованных дисков сочетается с легкостью и прочностью. Важным качеством является пластичность. При получении машиной сильного удара кованный диск не растрескается, а сомнется. Это обеспечит возможность его восстановления, что обеспечит сварка кованных дисков.
Виды повреждений
Если сравнивать различные типы дисков, то можно заметить, что кованным дискам присуща высокая хрупкость, а литые и штампованные легко гнутся. В зависимости от этого требуются различные методы их восстановления.
Сварка дисков становится необходимой при следующих повреждениях:
- сколы;
- искривление обода;
- смещение относительно оси;
- отсутствие некоторых частей;
- разломы;
- трещины;
- царапины;
- задиры;
- повреждение поверхности.
Эти повреждения поддаются исправлению, за исключением трещин на ступице, а также критичных отклонений от геометрии. Для исправления повреждений используется сварка дисков аргоном. Особенно целесообразно использовать этот метод при образовании трещин и сколов. Правка литых дисков сваркой осуществляется именно этим способом.
Ремонт аргоновой сваркой
Ремонт дисков сваркой аргоном является наиболее эффективным методом, поэтому он получил наибольшее распространение. Хотя этот газ входит в название способа, в непосредственном соединении металлических деталей участия он не принимает. Его функция заключается в создании защитной среды, что позволяет успешно осуществлять сварку различных металлов.

Основное свойство аргона заключается в том, что он тяжелее воздуха, благодаря чему способен вытеснять из сварочной ванны его другие летучие соединения. Аргон, как и все инертные газы, не вступает в реакцию с иными химическими соединениями. На процесс сварки он не оказывает влияния. У аргона имеется одна особенность - при включении обратной полярности он начинает играть роль электропроводной среды. Сварка автомобильных дисков аргоном может осуществляться ручным способом, полуавтоматическим и автоматическим.
Достоинство метода аргонной сварки заключается также в отсутствии предварительной подготовки изделия, за исключением очистки от загрязнений. Благодаря защитной среде из аргона не происходит образование оксидной пленки. Сварка литых дисков аргоном позволяет устранять дефекты в труднодоступных местах.
Аргоновая сварка дисков потребует следующего оборудования:
- Сварочный аппарат, обладающий функцией сварки переменным током. Преимуществом обладают инверторы.
- Присадочные прутки.
- Горелка.
- Вольфрамовые электроды.
- Баллон с аргоном.
- Выпрямитель.
- Трансформатор.
- Осциллятор.
Сварка легкосплавных дисков будет обеспечена при использовании неплавящихся электродов из вольфрама.

Допустимыми являются небольшие примеси других металлов, что улучшает качество электрода. Неплавящимися такие электроды называют, потому что при сварке их размер практически не уменьшается. Сварка алюминиевых дисков вольфрамовыми электродами обеспечит получение хорошего результата.
Не следует забывать о средствах индивидуальной защиты. К ним относятся плотный костюм, крепкая обувь, брезентовые рукавицы и маска сварщика.
Технология сварки
Ремонт литых дисков сваркой аргоном требует предварительного определения химического состава основного материала, поскольку металлические заплатки должны ему соответствовать для хорошей свариваемости и иметь приблизительно такие же характеристики. Возможно соединение только однородных металлов.
В зависимости от степени повреждения на оборудовании выставляют соответствующую мощность. Если толщина металла менее трех миллиметров, то предварительная разделка кромок не требуется. Сварка литых дисков должна осуществляться на повышенной скорости, что сведет к минимуму тепловое воздействие на обрабатываемый металл. Для лучшего розжига дуги следует осуществлять предварительный прогрев электродов.
Сохранение длины дуги в диапазоне 1-1,5 миллиметров будет способствовать разрушению оксидной пленки на поверхности, что необходимо для получения качественного шва. Чтобы не было нарушено облако защитного газа, сварщик должен вести электрод ровно, не допуская колебательных движений. Равномерность подачи присадочного материала будет обеспечена при использовании полуавтоматического оборудования.
Для освобождения металла от грязи потребуются механические способы, а от жиров, масел, краски - химические. Когда для того, чтобы убрать дефекты, используются металлические заплатки, то вначале необходимо их прихватывать для обеспечения фиксации, после чего уже можно начинать проваривать швы. Для сваривания алюминиевых дисков устанавливают обратную полярность.
Если предстоит сварка участков, значительных по толщине, то место сварки необходимо предварительно разогреть во избежание появления в металле трещин. Для этого используется горелка или резак.
Начинать ремонт дисков сварочным методом следует с установки тока силой 150 Ампер. Сварку рекомендуется осуществлять в два прохода, сваривая вначале корень шва, а затем производить заполнение соединения. Горелкой также можно пройтись с изнанки шва для его выравнивания.
Если необходимо произвести наплавку на недостающую часть, то выставляется ток небольшой величины, порядка 120-140 Ампер. Наращивание следует осуществлять в несколько слоев, удалив после окончания сварки излишки методом шлифовки. Если заваривается трещина, то необходимо следить за тем, чтобы металл шва покрывал стороны с запасом. Если после зачистки шва найдутся непроплавленные участки, то следует пройтись по шву повторно, а затем подвергнуть очистке.
В рабочую зону аргон следует начать подавать за несколько секунд до начала сварки. Для возникновения дуги горелка должна быть расположена близко к поверхности диска. Слишком быстро подавать присадочную проволоку не рекомендуется, чтобы не вызвать избыточного разбрызгивания. Проволоку следует вести несколько впереди горелки. Дуга должна быть максимально короткой. Оптимальное расстояние между поверхностью диска и концом электрода - полтора миллиметра.
Заваривают кратер шва, не прерывая горения дуги, путем постепенного снижения напряжения. Подачу аргона прекращают только через несколько секунд после завершения сварки диска. Помимо ремонта этих частей автомобиля таким же образом может осуществляться сварка дисков мотоцикла.
Интересное видео
Как варить автомобильные диски с помощью аргона

Сварка аргоном
На автомобилях часто используются практичные легкосплавные алюминиевые колесные диски, придающие машине стильный вид. Они эксплуатируются долго, выдерживают большие нагрузки на дорожных неровностях, но иногда получают повреждения при попадании в ямы и колдобины на больших скоростях. Ремонт обходится дорого, занимает немало времени, имеет свои нюансы и особенности. Лучший способ – сварка дисков аргоном. Она восстанавливает поврежденные участки и возвращает изделиям вторую жизнь. Шов получается крепкий и надежный.

Общие сведения
Удары автомобильных колес на дороге – дело привычное. Каждое попадание в яму грозит поломкой дисков и невозможностью выполнения дальнейших поездок. Обод отливается из разных составов. Чистый алюминий для изготовления не используется, в него добавляется от 7 до 15% магния, а также кремний.
Какие повреждения убирают с помощью сварки
Кованый диск отличается высокой хрупкостью, литой – легко гнется.
В результате попаданий в неприятные ситуации на дорогах на металле могут появиться:
Все неисправности, кроме трещин ступицы, поддаются устранению.
Важность грамотной сварки
Устранение дефектов на дисках можно доверять опытному специалисту. При большой востребованности ремонта работники без опыта предлагают свои услуги. В результате вращающийся диск испытывает немалые нагрузки и часто рассыпается при попадании в яму. Это может привести к неприятностям: ушибам, ранениям, разбитым автомобилям и смертельным случаям.
Аргонная сварка литых дисков – дело, требующее:
Необходимо искать для проведения ремонтных работ специалистов с опытом, например РЛД-группы. Простое наложение шва поверх трещины недопустимо. Достичь мастерства можно только на практике, выполняя сварку аргоном сколов на деталях из алюминия и титана.
Квалификация работника исключает дисбаланс колеса, предупреждает его биение и сберегает автомобиль от нежелательных последствий.
Подготовительные работы
Чтобы заварить диск, его нужно правильно подготовить:
- удалить краску;
- разделать сколы;
- на концах трещин высверлить отверстия диаметром 2 мм для снятия напряжения сплава;
- снять абразивным материалом оксидную пленку до блеска стыка;
- обезжирить все кромки;
- для выбора заплаты выбрать обод из того же состава металла;
- места слома обработать шлифмашиной.
.jpg)
Неграмотный подбор материала для заплатки приведет к большому расходу электродов и не даст положительного эффекта. Краску нужно снять по рабочей зоне на 1 см от места сварки для избавления от химических испарений.
Сделать это лучше с помощью шлифмашины с диском толщиной 1 мм. Подготовленные детали свариваются намного качественнее.
Методы сварки для литых дисков
Выбор способов зависит от оборудования, имеющегося в мастерской. Ремонт – это наплавка на дефект металлического прутка под защитой ванны из аргона. Шов не окисляется и получается плотным. При наличии инверторного аппарата для устранения поломок литого диска применяется аргонодуговая сварка. Выбор электрода останавливается на тугоплавком вольфрамовом варианте и соответствующей присадке.
На СТО часто используется работа на полуавтомате с равномерной механической подачей плавящегося материала. После окончания основного процесса и остывания диска его нужно проверить на симметрию. К браку относятся любые отклонения в балансировке.
Приваривание заплат начинается с зачистки места и прихватки материала с обеих сторон. После этого швы формируются окончательно. Заделывание трещин производится изнутри до появления расплавленной массы снаружи. Последняя стадия работы – удаление лишнего металла и шлифовка.

Ремонт с применением аргона совершается на токах большой величины, достигающей 120-140 А. Полученный шов выдерживает сильные нагрузки.
Сварка под защитой газа имеет следующие достоинства:
- Соединяет активные и цветные металлы.
- Дает надежное соединение, представляющее единое целое с деталью и не выделяющееся после обработки.
- Не требует использования флюсов.
- Не происходит окисление металла в рабочей зоне.
- Диски не деформируются при нагревании.
- Сохраняется относительно высокая скорость обработки.
- В ходе работы не появляются искры.
Прочность шва зависит от выбора расходных материалов и инструментов.
Выбор электродов и присадочные добавки
Сварку дисков из легкоплавких материалов ведут с использованием токов обратной полярности. В качестве плавящегося электрода применяют металлические прутья разного состава.
| Марка прута | Применение |
| 1070 и 1100 | Амц, АД1 |
| 1450 с титаном | Для алюминиевых сплавов в пищевой и авиастроительной промышленности |
| 4043 | Сварка кремниевых составов (блоков ДВС и других конструкций) |
| 4047 с кремнием | Снижает деформации и увеличивает текучесть металла |
| 5087 с цинком | Уменьшает вероятность появления трещин |
| 5183 | Работает с Al-Mg и Al-Mn материалами в пищевой и судостроительной области |
| 5356 | AMg3 – AMg6 |
| 5554 | Для сварки химических емкостей и колесных дисков |
| 5556 | Соединяет тавровые заготовки из Al-Mg |
| 5754 | Шов на материалах из Al-Mg проявляет высокую стойкость к коррозии |
Кабель с «массой» подключается к диску, положительный потенциал – к электроду.

Для прочного шва важно правильно выбрать присадочную проволоку. Она бывает с добавками кремния, цинка или титана. Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка. Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы – признак большого содержания магния, присадка выбирается с Mn.
Особенности работы с алюминием и титаном
Сварка с использованием инертного газа производится для соединения деталей из титановых и алюминиевых сплавов.
Для этого применяются следующие способы:
- ручной с вольфрамовым прутком;
- автоматический с плавящимся электродом и аргоновой защитой.
Диски в мастерских ремонтируются чаще всего с помощью ручной сварки. Ток на инверторе устанавливается в пределах 120-140 А, аргон подается за 15-20 сек до начала рабочего процесса. Горелка подносится на расстояние 1,5-2 мм к детали и удерживается в этом положении. Шов получается надежный и прочный. При работе с присадочным материалом нельзя допускать резких движений рукой.
.jpg)
Сварка имеет положительные качества:
- не возникает на месте соединения оксидной пленки;
- можно скреплять детали из тонкого материала.
Чем больше повреждение, тем мощнее должен быть инвертор.
Описание и порядок ремонтных работ
Ремонт производится в следующем порядке:
- с колеса снимается покрышка и осматривается диск на предмет обнаружения трещин и сколов;
- покрытие очищается от грязи, пыли и следов масла;
- трещины прорезаются шлифмашиной и обезжириваются;
- производится аргонодуговая сварка с присадочной проволокой;
- остывший шов подвергается механической обработке.
Кованый или литой колесный диск варится в атмосфере аргона. Без него место соединения получается непрочным, быстро лопается. Заплаты прихватываются с обеих сторон, затем формируются швы. После затухания электрической дуги подача газа отключается через 10-15 секунд. За это время шов успевает схватиться. Присадочный материал подбирается в зависимости от толщины соединяемого металла: проволока должна быть немного меньшего диаметра. На инверторе включается функция Down Slope. Она помогает дуге затухать плавно.
Если наплавка производится в больших объемах, лучше использовать режим импульсный. Наращивание делается постепенно. Сварку рекомендуется начинать изнутри, затем снаружи с присадкой марки 4043, содержащей магний или кремний. Лишний металл удаляется во время обработки, которая заключается в очистке кромок и плоскостей от наплывов. Замеченные недостатки необходимо устранять сразу.
Рекомендации от мастеров
Начинающим сварщикам могут оказаться полезными советы опытных коллег.
От глубины сколов зависит наносимое количество слоев металла. Шов делается длиной до 3 см. Трещины заплавляются изнутри, потом снаружи. Место сваривания предварительно нагревают до 250-300°С. Проверить температуру можно хозяйственным мылом: коричневый цвет отметки свидетельствует о достижении 250°, черный – 300.
Вырезы лучше выполнять фрезой, которая не даст остаткам стружки попасть в шов. Учиться следует на простых деталях, постепенно переходя к более сложным работам. В аргон можно добавлять до 5% углекислого газа. При замене отколотого куска в качестве донора используется диск из того же материала, что и ремонтируемый. Обрабатывать полученный шов можно на токарном станке. Он позволяет операции провести с точностью до микрон.
Читайте также: