Сварка спиц литых дисков
Обновлено: 04.10.2024
Составная часть автомобильного колеса, на которую устанавливают покрышку, называют колесным диском. Большая часть дисков производиться из разных металлов с использованием различных технологий. Различают три основных группы этих изделий:
- штампованные;
- литые;
- кованые.
Они отличаются друг от друга и технологией производства, и материалами, которые применяют при их производстве. Кроме того, каждый тип имеет свои, только ему присущие определенные свойства.
Так самое широкое распространение получили штампованные диски. Более того, все автомобили, производимые в мире, выходят из заводских ворот именно на таких изделиях и многие автовладельцы не спешат их менять. Для их производства применяют углеродистые стали.
Кованые диски Литые диски Штампованные диски
Литые диски производят из цветных металлов – алюминия, магния и их сплавов. Это инженерное решение позволило снизить вес диска почти в три раза, но, вместе с тем диски этого класса могут легко получить повреждение. Кроме того использование металлов с высокой теплопроводностью позволяет отводить излишнее тепло от деталей тормозной системы.
Кованые, в отличие от двух других обладают высокой прочностью, но и довольно высокой хрупкостью.
Разновидности повреждений
Литые диски пользуются заслуженной популярностью среди автовладельцев. При всех достоинствах, которыми обладают, а это низкий вес, хороший отвод тепла от тормозов, у этих изделий есть один существенный недостаток – возможность повреждения при получении сильного удара. Надо всегда помнить, что поврежденный диск – это серьезная предпосылка к возникновению аварийной ситуации.
Одна из причин, по которым может произойти повреждение, кроется в технологии его производства. Все дело в том, что эти диски производят с помощью литья. Именно поэтому диски становятся хрупкими и не имеют достаточной пластичности.
В результате этого, при получении даже не самых сильных ударов на диске могут образовываться трещины, сколы. Это приводит к тому, происходит изменение геометрии диска и он начинает бить. После этого машина начинает «рыскать» и легко может потерять управление, создав тем самым предпосылки для дорожно – транспортного происшествия.
Автовладелец должен четко понимать то, что использование на машине диска с некоторыми дефектами создает реальную опасность для всех участников движения, а в первую очередь автовладельцу и тем, кто находятся рядом с ним внутри машины.

Поврежденный литой диск
Наиболее часто встречающимися дефектами литых дисков являются:
- трещины;
- смещение по оси и радиусу;
- сколы;
- повреждение нанесенного покрытия.
Повреждения, которые получают диски, происходят по следующим причинам:
- Дефекты дорожного покрытия. При попадании колеса в яму или трещину оно получает сильный удар, приводящий к определенному дефекту. Особенно такие повреждения часто получат автомобили, эксплуатирующие низкопрофильную резину.
- Колесо может начать бить после наезда на бордюрный камень или при попадании в яму. После этого на поверхности диска появляется вмятина.
- Осевое биение, в народе его называют восьмерка, начинает проявляться после бокового удара, полученного при столкновении с препятствием, например с автомобилем, движущимся параллельным курсом.
- Поврежденное покрытие, которое нанесено поверхность диска не приводит к явным повреждениям, но через некоторое время под ними активно начинает развиваться коррозия и ремонтировать его уже будет поздно.
Какие повреждения литых дисков не поддаются ремонту
Перед обращением в мастерскую, занимающуюся ремонтом литых дисков, автовладелец должен представлять какие дефекты не подлежат ремонту. Для чего это надо? Все дело в том, что иногда нечистые на руку мастера, пользуясь тем, что владелец машины не всегда ориентируется в этом вопросе, стараются извлечь дополнительную выгоду, навязывая потребителю не нужных ему услуги. Которые, кстати, могут привести к непоправимым последствиям.

Серьезные изменения геометрии литого диска
Даже высокопрофессиональные мастера не возьмутся за исправление нижеперечисленных дефектов:
- трещины и сколы больших размеров;
- дефектов в районе ступицы;
- критичное искажение геометрии.
Выбор типа сварки и электрода
Один из самых эффективных способов ремонта – сварка аргоном литых дисков. Для выполнения этих работ потребуется сварочный аппарат, в последнее время все чаще в качестве генератора сварочного тока применяют инверторные аппараты. Их преимущества очевидны, при минимально габаритно-весовых параметрах эти аппараты способны генерировать ток необходимых для выполнения сварочных работ по литым дискам.

Сварка аргоном литых дисков
Практика показывает, что сварка под защитным газом вручную не самое лучшее решение, поэтому зачастую применяют полуавтоматическую. То есть сварочный генератор должен быть оснащен устройством подачи сварочного материала и газа.
Сварка магниевых дисков
Сварку дисков, выполненных из магниевых сплавов, выполняют с помощью вольфрамового электрода. Ее выполняют в среде защитных газов. Для этого используют аргон первого сорта. Иногда допустимо использовать сварку с помощью плавящегося электрода. Для этой сварки необходимо использовать генератор переменного тока.
Перед сваркой необходимо подготовить кромки, восстанавливаемого места. Но, если свариваемый металл меньше 3 мм, то кромки можно не разделывать. При большей толщине необходимо выполнить подготовку в виде буквы V. Сварка должна выполняться на повышенной скорости. Скоростной режим гарантирует минимизировать эффект от теплового воздействия сварки на металл.

Аргонодуговая сварка дисков из магниевых сплавов
Дуга не должна превышать 1 — 1,5 мм. Это позволяет разрушать оксидную пленку, возникающую на поверхности детали, и гарантирует высокое качество шва.
Порядок проведения ремонтных работ
Для исправления повреждений на литых дисках необходимо привлечение специалистов, которые занимаются их ремонтом. Кроме этого будет востребовано специализированное оборудование и инструменты. Так что, своими руками можно только восстановить защитное покрытие.
В мастерской по ремонту будет проделан примерно такой перечень работ.
Подготовка – любой диск перед началом работ должен пройти ревизию. Для выполнения этой операции его необходимо почистить от грязи и лишь только потом станут заметны все повреждения.
При выявлении трещин, диск придется отправлять на сварку. Сварку литых дисков выполняют на оборудовании, которое позволяет выполнять работы под защитой инертных газов. Для ремонта дисков, выполненных из алюминия, применяют электроды марки АГ, для дисков, выполненных из магниевых сплавов необходимо использовать электроды марки АМГ.
После того, как заварены все трещины, поверхность диска необходимо зачистить от следов сварки. При необходимости необходимо использовать специальное оборудование.
После зачистки диска выполняется проверка его геометрических параметров. Для этого готовый диск устанавливают в специальный патрон. Для восстановления геометрических параметров применяют гидравлический цилиндр, оснащенный специальными насадками. Таким способом устраняют биения и само собой геометрические параметры.
После того, как устранены дефекты диск будет отшлифован, обезжирен и отправлен на покраску. Для нанесения покрытия часто применяют покрытия, которые выполнены на основании эпоксидной смолы.
Самая последняя операция – это балансировка.
Кстати, некоторые специалисты настоятельно рекомендуют устанавливать диски на заднюю ось.
Самый эффективный метод ремонта
Самые сложные дефекты, возникающие в литых дисках это трещины. Если они плохо отремонтированы неправильно то, рано или поздно это приведет к тому, диск выйдет из строя.
Сварка в среде защитных газов отличается высоким качеством шва и именно поэтому ее применяют для ремонта литых дисков. Швы, полученные по такой технологии сварки, не коррозируют, по прочностным характеристикам они отличаются от основного металла.
Подготовка диска к сварочным работам
Подготовка литого диска к ремонту мало чем отличается от той, которую проводят для работы с другими деталями, изготовленными из аналогичных материалов.

Подготовка кромки трещины для сварки
То есть, необходимо подготовить кромки трещины для сварки. Размер фаски, которые должны быть выполнены, зависят от толщины материала, подлежащего сварке.
Сварка алюминиевых изделий
Для получения качественного шва на поврежденных алюминиевых дисках применяют сварку в среде защитных газов при помощи вольфрамовых электродов.
Перед тем как начинать сварку поврежденного места на диске, изготовленном из алюминия необходимо подготовить место. Для этого с его поверхности необходимо удалить грязь, следы масел.
Для этого можно использовать практически любой растворитель. Разделка кромок поврежденного места необходима при толщине металла не менее 4 мм. Для того, что выполнить правильную разделку имеет смысл использовать ручной электроинструмент.
Необходимое оборудование
Для сварочных работ по ремонту литого диска потребуется следующий набор оборудования и приспособлений:
- Генератор сварочного тока, оснащенный механизмом подачи проволоки или горелкой оснащенной неплавящимся электродом.
- Стальной баллон, предназначенный для хранения газа.
- Средства индивидуальной защиты.
Преимущества аргоновой сварки
Сварка дисков аргоном, в отличие от многих других обладает рядом преимуществ, которые им недоступны.
- Аргон – инертный газ, который не вступает в реакцию ни с одним из известных металлов. Кроме того этот газ не растворяется в расплаве металлов.
- За счет того, что аргон тяжелее воздуха он надежно прикрывает сварочную ванну, защищая ее от воздействия атмосферного воздуха. Ко всему прочему, электрическая дуга работает куда, как более стабильно.
- Аргон – это один из самых распространенных газов, и поэтому он стоит довольно низко.
- При проведении сварочных работ расход аргона минимален.
Перечисленные свойства этого газа привели к тому, что сварочные работы получили широкое распространение на производстве и в небольших автомастерских. Между тем, выполнение сварки под аргоном в ручном режиме сопряжено с определенными трудностями. Так, электрод должен идти ровно и сварщик не должен допускать колебательных движений. В противном случае может быть нарушено облако защитного газа и в результате чего качество шва упадет.
Поэтому для ремонта литых автомобильных дисков довольно часто используют полуавтоматическую сварку.
Почему нельзя варить диски. Подробно. v.1.3

Внимание ! В статье многабуков (автор в курсе, да, можно это не повторять в каментах). Целевая аудитория статьи — люди, которые способны воспринимать и анализировать что-то больше, чем мемасики из вконтакта.
Всем привет. До этого я уже публиковал несколько своих статей про диски. А вот тут я уже сделал попытку, на скорую руку убедить людей не заниматься опасной и бесполезной тратой своих денег.. Начал я с того что рассказал о кованных дисках, как начало, введение и основу понимания будущего. Можете продолжить потом там — там тоже есть что узнать.
К делу:
Не секрет, что в каждом гараже можно встретил адептов сварки сломанного хлама, которые с пеной у рта, убеждают неокрепшие умы простых пользователей в абсолютной безопасности и выгодности этого процесса. Ну, т.е. мол, варенный оригинал даже ЛУЧШЕ, чем новый диск — стоит дешевле, а качество тоже, идите мол, ремонтируйтесь у нас. Это всё — глупость вперемешку с элементарным невежеством. Поэтому я решил всё же закончить начатое, и ниже будет подробное и развернутое объяснение моей позиции по ремонту автомобильных дисков.
Начать, наверное, следует с небольшой исторической ссылки. Отрежем всё скучное и начнем сразу со сладкого. Расцвет сварочных технологий в мире начался во время Второй мировой войны. Именно тогда были заложены основы всех современных технологий сварки. Немаловажно, что одним из реальных, а не псевдо-лидеров в этом направлении, был СССР. Но, так было не всегда — нас заставила нужда, а до войны ситуация со сваркой была плохая. В ходе прошедшей в 1938 г. на Ижорском заводе конференции, технологи завода печально констатировали, что многие сварные конструкции поражены трещинами. Никак не удавалось качественно сварить бронелисты. В те далекие годы, сотрудникам завода пришлось хитрить и корректировать состав броневой марки стали, ухудшая ее рабочие характеристики — лишь бы улучшить ее свариваемость. То бишь, люди обдуманно пошли на ухудшение свойств конструкции для увеличения выхода годной продукции.
Спустя два года, в 1940 г. сотрудники Института электросварки АН УССР сумели уже самостоятельно воссоздать метод автоматической сварки под слоем флюса ( запатентованный в 1936 г. американской фирмой «Линде»). Однако то был процесс для рядовой стали, а для сварки брони метод не подходил, требовалось еще время … но начало было положено.
К лету 1941 года, были завершены лабораторные испытания технологического процесса сварки и оборудования для него. Новый метод продемонстрировал великолепное качество: при испытании сваренной конструкции Т-34 снарядным обстрелом — оказался разбит не шов, а броневой лист !
6 ноября 1941 г. нарком танковой промышленности В. А. Малышев, будучи в Нижнем Тагиле, подписал приказ №0204/50, содержащий предписание всем предприятиям отрасли: «В связи с необходимостью в ближайшее время значительно увеличить производство корпусов для танков и недостатком квалифицированных сварщиков на корпусных и танковых заводах, единственно надежным средством для обеспечения выполнения программ по корпусам является применение уже зарекомендовавшей себя и проверенной на ряде заводов автоматической сварки под слоем флюса по методу академика Патона.


Это была точка отсчета победы в будущей войне. От процесса, где самым главным были индивидуальные знания каждого конкретного сварщика (часто — противоречивые), сварка превратилась в конвейер. На сварочных аппаратах могли работать кто угодно, студент театрального техникума, учитель математики из сельской школы, художник. Кто угодно ! настолько процесс был автоматизирован. С этого момента сварка всё больше переставала быть "магией" в руках уникальных специалистов, опыт полученный на заводах формализовывался и систематизировался. Любой желающий мог с ним ознакомиться просто заглянув в справочник.
Почему диски алюминиевые.
Если не вдаваться в глубокий анализ, то это самый дешевый и сердитый сферический конь (материал) в вакууме. По показателям отношения прочности к плотности — высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Проблема сварки Al сплавов.
Проблем при сварке Al сплавов масса, большинство из них узкопрофессиональны, но я выделю только наиболее значимые и важные для вашего понимания:
• Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С. При расплавлении алюминия он перекатывается внутри этой пленки наподобие ртути.
• При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
• Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания. Что влияет и на балансировку колес (любых изделий) в целом.
• Если говорить о сварке алюминия своими руками, то ваш сплав будет неизвестной марки, к которому придется подбирать сварочный режим и адекватные дополнительные материалы. И пробовать придется прямо на вашем диске!
Общие сведения
При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов могут изменяться в зависимости от состава сплава, используемого присадочного металла, способов и режимов сварки. Для всех способов сварки характерно наличие больших скоростей охлаждения и направленного отвода тепла. При кристаллизации в этих условиях в структуре металла образуется эвтектика,
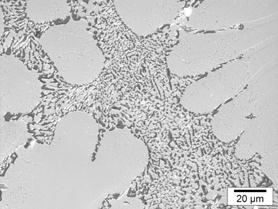
Которая снижает пластичность и прочность металла. В связи с этим, в швах возможно возникновение кристаллизационных трещин при застывании.

Свойства сварных соединений зависят также от процессов, протекающих в околошовных зонах. При сварке чистого алюминия и сплавов, неупрочняемых термической обработкой, в зоне теплового воздействия наблюдается рост зерна и некоторое их разупрочнение, вызванное снятием нагартовки (он же наклёп — упрочнение происходящее при изменении структуры и фазового состава материала в процессе пластической деформации при холодной обработке).
Рост зерна и разупрочнение нагартованного металла при сварке изменяется в зависимости от способа сварки, режимов и степени предшествовавшей сварке нагартовки. Свариваемость сплавов АlMg (систем алюминий-магний, большинство дисков именно такие) осложняется повышенной чувствительностью их к нагреву и склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву. Способность этих сплавов образовывать пористость в зонах термического воздействия связывается с наличием молекулярного водорода. После обработки образуются несплошности в виде каналов или коллекторов, в которых водород находится под высоким давлением.
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом состоянии и так же способствует образованию кристаллизационных трещин. Это происходит независимо от способа сварки и исходного состояния металла, в непосредственной близости от шва. Ширина этой зоны меняется в зависимости от способа и режимов сварки. Наиболее широкая зона появляется при газовой сварке и более узкая при способах сварки с жестким термическим воздействием.
Распределение эвтектики в этой зоне изменяется в зависимости от исходного состояния сплава. В сварных соединениях, полученных при сварке закаленного сплава, эвтектика располагается в виде сплошной прослойки вокруг зерен. Последующей термической обработкой не удаётся восстановить свойства металла в зоне, прилежащей к шву, что приводит к большому изменению прочности соединений и делает ненадёжными эти соединения в эксплуатации.
А места соединений всегда будут местами концентрации напряжений и очагами разрушения под нагрузкой.
Подготовка под сварку
Важным этапом на пути к результату (которым часто пренебрегают), является подготовка шва. При подготовке деталей из алюминиевых сплавов под сварку профилируют свариваемые кромки, удаляют поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических растворителей (обычны уайтспирит). Удаление поверхностной окисной пленки является наиболее ответственной операцией подготовки деталей. При этом в основном удаляют старую пленку окислов, содержащую значительное количество адсорбированной влаги.
Окисную пленку можно удалять с помощью металлических щеток. После зачистки кромки вновь обезжиривают растворителем. При этом, нельзя подготовить и отложить на завтра, продолжительность хранения деталей перед сваркой после зачистки 2—3 ч. При сварке деталей из сплавов алюминия, содержащих магний повышенной концентрации (например, сплава АМгб), перед сваркой кромки деталей и особенно их торцовые поверхности необходимо зачищать шабером. Применение при аргонодуговой сварке флюсов, наносимых на торцовые поверхности перед сваркой в виде дисперсной взвеси фторидов в спирте, также способствует уменьшению количества окисных включений в металле шва.
Соединение
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, выполнить которые можно любыми способами сварки. Для устранения окисных включений в металле швов применяют подкладки с канавкой или разделку кромок с обратной стороны шва, что в некоторых случаях обеспечивает удаление окисных включений из стыка в формирующую канавку или в разделку. При разделке кромок угол их раскрытия ограничивают с целью уменьшения объема наплавленного металла в соединении и как следствие — вероятности образования дефектов. Площади сечения деталей в зоне соединения делают приблизительно одинаковыми.
Присадки
Улучшение кристаллической структуры металла швов при сварке алюминия и некоторых его сплавов достигается модифицированием в процессе сварки. Поэтому при сварке используют присадки (цирконий, титан, бериллий). Введение этих элементов в небольших количествах позволяет улучшить кристаллическую структуру металла швов и снизить их склонность к трещинообразованию.
При выборе присадочного металла учитывают возможность появления в структуре металла швов различных химических соединений. При сварке сплавов алюминия, содержащих магний, с применением присадочной проволоки, содержащей кремний, в металле швов и особенно в зоне сплавления появляются иглообразные выделения Mg2Si, снижающие пластические свойства сварных соединений. Неблагоприятно влияют на свойства соединений из сплавов системы Аl—Mg ничтожно малые добавки натрия, которые могут попадать в металл шва через флюсы.
Самое интересное. Дуговая сварку в среде защитных газов ("Варю аргоном")
Самый массовый и «бытовой» вариант для сварки алюминия и его сплавов. В качестве защитного газа применяют аргон чистотой не менее 99,9% (по ГОСТ 10157-79) или смесь аргона с гелием. С вероятностью 99% вам предложат варить именно так. Если предложат варить электродами вручную, это стопроцентный win и премия Дарвина для ваших дисков. А заводские методы Вам скорее всего будут недоступны.
Основным преимуществом процесса является высокая устойчивость горения дуги. Благодаря этому процесс используется при сварке тонких листов. При ручной сварке горелку перемещают с наклоном «углом вперед». Угол наклона горелки к плоской поверхности детали около 60°. Присадочная проволока подается под возможно меньшим углом к плоской поверхности детали. При механизированной или автоматической сварке неплавящимся электродом горелка располагается под прямым углом к поверхности детали, а присадочная проволока подается таким образом, чтобы конец проволоки опирался на край сварочной ванны, скорость подачи меняется от 4—6 до 30—40 м/ч в зависимости от толщины материала.
Что мы можем получить после сварки?
Представим, что были соблюдены все рекомендации, мастер был трезв, Луна была в зените, а Марс сошелся с юпитером. То есть, в лабораторных условиях, при соблюдении всех тонкостей процесса (автоматизация, зачистка, обезжиривание, профессионализм сварщика, 100% соответствие режима сварки – свариваемому материалу, присадки и т.д., и т.п.) предел прочности образцов, сваренных шовной сваркой, зависит от толщины металла и, например, для сплава AMг6 составляет в среднем 80% предела прочности на растяжение основного металла. Это при условии, что Ваш автомобиль в этих дисках стоит на месте и ничего не происходит. Не забывайте, что у вас уже не цельный диск, а «составной», с которым надо обходиться уже по-другому. Простой пример — наступает лето, и Вы соскучились по покатушкам. Смотрим на график ниже
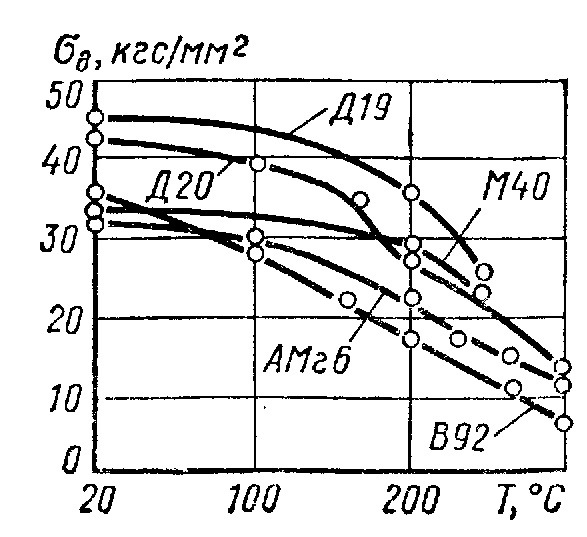
Нас интересует начальный участок кривой В92 (например, как самой показательной). Тут можно легко оценить потери прочности при нагреве всего до 100 градусов, которые легко достигнуть при активной езде летом.
Вот например видео (длительность — 1 минута)
Или вот такой вариант (длительность — 30 сек)
Вместо 343 МПа (~35 кгс/мм2) вы получите 274 МПа (~28 кгс/мм2). Потери – больше 20%! Ну, конечно, скажет пытливый читатель, а почему именно эта кривая? А вы точно знаете из какого именно сплава сделаны Ваши диски?
А у меня никогда не бывает 100 градусов ! А что, на 10% потерь вы согласитесь со спокойной душой?
В сухом остатке
Механические свойства сварных соединений из алюминиевых сплавов зависят от массы входящей информации — технологии их получения, состояния материала до сварки, обработки после сварки, всем этим, Вы не обладает в полной мере.
Важно понимать, что в сварных конструкциях, которые проектируются с учетом характеристик прочности сварных соединений в основном используют полуфабрикаты из деформируемых сплавов – у них микроструктура и хим. состав более-менее приспособлены к сварке и природная прочность материала (а также распределение нагрузок) компенсирует ослабление в местах сварки. А большинство ремонтирующихся в гаражах дисков – литые с неизвестной историей. Я глубоко сомневаюсь, что Вам делали, или обещают сделать именно хотя бы приблизительно так как описано выше (или даже лучше, по авторской методике), глубоко погружаясь именно в Вашу конкретную задачу. Скорее всего вы просто очередной клиент с деньгами…
Вспомните начало статьи, про Т-34, там люди работали с известными материалами, по известным режимам, на автоматизированном оборудовании и даже так – косячили. Думаете что-то кардинально изменилось? Думаете, что именно ваш мастер высоко квалифицирован? Человеческий фактор — это основной фактор нестабильности качества, даже на производстве где есть контроль. Как вы сможете проконтролировать результат работы и её качество — рентген ? ультразвук ? на глазок ? на слово ?
Учитывая всё вышесказанное я бы оценил прочность сварного шва в ваших дисках как 30-50% от исходной. Ну, т.е. вы покупаете новые диски и смело снимаете с них 30-50% толщины, а затем сразу, едите наваливать на трек, смотреть на результат! Неудачные наезд зимой на бордюр или на что угодно при обгоне – может быть фатален.А если у вас еще и проставки установлены … уууу.
Помните, что:
1) У вас обязательно, как бы вы ни старались произойдет изменение кристаллической структуры в области сварки и как следствие – ухудшение механических свойств. Они будут неоднородны по всему диску. Улучшит ли это ваш диск ?
2) Место сварки потенциально будет менее пластично (более хрупко) и менее прочно. Это концентратор напряжений. В отдельных случаях, прочность сварного шва может достигать прочности основного материала. Будет ли это в вашем случае ?
3) При сварке дисков КРАЙНЕ важна квалификация сварщика и оснащенность конторы, и максимум что вы сможете достигнуть это 80-90% процентов от свойств основного материала, но это только в теории. Вам проводят контроль качества или Вы верите на слово ?
4) Как бы на первый взгляд хорошо не выглядела сварка, диск всё равно поведёт (и вы никак это не сможете проверить) что может отразиться и на балансировке колес и управляемости автомобиля в целом.
На сладкое — при действии знакопеременных нагрузок прочность соединений относительно невелика. Например, напряжения в листе при усталостном разрушении точечной сварки составляет всего 20 МПа. Для сравнения, у эпоксидной смолы этот показатель 20-90 МПа, т.е. в теории, эффект будет тот же, что и просто склеить поксиполом или моментом.
Так что, если вы владелец автомобиля с ватным диваном вместо подвески, и у вас маленькая трещина вдоль обода, то вполне возможно вам то всё равно, но, если вы владелец турбовой зажигалки, с жесткой подвеской и вдруг решили сэкономить на дисках, купив отремонтированные, то, пожалуйста, не выезжайте на общественные дороги.
P.S Кратикий ликбез почему тут появляются странные комментарии — находится по этой ссылке.
P.P.S. Не вошедший в статью доп. материал по теме есть еще в блоге. Большое спасибо тем, кто держится конструктива, делиться этим материалом со своими подписчиками и комментирует.
Напоминаю про одно из основных правил drive2 — "Материться и переходить на личности категорически запрещено".
Грамотный ремонт легкосплавного диска(ТИГ сварка)

Место ремонта зачищается во всех плоскостях…
И обезжиривается, если это необходимо.

После наносится пенетрант(комплект контроля проникающим методом. ПВК)

ждем не более 5 мин и удаляем излишки пенетранта…

Берем второй баллончик из комплекта и наносим проявитель…

ждем его полного подсыхания…

И видим как раскрывается деффект(который раньше трудно было заметить)…

Через 7-10 мин, пенетрант проявляется полностью на поверхности проявителя и становится возможным понять характер и направление дефекта.

Распиливаем диск строго по дефекту, прибавив около 10-15мм к длине пила…

После этого удаляем следы от капиллярного контроля и приступаем к сварке…
Начинаем со внутренней стороны диска, от спиц к ободу(для того чтобы не накапливались усадочные напряжения). Делаем подкладной св.шов, предварительно можно "пройтись" дугой по разделанным кромкам диска, дабы избежать попадания возможных дефектов в основной металл…

Переворачиваем диск и снова зачищаем, но уже новый шов…


После того, как все зачистили и удалили следы окислов, БЕЗ присадки, те дугой "размешиваем" — одну стенку разделки с другой и подкладочным швом…

Далее начинаем заполнять уже "бывшую" разделку по толщине…


Получаем шов такого вида…

И снова переворачиваем диск для зачистки места посадки покрышки…


После этого собираем покрышку, накачиваем до 4-5бар и еще раз смотрим на "травит/не травит" — в месте соприкосновения "резина-диск"
Всем спасибо, за внимание!
На этом урок по качественному ремонту алюминиевого диска окончен!
Я всегда могу вам помочь со сваркой в среде аргона. Аргонодуговая сварка в Истре и Дурыкино
Наша страница на DRIVE2:


26 марта 2015 Метки: ремонт катализатора , замена катализатора на пламегаситель , обманка лямбды , установка обманки лямбды , выбить катализатор , сварка алюминия в истре и дурыкино
Комментарии 21
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Привет. Хорошая работа, приятно смотреть.
Подскажи, какой аппарат лучше взять для восстановления дисков, у меня свой шиномонтаж.

Дело не в аппарате, дело в руках аргонщика. А аппарат можно взять самый китайский.
Алюминиевые колесные диски: варить или не варить?

Введение
Тема применения сварки при ремонте алюминиевых автомобильных дисков остается весьма актуальной. На популярном форуме сайта Чипмейкер – сайта для умельцев по работе с металлами, любителей и профессионалов, такая дискуссия не утихает уже около 8 лет (Сварка колесных дисков). Аналогичные дискуссии идут и на зарубежных форумах.
Ниже мы представляем информацию, которая поясняет особенности и сложности ремонтной сварки алюминиевых колесных дисков:
нормативные документы;
технологии изготовления колесных дисков;
алюминиевые сплавы, которые применяют в колесных дисках;
термическая обработка, которая применяется к алюминиевым колесным дискам;
методы сварки, которые применяется при сварке алюминиевых колесных дисков;
зона термического влияния при сварке алюминия.
Эта информация не претендует на полное изложение затронутой темы и не является инструкцией по сварке алюминиевых колесных дисков.
Термины
В русскоязычной технической литературе, особенно в Сети обычно применяется термин «колесные диски». В англоязычной нормативной и технической литературе колесные диски называют «wheels», то есть – «колеса». Каждое колесо имеет обод, то есть ту часть, на которую устанавливается шина. «Диском» называют элемент колеса, который соединяет обод с осью автомобиля. Стальные колеса грузовых автомобилей обычно не имеют ступицы, а крепятся к оси непосредственно через диск. Поэтому их называют «disk wheels» – «дисковые колеса» [1, 2]. Алюминиевые колеса часто вместо диска имеют «спицы», которые переходят в «ступицу». Ступица крепится к оси автомобиля. Отметим, что ГОСТ Р 50511-93 [3] применяет международные термины «колеса» и «дисковые колеса».
Ниже во избежание путаницы будем взаимозаменяемо применять термины «колеса», «дисковые колеса» и «колесные диски».
Зарубежные нормативные документы
Колесные диски являются высоконагруженными элементами автомобиля, от которых в значительной степени зависит его безопасность. Поэтому ведущие производители автомобилей и колесных дисков не разрешают выполнения на них каких-либо ремонтных работ, в том числе ремонтной сварки.
Стандарт ISO 14400 прямо указывает, что ремонт колесных дисков сваркой не должен производиться, так как это может ввести дополнительные напряжения в его критические области [1]. Организация EUWA (Association of European Wheel Manufactures) – Ассоциация европейских производителей автомобильных колес – категорически запрещает ремонт поврежденных ободьев и дисков автомобильных колес с применением нагрева, сварки или добавления какого-либо дополнительного материала [4].
Вместе с тем, региональный нормативный документ канадской провинции Британская Колумбия – правила по ремонту сваркой алюминиевых колесных дисков – допускает ограниченное применение сварки для ремонта ободьев колес [5].
Сварка алюминиевых дисков: канадские правила
Некоторые положения из этих канадских Правил, которые могут быть интересны специалистам по сварке алюминиевых колесных дисков [3]:
Минимальная толщина материала элемента алюминиевого диска, которая может подвергаться ремонту сваркой, составляет 1,5 мм.
Ремонтная мастерская должна постоянно иметь страховой фонд специально под ремонт алюминиевых дисков в размере не менее 2 миллионов долларов (надо понимать, канадских).
Мастерская должна иметь сварочный аппарат не менее чем на 250 ампер.
Мастерская должна иметь мастера по ремонту сваркой (weld repair supervisor), который имеет опыт по сварке алюминия не менее 5 лет.
Этот мастер несет ответственность за:
а) решение о ремонте диска сваркой или отправке его в лом;
б) способ ремонта для каждого ремонтируемого алюминиевого диска;
в) качество сварки отремонтированного алюминиевого диска.
В мастерской по ремонту алюминиевых дисков должен вестись специальный журнал, в который заносятся сведения о каждом ремонте алюминиевых дисков.
Каждый сварщик должен проходить экзамен на знание методов испытаний и критериев приемки сварочного ремонта алюминиевых дисков.
Мастерская по ремонту алюминиевых автомобильных дисков должна раз в два года проходить сертификационный аудит, чтобы подтвердить, что она имеет соответствующее оборудование, квалифицированного мастера по ремонту сваркой и квалифицированного сварщика.
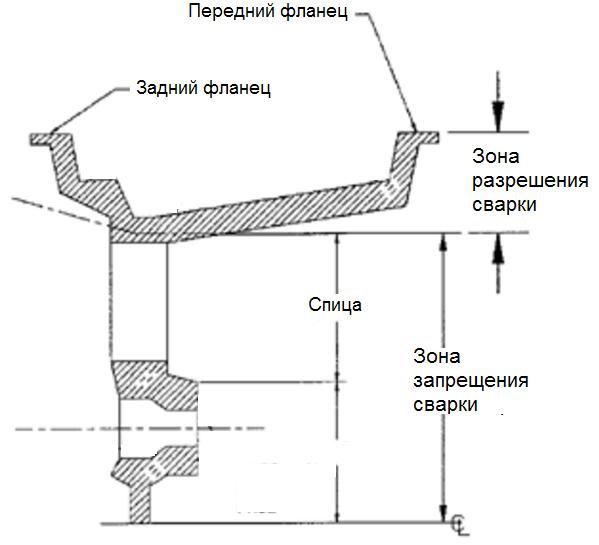
Разрешенный конструкционный ремонт сваркой ограничивается ободом, как это показано на рисунках 1 и 2.
Косметический ремонт разрешается по всему колесу, включая ремонт сваркой поверхностных вмятин и выступов, которые не влияют на конструкционную целостность колеса.
Допускается ремонт дисков, который применяет сварку в комбинации с ограниченной горячей и холодной правкой.
Температура горячей правки не должна быть выше 204 °C (400 °F).
Ремонтная сварка должна выполняться только с применением утвержденных режимов и материалов сварки методом TIG или методом MIG.
Сварка может производиться на колесных дисках из алюминиевых литейных сплавов и деформируемых сплавов серий 5ххх и 6ххх.
Критерии приемки алюминиевых сварных швов должны быть в соответствии с канадскими нормативными документами по сварке алюминиевых конструкций.
Рисунок 1 – Основные элементы типичного колесного диска [3]
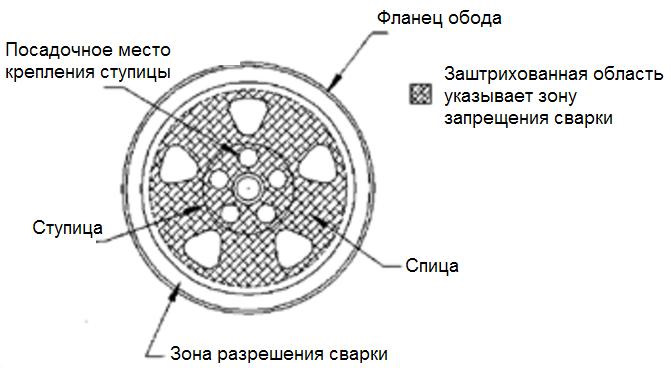
Рисунок 2 – Разрешенная и запрещенная зоны сварки
типичного колесного диска [3]
Основные типы алюминиевых колесных дисков
Цельный литой диск
Это наиболее широко распространенный тип алюминиевых колесных дисков. Доля цельных – монолитных – литых дисков в общем количестве всех алюминиевых дисков к 2012 году составляла: 80 % в Европе, 85 % – в США и 93 % – в Японии [6].
Диск из двух частей (обод из листа + литая ступица)
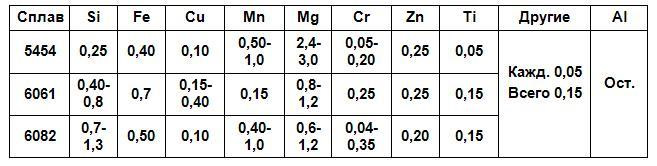
Передняя часть диска – ступица – изготавливается литьем, обод получают прокаткой или экструзией [2]. Эти две части соединяются друг с другом болтами, стальными или титановыми. Исходный лист – из алюминиево-магниевого сплава, обычно из сплава 5454 [2, 3]
Диск из двух частей (обод и ступица из листа)
Обод и ступицу изготавливают методами обработки металлов давлением – горячей или холодной: глубокой высадки, прокатки, штамповки, ковки и т. п. Обе части соединяют сваркой. Исходный лист – из алюминиево-магниевых сплавов, чаще всего из сплава 5454 [2]
Диск из трех частей
Ступицу и спицы сложной формы получают литьем. Обод состоит из двух половинок, которые изготавливают прокаткой или экструзией. Обод болтами или сваркой соединяют со ступицей [2].
Цельный диск: литье + катаный обод
Этот процесс комбинирует литейную технологию с методами обработки металлов давлением для формирования обода, горячей или холодной.
Кованый диск
Механические характеристики кованых колесных дисков являются самыми высокими из всех типов, представленных на рынке. Их получают путем механической обработки кованых заготовок из алюминиевых сплавов 6061 и 6082.
Диск из заготовки в полутвердом состоянии
Этот тип дисков мало распространен из-за их ограниченного производства. Их механические характеристики аналогичны характеристикам кованых дисков. На отливке в полутвердом состоянии раскатывают обод методами обработки металлов давлением или центральную часть диска, которую соединяют болтами или сваркой с ободом [2].
Алюминиевые сплавы для автомобильных дисков
Алюминиевые литейные сплавы
Литые диски изготавливают из литейных алюминиево-кремневых сплавов с содержанием кремния от 7 до 12 %.
В США и Японии применяют практически только алюминиевый сплав AlSi7Mg0,3 в термически упрочненном состоянии Т6. Это сплав имеет номинальное содержание кремния 7 % и магния – 0,3 %. В США аналогичный сплав имеет обозначение А356.0.
Тот же сплав AlSi7Mg0,3 применяется и в Европе, причем как с термическим упрочнением, так и без термического упрочнения. В Германии и Италии применяют сплав AlSi11Mg (номинальное содержание кремния 11 %, магния – 1 %), обычно без термического упрочнения [6].
Таблица 1 – Литейные алюминиевые сплавы,
применяемые в колесных дисках
Деформируемые алюминиевые сплавы
Цельные кованые диски изготавливают из следующих деформируемых алюминиевых сплавов:
6082 (в Европе)
6061 (в США);
Сплавы 6082 и 6061 относятся к серии 6ххх. Основные легирующие элементы – магний и кремний (номинальные содержания – до 1 %). Являются термически упрочняемыми.
Листовой алюминий, который применяют при изготовлении колесных дисков, обычно состоит из алюминиевого сплава 5454. Сплав 5454 относится к серии 5ххх. Основным легирующим элементом является магний с номинальным содержанием 3 %. Является термически неупрочняемым. Повышенную прочность может достигать за счет холодной пластической деформации – нагартовки.
Таблица 2 – Деформируемые алюминиевые сплавы,
применяемые в колесных дисках
Состояния алюминиевых сплавов
Кованые алюминиевые диски из деформируемых сплавов 6082 и 6061 упрочняют путем закалки и искусственного старения (состояние Т6).
Литые диски или их элементы из сплава AlSi7Mg0,3 могут подвергаться термическому упрочнению путем закалки и искусственного старения (состояние Т6) или применяться без термического упрочнения, то есть в литейном состоянии (состояние F).
Литые диски из сплава AlSi11Mg обычно не подвергают термическому упрочнению (состояние F) [2, 6].
Термически неупрочняемые сплавы серии 5ххх могут получать при изготовлении или ремонте нагартованные состояния, которые обозначаются Hхх.
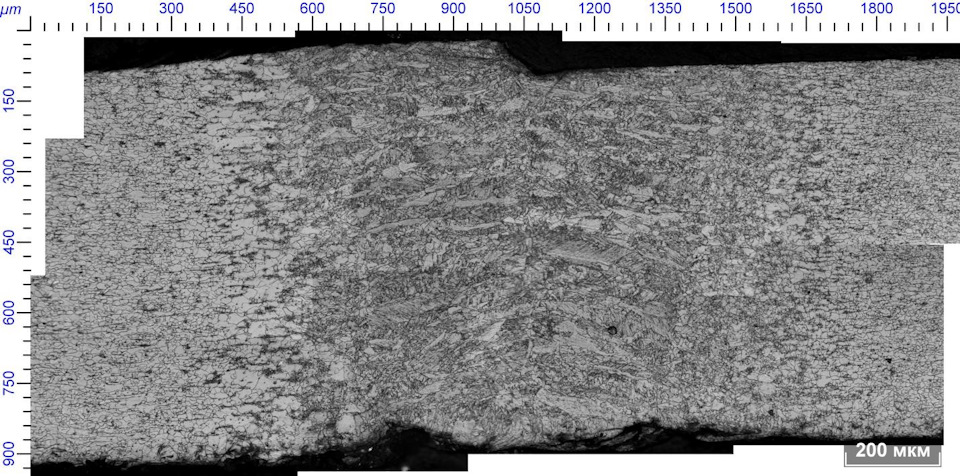
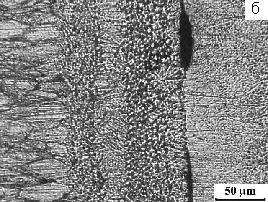
Зона термического влияния при сварке алюминия
Металлургия сварки плавлением
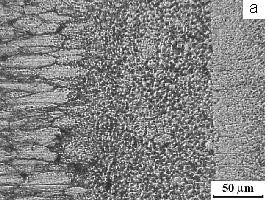
При дуговой сварке алюминия в месте сварного шва происходит плавление в зоне сварного шва основного металла, а также присадочного материала, если он применяется. При затвердевании этих металлов возникают новые зерна, которые «врастают» в зерна основного металла, которому не хватило тепла, чтобы расплавиться [7].
Независимо от вида источника тепла, все сварные швы при сварке плавлением имеют области с резко различной микроструктурой. Эти изменения микроструктуры возникают из-за фазовых превращений в твердом состоянии, таких как:
рекристаллизация и/или рост зерна в нагартованных материалах;
перестаривание или растворение упрочняющей фазы в термически упрочненных (состаренных) материалах.
Эту зону с измененной микроструктурой и называют зоной термического влияния сварки [7].
Прочность алюминия в зоне термического влияния сварки
Алюминиевые сплавы в литом состоянии (состояние F) или состоянии после отжига (состояние О) могут подвергаться сварке без какой-либо значительной потери прочности в зоне термического влияния сварки. В этом случае прочность сварного шва соответствует прочности основного металла. Это относится, например, к литым колесным дискам из сплавов AlSi7Mg0,3 и AlSi11Mg, которые не подвергались термическому упрочнению.
Если алюминиевый сплав, например, получил свою повышенную прочность за счет холодной пластической деформации (нагартовки) или за счет выделения упрочняющих частиц (старения), например, в состоянии Т6, то в этом случае в зоне термического влияния может быть значительная потеря прочности.
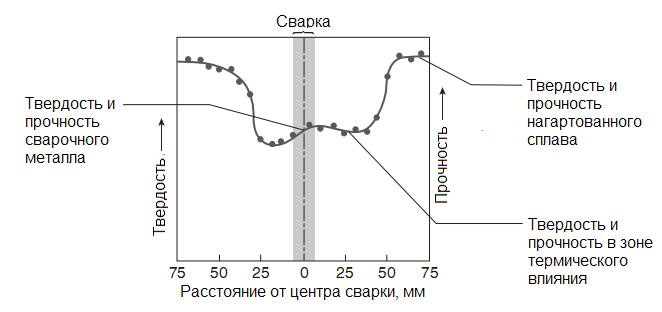
Нагартованные сплавы, например, сплавы серии 5ххх, теряют свою прочность за счет процесса рекристаллизации, который происходит в зоне термического влияния при температуре выше 200 ºС, а при температуре выше 300 ºС – частичный или полный отжиг (рисунок 3).
Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх
в зоне термического влияния сварки [7]
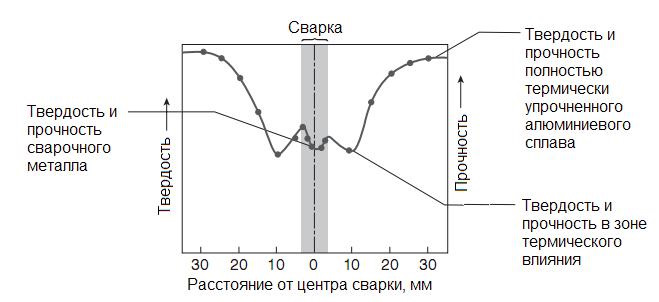
Термически упрочненные сплавы при нагреве теряют свою прочность за счет дополнительного выделения и укрупнения упрочняющих частиц. Этот процесс называется перестариванием. При температуре выше 300 ºС достигается состояние частичного или полного отжига (рисунок 4).
Рисунок 4 – Механические свойства термически упрочненного сплава 6061
в зоне термического влияния сварки [7]
Сплавы 6061, 6082, 5454 и А356.0
Термически упрочненный сплав 6061 в состоянии Т6 имеет минимальные пределы текучести и прочности 240 и 290 МПа, соответственно. В зоне термического влияния они могут снижаться до 115 МПа (48 %) и 175 МПа (60 %) [8].
Термически упрочненный сплав 6082 в состоянии Т6 имеет минимальные пределы текучести и прочности 255 и 300 МПа, соответственно. В зоне термического влияния они могут снижаться до 125 (49 %) и 185 МПа (62 %) [8].
Нагартованный до состояния Н24/Н34 сплав 5454 имеет минимальные пределы текучести и прочности 200 и 270 МПа, соответственно. В зоне термического влияния эти величины могут снижаться до 105 (53 %) и 215 МПа (80 %), то есть почти до прочностных свойств отожженного состояния [8].
Сплав А356.0 (AlSi7Mg0,3) при литье в постоянные формы имеет в состоянии Т6 минимальные пределы текучести и прочности 200 и 250 МПа, соответственно. В зоне термического влияния сварки состояние Т6 переходит в состояние F с минимальными пределами текучести и прочности 90 МПа (45 %) и 180 МПа (72 %) [9].
Заключение
При принятии решения о применении ремонтной сварки алюминиевого колесного диска необходимо принимать во внимание то, что в зоне термического влияния сварки механические свойства основного металла могут снижаться.
Для назначения режимов правки и сварки колесного диска необходимо, как минимум, знать:
химический состав алюминиевого сплава;
состояние алюминиевого сплава (литое состояние, термически упрочненное состояние, нагартованное состояние).
Так можно ли варить литые диски?

Нашелся недорогой комплект литых дисков. Но на одном есть небольшой участок сварки, примерно 5 см длинною, по краю обода.
Сколько читаю инфу, 50/50, многие варят и ездят, вроде бы, а другие говорят, что нельзя, диск при нормальном ударе сразу разлетится, так ли это?
UP: Фото добавил.

Comments 31

Была такая же делема когда покупал свои, но там сварной шов был 12см откатал на них два сезона на низком профиле по Волгограду (город без дорог), все отлично!


Диск больше 6 лет назад варился, никаких проблем с ним нет.


можно, только посолить не забудьте…))

Может как то поможет в принятии решения.

Если есть необходимость, вари. Но помни, что он треснет на том же месте 100%. Может не сразу, возможно даже не с первого раза. Но точно треснет в самый неподходящий момент.

Грамотно заварить, выровнять до толщины металла.Шов только продольный, поперечный-в топку.Катайся и радуйся.

не в критичном месте заварено, скорее всего от удара в бордюр. Если дешево для тебя, то бери.

Прочел запись Вашу и сразу получил ответ "одни ЕЗДЯТ, а другие ГОВОРЯТ что нельзя"

А кто скажет про дырку по центру? Болгаркой трещины зачислили, агроном залотали


лотерея. я бы не рискнул

Вари и ездий я у себя варил шов 5см резина 225 /45/17 два года назад и всё норм стоит

аргонщик рассказывал: видел диск на котором было 30!швов!
И нечего ездют)

Ещё очень важный момент это резина, которая стоит на диске. Чтобы было понятнее, 195/65 R15 будет годам ездить на вареном диске, и ничего с этим диском не случится (если честно, то не встречал таких дисков со сваркой))))) кроме случаев серьёзных ДТП), а вот 215/45 R17 уже другое дело, особенно если резина из разряда "спортивных" (т.е. с жёсткой боковиной). На низком профиле диск гораздо сильнее и чаще воспринимает на себя ударные нагрузки при попадании в ямы, дорожные швы и т.д., что приводит к появлению вмятин, трещин и нарушения геометрии диска.

на вареных езжу и под хорошим грузом(1.5 тонны) да и дорог у нас в области хороших нет но ходят и проблем никаких.
По опыту могу сказать следующее:
любой поперечный шов выполненный "по технологии" надёжен, но только сам шов, т.е. в месте сварки трещина вновь не появится, а вот рядом со швом, т.е. в месте где при сварке метал перегревался, трещины обязательно появятся, и для этого совсем не нужно гонять по ямам на сверхзвуковых скоростях…

Распилы ездят и нечего) если норм заварено то похих, но на всякий ставь его на "жопу"

из жизни, сварные швы по 10см и ничего, если качественно заварено. на разварках ездят и ниче, дело в загонах и качестве проделанной работы)

Штампы тоже сварные, тоже ездят. Но дело ведь в работоспособности швов и получении в зоне работы равнопрочности.
Поэтому, конечно, это не такой простой момент)

Я бы не взял!
Тк береш бу, разница меджду вареным и нет 2-3тр.
Это касалось когда была пятнашка ( тогда вообще бу не смотрел) и когда сейчас бмв. Сэкономиль копье- попадешь на рубль

Правильно написали, зависит от того кто варил, сам катаюсь 3 год на диске у которого вареная спица, проблемм нет и в ямы попадал
допускаемое номинальное напряжение = (допускаемое напряжение для данного материала) х коэффициент
+ к этому перестройка размеров зерен металла, лишние напряжения в металле, квалификация сварщика.
Место будет ослаблено, но работать будет. Конечно все завит еще от длины шва.
Ну а там думать самому. Я бы использовал вареные диски, но на задней оси или запаске.

Если вдоль, то могли грань выводить, чтобы не спускал. В остальном — было 2 варенных комплекта — всё норм.

Все зависит от марки люминия и технологии его сварки. Во всех сервисах скорее всего к этому делу подходят просто, заварили и сойдёт.

Я бы покупать не стал, если есть варианты купить такие же нормальные!
Экономить на этом бессмысленно…
По личному опыту — один диск имеет следы сварки (проипал при покупке). Сезон откатал на резине 225/40 R18 — грыжа отремонтированная вылезла, диску пофиг. Сезон откатал на 235/60 R18 — проблем не было.
Крайне важен характер повреждений и кто/как его делал… Видимо отсюда и инфа 50/50.
При небольших повреждениях и качественном ремонте дефект может сказаться только в случае ДТП (т.е. диск например мог бы немного деформироваться, а вместе ремонт треснул…).
Читайте также: