Сварка пвх своими руками
Обновлено: 18.05.2024
Баннерная ткань ПВХ пользуется большой популярностью. Ее используют не только в рекламной индустрии для изготовления плакатов, но и применяют в качестве укрывного полога, навеса, полотна для палатки, для автомобильных чехлов, для изготовления надувных лодок и так далее.
Большая распространенность такни ПВХ объясняется ее свойствами. Этот материал является стойким к влаге и другим атмосферным явлениям, он устойчив к перепадам температур в определенном диапазоне, а также стоек к механическим воздействиям. Из ткани ПВХ легко можно создать конструкцию по заданному шаблону – материал пластичен и его можно соединять при помощи ручной либо аппаратной сварки.
Область использования полотен
Современные ПВХ-ткани выпускаются в широкой цветовой гамме, они могут быть применимы для изготовления:
- надувных лодок и катамаранов;
- укрывных тентов для грузового транспорта, легковых автомобилей, яхт и катеров, железнодорожных вагонов;
- навесов над окнами или дверями, пологов, беседок, шатров, торговых палаток и павильонов, тентов для сада;
- рекламных баннеров и билбордов, растяжек, плакатов, вывесок;
- промышленных занавесей в ангарах;
- укрытия для бурильных установок, сельскохозяйственных хранилищ, лесоматериалов;
- навесных крыш на строительных площадках для защиты от непогоды;
- надувных детских аттракционов (батуты, горки, санки- «ватрушки»).
Ткани ПВХ выпускают и в виде толстой прозрачной пленки, которую применяют в качестве штор для пищевых цехов, для организации завесы между двумя помещениями с холодным и теплым воздухом, для изготовления окон в палатке или павильоне.
Прозрачный материал прочен, легок и износоустойчив.
Оборудование
Сварка ПВХ тканей получила большую популярность благодаря тому, что процесс не является высокотехнологичным и трудозатратным.


Материалы можно соединять, пользуясь определенными инструментами вручную или автоматизировано, с применением специальных станков, причем такой станок быстро окупает свои затраты, да и стоимость его невелика.
Для выполнения сварочных работ по ПВХ-ткани может быть применено 2 вида промышленного производственного оборудования.
- Термофен ручной. Выпускается на заводах, снабжен сильной воздушной помпой. Термофен разогревает воздух до температуры плавления ПВХ-материала. Приспособление легкое, его можно переносить в руках в любое нужное для работы место, где имеется возможность его подключения к сети электропитания.


- Установка ТВЧ. Это приспособление предназначено для сварки деталей из ПВХ путем применения тока высокой частоты. Изготавливается прибор в заводских условиях, но такая конструкция тяжела для мобильного перемещения, поэтому она применяется для массовых сварочных работ, выполняемых в промышленных условиях. Применение ТВЧ-установки позволяет сделать готовый сварочный шов идеально ровным и высококачественным. Эти установки являются полуавтоматическими и практически исключают участие человека в осуществлении данного вида технологического процесса.

Стационарные промышленные аппараты обладают высокой степенью производительности, но они не подходят для использования в сварочных работах, которые требуется выполнить на определенном участке ПВХ-ткани что называется «по месту» – то есть их нельзя применять для локальной сварки или ремонта изделий из ПВХ.
Что касается термофена, то с его помощью можно выполнять вручную ремонт и сварку отрезков материала определенной длины.
Технология ручной сварки
При сварке ткани ПВХ своими руками применяется метод плавления материала при помощи горячего воздуха. Такой подход позволяет соединять не только обычную ткань, но и двухслойные ПВХ-мембраны.
Технология процесса заключается в следующем.
После застывания шва он выглядит как продолжение единого полотна, но с видимым утолщением в месте стыка. Подобный сварной стык может выдерживать те же нагрузки, что и цельный кусок ткани. Он не разрушается от механических повреждений и намного прочнее, чем швы, выполненные, например, путем сшивания двух кусков ПВХ-материала.
Когда необходимо состыковать два кустка ткани без нахлеста, то под ПВХ-материю подкладывают стержень из ПВХ для присадки, а затем уже по этому стержню проводят сварку горячим воздухом термофена.
Автоматизированный метод
Для осуществления сварки тканей из ПВХ в больших объемах на производстве используют аппараты, к которых задействован ток высоких частот. Обеспечивает этот высокочастотный ток специальный генератор, подключенный к сети электропитания. Станки с током высоких частот довольно громоздки, но обеспечивают высокую скорость и производительность. Методику сварки токами высоких частот используют в массовом производстве изделий из ПВХ.


Существует также и оборудование, обеспечивающее сварку поливинилхлоридных тканей горячим потоком воздуха. Такие приспособления являются стационарными и используются в промышленных условиях. Подобный тип оборудования выпускают компании Leister и RiveFord. Два участка ткани складывают, плотно прижимая друг к другу, а затем подводят их к специальному соплу, из которого подается раскаленный воздух. Одновременно с подачей ткани на месте шва работают прижимные ролики. В процессе слаженной работы горячего воздуха и роликов получается ровный и прочный шов.


Сварка выполняется быстро, так как у таких станков высокая производительность. Оператор станка следит за его работой и вручную направляет движение сопла. Температура и сила прижима роликов регулируется автоматически – важно лишь изначально правильно настроить требуемый диапазон на станке. Выбор режимов работы зависит от типа ткани ПВХ, ее плотности и количества слоев.
Станок устроен так, что его роликовый механизм способен выполнять сварочные швы для деталей любой конфигурации.
Узнать подробнее о сварке ПВХ-ткани можно в видео ниже.
Оборудование для сварки пластмасс
Сварка пластика – надежный способ монтажа труб или листов на молекулярном уровне. Шов однородной структуры получается с помощью разогревающего оборудования – сварочных аппаратов. Работа с ними не требует особых навыков. Научиться самостоятельно сваривать пластик несложно. Труднее выбрать инструмент, который годится для работы в домашних условиях. При выборе учитываются плюсы и минусы каждого. Советы специалистов бывают полезны. Горячему соединению поддаются не все виды пластмасс, а только не дающие усадку при нагреве.

Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).


Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
Присадочные материалы используются при температуре окружающей среды выше +15°C. На холоде они теряют пластичность, становятся хрупкими.
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности. Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм.
Заключение
Для сварки пластмасс применяется бытовое оборудование. Оно рассчитано на 200 вольт и частоту 50 Гц. Промышленные устройства лучше не приобретать. Самым простым в применении устройством считается экструдер. Для сборки домашних водоводов пользуются паяльником со специальными насадками.
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Тонкости процесса сварки пластиковых труб

Пластиковые трубы – это отличный вариант, который подходит для замены водопроводной и отопительной системы. Их укладка напоминает скорее очень увлекательную игру, чем работу, а процесс сварки пластиковых труб во многом отличается от традиционных сварочных процессов.
Особенности
Сваривание пластиковых труб – это нагрев краев деталей, которые сваривают до определенной температуры. Такой процесс выполняется при помощи специального нагревателя и соединения одной детали в другую на определенную глубину.
Кроме этого, пластиковые трубы имеют некоторые преимущества:
- долгий срок службы;
- небольшую массу;
- монтажные работы проводятся легко;
- невысокую цену;
- не поддаются коррозии.


Детали конструкции надевают на накладки, специально для этого выполненные. Они некоторое время нагреваются до нужной температуры, после этого детали снимаются с накладок и очень быстро соединяются, при этом их нужно плотно сжимать. Края конструкции спаиваются и образуют единое целое.
У процесса сварки пластиковых труб есть и свои недостатки. Главным из них является возможность образования наплывов внутри трубы. Они появляются в том случае, если температура слишком высока, а при сварке этого точно не избежать, поэтому нужно проводить все работы очень аккуратно.
Не подойдет и слишком низкая температура – в этом случае детали просто не смогут полноценно соединиться между собой. Получается, что очень сложно найти оптимальную температуру для пайки.
Инструменты
Чтобы выполнить сварочные работы, понадобится несколько инструментов.
- Оборудование для сварки. Это может быть специальный утюг, сварочный аппарат для пластиковых труб или обычный паяльник. Провести этот процесс можно даже горелкой или специальным пистолетом.
- Насадки для паяльника. Самые популярные из них – это модели с размером 20 мм.
- Специальные ножницы аккумуляторного типа, которые имеют электрический привод. Такой инструмент имеет довольно высокую скорость обрезки. С его помощью на обрезку трубы тратится буквально несколько секунд. Если объем работы небольшой, то можно использовать обычную пилу или нож. Также профессионалы используют специальные ножницы.
- Швейер – это инструмент для зачистки контура. Он понадобится, если изделие покрыто слоем алюминия.
- Фаскосниматель. Используется при плохом качестве контура. Он применяется для того, чтобы пластик не задирался. Однако если были применены специальные ножницы, то он не понадобится, так как с их помощью все выполняется довольно аккуратно.
- Холодная сварка понадобится в тех случаях, если где-то произойдет утечка, и необходимо быстро подварить на месте.
- Фитинги или муфты. Выбирают их в зависимости от того, какое применяется соединение.
- Рулетка с карандашом или маркером. Требуются для отметки мест отрезов и соединений.



Все инструменты можно приобрести в специализированных магазинах. Однако при выборе сварочного аппарата стоит учесть его высокую цену. Если он будет использоваться только один раз, то лучше взять его в аренду.
Как паять?
Чтобы правильно сварить пластиковые трубы своими руками, нужна инструкция. Для начала необходимо определить, где будет происходить монтаж трубопровода. Желательно составить план, чтобы узлы, которые нужно сварить, не располагались в труднодоступных местах. Легче всего будет собрать всю конструкцию прямо на столе, чтобы затем можно было закрепить ее в уже отведенном месте.
После этого нужно подготовить сварочный аппарат. Его необходимо установить на специальную подставку, которая называется струбцине. Затем следует убедиться в том, что его контактные поверхности не загрязнены. Если грязь все же есть, то нужно протереть ее тканью, смоченной в техническом спирте.


На температурном датчике необходимо выставить температуру в 260 С. После этого сварочный аппарат подключается к электросети, и нажимается кнопка включения. Затем его прогревают в течение 15-20 минут. При первом использовании необходимо подождать еще 5 минут. Трубу нужно отрезать при помощи специальных ножниц в отмеченном месте. Затем подбирается фитинг с диаметром нужного размера. В насадку для сварки необходимо вставить одновременно конец пластиковой трубы и фитинг – они должны быть в одной плоскости.


С учетом диаметра трубы температура добавляется и держится необходимое для этого время. После нагревания элементов их нужно вынуть из сварочного аппарата и сразу соединить. Затем нужно в неподвижном состоянии держать их рекомендованное время. Через час после этого трубопровод используется по назначению.
Когда спайка готова, необходимо проверить узел на проходимость. Для этого его продувают или пускают через него воду. Если пайка выполнена герметично, то она может выдержать высокое давление.
Сваривать трубы из полипропилена не рекомендуется при низких температурах.



Если температура будет ниже нуля, то пластик будет довольно хрупким, и спайка получится негерметичной, что может привести как к протечкам, так и к разрыву трубопровода. Чтобы этого не случилось, в месте проведения сварочных работ устанавливают в палатке переносную печку или тепловую пушку.
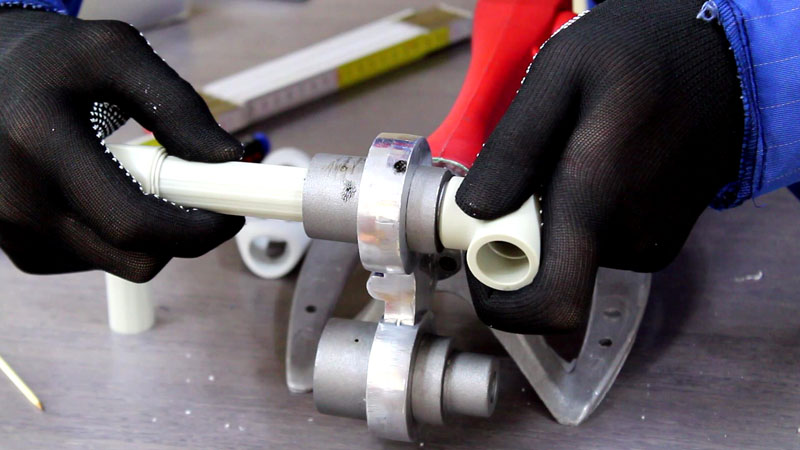
Сварка пластиковых труб с большим диаметром. Чтобы запаять изделия большого диаметра, размер которых более 63 мм, нужно делать пайку стык в стык. В этом случае спайка выполняется при помощи расплавления торцовых труб, а также соединения их с большим усилием. Нужно наблюдать за тем, чтобы все концы заготовок были идеально ровными. Таким образом, спайка получится максимально прочной и способной выдержать высокое давление.
Раструбная или муфтовая спайка. Пластиковые трубы, имеющие диаметр до 40 см, спаиваются при помощи специального прибора ручного типа. Он состоит из центрирующего устройства, а также насадок для фиксации заготовок. Конец отрезанного куска трубы зачищается или напильником, или наждачной бумагой. Сварочный аппарат разогревают и загоняют в него все детали будущего трубопровода, затем проводят спайку. Все необходимо делать быстро, пока материал имеет необходимую температуру.
Также нужно обратить внимание на то, что при раструбной спайке внутренний диаметр неразогретого фитинга должен быть меньше наружного диаметра трубы. После сварки выдерживается некоторое время, которое отведено на охлаждение, при этом нельзя двигать и переворачивать элементы, чтобы избежать деформации.
Сварка армированных труб. Такие трубы применяются для систем отопления. Перед началом работ необходимо зачистить слой алюминия при помощи швейера. Это делают для того, чтобы в самом процессе эксплуатации, соприкасаясь с водой, алюминиевая фольга не смогла разрушиться, а также не дала протечек.
Сварка полипропиленовых труб при помощи промышленного фена. Такой метод используется лишь в некоторых случаях. Например, чтобы соединить два отрезка трубы, изготовить фасонные детали, сделать монтаж колена из отдельных элементов. При соединении пластика промышленный фен снабжается отражателем, то есть насадкой, имеющей специальное покрытие. Это делается для того, чтобы расплавленный металл к нему не прилип.


Когда фен установлен на поверхности стола, его нужно настроить на минимальный поток воздуха. Насадку разогревают до нужной температуры и после этого прижимают ее к торцам обеих пластиковых заготовок. Когда полипропилен размягчился, трубы необходимо соединить. Детали держатся в таком положении приблизительно 30 секунд. После этого они прилипнут друг к другу и затвердеют. Такая сварка очень прочная и долговечная.
Сварка пластиковых труб в неудобных местах. Конечно же, на прямых прогонах трубы намного легче паять. Что касается труднодоступных мест, то во избежание неприятных моментов в процессе монтажных работ нужно собирать трубопровод прямо на поверхности стола. В тех случаях, когда необходимо спаять трубы в очень неудобных местах, например, под потолком или возле батареи, без помощи еще одного человека не обойтись.


Когда все части пластикового трубопровода будут собраны, можно приступать к соединению узла на весу. Здесь тоже необходим помощник, который будет держать сварочный аппарат, пока детали соединяются. Если помощник тоже имеет хоть небольшой опыт работы со сваркой, делать это можно попеременно, что немного облегчит работу.
Все нужно делать быстро и точно, а при малейшем искривлении сразу нужно заменить испорченный элемент. Самым важным моментом считается соблюдение температурного режима, ведь при перегреве пластиковых труб может произойти потеря формы, из-за чего могут быть проблемы при монтажных работах.
Советы
Начиная сварочные работы водопровода своими руками, нужно прислушаться к советам и рекомендациям специалистов. Они помогут машинальные движения при сварке превратить в обдуманный процесс.
Если сварочные работы проводятся первый раз, то необходимо перед началом монтажа пластиковых труб немного потренироваться. После резки труб останутся ненужные куски, которые вполне подойдут для тренировки. Делать все нужно так, как при полноценном процессе.
Тренироваться необходимо до тех пор, пока не набьется рука. Если будут использоваться фитинги, то можно спаять пару элементов с ними. Не стоит жалеть один или два фитинга для тренировки, ведь потом можно испортить целую трубу, что во много раз дороже.
Покупать материалы необходимо с небольшим запасом, так как их можно повредить еще до начала работ. Даже опытные специалисты не застрахованы от каких-либо форс-мажоров, что говорить о новичке. Поэтому пусть лучше какой-нибудь элемент останется после окончания работ.
Соединяя конструкции с небольшим диаметром, нужно следить, чтобы вследствие перегрева материала в середине не образовались наплывы. В этом случае проход может закупориться, и в системе произойдет прорыв воды. Поэтому перед запуском необходимо продуть водопроводные трубы воздухом.
Кроме этого, существует еще много случаев, когда несоблюдение правил может привести к подобным протеканиям или закупоркам в системе. Например, неправильное введение трубы в фитинг, то есть не до упора. В таком случае между стенками труб образуется зазор, и обычные нагрузки окажутся слишком большими, что может привести к протечке.
Также можно протестировать качество, надавив на трубу или на место соединения. Конструкция должна выдержать такой тест. Если не выдержит, то и в процессе эксплуатации она окажется недолговечной. Поэтому приобретать полипропиленовые трубы нужно только у поставщиков, имеющих хорошую репутацию – в этом случае можно не беспокоиться о том, что конструкция в итоге прогнется или сломается под напором.


Собрав всю систему, начинать ее эксплуатацию нужно не раньше, чем пройдет хотя бы один час. Такого промежутка времени будет достаточно для затвердения швов. Не стоит удалять оплывы, когда идет процесс сварочных работ – это приведет к еще большей деформации труб, при этом такой процесс уже будет необратимым. Полипропилен после его разогрева остывает довольно быстро, поэтому медлительность в сварочном деле неприемлема.
Необходимо следить за тем, чтобы вода не попала в трубу, так как, нагреваясь, она превратится в пар, а соединение при этом потеряет прочность. Разогретые пластиковые трубы имеют очень высокую температуру, поэтому обязательно нужно принимать меры предосторожности. Чтобы защитить свое тело, надевают робу и толстые перчатки – это убережет кожу от ожогов. Все действия должны быть аккуратными и выверенными.


Начиная сварочные работы, все стыкующие элементы нужно обязательно зачистить и обезжирить, иначе качественная сварка не получится. Делать это нужно непосредственно перед началом работ.
Производители полипропиленовых труб говорят, что спаять изделия, имеющие разные торговые марки невозможно, ведь и трубы, и фитинги отличаются друг от друга, поэтому совмещение материалов с разными техническими характеристиками может привести не только к трудностям монтажных работ, но и стать причиной брака конструкции.


В процессе разводки используются и трубы, и муфты, а также поворотники. Поэтому стоит знать, что трубы нагреваются с внешней стороны, а все остальные элементы – изнутри. Не стоит забывать это правило, иначе соединения будут недолговечными.
Изучив все тонкости процесса сварки пластиковых труб, можно с легкостью определить для себя, какой вариант процесса выбрать при укладе нового водопровода или отопительной системы. Сварить такие трубы будет по силе каждому, если дома имеется помощник. Для работы не нужна никакая сложная машина, ведь достаточно только рук и сварочного аппарата.
О том, как паять полипропиленовые трубы самостоятельно, смотрите в следующем видео.
Читайте также: