Сварка никеля и нержавейки
Обновлено: 19.09.2024
Нержавеющая сталь относится к группе металлов, которые не поддаются коррозии благодаря наличию в своем составе молибдена, марганца, никеля и хрома.
По химическому составу нержавеющая сталь делится на:
- Хромо-марганцево-никелевую – наличие марганца обеспечивает хорошую прочность с сохранением пластичности металла.
- Хромоникелевую – самая популярная группа металлов с хорошей пластичностью. Наличие никеля добавляет небольшие магнитные свойства и стабилизирует структуру сплава.
- Хромистую – обладают невысокой пластичностью, плохо поддается обработке, но при этом обладает высокой прочностью.
Как можно сварить нержавейку
- MMA – дуговая ручная сварка штучным электродом для домашних нужд. Обеспечивает довольно сносное качество шва, но не отличается высокой прочностью и способностью выдерживать высокие нагрузки, обладает слабой структурой.
- TIG – аргонодуговая сварка. Обеспечивает высокое качество сварочного шва, тонкостенных изделий, часто применяется при сварке трубопроводов высокого давления.
- MIG/MAG – полуавтоматическая сварка в газовой защитной среде, которая позволяет добиться качественного шва с хорошим проплавлением. Применяется для сварки толстостенных заготовок.
Также нержавеющие стали обрабатывают другими методами, которые менее распространены из-за высокой сложности или стоимости работ:
- лазерная;
- плазменная;
- точечная сварка.
Вышеописанные режимы сварки нержавейки используют для соединений высокой точности и для обработки трудносвариваемых нержавеющих сплавов.

Нюансы при сварке нержавеющих сталей
- Высокое электрическое сопротивление. Ввиду данной особенности, хромоникелевые электроды используют ограниченной длины (до 350 миллиметров).
- Высокий коэффициент расширения металла. Нужно строго соблюдать величину зазора между обрабатываемыми изделиями.
- Низкая теплопроводность. Для обработки нержавейки снижают величину тока на 15-20% ниже, чем при сварке обычных сталей.
- Наличие хрома в составе. Данный металл образует карбид хрома при взаимодействии с углеродом на высоких температурах плавления. В результате снижается прочность сварочного шва. Чтобы это избежать, нужно быстро остужать место сварочного соединения.
Опытные сварщики всегда учитывают вышеописанные особенности нержавейки. Благодаря чему можно получить высококачественные швы с хорошей прочностью и без дефектов.
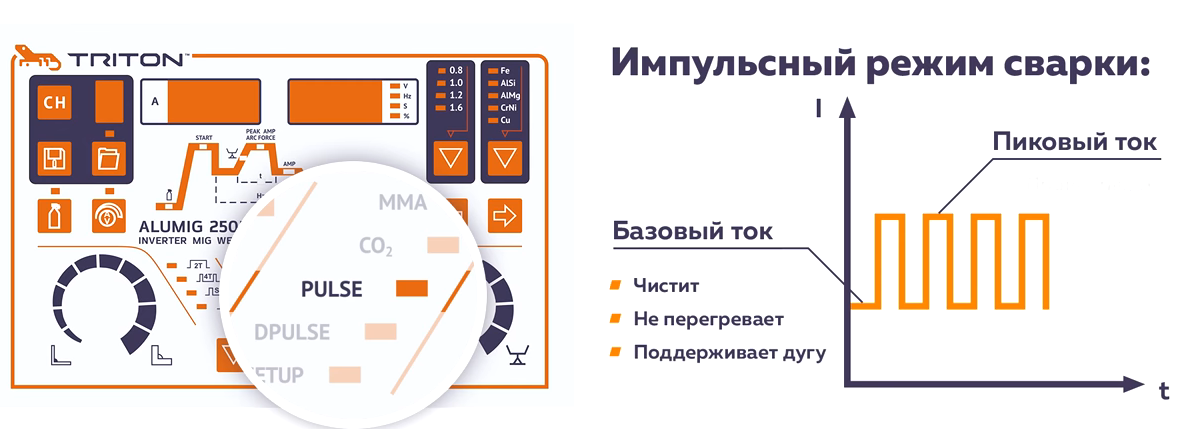
Импульсная сварка нержавейки
Одним из основных преимуществ импульсной сварки нержавейки является полный контроль над сварочным циклом и тепловложением в шов. Каждый импульс формирует сварочную каплю, которая переходит в сварочную ванну. В результате чего сокращается зона термического влияния, нагрев заготовки становится более контролируемым.
Также в процессе импульсной сварки нержавеющих сталей практически исключается образование сварочных брызг, что позволяет экономить сварочную проволоку, повысить производительность и сократить время на доработку сварочного соединения.
Сварка нержавейки с разными металлами
При смешивании разных металлов и сплавов с нержавейкой, возможно ухудшение качества сварочного шва, который может стать хрупким, с трещинами, менее пластичным и т.д.
Для исключения дефектов при сварке нержавейки с другими сплавами и металлами следует использовать электроды для высоколегированных сталей, и тщательно подготавливать поверхность заготовки и выполнить прокалку электродов. Кроме того, не рекомендуется предварительно подогревать зону сварки перед проведением работ, и желательно применять высоколегированные сплавы или на основе никеля в качестве присадочного материала.
Сварочный шов должен содержать меньшее количество основного металла – не более 40% от всей массы. 60% – это должен быть присадочный материал или электрод, в зависимости от используемого метода сварки.
Выбираем расходку для сварки нержавейки
Для того чтобы добиться качественной сварки нержавеющих металлов, необходимо выбирать присадочный материал, электроды, которые по составу будут такими же, как и обрабатываемые заготовки. Благодаря этому достигается равномерное расплавление металлов, получается качественное и плотное сплавление.
Информация по составу той или иной марки нержавеющей стали представлена на сайтах производителей свариваемых изделий. Порой довольно сложно определить состав нержавеющей стали без проведения сложных спектральных анализов в лабораторных условиях.
Подготовка изделия перед сваркой
- с помощью стальной щетки очищаем поверхность обрабатываемой заготовки;
- используя растворитель (ацетон, уайт-спирит или другие) протираем поверхность изделия для лучшей устойчивости дуги;
- используем средство, защищающее от налипания брызг, чтобы исключить механическую обработку изделия после сварки.
Между кромками изделий должен быть зазор, который гарантирует свободную усадку. Это одно из главных отличий в подготовке нержавеющих сталей к сварочным работам.
Обработка нержавейки после сварочных работ
Для исключения образования коррозии на поверхности нержавейки и снижения прочности заготовки, в обязательном порядке требуется дополнительная обработка после проведения сварочных работ.
Для правильной обработки нержавейки необходимо использовать следующие методы:
- зачистка шва механическим методом с помощью специальных щеток для улучшения внешнего вида заготовки;
- пескоструйная обработка для улучшения качеств и внешнего вида шва;
- шлифование – для идеально ровной поверхности сварочного соединения.
Для защиты сварочного соединения от возможного разрушения применяют травление и пассивацию. Метод травления – использование химически активных веществ (жидкости и кислоты). Воздействие кислот удаляет окалину, которая может стать причиной образования ржавчины. Метод пассивации – нанесение оксида хрома на поверхность заготовки для создания защитной пленки от образования коррозии.

Для чего применяется нержавеющая сталь
Каждая из вышеописанных групп стали нашла свое применение в разных сферах – металлургия, автомобильная промышленность, строительная отрасль, химическая промышленность и т.д. Самые популярные марки нержавеющей стали: мартенситные, аустенитные и ферритные.
Нержавеющие металлы используют:
- для изготовления трубопроводов разного сечения и назначения;
- ферритные используют в химической и пищевой отрасли;
- мартенситные стали применяют в металлургической промышленности;
- в строительной отрасли для изготовления уголков, опор и других конструкций;
- нержавеющие стали используют для изготовления ответственных опорных элементов;
- для облицовки оборудования и техники.
Заключение
- учитывать особенности при работе с нержавейкой;
- выполнять тщательные подготовительные работы до и после сварки;
- правильно подбирать присадочный материал и метод сварки.
Следуя рекомендациям в данной статье и вышеописанным правилам, можно добиться качественного сварочного соединения нержавеющих сталей.
Сварка нержавеющей стали в домашних условиях с помощью инверторного источника сварочного тока
Нержавейка, или нержавеющая сталь – металл, который обладает низкой теплопроводностью, а также имеет высокую активность, с химической точки зрения, в зоне расплавления металла. Кроме того, для нержавейки характерны также очень высокие значения коэффициента расширения под воздействием высоких температур (термическое расширение), а также низкая по сравнению с углеродистыми и низколегированными сталями температура плавления. Все это накладывает особенности на выбор инверторного источника сварочного тока.
Какой инвертор лучше выбрать
Ключевыми особенностями, на которые следует обратить внимание при выборе инвертора для сварочных работ с нержавеющей сталью, являются:
- возможность работы с пониженным сварочным током (чтобы избежать прогорания металла и нарушения его структуры);
- возможность работы в прямой и обратной полярности;
- возможность переключения на переменный ток и ведения работ в импульсном режиме (перечисленные выше параметры также позволяют избежать прогорания металла и его разрушения в сварочном шве).
Чаще всего такие параметры встречаются в профессиональных инверторных источниках тока, однако, число доступных для приобретения моделей невелико, что говорит о сложности подбора наиболее оптимального аппарата для сварки именно нержавеющей стали.

Примерная стоимость инверторных источников тока на Яндекс.маркет
Подбор электродов
Электроды, использующиеся для сварки нержавеющей стали, имеют достаточно большое количество марок в зависимости от тех классов металла, который предстоит варить с их использованием:
- если речь идет о сварке металла, из которого изготовлены предметы и оборудование, используемое в пищевой промышленности, то использовать следует электроды марок ОЗЛ-8 и ЦЛ-11;
- для жаропрочных сплавов, которые должны отвечать задачам длительного и качественного использования, необходимо подбирать электроды марки ОЗЛ-6;
- для нержавейки, которая используется для изготовления различных инструментов, подойдут электроды марок КТИ-7А, ЦТ-28;
- если вести речь о сталях, относимых к нержавеющим, для которых характерны повышенные коррозионноустойчивые параметры, то для их сварки потребуются электроды марок ЭА400/10У, НЖ-13, ЦТ-15;
- в случае бытовой сварки нержавеющей стали можно использовать также электроды марок АНЖР-1, АНЖР-2, а также электроды марки ЭА395/9;
- в зависимости от того, какой вид и класс нержавеющей стали подлежит свариванию, можно подобрать также электроды и из иностранных аналогов, которые не уступают по качеству отечественным.
Особенности технологии
В связи с физико-химическими особенностями нержавеющей стали как металла, подвергающегося сварке, наиболее оптимальным способом является сварка с использованием неплавящегося электрода в среде защитного газа (в качестве такого газа может использоваться аргон либо его смесь). На производстве для достижения более высокого качества сварных соединений используются комбинированные способы сварки, при которых корневой слой шва выполняется посредством использования аргонодуговой сварки, а последующие слои – ручной дуговой.
Подбор параметров работы сварочного инвертора (силы сварочного тока и параметров сварочного напряжения) происходит на основании следующих данных:
- толщина свариваемых деталей;
- тип и класс стали;
- данные о режиме эксплуатации изделия или соединения;
- очень высокий коэффициент теплового расширения деталей из нержавеющей стали – при нагревании происходит существенное «растягивание» деталей, а при остывании – сжатие, что может вызвать образование микротрещин в сварном шве, а также в самом изделии в той его части, которая относится к сварочной зоне и подвергается нагреву;
- сварка должна проводиться с минимальным повышением температуры металла, чтобы избежать перегрева околошовной зоны. Если произойдет перегрев выше 500 градусов по Цельсию, внутри металла начнется процесс межкристаллической коррозии, что вызовет разрушение сварного шва и всей детали в целом, самым негативным образом сказавшись на качестве шва.
В каждом конкретном случае подбирать режимы необходимо индивидуально, проводя обязательную пробу на деталях, аналогичных свариваемым. Главным условием сварки деталей из нержавеющей стали является уменьшение сварочного тока по сравнению с другими видами стали не менее, чем на 20%.
К особенностям технологии сварки следует также отнести и обязательный подбор всех инструментов таким образом, чтобы они соответствовали правилам работы с нержавеющей сталью: круги для болгарки, щетки, используемые для зачистки металла должны соответствовать работе именно с нержавеющей сталью, так как в случае использования обычных инструментов могут образоваться металлические включения в шве, что негативным образом влияет на его качество.
Необходимое оборудование
Для качественного осуществления процесса сварки нержавеющей стали следует подготовить оборудование, в перечень которого включаются:
- инверторный источник сварочного тока, соответствующий требованиям, предъявляемым к аппаратам, с помощью которых происходит сварка нержавеющей стали;
- сварочные кабели для подачи сварочного тока в зону сварки (кабель электродержателя и кабель «массы») достаточной длины, чтобы избежать перекручиваний и перекрещиваний с целью исключения нарушения изоляции кабеля;
- кабель подключения инвертора в электрическую сеть в зависимости от используемого напряжения;
- присадочные материалы (электроды той марки, которые соответствуют сварке конкретного класса нержавеющей стали, при необходимости баллон с защитным газом и шланги для подачи газа в сварочную зону, а также газовая горелка);
- болгарка и круги к ней для работы именно с нержавеющей сталью;
- щетка по металлу, также предназначенная для работы с нержавеющей сталью;
- приспособления для соединения деталей при осуществлении сварки и качественного их закрепления; .
Кроме того, требуется также и защитное оборудование, к которому относятся:
- защитный костюм либо иная одежда, которая сможет защитить сварщика от воздействия высоких температур и попадания на кожу расплавленных капелек металла;
- краги или перчатки, защищающие руки от воздействия высоких температур на кожные покровы и снижающие риск поражения электрическим током;
- маска с темным стеклом или самозатемняющаяся маска для защиты органов зрения от получения электротравмы.
Сварочный процесс
Сварочный процесс при осуществлении изготовления изделий из нержавейки, как и в случаях со сваркой других металлов, делятся на три этапа – подготовительный, этап собственно сварки и завершающий.
Этап подготовки
На подготовительном этапе следует разметить детали, которые планируется сваривать, зачистить их, обезжирить с помощью специального химического состава. В случае если это продиктовано толщиной соединяемых деталей, потребуется также разделать кромки для лучшего формирования сварочного шва.
Основные работы
Основной этап сварки состоит из следующих шагов:
- подключение инвертора путем создания обратной полярности (кабель с электродержателем электрода подключается на разъем «+», а кабель массы – на разъем «-»). Такое подключение позволит обеспечить большее плавление электрода по сравнению с подключением в прямом режиме, а также избежать прожога материала за счет снижения проплавления деталей;
- после того как детали закреплены в тех положениях, в которых они будут свариваться, следует выполнить первичные прихваточные швы. Длина таких швов и их расположение по контуру планируемого сварного шва определяется в зависимости от того, каков размер шва, а также в зависимости от толщины свариваемых деталей;
- в том случае, если речь идет о создании сварочного шва большой протяженности, следует выполнять ступенчатый способ, в ходе которого сварка осуществляется с противоположных сторон короткими швами;
- если необходимо выполнить несколько слоев в одном шве, то после каждого нового слоя следует подождать некоторое время, чтобы предыдущий слой успел остыть перед наложением нового;
- в случае большого шва (протяженного по расстоянию) либо если у него сложная конфигурация, потребуется сделать большее количество прихваток по сравнению с простыми или короткими швами, каждая из которых будет отличаться небольшой длиной, расположенными вдоль кромок шва. Данное действие позволит сократить риск деформации деталей возле шва.
Завершающий этап
После того как сварочные работы завершены, следует переходить к завершающему этапу. На этом этапе происходит зачистка шва от образовавшегося шлака с целью определения визуальным способом его качества. Кроме того, на этом этапе происходит определение мест, где есть непровары. Если такие места обнаружены, следует выполнить ремонт или полностью вырезать стык и выполнить сварку, повторив весь алгоритм.
Технология сварки нержавеющей стали. Влияние легирующих элементов и подбор способа сварки
Особенности сварки нержавеющих сталей зависят от физических свойств, химического и фазового состава, а также их кристаллической структуры.
Особенности и сложности при электродуговой сварке деталей из нержавеющей стали
Теплопроводность хромоникелевых сталей в два раза ниже, коэффициент линейного расширения при нагреве в полтора раза больше, электросопротивление в пять раз выше, чем у малоуглеродистых сталей.
Знание этих свойств помогает сварщику учитывать поведение сталей при сварке. Для расплавления нержавеющих сталей требуются более мягкие режимы сварки и ввод меньшей электрической энергии. При одинаковых токах электрод (проволока) разогреваются значительно сильнее, поэтому для сварки нержавейки применяют укороченные электроды. Низкая теплопроводность и высокий коэффициент линейного расширения способствуют заметному увеличению сварочных внутренних напряжений.
Общим классификационным признаком нержавеющих сталей является присутствие в их химическом составе не менее 12% хрома. Хром, введенный в таких количествах, выделяется на поверхности стали в виде плотной окисной пленки, что и делает сталь устойчивой к образованию оксидов железа (ржавчины). Вторым по важности легирующим элементом в нержавеющих сталях является никель. Его 9-процентная легирующая добавка делает железо немагнитным потому, что такой сплав состоит из аустенита. Широко применяются для легирования нержавеющих сталей следующие элементы:
Все легирующие элементы не только изменяют химический состав стали, но и оказывают влияние на её физические свойства, а, следовательно, и на свариваемость.
Коррозионностойкие хромоникелевые стали с содержанием хрома до 20% с низким содержанием углерода до 0.1% обладают хорошей свариваемостью.
Повышение доли углерода приводит к образованию и выпадению карбидов хрома по границам зерен и способствует межкристаллитной коррозии в зоне термического влияния при нагреве выше 500 С.
Способы сварки нержавейки и их краткие характеристики
Сварка нержавеющих сталей выполняется классическими способами с соблюдением специальных режимов.
Сварка вольфрамовыми электродами в среде инертных газов (TIG)
Требует специализированного газового оборудования и применения соответствующих сварочных горелок. В качестве электрода используется пруток из вольфрама марки ВЛ, заточенный на конус под углом 20+/-2 град., диаметром 2-5 мм в зависимости от силы сварочного тока.
Аргон служит защитной атмосферой зоны горения дуги. Сварку необходимо вести в закрытых помещениях, что, в свою очередь, влечет за собой необходимость применения принудительной локальной вентиляции для обеспечения безопасности персонала.
Особое внимание уделяется выбору присадочной проволоки.
Ручная дуговая сварка плавящимся электродом (ММА)
Наиболее распространённый способ. Важно соблюдать мягкие режимы и избегать перегрева металла в зоне термического влияния. Пристальное внимание уделяется подбору электродов в зависимости от требований к сварным швам и конструкциям в целом.
Полуавтоматическая сварка (MIG)
Самый производительный из рассматриваемых способов, особенно при выполнении угловых и тавровых швов в нижнем положении. Применяются стандартные сварочные полуавтоматы с применением присадочной проволоки малых и средних диаметров.
Сварочные материалы
Сварочные электроды для ручной дуговой сварки выбираются по ГОСТ 10052-75 и по каталогам производителей или поставщиков. Различаются по типу и маркам в зависимости от химического состава наплавленного металла, механических свойств, применяемых режимов сварки и рекомендуемого пространственного положения шва.

Примерная стоимость электродов для ручной дуговой сварки на Яндекс.маркет
Сварочная проволока нержавеющая по ГОСТ 2246-70 и ГОСТ 18143-72 применяется для TIG и MIG и выбирается по химическому составу и требованиям к сварным соединениям. Правильно подобранные присадочные материалы обеспечивают гарантированное качество швов.

Примерная стоимость сварочной проволоки на Яндекс.маркет
Технология
Техника и режимы нацелены на следующее:
- снижение сварочных напряжений и деформаций. Рекомендуется устанавливать сварочный ток на 20-30% ниже, чем при сварке низкоуглеродистых конструкционных сталей. Выполнять сварку узкими прямыми валиками на максимальной скорости и с охлаждением швов ниже 200 о С после каждого прохода;
- минимальный перегрев и уменьшение размеров сварочной ванны, быстрое охлаждение после каждого прохода;
- соблюдение зазоров и тщательную очистку свариваемых кромок и около шовной зоны.
Технология сварочного процесса для каждого из способов сходна по операциям подготовки поверхностей перед сваркой, требованиям к высокой квалификации сварщиков, по тщательному выбору сварочных материалов и настройкой режимов, а отличается выбором полярности подключения.
Сварку плавящимся электродом (MMA и MIG) осуществляют с применением обратной полярности: «+» на электроде, «-» на детали. Для TIG предпочтительна прямая полярность с целью экономии расхода вольфрамового электрода.
На практике совмещают два и более способов для сварки одного стыка. Прихватки и проварку корня шва выполняют аргонодуговым способом, а заполнение разделки — полуавтоматом или ручной сваркой плавящимся электродом.
Особенности сварки нержавеющих труб
Кольцевые замкнутые швы, особенно в случае сварки толстостенных нержавеющих труб малых диаметров требуют особого внимания.
Для предотвращения избыточных сварочных напряжений и появления горячих трещин следует выполнять многопроходную сварку валиками малого сечения. Нужно обращать дополнительное внимание на правильный выбор разделки кромок и соблюдения зазоров между соединяемыми деталями.
Есть еще одна специфическая проблема при односторонней сварке труб из хромоникелевых сплавов и жаростойких нержавеющих сталей. Это образование «мениска»- вогнутости в сечении шва с внутренней стороны труб. Приходится применять специальные разделки и координировать скорость сварки и силу тока.
Руководство по сварке
Руководство по сварке нержавеющей стали и никелевых сплавов

Шаг 1: Выбор сварочного материала для выбранного процесса сварки
В случаях, когда обе свариваемые детали выполнены из одинакового металла, ориентируйтесь на тип основного металла. Например, при сварке 316L стали со сталью 316L, используйте сварочный материал, предназначенный для сварки 316L стали. Однако, имеющийся опыт свидетельствует о том, что сварной шов более подвержен коррозии, чем основной металл, поэтому сварочные материалы должны содержать несколько большее количество легирующих элементов. Тем не менее, необходимо тщательно оценивать объемы этого повышения, чтобы избежать избыточного легирования, которое в свою очередь может спровоцировать гальваническую (электрохимическую) коррозию.
При сварке разнородных металлов (например, нержавеющей стали с конструкционной углеродистой)
Предупреждение: Неправильный выбор сварочного материала или слишком высокая доля участия основного металла могут привести к образованию дефектов. Наиболее распространенным типом дефекта в этом случае является образование трещин, но возможно также и просто охрупчивание шва.
Поэтому выбор правильного сварочного материала и способа сварки играет важнейшую роль в получении положительного результата при их сварке:
- НЕ используйте низколегированные электроды для сварки низколегированной стали с нержавеющей. Это приведет к получению хрупких сварных шов из-за образования в них мартенситной структуры.
- НЕ используйте сварочную проволоку из нержавеющей стали с недостаточным содержанием легирующих элементов для сварки низколегированной стали с нержавеющей. Результатом такой сварки могут стать хрупкие сварные швы из-за образования в них мартенсита.
- ИСПОЛЬЗУЙТЕ высоколегированные сварочные материалы с повышенным содержанием легирующих элементов, например, 309 или 312 типов, специально предназначенных для сварки низколегированной стали с нержавеющей.
Для выбора присадочных материалов для сварки разнородных нержавеющих сталей или разнородных никелевых сплавов, пользуйтесь Руководством по сварке разнородных металлов. Как правило, в таких случаях рекомендуется использование сварочного материала, предназначенного для сварки более легированного из двух сплавов. Например, при сварке стали марки 304L с 316L, используйте сварочные материалы для 316L стали.
При сварке нержавеющей стали с никелевыми сплавами всегда используйте сварочные материалы для никелевых сплавов.
- НЕ используйте сварочные материалы из высоколегированных нержавеющих сталей для сварки из нержавеющих сталей с никелевыми сплавами, так как существует очень высокий риск образования трещины по оси шва. Это связано с разбавлением металла шва материалом детали из никелевого сплава. Повышенное содержание никеля в металле шва, наплавленного нержавеющей присадкой, создает дисбаланс в его составе, что повышает чувствительность к образованию кристаллизационных трещин.
Шаг 2: Настройка параметров сварочного процесса
Параметры сварки необходимо настроить таким образом, чтобы добиться как можно меньшего удельного тепловложения, чтобы свести к минимуму термические деформации. Возникающие при этом напряжения могут быть достаточно высокими, что в сочетании с рабочими нагрузками на сварное изделие может привести к коррозионному растрескиванию конструкции.
Удельное тепловложение = (Ампер х Вольт х 60) / Скорость перемещения. Снижение тока сварки или напряжения на дуге снижают величину удельного тепловложения. Более высокая скорость перемещения, например, при сварке продольными валиками, по сравнению со сваркой с поперечными колебаниями, также способствует снижению уровня тепловложения.
Отрегулируйте силу тока или напряжение таким образом, чтобы оптимизировать:
- Стабильность дуги
- Проплавление (более низкое напряжение может привести к меньшему проплавлению)
- Брызги (либо понизьте скорость подачи проволоки, либо повысьте напряжение)
- Подрезы (более высокое напряжение может привести к увеличению количества подрезов). Или понизьте скорость перемещения, чтобы позволить расплавленной сварочной ванне заполнить подрезы
- Разбавление металла шва (меньшее проплавление приводит к меньшей доле участия основного металла в шве)
Старайтесь выполнять сварку короткой дугой, чтобы минимизировать выгорание легирующих элементов.
Шаг 3: Правильная подготовка соединения под сварку
ИСТОЧНИКИ ЗАГРЯЗНЕНИЯ
Устраните или избавьтесь от всех возможных источников загрязнения, включая коррозию из-за воздействия: грязи, масла, жира, окалины, краски и маркировочных чернил, которые могут содержать хлориды.
При использовании средств против налипания брызг, используйте только те, которые предназначены специально для нержавеющих сталей. Остерегайтесь присутствия масла в сжатом воздухе, если он используется для охлаждения или сушки сварных соединений.
Обратите внимание, что некоторые обезжиривающие вещества могут сами загрязнять свариваемые кромки, а также образовать под воздействием дуги опасные для человека ядовитые газы.
Чтобы избежать загрязнения изделия из нержавеющих сталей и никелевых сплавов железом, разделяйте рабочие зоны для изделий из этих материалов и углеродистых сталей. Частицы железа на их поверхности способствуют образованию локальных точек коррозии.
СЫРОСТЬ И ТЕМПЕРАТУРА ОСНОВНОГО МЕТАЛЛА
Удалите перед сваркой конденсат с поверхностей изделий. Дайте свариваемым деталям, хранящимся вне помещения, нагреться до комнатной температуры, чтобы избежать образования на них конденсата. Проверьте наличие влаги в защитных газах.
ПЛАЗМЕННАЯ РЕЗКА
Зачистите до металлического блеска кромки соединения, подготовленные с помощью плазменной резки, где в качестве плазмообразующего или защитного газа использовались азот или воздух. Некачественная зачистка может привести к азотированию сварного соединения, что в свою очередь может вызвать образование ржавчины по зоне термического влияния готового сварного соединения.
Используйте чистые абразивные материалы, специально предназначенные для работ с нержавеющими сталями.
УЧИТЫВАЙТЕ ДЕФОРМАЦИЮ
У аустенитных нержавеющих сталей коэффициент теплового расширения на 50% выше, по сравнению с углеродистыми сталями. Никелевые сплавы расширяются в несколько меньшей степени. Чтобы снизить остаточные напряжения, чаще ставьте прихватки, а также выполняйте сварку отдельными участками. Сведите к минимуму поперечные колебания дуги, которые снижают скорость сварки, тем самым увеличивая удельное тепловложение. При сварке нержавеющих сталей или никелевых сплавов предпочтительнее сварку выполнять узкими продольными валиками.
УЗКИЕ ЗАЗОРЫ
Избегайте сварку в узкие зазоры. Зазор в корне должен быть равен как минимум диаметру электрода. Это особенно важно при сварке дуплексных нержавеющих сталей и никелевых сплавов, жидкая ванна которых, как правило, обладают плохой текучестью, что приводит к образованию непроваров или подрезов.
Шаг 4: Очистка сварного шва
Это очень важный шаг. Целью очистки сварного шва является правильное формирование на поверхности пленки из оксида хрома для получения максимальной коррозийной стойкости: чем более гладкая поверхность, тем выше коррозийная стойкость. Под воздействием тепла от сварки хром на поверхности шва может выгорать, что может привести к потере им коррозионной стойкости. Чтобы избежать образования ржавчины, очень важно удалить после сварки истощенную хромом зону химическим или механическим способом.
Настоятельно рекомендуется использовать щетки и другие инструменты из нержавеющей стали, чтобы избежать попадания на поверхность частиц железа, которые могут вызвать образование ржавчины.
СПОСОБЫ ОЧИСТКИ
ЭЛЕКТРОХИМИЧЕСКАЯ ПОЛИРОВКА
Это самый лучший способ, однако он медленный и дорогой.
Основными ингредиентами для травления являются азотная и плавиковая кислоты. Помимо гладкой поверхности, данный способ обеспечивает оптимальную коррозийную стойкость, а также удаляет поверхностные дефекты. Избегайте чрезмерного травления, которое образует грубую поверхность. Обратите внимание, что остатки продуктов травления необходимо надлежащим образом нейтрализовывать и утилизировать в соответствии с местными экологическими нормами. Одновременно с травлением сварное соединение пассивируется. Пассивирующие растворы не так эффективны в удалении загрязнений, как травильные пасты и растворы.
ШЛИФОВАНИЕ
Коррозийная стойкость зависит от размера зерна абразивного материала.
МЕХАНИЧЕСКАЯ ПОЛИРОВКА
Почти столь же эффективна, как и электрохимическая полировка, и зависит от используемого инструмента: чем мягче рабочая поверхность инструмента, тем лучше коррозийная стойкость
ОЧИСТКА ЩЕТКОЙ
Допустимый способ, при условии, что используются чистые щетки из нержавеющей стали.
ПЕСКОСТРУЙНАЯ ОЧИСТКА
Используйте чистый абразивный материал. Избегайте чрезмерной пескоструйной обработки, которая может создать грубую поверхность.
Стандартные сварочные материалы на основе высоколегированных сталей 300 серии образуют в наплавленном металле некоторое количество ферритной фазы, которая способствует подавлению процесса образования микротрещин. Микротрещины могут развиваться в полноценные трещины, которые обычно наблюдаются по центру сварного шва. Микротрещины, как правило, возникают из-за образования легкоплавких пленок по границам зерна в момент окончания кристаллизации сварного шва в сочетании с перемещением кромок из-за высокого коэффициента теплового расширения. Ферритная фаза способствует формированию зерен с большей площадью границ, тем самым снижая толщину жидких прослоек из легкоплавких интерметаллидов.
Поскольку никелевые сплавы и супераустенитные стали не содержат феррита, они более подвержены кристаллизационному растрескиванию. Для того, чтобы снизить риск образования горячих трещин, можно порекомендовать следующие мероприятия:
ТИП РАЗДЕЛКИ ШВА
Из-за более высокого содержания никеля, сварочная ванна, как правило, обладает меньшей текучестью. Чтобы избежать образования непровара, рекомендуется использовать более широкий угол раскрытия кромок разделки, и делать больший зазор между кромками, по сравнению с теми, что обычно используются в сварке нержавеющих сталей.
ТЕПЛОВЛОЖЕНИЕ
Чем ниже уровень удельного тепловложения, тем меньше подверженность сварного шва к растрескиванию. Положительный эффект дает использование сварочных материалов меньшего диаметра, они позволяют выполнять сварку на более низких токах. Рекомендуемый максимальный уровень удельного тепловложения, как правило, составляет 1 кДж/мм.
ФОРМА ВАЛИКА
Следует избегать валиков вогнутой формы. Предпочтительными являются плоские или слегка выпуклые валики.
ТЕМПЕРАТУРА МЕЖДУ ПРОХОДАМИ
При сварке сплавов, не содержащих феррит, предпочтительнее более низкая температура между проходами, которая снижает тепловое напряжение. Максимальная рекомендуемая температура между проходами составляет 150°C.
Особые рекомендации по сварке дуплексных нержавеющих сталей
Дуплексные стали сильно отличаются от стандартных нержавеющих. Их микроструктура содержит примерно по 50% феррита и аустенита. Неправильная сварка сталей этого класса может привести к образованию в сварном соединении фаз или выпадению структур, подверженных питтинговой коррозии. Понимая это, а также тщательно следуя рекомендуемым процедурам сварки, можно легко получить механически надежные и устойчивые к коррозии сварные изделия.
Для успешной сварки материалов на основе дуплексных сталей даются рекомендации ниже. Для получения дополнительной информации обратитесь к специалистам ЭСАБ.
В целом, необходимо соблюдать следующие параметры:
Из-за высокой вязкости жидкого металла этих материалов, текучесть сварочной ванны, как правило, не очень хорошая. Чтобы избежать образования несплавлений, рекомендуется использовать более широкий угол раскрытия разделки и больший зазор между кромками, по сравнению с теми, что обычно используются в сварке нержавеющих сталей.
ВЫБОР ЗАЩИТНОГО ГАЗА И ГАЗА ДЛЯ ЗАЩИТЫ КОРНЯ ШВА
Как было сказано выше, в силу особенностей этих материалов текучесть сварочной ванны, как правило, более низкая. Это можно частично компенсировать правильным выбором защитного газа, который также может способствовать правильному балансу в микроструктуре аустенита и феррита. Правильно подобранный газа для защиты корня шва также может положительно сказаться на коррозийной стойкости.
Для того, чтобы достичь оптимального соотношения феррита к аустениту, необходимо надлежащим образом контролировать уровень удельного тепловложения. Рекомендуемый диапазон тепловложения зависит от класса дуплексной нержавеющей стали сварного изделия.
Чтобы предотвратить образование хрупких структур, для дуплексных сплавов рекомендуется выдерживать определенную температуру между проходами. Правильная температура между проходами зависит от качества класса дуплексной стали и толщины свариваемого металла.
Сварка ферритных сталей
Сплавы на основе ферритных нержавеющих сталей по своей природе имеют тенденцию к возникновению затруднений при их сварке из-за плохой текучести сварочной ванны.
Чтобы упростить процесс их сварки, для нескольких марок ферритных нержавеющих сталей Exaton разработал сплавы со специальным химическим составом. Обратитесь к специалистам ЭСАБ для получения дополнительной информации.
Наплавка
На практике часто приходится сталкиваться с ситуациями, когда необходимо сваривать оборудование, эксплуатирующиеся при относительно высоких давлениях, при этом должны быть соблюдены требования различных стандартов, регламентирующих изготовление таких сосудов. В то же время, для увеличения срока службы сосудов требуется их защита от коррозии.
Распространенным решением является изготовление сосуда из высокопрочной низколегированной стали и плакирование его поверхностей, контактирующих с различными агрессивными средами высоколегированными материалами с использованием различных процессов. Наиболее часто это MIG, TIG, SMAW и SAW сварка с использованием проволок сплошного сечения или комбинации проволока/флюс. В последние несколько десятилетий становятся все более распространенным процессы дуговой или электрошлаковой наплавки ленточными электродами.
ESAB разработал широкий ассортимент сварочных материалов в виде проволок, лент и флюсов, которые позволяют получить плакирующий слой с требуемым содержанием легирующих элементов при однослойной наплавке с производительностью, превышающей 40 кг/час.
Как правило, при изготовлении таких конструкций, для достижения требуемых пластических характеристик наплавленного металла, на низколегированную сталь необходимо нанести первый переходный слой сварочным материалом повышенного легирования. Последующие слои могут быть получены с использованием сварочного материала с требуемым химическим составом.
Свяжитесь со специалистами ЭСАБ, чтобы узнать больше о материалах и комплексных решениях для сварочного производства.
Читайте также: