Сварка низколегированных и углеродистых сталей
Обновлено: 18.05.2024
Получение металла шва, равнопрочного основному, обеспечивается выбором типа электрода, который регламентирует прочностные характеристики сварного соединения. Следует учитывать, что применение электродов с повышенными механическими свойствами наплавленного металла, например, но пределу прочности при растяжении, может привести к снижению работоспособности сварной конструкции.
Для сварки кипящих сталей используют электроды с любым покрытием.
Для сварки полуспокойных сталей при больших толщинах следует применять электроды с покрытиями основного или рутилового видов.
Сварка конструкций из спокойной стали, работающих при низких температурах или при динамических нагрузках, должна выполняться электродами с основным покрытием.
Стабильность горения дуги влияет на качество швов и на возможность сварки переменным током. Наиболее стабильно дуга горит при электродах с целлюлозным, кислым и рутиловым покрытиями. Это позволяет использовать сварочные трансформаторы. Для электродов с основным покрытием требуются только источники постоянного тока.
В нижнем, вертикальном и потолочном положениях шов лучше формируется при электродах с целлюлозным покрытием, так как мелкокапельный перенос электродного металла и высокая вязкость шлака обеспечивают качественное ведение сварки. Хуже формируется шов при электродах с основным покрытием.
При сварке толстостенных конструкций многослойными швами отделяемость шлака является существенным показателем. Электроды с рутиловым, целлюлозным и кислым покрытиями обеспечивают лучшую отделяемость шлака по сравнению с основным покрытием.
Сварка электродами с основным покрытием требует тщательной очистки кромок от ржавчины, масла, грязи во избежание порообразования. Кроме того, электроды с основным покрытием склонны к порообразованию в начальный момент сварки и при сварке длинной дугой.
Обозначения в таблицах:
| = | постоянный ток |
| ˜ | переменный ток |
| = ( +, - ) | постоянный ток любой полярности |
| = ( - ) | постоянный ток прямой полярности |
| = ( + ) | постоянный ток обратной полярности |
| Uxx | напряжение холостого хода источника питания сварочной дуги |
Характеристики электродов для сварки углеродистых и низколегированных сталей
Тип Э42
Марка
Обозначение кода по ГОСТ
Область применения
Технологические особенности
Покрытие
Род, полярность тока
Коэффициент наплавки г/А?ч
Положение в пространстве
"Огонек"
Е410 - Р16
Для изделий из стали толщиной 1-3 мм. Сварку можно выполнять способом "сверху-вниз"
АНО-6
Е410(1) - АР21
Сварка короткой или средней дугой. Допускается по незачищенным кромкам. При сварке угловых швов электрод наклонять под углом 40-50° в направлении сварки. Имеет высокую стойкость против образования пор и горячих трещин. Uxx ≥ 50 В
АНО-6М
Е410(1) - АР21
Сварка короткой или средней дугой. Легко отделяется шлак. Минимальное разбрызгивание. Малая склонность к образованию пор и горячих трещин. Uxx ≥ 50 В
АНО-17
Е410(1) - АРЖ21
Высокопроизводительные. Для сварки металла большой толщины длинными швами. Малая чувствительность к порообразованию при сварке по окисленной поверхности. Uxx ≥ 50 В
ВСЦ-4
Е410(3) - Ц10
Сварка трубопроводов без колебаний электрода опиранием на кромки "сверху-вниз". Корень шва - на постоянном токе любой полярности, "горячий" проход - на обратной полярности. Оставлять огарок не менее 50 мм
ВСЦ-4М
Е510(3) - Ц10
Сварка корневого шва и "горячего" прохода стыков трубопроводов. Позволяют вести сварку способом "сверху-вниз" опиранием электрода. Обеспечивают стойкость против образования пор
ОЗС-23
Е410 - Р23
Для сварки конструкций малой толщины по окисленной поверхности. Малая чувствительность к порообразованию. Низкая токсичность. Uxx ≥ 50 В
ОМА-2
Е412-АЦ16
Для сварки ответственных металлоконструкций малой толщины (0,8 - 3,0 мм). Сварка удлиненной дугой по окисленной поверхности. Электроды с малой проплавляющей способностью. Uxx ≥ 60 В
ТИП Э42А
Стали с пределом прочности при растяжении до 412 МПа (42 кгс/мм 2 ) с высокими требованиями к шву по пластичности и ударной вязкости
УОНИ-13/45
Е412(4) - Б20
Для сварки ответственных конструкций, работающих при пониженных температурах. Сварка короткой дугой по тщательно зачищенным кромкам
УОНИ-13/45А
Е414 - Б20
Для сварки ответственных конструкций из сталей типа СХЛ-4, МС-1, Ст3сп и им подобных. Сварка короткой дугой по тщательно зачищенным кромкам
УОНИИ-13/45
Е412(4) - Б20
Для сварки ответственных конструкций, работающих при пониженных температурах. Сварка предельно короткой дугой по тщательно зачищенным кромкам
УОНИИ-13/45А
Е414 - Б20
УОНИИ-13/45Р
Е412(3) - Б20
Для сварки судостроительных сталей. Сварка короткой дугой по зачищенным кромкам. Высокая стойкость металла шва к образованию горячих трещин
Тип Э46
АНО-4
Е431(3) - Р21
Для сварки простых и ответственных конструкций всех групп и степеней раскисления. Сварка дугой средней длины. Допускается по незачищенным кромкам. Не склонны к порообразованию при повышенной величине тока . Uxx ≥ 50 В
АНО-4И
Е431 - АР21
Для различных металлоконструкций из углеродистых сталей . Uxx ≥ 50 В
АНО-13
Е432(3) - РЦ11
Для вертикальных угловых, нахлесточных и стыковых швов способом "сверху - вниз". Сварка короткой или средней дугой. Можно по незачищенным кромкам. Металл шва стоек к образованию горячих трещин. Покрытие гигроскопично . Uxx ≥ 50 В
АНО-21
Е433 - Р11
Для простых и ответственных конструкций из углеродистых сталей всех групп и степеней раскисления. Сварка удлиненной дугой по незачищенным кромкам. Uxx ≥ 50 В
АНО-24
Е432(3) - АР21
Для сварки в монтажных условиях. Сварка удлиненной дугой по незачищенным кромкам. Малая склонность к образованию подрезов. Uxx ≥ 50 В
АНО-34
Е43Ц2) - Р21
В нижнем положении электрод отклонять на 20-40° от вертикали в направлении сварки. Сварка возможна удлиненной дугой по окисленной поверхности. Uxx ≥ 50 В
ЭЛЗ-С-1
Е433 - Р21
Для сварки низкоуглеродистых, углеродистых и низколегированных сталей с пределом прочности при растяжении до 490 МПа. Uxx ≥ 50 В
ВРМ-26
Е432(3) - РЦЖ36
Для конструкций и трубопроводов из углеродистых сталей с содержанием углерода до 0,25%. Uxx ≥ 50 В
МР-3
Е430(3) - РБ26
Для ответственных конструкции. Сварка короткой или средней дугой. Поверхности тщательно зачистить от окалины. Хорошо перекрываются зазоры. При сварке на повышенных токах возможны поры. Uxx ≥ 60 В
МР-ЗМ
Е430(3) - РБ26
Для сталей с содержанием углерода до 0,25%. Возможна сварка влажного, ржавого, плохо очищенного от окислов металла. Высокопроизводительны. Сварка средних и больших толщин ведется на повышенных режимах "углом назад". Uxx ≥ 60 В
МР-3Р
Е430(3) - Р26
Для ответственных конструкций из углеродистых сталей. Допускают сварку влажного, ржавого, плохо очищенного от окислов металла. Повышенная производительность. В нижем положении сварка "углом вперед" для средних и малых толщин. Uxx ≥ 60 В
МЭЗ - 101
Е430 - АР25
Трубопроводы пара, горячей воды категории 3 и 4, т/проводы в котлах с рабочим давлением проводов, неподнадзорных Госгортехнадзору, кроме т/проводов регулирования турбин, маслопроводов. Возможна сварка удлиненной дугой, по окисленной поверхности
ОЗС-3
Е432 - АРЖ46
Для сварки ответственных деталей. Сварка короткой дугой. Допускается сварка по незачищенным поверхностям. Uxx ≥ 60 В
ОЗС-4
Е430(3) - Р25
Для высокопроизводительной сварки ответственных деталей. Допускается сварка удлиненной дугой и по незачищенным поверхностям. Uxx ≥ 60 В
ОЗС-4И
Е430(3) - АР24
Для ответственных конструкций. Допускают сварку влажного, ржавого, плохо очищенного от окислов металла. Высокая производительность. Сварка в нижнем положении при средних и больших толщинах "углом назад". Средняя длина дуги. Uxx ≥ 60 В
ЛЭЗ ОСЗ-4Т
Е431(3) - АР26
Для конструкций из углеродистых сталей с содержанием углерода до 0,25%
ОЗС-6
Е431 - РЖ23
Для высокопроизводительной сварки. Допускается сварка удлиненной дугой, возможна и по окисленной поверхности. Uxx ≥ 50 В
ОЗС-12
Е430(3) - Р12
Рекомендуется для тавровых соединений с получением мелкочешуйчатых вогнутых швов. Легко отделяется шлак. Сварка удлиненной дугой и по окисленной поверхности. Uxx ≥ 50 В
ОЗС-12И
Е430(3) - АР24
Для ответственных конструкций. Допускается сварка влажного, ржавого, плохо очищенного от окислов металла. Высокая производительность. Сварка больших и средних толщин "углом назад" на повышенных режимах тока. Рекомендуется средняя длина дуги
РОТЭКС ОЗС-6
Е430(3) - РЖ23
Для конструкций из углеродистых сталей. Позволяют вести сварку по окисленной поверхности. Имеют повышенную производительность
РОТЭКС ОЗС-12
Е431(3) - Р12
Для ответственных конструкций. Облегчают сварку в потолочном положении и сварку неповоротных стыков трубопроводов. Позволяют применять малые токи. Повышенная эффективность при сварке тавровых соединений. Допускается сварка удлиненной дугой по окисленной поверхности
Тип Э46А
Для сталей с пределом прочности при растяжении 451 МПа (46 кгс/мм 2 ) при повышенных требованиях к швам по пластичности и ударной вязкости
ТМУ-46
Е432(3) - Б26
Для ответственных конструкций, в том числе трубопроводов. Сварка короткой дугой по зачищенным кромкам. Uxx ≥ 65 В
УОНИ-13/55К
Е433-Б20
Для ответственных конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Сварка короткой дугой по зачищенным кромкам. Металл шва обладает высокой стойкостью к образованию горячих трещин и характеризуется низким содержанием водорода
АНО-8
Е435 - Б20
Для сварки конструкций из углеродистых и низколегированных сталей, работающих при пониженных температурах. Сварка короткой дугой по тщательно зачищенным кромкам
Для сталей с пределом прочности при растяжении 490 МПа (50 кгс/мм 2 )
ВСЦ-4М
Е510 (3) - Ц10
Для сварки корневого слоя и "горячего" прохода стыков трубопроводов и ответственных конструкций из низколегированных сталей. Оба слоя сваривать "сверху-вниз"
ВСЦ-4А
Е510(3) - Ц10
Высокопроизводительная сварка корневого шва и "горячего" прохода стыков трубопроводов и ответственных конструкций. Сварка корневого шва без колебаний, опиранием, на постоянном токе любой полярности. "Горячий" проход - после зачистки корневого шва. Оба слоя сваривать "сверху-вниз". Оставлять огарок не менее 50 мм
55-У
Е510(2) - Б20
Сварка короткой дугой или опиранием по тщательно зачищенным кромкам. Uxx ≥ 65 В
Для сталей с пределом прочности при растяжении 490 МПа (50 кгс/мм 2 ) при повышенных требованиях к швам по пластичности и ударной вязкости
АНО-27
Е515 - БЖ26
Для сварки ответственных конструкций при температуре до - 40°С. Сварка короткой дугой по тщательно зачищенной поверхности. Обеспечивают пониженное содержание водорода в швах. Uxx ≥ 65 В
АНО-Т
Е515-Б20
Для сварки ответственных конструкций и трубопроводов во всех климатических зонах. Сварка корневого шва без подкладных колец. Формирование обратного валика в потолочном положении
АНО-ТМ/Н
Е515 - Б26
Для поворотных стыков нефте- и газопроводов диаметром 59-1420 мм и других ответственных конструкций. Сварка короткой дугой по зачищенным кромкам. Эффективны для односторонней сварки. Uxx ≥ 65 В
АНО-ТМ
Е515 - Б26
АНО-ТМ/СХ
Е513 - Б26
Для ответственных конструкций, в том числе трубопроводов из низкоуглеродистых и низколегированных сталей. Сварка короткой дугой по зачищенным кромкам. Качественно формируется обратный валик высотой 0,5-3 мм
ИТС-4
Е513-Б20
Для судокорпусных сталей СтЗсп, 09Г2, 09Г2С, 10ХСНД, 10Г2С1Д-35, 10Г2С1Д-40 и т.д. Сварка короткой дугой по тщательно зачищенным кромкам. Обеспечивают высокую коррозионную стойкость
ИТС-4С
Е513 - Б20
Для сварки ответственных конструкций в судостроении; стали СХЛ-4, 09Г2 и др. Сварка короткой дугой по зачищенным кромкам. Uxx ≥ 65 В
ОЗС-18
Е514 - Б20
Для сварки ответственных конструкций из сталей 10ХСНД. 10ХНДП и др. толщиной до 15 мм, стойких против атмосферной коррозии, с низким содержанием водорода
ОЗС-25
Е515-Б20
Для сварки ответственных конструкций. Сварка короткой дугой по тщательно зачищенным кромкам. Хорошая отделяемость шлака. Отсутствие подрезов и мелкочешуйчатость шва
ОЗС/ВНИИСТ-26
Е515 - Б20
Для трубопроводов нефти и газа, загрязненных сероводородом. Сварка короткой дугой по тщательно зачищенным кромкам. Высокая коррозионная стойкость в среде увлажненного до 25% сероводорода
ОЗС-28
Е515-РБ26
Для ответственных конструкций из сталей 09Г2,10ХСНД и др. Сварка короткой дугой по тщательно зачищенным кромкам. Uxx ≥ 65 В
ОЗС-33
Е514 - Б24
Для особо ответственных конструкций. Обеспечивают металл шва с высокой стойкостью к образованию горячих трещин и низким содержанием водорода. Сварка короткой или предельно короткой дугой по зачищенным кромкам
ТМУ-21У
Е513-Б20
Для сталей типа 15ГС и др.; для энергетического оборудования. Для труб с толщиной стенки более 16 мм. Сварка в узкую разделку с общим углом скоса кромок до 15°. Сварка короткой дугой по тщательно зачищенным кромкам. Легкое зажигание дуги без "стартовой" пористости
ТМУ-50
E513 - Б26
Для ответственных конструкций и трубопроводов. Сварка короткой дугой по зачищенным кромкам. Uxx ≥ 65 В
УОНИ-13/55
Е513 - Б20
Для ответственных конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Сварка короткой дугой по тщательно зачищенным кромкам. Металл шва стоек против образования горячих трещин, имеет низкое содержание водорода
УОНИ-13/55С
Е514 - Б20
Для особо ответственных конструкций. Обеспечивают металл шва высокой стойкостью к образованию горячих трещин. Низкое содержание водорода. Сварка только короткой дугой по зачищенным кромкам
УОНИ-13/55ТЖ
Е515 - БЖ26
Для особо ответственных конструкций, работающих при пониженных температурах. Металл шва хорошо противостоит образованию горячих трещин. Низкое содержание водорода. Сварка только короткой дугой по зачищенным кромкам
УОНИИ-13/55Р
Е512(3) - Б20
Для судостроительных сталей с пределом прочности до 490. 660 МПа. Сварка короткой дугой или опиранием по тщательно зачищенным кромкам
ЛЭЗ ЛБ
Е514 - БР20
Для низкоуглеродистых и низколегированных сталей
ЦУ-5
Е511(3) - Б20
Для трубных деталей и теплообменников котлоагрегатов, работающих при температурах до 400°С. Пониженная склонность к порообразованию. Сварка короткой дугой по тщательно зачищенным кромкам
ЦУ-7
Е511(5) - Б20
Для ответственных конструкций, работающих при температурах до 400°С. Сварка короткой дугой по тщательно зачищенным кромкам
ЦУ-8
Е512(0) - Б20
Для ответственных конструкций, работающих при температурах до 400°С при малой толщине металла и для сварки труб малых диаметров. Сварка короткой дугой по тщательно зачищенным кромкам
Э-138/50Н
Е513 - Б20
Для тяжелонагруженных швов подводной части судов. Для сталей Ст3С, Ст4С, 09Г2, СХЛ-1, СХЛ-45, МС-1 и др. Сварка короткой дугой по тщательно зачищенным кромкам. Металл шва стоек против коррозии в морской воде
Для сталей с пределом прочности при растяжении ТИП Э55 до 539 МПа (55 кгс/мм 2 )
ОЗС/ВНИИСТ-27
Е517 - Б20
Для трубопроводов и конструкций из хладостойких низколегированных сталей, работающих при температурах до - 60°С. Сварка короткой дугой по тщательно зачищенным кромкам. Корневые швы - на постоянном токе прямой полярности
УОНИ-13/55У
Е513 - Б26
Для сварки арматуры и рельсов ванным способом, для ответственных конструкций ручной дуговой сваркой. Сварка короткой дугой по зачищенным кромкам. При ванном способе значения тока увеличивают в 1,3-1,7 раза. Перерывы во время сварки недопустимы. Uxx ≥ 65 В
МТГ-02
Е517-Б21
Используются при строительстве и ремонте магистральных нефтегазопроводов и для ответственных металлоконструкций
Для сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 )
АНО-ТМ60
Е514 - Б26
Для стыковых соединений труб и других ответственных конструкций. Сварка короткой дугой по зачищенным кромкам. Формирование корневого шва без подкладных элементов и подварки с плавным переходом к основному металлу
ВСФ-65
Е515 - Б20
Для ответственных конструкций, в том числе магистральных трубопроводов. Сварка короткой дугой по тщательно зачищенным кромкам
ОЗС-24М
Е517-Б20
Для конструкций и трубопроводов из сталей 06Г2НАБ, 12Г2АФЮ, 10ГНМАЮ и др., работающих при температурах до - 70°С. Сварка короткой дугой по зачищенным кромкам. Металл шва характеризуется высокой хладостойкостью
УОНИ-13/65
Е513 - Б20
Для ответственных конструкций из углеродистых низколегированных хромистых, хромомолибденовых, хромокремнемарганцевых сталей, работающих при низких температурах. Сварка короткой дугой по тщательно зачищенным кромкам. Высокая стойкость металла шва к горячим трещинам. Низкое содержание водорода
МТГ-01К
Е517-Б21
МТГ-03
Е517-Б21
Для магистральных нефтепроводов (МТГ-01К - для корневого шва; МТГ-03 для заполнения разделки и облицовки). Сварка короткой дугой по зачищенным кромкам. Дуга стабильна, минимальное разбрызгивание, легко удаляется шлак
Технология сварки легированных сталей
Сварка низколегированных и среднелегированных конструкционных сталей
Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и ухудшается с ростом содержания углерда и легирующих компонентов. Стали кремнемарганцевой группы 15ГС, 18Г2С и 25Г2С сваривают электродами типа Э60А марки УОНИ-13/65. Перед сваркой кромки тщательно зачищают от грязи, ржавчины и окалины.
Сварку выполняют предельно короткой дугой. Изделие перед сваркой подогревают до температуры 200 С, электроды перед сваркой прокаливают при 400°С в течение одного часа.
Кремнемарганцемедистые стали 10Г2СД, 10ХГСНД, 15ХСНД и 12ХГ сваривают электродами типа Э50А марки УОНИ-13/55. Изделие перед сваркой не подогревают.
Сварка низколегированных и среднелегированных конструкционных сталей
Особенности сварки высоколегированных сталей
К высоколегированным относят стали, суммарный состав легирующих элементов в которых составляет не менее 10%, при содержании одного из них не менее 8%. При этом содержание железа должно составлять не менее 45%. В основном это стали, обладающие повышенной коррозионной стойкостью или жаростойкостью. Легирование сталей выполняют углеродом, марганцем, кремнием, молибденом, алюминием, ванадием, вольфрамом, титаном и ниобием, бором, медью, серой и фосфором. Введение легирующих элементов меняет физические и химические особенности стали.
Так, углерод способствует повышению прочности стали и снижению ее пластичности. Окисление углерода в процессе сварки способствует появлению пор. Кремний является раскислителем и содержание его в стали более 1% приводит к снижению свариваемости. Хром также снижает свариваемость, способствуя созданию тугоплавких окислов. Никель повышает прочность и пластичность сварочного шва, не снижая свариваемость стали. Молибден увеличивает прочность и ударную вязкость стали, ухудшая свариваемость. Ванадий в процессе сварочных работ сильно окисляется, поэтому его содержание в стали предусматривает введение раскислителей. Вольфрам тоже сильно окисляется при повышенных температурах, ухудшает свариваемость стали.
Титан и ниобий предотвращают межкристаллитную коррозию. Бор повышает прочность, но затрудняет свариваемость. Медь повышает прочность, ударную вязкость и коррозийную стойкость стали, но снижает ее свариваемость. Повышенное содержание в стали серы приводит к образованию горячих трещин, а фосфор способствует образованию холодных трещин.
Содержание тех или иных легирующих элементов определяют по маркировке стали. Первые две цифры в маркировке означают содержание углерода в сотых долях процента; легирующие элементы обозначают буквенными символами, а стоящие за ними цифры указывают на примерное содержание этих элементов, при этом единицу и меньше не ставят. Символ «А», установленный в конце маркировки, указывает, что сталь высококачественная, с пониженным содержанием серы и фосфора. Наиболее широкое применение получили коррозионно-стойкие хромоникелевые стали (12Х18Н10Т, 10Х23Н18 и некоторые другие).
Из вышесказанного видно, что, как правило, легирование стали приводит к снижению ее свариваемости, а первостепенную роль при этом играет углерод. Поэтому доля влияния каждого легирующего элемента может быть отнесена к доле влияния углерода. Повышенное содержание углерода и легирующих элементов способствует увеличению склонности стали к резкой закалке в пределах термического цикла, происходящего во время сварки. В результате этого околошовная зона оказывается резко закаленной и теряет свою пластичность.
Поэтому при сварочных процессах высоколегированных сталей, происходящих в зоне плавления металла и околошовной области, возникают горячие трещины и межкристаллитная коррозия, проявляющаяся в процессе эксплуатации. Основной причиной появления трещин является образование крупнозернистой структуры в процессе кристаллизации и значительные остаточные напряжения, полученные при затвердевании металла. Легирование влияет на вязкость металла и коэффициент поверхностного натяжения, поэтому у большинства высоколегированных сталей сварочный шов формируется хуже, чем у низколегированных и даже углеродистых сталей.
Межкристаллитная коррозия характерна для всех видов высоколегированных сталей, имеющих высокое содержание хрома. Под действием нагрева образовавшиеся карбиды хрома выпадают по границам зерен, снижая их антикоррозийные свойства.
Препятствует образованию карбидов хрома легирование стали титаном, ниобием, танталом, цирконием и ванадием. Положительное влияние на качество сварочного шва оказывает дополнительное легирование сварочной проволоки хромом, кремнием, алюминием, ванадием, молибденом и бором.
Для сварки высоколегированных сталей используют как ручную дуговую , так механизированную сварку под флюсом и в среде защитных газов . Сварка выполняется при минимальном тепловложении с использованием термообработки и применением дополнительного охлаждения. Введение легирующих элементов меняет и технологические особенности стали. Так, система легирования снижает теплопроводность стали и повышает ее электрическое сопротивление. Это оказывает влияние на скорость и глубину плавления металла, что требует меньшего вложения энергии, и увеличения скорости подачи сварочной проволоки.
Ручную дуговую сварку высоколегированных сталей выполняют при пониженных тока обратной полярности. Сварку ведут короткой дугой ниточными валиками без поперечных колебаний.
Проволока, применяемая для изготовления электродов, должна соответствовать марке стали с учетом ее свариваемости. Защитное покрытие электродов должно иметь состав, снижающий отрицательное действие повышенной температуры. К примеру, для сварки кислотостойкой стали 12X18HI0T электроды типа Э-04Х20Н9 (марки ЦЛ-11) препятствуют образования горячих трещин и межкристаллитной коррозии. Предварительный и сопутствующий подогрев снижает опасность возникновения трещин. Для защиты сварочной ванны используют инертный газ или аргон и его смеси с гелием, кислородом и углекислым газом.
Сварку в среде углекислого газа можно выполнять только в случаях, когда отсутствует опасность возникновения межкристаллитной коррозии. Сварка плавящимся электродом выполняется при значениях тока, обеспечивающих струйный перенос электродного металла.
При сварке возникает опасность коробления и остаточных сварочных напряжений. Поэтому после сварки часто возникает необходимость в термообработке.
Технология сварки углеродистых и низколегированных сталей
ТРУДНОСТИ ПPИ СВАРКИ. Основная - трудно избежать образования пор из-за недостаточного раскисления основного металла. Средством борьбы с порообразованием служит снижение доли основного металла в наплавленном металле шва
Подготовка к сварке. Для разделки сталей, а также подготовки кромок используют газовую, плазменную или воздушно-дуговую резку. После нее участки нагрева металла зачищают резцовым или абразивным инструментом до удаления следов термообработки. Непосредственно перед сборкой стыка кромки зачищают на ширину 20 мм до металлического блеска и обезжиривают.

Стыки собирают в сборочных кондукторах либо с помощью прихваток, которые выполняют с полным проваром и их переплавкой при наложении основного шва. Прихватки с недопустимыми дефектами следует удалять механическим способом. На потолочные участки шва прихватки накладывать не рекомендуется, поскольку там они труднее поддаются переплавке при выполнении основного шва. На сталях 10 и 20 прихватки выполняют только с помощью присадочной проволоки. Ее поверхность должна быть чистой, без окалины, ржавчины и грязи. Очищать проволоку можно как механическим способом, гак и химическим травлением в 5%-ном растворе соляной кислоты.
Высота прихваток, мм
Толщина кромок свариваемых изделий, мм

1-5 - очередность установки прихваток А, Б - выводные планки для начала и окончания сварки
Выбор параметров режима. Сварку ведут на постоянном токе прямой полярности. Сварочный ток назначают: при однопроходной сварке - в зависимости от толщины конструкции, а при многопроходной - исходя из высоты шва. Высота шва (валика) при ручной аргонодуговой сварке должна составлять 2-2,5 мм. Ориентировочно сварочный ток выбирают из расчета 30-35 А на 1 мм диаметра вольфрамового электрода.
Напряжение на дуге должно быть минимально возможным, что соответствует сварке короткой дугой.
Скорость сварки выбирают с учетом гарантированного проплавления кромок и формирования требуемой выпуклости сварного шва.
Техника сварки. При выполнении первого (корневого) шва возможна сварка без присадочной проволоки, но при этом все прихватки должны быть проплавлены. Нельзя сваривать без присадочной проволоки конструкционные углеродистые стали марок 10 и 20, так как в металле шва могут появиться поры. Сварку ведут углом вперед. Присадочную проволоку подают навстречу движению горелки, причем угол между ними должен составлять 90°. Следует избегать резких движений проволокой - они приведут к разбрызгиванию присадочного металла или окислению конца проволоки.
Присадок должен всегда находиться в зоне защиты аргоном.
Корневой шов сваривают без поперечных колебаний. При наложении последующих слоев горелкой совершают колебательные движения, амплитуда которых зависит от формы разделки кромок.
Кратер шва при отсутствии системы плавного снижения сварочного тока заваривают путем введения в кратер капли присадочного металла, одновременно плавно увеличивая дугу до ее естественного обрыва. Газовую защиту убирают, отводя горелку через 10-15 с после обрыва дуги.
РЕЖИМЫ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Подготовка кромок и вид сварного соединения (1-6 - очередность проходов)
Как правильно варить углеродистые стали
Сварка углеродистых сталей осуществляется вручную и на автоматизированном оборудовании. Технологию и режим выбирают в зависимости от состава и структуры сплава.

Особенности углеродистых сталей
Материал производят на основе железа с добавкой карбона в количестве, не превышающем 2,07%.
Максимально допустимая концентрация примесей составляет:
- Кремний – 0,1%.
- Марганец – 1%.
- Сера – 0,05%.
- Фосфор – 0,06%.
В составе могут присутствовать водород, азот и кислород.
Вместе с серой и фосфором они ухудшают свойства сплава.
В зависимости от количества нежелательных примесей, материалы делятся на виды:
- обыкновенные;
- качественные;
- высокого качества;
- особо высокого качества.
В основном свойства сплава определяются долей углерода.
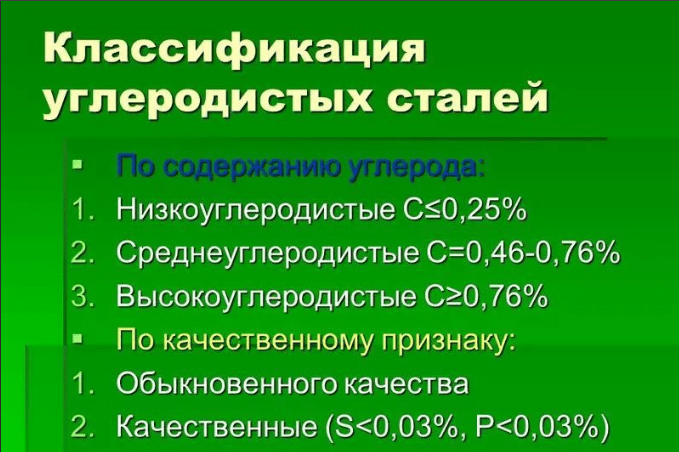
С низким содержанием
В низкоуглеродистой стали доля карбона находится в пределах 0,02%-0,3%. Это мягкие и ковкие сплавы, используемые для изготовления малоответственных деталей и конструкций. Также они широко применяются в строительстве.
По степени раскисления делятся на 3 вида:
- кипящие (в марке присутствуют литеры кп);
- полуспокойные (пс);
- спокойные (сп).
Первая разновидность – наименее качественная, последняя – наиболее.
Примеры: Ст3кп, Ст5сп, сталь 10.

Со средним содержанием
Сталь с концентрацией карбона от 0,3 до 0,6% называют среднеуглеродистой.
Увеличение данного показателя влечет за собой следующий результат:
- Возрастание прочности и твердости.
- Снижение пластичности и ударной вязкости.
Материал широко применяется в машиностроении для изготовления ответственных деталей и конструкций, работающих в условиях больших нагрузок:
- пружин;
- рессор;
- контактных пластин;
- деталей спецтехнологической оснастки (штампов, пресс-форм и пр.);
- колес и осей вагонов, рельсов.
Некоторые марки используют для изготовления деталей приборов и инструментов.
Начиная со стали 45, материалы приобретают способность к закалке.
Она состоит в существенном повышении твердости и снижении пластичности после нагрева до высокой температуры и резкого охлаждения в воде или масле.

С высоким содержанием
При концентрации карбона от 0,6 до 2,07% сталь относят к высокоуглеродистым.
Это твердые и хрупкие сплавы, используемые для изготовления:
- Режущего инструмента.
- Абразивной крошки.
- Подшипников.
- Измерительного инструмента.
- Тросов.
Все марки данной группы проявляют способность к закалке.
Требования к сварке сталей с содержанием углерода
Высокие качество, прочность и долговечность соединений достигаются при соблюдении следующих условий:
- Используют электроды и присадочный материал с низкой концентрацией углерода. Данный элемент является причиной появления таких дефектов, как горячие трещины и хрупкие закалочные фрагменты. Также необходимо предотвратить его проникновение из основного металла в шов. С этой целью применяют проволоку Барс-71, Forte E71T-1 и т.п.
- Добавляют флюсы, способствующие появлению тугоплавких соединений.
- Готовое соединение подвергают термообработке, чтобы снизить химическую неоднородность в зоне стыка.
- Принимают меры по снижению концентрации водорода в соединении: используют расходники без органических включений в обмазке (основные); перед применением прокаливают их в соответствии с инструкцией.
Параметры процесса термообработки зависят от состава стали.
Возможные трудности при сваривании
В ходе работ исполнитель может столкнуться с такими проблемами:
- Отклонением дуги (магнитным дутьем). Поле может создавать заготовка или расположенные поблизости кабели. Для предотвращения данного явления детали предварительно размагничивают, зону работ ограждают экранами. На прямой полярности следует варить в направлении к зажиму массы, на обратной – от него.
- Появлением таких дефектов, как непровар или сквозной прожог заготовки. Объясняется установкой неверного значения силы тока. В инструкции к расходникам рекомендуемый ампераж указывают в виде диапазона, например 80-140 А. Точное значение подбирают опытным путем. Непровар возникает при заниженном показателе, прожог – при завышенном.
- Вытеканием расплава из сварочной ванны при выполнении вертикальных и потолочных швов. Во избежание данного явления необходимо снизить сварочный ток и использовать специальные расходники, дающие вязкие шлаки.
- Появлением дефектов в виде кристаллизационных горячих трещин и хрупких закалочных включений. Объясняется увеличенной концентрацией карбона.

На количество углерода в шве влияет:
- Конструкция узла.
- Форма стыка.
- Предварительный нагрев заготовок.
- Состав металла.
Отсюда следует, что предотвратить появление растрескивания помогут такие меры:
- Снижение растягивающих напряжений в шве.
- Формирование стыка правильной формы с однородным химическим составом.
- Уменьшение концентрации вредных элементов.
Как подготовиться к сварке
Перед выполнением работ необходимо:
- Подготовить средства индивидуальной защиты: щиток с темным стеклом, спецодежду, ботинки, рукавицы. Поражающим фактором служат брызги расплавленного металла и жесткое ультрафиолетовое излучение, вызывающее ожоги сетчатки глаз и кожи.
- Зачистить кромки соединяемых деталей (удалить грязь и ржавчину). Смазку нейтрализуют обезжиривателем.
- Закрепить заготовки на столе струбцинами или другими зажимами.
- Прокалить расходники в печи. Температура и длительность указаны в инструкции.
Последняя операция нужна для удаления влаги из обмазки. Без этого шов не получает защиты от окисления и насыщается водородом.
Выбор оборудования и электродов
Существуют следующие виды сварочных аппаратов:
- Трансформаторы переменного тока.
- Выпрямители.
- Инверторы.
Трансформаторы обладают следующими достоинствами:
- Низкая стоимость.
- Простое устройство.
- Надежность.
- Долговечность.
Их используют в случаях, когда к качеству соединения не предъявляют высоких требований, поскольку на переменном токе дуга горит хуже и шов получается неровным.
Выпрямители отличаются от трансформаторов наличием диодного моста, дающего на выходе постоянное напряжение.
Они тяжелы, дороже стоят и больше теряют в мощности, но обеспечивают высокое качество соединения. Снижаются потери металла, поскольку на постоянном токе он меньше разбрызгивается.
Инверторы наиболее практичны.
- малые размеры и вес (примерно 3 кг);
- высокое напряжение холостого хода – 90 В против 50 В у трансформатора;
- дополнительные функции, облегчающие розжиг и поддержание дуги.
По способу сварки аппараты делятся на виды:
- Ручные. Используют плавящиеся расходники с покрытием.
- Полуавтоматы и автоматы. Применяют тугоплавкий электрод из вольфрама или графита. Защиту шва от окисления обеспечивают подачей газа (аргона, углекислоты и пр.) или с помощью флюса.
Оборудование выбирают с учетом максимально допустимой для него силы тока. Чем толще заготовки, тем более мощный потребуется аппарат.
Методы сваривания низкоуглеродистых сталей
Сплавы этой группы характеризуются хорошей свариваемостью.
К подготовке предъявляются минимальные требования:
- В большинстве случаев необходимо только снять окисленный слой и обезжирить. Некоторые электроды, например МР-3, хорошо варят даже по ржавчине.
- При толщине более 4 мм выполняют разделку кромок.
- Крупногабаритные заготовки предварительно прогревают до +150…+200°С.
Ручная дуговая сварка
Используют плавящиеся расходники с рутиловым (в большинстве случаев) или основным покрытием.
Марки для малоответственных конструкций:
- АНО-3, АНО-4, АНО-5.
- ОЗС-3.
- ОММ-5.
- ЦМ-7.
Расходники для ответственных конструкций:
- АНО-1, АНО-7.
- ВСП-1.
- ВСЦ-2.
- ДСК-50.
- МР-1, МР-3.
- УОНИ-13/45.
Техника выполнения работ:
- Расходник держат с наклоном в сторону движения под углом 40-50° к линии шва.
- Длина дуги не должна превышать 2 мм.
- Скорость перемещения подбирают опытным путем с таким расчетом, чтобы металл плавился на нужную глубину, но сварочная ванна не была чрезмерно большой.
В среде защитных газов
Используют тугоплавкий электрод. Для защиты шва от контакта с атмосферным воздухом в зону сварки подают углекислый газ (наиболее распространенный вариант), аргон или гелий (для ответственных конструкций).
Присадочным материалом служит проволока Св-08Г2С.
Диаметр зависит от пространственного положения:
Проволока выполняет ту же функцию, что и стержень плавящегося расходника – служит источником дополнительного материала для заполнения шва.
Сварку начинают в следующей последовательности:
- Открывают подачу газа.
- Через 5-15 секунд разжигают дугу и одновременно подводят к стыку присадочный материал.
- Проволоку удерживают под углом 30-40° к линии стыка, электрод – перпендикулярно.
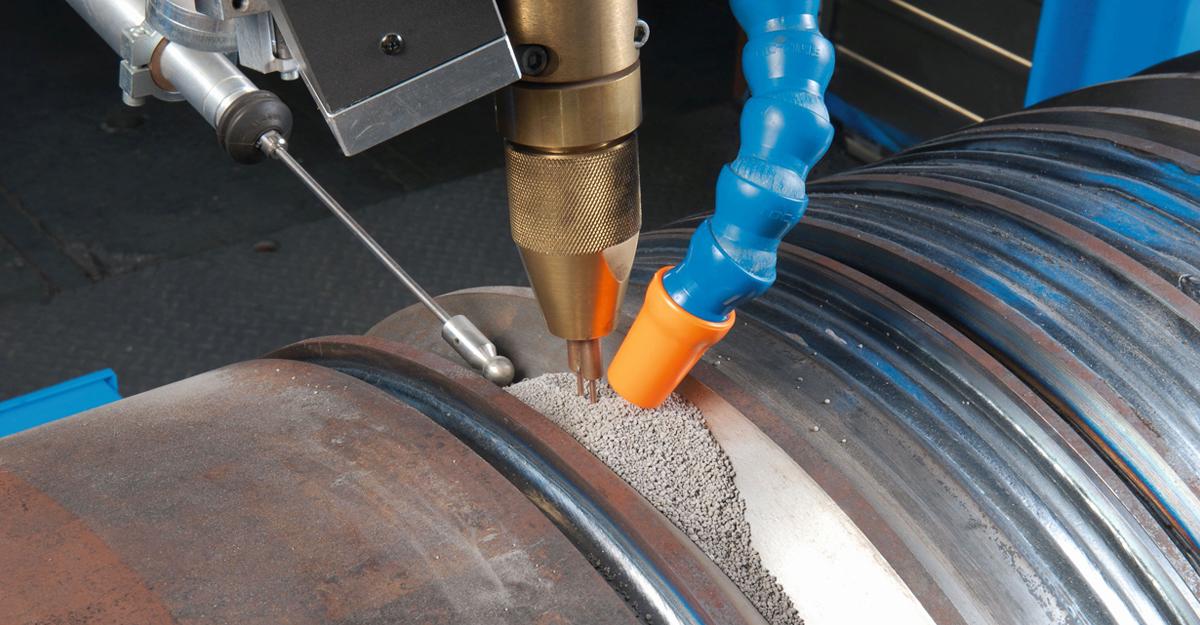
Сваривание под флюсом
В работе с малоуглеродистой сталью используют флюсы:
Марка присадочной проволоки зависит от вида стали. Например, для кипящих используют Св-08А, для Ст3пс – Св-08Га, Св-10Г2, Св-08ГС.
Диаметр проволоки зависит от вида оборудования:
Если на оборудовании первого типа варить сложносоставные и угловые стыки, возникает большая вероятность появления хрупких закалочных структур вблизи шва. Во избежание этого детали подвергают предварительному нагреву.
Устанавливают наименьшую силу тока из рекомендуемого диапазона, что обеспечит интенсивный переход марганца и кремния из флюса в шов.
Способы сварки сталей со средним содержанием углерода
С ростом концентрации карбона свариваемость материала ухудшается. Для получения качественного соединения требуется принимать дополнительные меры.
В защитной среде
В основном режим сварки и последовательность операций – те же, что и в случае с малоуглеродистыми сплавами.
- Производят разделку кромок с целью сократить объем плавления основного металла.
- Заготовки подвергают предварительному нагреву до температуры +200°С.
В ручной электродуговой сварке задействуют расходники с низкой концентрацией карбона и добавкой легирующих элементов – кремния, кальция, фтора и марганца. Предпочтительна обмазка основного типа. Она не содержит органики, вызывающей наводороживание шва с последующим образованием в нем пор.
- УОНИ-13/45, УОНИ-13/55, УОНИ-13/65.
- УП-1/45, УП-2/45.
- К-5А.
- ОЗС-2.
Сила тока зависит от диаметра расходника (мм):
- 3 – 80-100 А.
- 4 – 130-200 (А).
- 5 – 170-280 А.
- 6 – 210-380 (А).
Сварочным полуавтоматом
Для получения качественного соединения соблюдают условия:
- Заготовки нагревают до температуры +200°С.
- Края тщательно зачищают до металлического блеска и обезжиривают.
- Кромки подрезают под углом 35-45°.
- Шов накладывают в несколько приемов.
- Поддерживают минимальную длину дуги.
- Исключают поперечное перемещение электрода.
По завершении операции конструкцию укутывают или помещают в печь с целью обеспечить постепенное остывание.
Газовая сварка
Процесс соединения среднеуглеродистых сталей с помощью ацетилена имеет следующие особенности:
- Применяют левый метод.
- Расход газа устанавливают на уровне 100-130 л/ч на мм толщины заготовок.
- Детали со стенкой свыше 3 мм подвергают предварительному нагреву.
- Стали с концентрацией карбона близкой к 0,6% (обладают способностью закаливаться) варят с применением специального флюса.
- Во избежание окисления ванны горелку настраивают так, чтобы получить пламя с переизбытком ацетилена.
- Готовую конструкцию подвергают отпуску или отжигу. При этом общая температура не должна превышать +250…+300°С, зоны соединения – +600…+650°С. Данную операцию можно заменить проковкой шва.
Газосварку по левой технологии осуществляют следующим образом:
- Инструмент перемещают справа налево.
- Пламя направляют на еще не приваренные кромки.
- Присадочный материал перемещают перед горелкой.
Правую технику с характерным для нее большим тепловложением применяют только для толстостенных заготовок (от 5 мм).
- Инструмент перемещают слева направо, попутно совершая небольшие поперечные колебания.
- Пламя направляют на заваренный участок.
- Присадочный материал ведут вслед за горелкой.
- Расход ацетилена устанавливают на уровне 120-150 л/ч на мм толщины заготовок.
Как варить высокоуглеродистые стали
Из-за большой склонности к закалке и низкой пластичности материал плохо поддается данному виду обработки. Ручной электродуговой метод не способен обеспечить хорошее качество, поэтому в большинстве случаев применяют газовую сварку.
- Применяют «левую» технологию.
- Расход газа устанавливают на отметке 90 л/ч на мм толщины заготовки. Пламя должно быть восстановительным либо с избытком ацетилена.
- Детали предварительно нагревают до +200…+300°С. В некоторых случаях им сообщают дополнительное тепло и в процессе сваривания.
Используют присадочную проволоку следующих марок:
Сварка высокоуглеродистых сталей не предполагает упрочнения шва ковкой. При необходимости выполняют отпуск или отжиг готовой конструкции с полным нагревом до +350…+400°С.
Нетрадиционные способы сварки сталей с высоким содержанием карбона:
- электролучевая (потоком заряженных частиц);
- лазерная (фотонами).
Характеризуются высокими скоростью и качеством, но отличаются повышенной энергозатратностью и требуют сложного, дорогостоящего оборудования.
Технология сварки стали различных структурных классов
Состав сплава влияет на структуру его кристаллизационной решетки.
По этому признаку стали делят на 5 классов:
- аустенитные;
- перлитные;
- мартенситные;
- ферритные и карбидные.
Аустенитные стали
Данной структурой обладают хромоникелевые и некоторые другие сплавы.
Основная сложность сваривания состоит в межкристаллитной коррозии в околошовной зоне, обусловленной выходом карбидов хрома.
Данный дефект не устраняется предварительным нагревом.
Необходимо делать следующее:
- Использовать материалы с минимальной концентрацией карбона.
- Если доля данного элемента по техническим условиям должна быть высокой, применять легирующую добавку с похожими свойствами (вольфрам, тантал, титан, ванадий, цирконий).
Перлитные стали
Наиболее распространенная разновидность. К ней относятся углеродистые и низколегированные стали. Отличительной чертой является образование в пришовной части мартенситных структур.
Условием качественного соединения является предварительный нагрев и последующая термообработка.
Это влечет за собой существенные затраты, поэтому к сварке углеродистых и низколегированных сталей перлитной структуры прибегают только в крайнем случае.

Инструментальные сплавы
Эти материалы содержат в своем составе большое количество никеля, хрома и молибдена. Из них изготавливают режущий инструмент или его кромки, испытывающие большие нагрузки. Поэтому сварка должна обеспечить равную прочность шва и основного металла.
Применяют узкопрофильные электроды, соответствующие данной марке стали. Для большинства подходят УОНИ-13/НЖ/20Ж13.
Разнородных типы одного структурного класса
Перлитные стали с разной концентрацией легирующих элементов варят по следующим правилам:
- Расходник подбирают по наименее легированному сплаву.
- Режим и температуру – по наиболее.
- При отсутствии возможности предварительного и сопутствующего нагрева наплавляют кромки. Для этого применяют наиболее легированный материал в виде электрода типа Э42А. Толщина наплавки должна быть такой, чтобы основной металл не нагревался до температуры закалки.
Разные виды мартенситных, ферритных и ферритно-аустенитных сталей с большим содержанием хрома варят по правилам:
- Температуру нагрева подбирают по материалу, наиболее склонному к закаливанию.
- Исключают полное охлаждение заготовок.
- Используют сварочные материалы ферритно-аустенитного класса и технологию с минимальным удельным тепловложением.
- По завершении термообработки конструкцию быстро охлаждают.
Сваркой с использованием аустенитных расходников сложнее обеспечить высокое качество, поскольку при термообработке из-за разницы в температурном расширении шва и основного сплава в зоне соединения возникают чрезмерные напряжения.
Читайте также: