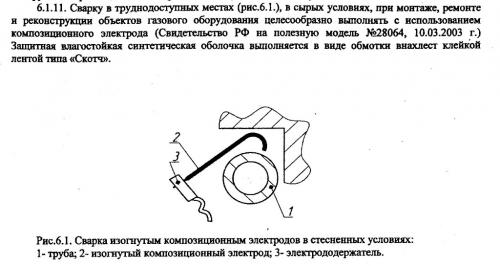
Сварка стальных труб через стакан
Обновлено: 17.05.2024
Привет всем! Хотелось бы узнать- кто как варит в труднодоступных местах "газ, воду, отопление"? Так как восновном такие сети (стояки, лежаки)прокладываются именно в таких местах. Кто то пользуется зеркалом, кто то режит окна-(большие деаметры труб). Может у кого то есть свои другие секреты и способы? Предлагаю делится опытом по такому вопросу.
Тут недавно разговаривал со своим учителем по TIG он мне рассказал довольно интересный метод по сварке труб которые находятся очень близко к стенам. Вот накидал рисунок
Привет всем, свариваю трубы постоянно в таких местах неудобных это дело опыта и через зеркало сваривал и так просто , там уже на слух варишь , на моем опыте еще не одна труба не свистела главное чтоб рука твердая была.
Предлагаемый специалистами ГУП "МОСГАЗ" способ сварки в труднодоступных местах (см. в прикрепл.файлах) мне не доводилось использовать, но согласен с Alexx1977 - многое зависит от искусства сварщика.
Прикрепленные файлы
Если попадается горизонтальный стык близко от пола встаю на голову и получается обычный стык под потолком.Вообще тема благодатная не знаю почему не развитая, многие молодые сварщики смотрят на стык и не знают как к нему подойти, а здесь можно накидать кучу житейских хитростей.
Если попадается горизонтальный стык близко от пола встаю на голову и получается обычный стык под потолком.Вообще тема благодатная не знаю почему не развитая, многие молодые сварщики смотрят на стык и не знают как к нему подойти, а здесь можно накидать кучу житейских хитростей.
Приходи,покажешь.А то никто не хочет пароход на стапеле переворачивать(гады),а меня вверх ногами-тошнит.
Метод сварки труб от аргонщиков: делается зазор чуть больше диаметра присадочного прутка, горелка подводится снизу, а присадка подается через зазор к корню; сварщик наблюдает только провар в корне через зазор.
Метод от сантехников: газовым ключом труба малого диаметра скручивается вдоль оси так, чтобы недоступная точка кольцевого стыка была видна сварщику, по мере заварки упруго деформированная труба возвращается в исходное положение; закрутка в другую сторону дает возможность сварки второй половины стыка.
тубопроводы с газом,в местах сварки должно обеспечиваться предельно доступным удобством для проведения робот, для воды удобства придумываем сами,стоять на голове ,не лучший выход,развальцовкой труб пользовались стандартно и в промышленных масштабах,если это не предусматривалось проектировкой, развальцовку делали сами при помощи самодельных приспособлений,"операцмонный стык" работа маятная,и всем известно что лучше всего проводить ее газосваркой,единственнное неудобство, грееся сопло,реже применяли не значительное смещение стыка,при давлении в 4 атм все выглядело как хотелось нам и заказчику.
Предлагаемый специалистами ГУП "МОСГАЗ" способ сварки в труднодоступных местах (см. в прикрепл.файлах)
Пожалуйста объясните, во-первых, что это за "композиционный электрод", а во-вторых где можно ознакомиться (или скачать) РД 01-001-06, на который Вы ссылаетесь.
pofigist
Пришлось как-то встречать лосиноостровские электроды, которые можно было завязать в узел (не тугой ) без повреждения обмазки.
Пришлось как-то встречать лосиноостровские электроды, которые можно было завязать в узел (не тугой ) без повреждения обмазки.

То есть под "композиционным" электродом подразумевается обыкновенный электрод, который легко можно изогнуть не повредив обмазку, и обмотанный клейкой лентой (типа как я сделал сейчас на фото) или всё-же что-то другое?
Метод сварки труб от аргонщиков: делается зазор чуть больше диаметра присадочного прутка, горелка подводится снизу, а присадка подается через зазор к корню; сварщик наблюдает только провар в корне через зазор.
Метод от сантехников: газовым ключом труба малого диаметра скручивается вдоль оси так, чтобы недоступная точка кольцевого стыка была видна сварщику, по мере заварки упруго деформированная труба возвращается в исходное положение; закрутка в другую сторону дает возможность сварки второй половины стыка.
Кстати приходилось варить вертикальные стояки (труба 50), от стены, наблюдая за процессом через зазор. Вроде прокатывало, хотя перекрывал на второй слой, уже не глядя согнутым электродом, после проверял качество визуально через зеркало, подсвечивая фонариком. А на счет скручивания трубы газовым ключом, так это только на мелких трубах. Тут удобнее варить в нахлест (в стаканчике)
Закупаясь както в магазине сварочном , продавец мне предложил электроды , диаметром примерно около 1.5 - 2мм - демонстротивно согнув электрод под прямым углом в 90 градусов и выпрямив его потом как было . Обмазка даже не треснула .
Сказав также что варят практически без брызг - берет восновном фирма по монтажу водопроводов по сэндвич панелям .
Если из головы не вылетет , после 10 января позвоню , узнаю что за марка .
Сварка труб через стакан
Монтаж стояков отопления: что нужно знать, если делаешь это сам
Монтаж стояков отопления подразумевает соблюдения необходимых правил:
- стояки прокладываются строго по отвесу;
- в двухтрубной системе подающий стояк располагают с правой стороны (если смотреть на стену), а обратный с левой стороны;
- необходимо выдерживать следующие расстояния между осями стояков и стеной: 35 мм при диаметре стояков до 1 1/4″ дюйма включительно и 50 мм при диаметре стояков 1 1/2 дюйма и 2 дюйма; допуск +5 мм;
- расстояние между осями проходящих рядом подающих и обратных стояков должно быть 80 мм при диаметре труб стояков до 1 1/4″ дюйма; Монтаж стояков отопления при больших диаметрах указанное расстояние принимается из условий удобства ведения монтажа;
- стояки прикрепляют к стенам хомутами на высоте 1,5-1,8 м от пола; на каждый этаж должна приходиться одна точка крепления.
Так как стояки при нагревании удлиняются и некоторое движение их, связанное с этим явлением, может повлечь за собой порчу штукатурки в местах прохода стояков через перекрытия, поэтому, осуществляя монтаж стояков отопления, необходимо в этих местах пропускать стояки через гильзы из кровельной жести, обрезков труб большего диаметра. Края гильз, закрепляемых в перекрытии, должны выступать над уровнем пола (потолка) на 20-30 мм. В местах прохода стояков через деревянные конструкции необходимо трубы изолировать листовым асбестом.
Открыто прокладываемые трубопроводы соединяют на муфтах, фланцах или посредством сварки. Монтаж стояков отопления скрытых трубопроводов производится только сваркой.
Муфтовое соединение труб требует нарезания на соединяемых деталях резьбы. Резьба может быть внутренней и наружной. На болтах, шпильках, трубах, стержнях и на разных других цилиндрических деталях нарезают наружную резьбу; в фасонных частях, во фланцах для ребристых труб, в радиаторных пробках, гайках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
К основным элементам резьб относятся следующие: шаг резьбы — расстояние между вершинами или основаниями двух соседних витков; глубина резьбы — расстояние от вершины резьбы до ее основания; угол профиля резьбы — угол, заключенный между боковыми сторонами профиля в плоскости оси; наружный диаметр — наибольший диаметр резьбы винта (трубы), измеряемый по вершине резьбы перпендикулярно к оси резьбы; внутренний диаметр — расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Резьбы по системе мер делятся на метрическую и дюймовую.
- Метрическая резьба имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах.
- Дюймовая резьба имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55°. Характеризуется эта резьба числом ниток на один дюйм и наружным диаметром в дюймах или долях дюйма. Дюймовая резьба делится на трубную и крепежную, у трубной резьбы профиль закругленный, но применяется также резьба с плоскосрезанным профилем. Диаметром трубной резьбы условно считается внутренний номинальный диаметр трубы.
Трубная резьба диаметром 1/2 и 3/4 дюйма имеет 14 ниток на один дюйм, а начиная от 1I и выше 11 ниток на дюйм. У трубной резьбы две последние нитки имеют неполную нарезку — так называемый, сбег, используемый для заклинивания конца фасонной части, навинчиваемой на трубу. Такое соединение, собранное на льняной пряди со смесью сурика и натуральной олифы, обладает хорошей герметичностью.
Монтаж стояков отопления подразумевает использования как длинных, так и коротких трубных резьб. Длинная резьба позволяет получать разборный тип соединения — сгон.
Резьбы на трубах, используемых для монтажа стояков отопления, обычно нарезают клуппами с раздвижными плашками. На трубах диаметром 1/2 и 3/4 дюйма удобно нарезать резьбу клуппом Маевского.
Монтаж стояков отопления – крупп Маевского
Монтаж стояков отопления – Крупп Маевского схема
Клупп Маевского состоит из корпуса 1 с окном, в которое вставлены две раздвижные плашки 2, закрепляемые упорной крышкой 4. Положение плашек в гнездах фиксируется винтами 3. К корпусу клуппа прикреплен направляющий фланец 7, в нем устанавливаются сменные для каждого диаметра труб направляющие втулки 6. Комплекты плашек рассчитаны на каждый диаметр труб. При работе вращают клупп рукоятками 5. Правильная установка плашек достигается при помощи рисок и номеров, выбитых на плашках и на корпусе клуппа.
Достоинством клуппа Маевского является его простая конструкция, способствующая быстрой смене плашек, а также небольшой вес. Особенно удобно работать клуппом Маевского при нарезании резьб на трубах малого диаметра.
Большое распространение получил так называемый трубный клупп, предназначенный для нарезания резьб диаметром от 1/2 до 2 дюймов.
Набор круппов для нарезания наружной резьбы
Конструкция трубного клуппа: в чугунном корпусе инструмента имеются с одной стороны три прямоугольные прорези для направляющих плашек, а с другой стороны — четыре для режущих плашек. В плашках закреплены штифты, которые входят в пазы двух разводных колец, а именно: кольца для направляющих плашек и кольца для режущих плашек.
Пазы имеют спиральную форму, благодаря этому плашки при повороте разводных колец перемещаются в радиальном направлении соответственно требуемому диаметру резьбы. Разводные кольца прикрепляются к корпусу клуппа зажимными кольцами. Для стопорения разводных колец служат винты. В корпус клуппа ввернуты две ручки, которыми инструмент вращают во время работы.
Как правило, клупп имеет два комплекта плашек: для нарезания резьбы диаметром 1/2 и 3/4 дюйма и резьбы диаметром 1 1/4, 1 1/2 и 2 дюйма. Плашки первого комплекта нарезаны с одной стороны, а второго — с двух сторон. На плашках (а также на корпусе клуппа) нанесены цифры, по которым производится установка плашек. На разводном кольце имеются риски, показывающие положение этого кольца при нарезании резьбы требуемого диаметра.
Резьба диаметром 1/2 и 3/4 дюйма нарезается трубным клуппом за один проход, а большего диаметра — за два прохода. Приступая к нарезанию резьбы на трубе, трубу зажимают в прижиме и смазывают ее в месте нарезки олифой или машинным маслом. Клупп надевают на трубу (при этом стопорные винты должны быть вывернуты) и легкими ударами деревянной киянкой по рукоятке зажимного кольца сводят вплотную к трубе направляющие плашки. Сделав это, закрепляют направляющие плашки стопорным винтом. Таким же образом устанавливают и закрепляют режущие плашки, ориентируясь при этом на риску, соответствующую диаметру нарезаемой резьбы.
Клуппом работают, вращая его по часовой стрелке и одновременно нажимая на него вперед. Чтобы снять клупп с трубы, плашки разводят. Трубный клупп требует тщательного ухода. Каждый день после работы его нужно разобрать, очистить и смазать.
Метчик для нарезания внутренней резьбы
Внутреннюю резьбу нарезают метчиками. Инструмент метчик представляет собой винт с несколькими продольными канавками, образующими режущие кромки. У метчика различают рабочую часть и хвостовик, причем рабочая часть подразделяется на заборную и калибрующую. Заборная часть, имеющая коническую форму, производит основную работу резания. Хвостовиком с головкой закрепляют метчик в воротке или в патроне станка.
Метчики подразделяются на ручные и машинные. У ручных метчиков хвостовик квадратной формы. Когда производят Монтаж стояков отопления, то нарезание основной метрической и дюймовой резьбы вручную производится комплектом из трех метчиков, а резьб мелких метрических и трубной — комплектом из двух метчиков. Последовательность применения метчиков определяется числом рисок А, нанесенных на хвостовик. Метчик большого номера имеет более полную резьбу. Для работы метчик вставляют в вороток. Прежде чем ввести его в отверстие, последнее раззенковывают. При нарезании резьбы каждый оборот метчика в рабочую сторону сопровождают частью оборота в обратную сторону, для того чтобы ломалась стружка и метчик не заклинивало в отверстии.
При нарезании резьбы клуппами и метчиками возможно наличие резьбы с сорванными нитками, а также неполной (тупой) резьбы.
- Первый вид брака может быть следствием недостаточной смазки, применения тупых (плохо отточенных) плашек или метчиков, неправильной установки плашек в клуппе, а также результатом чрезмерно глубокого резания при первом проходе.
- Тупая (неполная)резьба получается в тех случаях, когда наружный диаметр нарезаемой детали выходит за пределы минусового допуска или когда завышен диаметр отверстия под резьбу.
Трубопроводы диаметром до 2 дюймов, как правило, собираются при помощи соединительных фасонных частей, имеющих внутреннюю резьбу, с применением во многих случаях арматуры — кранов, вентилей и т. д. Методы сборки, или иначе — свертки, зависят от вида резьбы у труб, фасонных частей и арматуры. При цилиндрической резьбе свертка производится с применением уплотнительного материала, чтобы надежно предотвратить течь в резьбовом соединении.
В качестве уплотнительного материала употребляют льняную прядь, пропитанную суриком или белилами, замешанными на натуральной олифе. Применяемая льняная прядь должна быть чистой – без примеси пеньки и пакли. Перед тем как наложить ее на резьбу, прядь рассучивают так, чтобы ее можно было разместить ровным слоем между канавками резьбы и чтобы отдельные нити пряди более или менее отделялись друг от друга.
Смазав резьбу суриком или белилами, наматывают на нее рассученную прядь слева направо (т. е. по часовой стрелке), идя от начала резьбы и до ее конца — сбега. При этом необходимо следить за тем, чтобы нити пряди не попали на первую нитку резьбы, а концы пряди — внутрь трубы.
Монтаж стояков отопления – намотка льна
Намотанную прядь промазывают суриком или белилами, затем навертывают фасонную часть или арматуру: сперва от руки, а потом трубным ключом.
Для получения плотного, непроницаемого соединения необходимо выполнять одно обязательное правило: фасонную часть или арматуру нужно навертывать на трубу до отказа, то есть так, чтобы она заклинилась на последних двух конусных нитках (сбеге) резьбы. Поэтому весьма важно выполняя Монтаж стояков отопления для соединения труб с фасонными частями и арматурой выдержать длину резьбовой части на трубе, которая зависит от диаметра труб.
Длины длинных резьб:
| Диаметр трубы в дюймах | 1/2 | 3/4 | 1 | 11/4 | 1 1/2 | 2 |
| Длина резьбы, в мм | 50 | 55 | 60 | 65 | 70 | 75 |
Монтаж стояков отопления при помощи сгона выполняется так.
Контргайку и муфту навертывают на длинную резьбу без уплотнения и без намазки суриком или белилами. Короткую резьбу у второй трубы подготавливают с уплотнением и намазкой суриком или белилами, после чего муфту свертывают (сгоняют) с длинной резьбы настолько, чтобы она до отказа навернулась на короткую резьбу.
Однако если оставить соединение в том виде, в каком оно получилось, то оно неизбежно будет давать течь, так как со стороны длинной резьбы муфта не имеет уплотнения и не заклинена на сбеге резьбы. Следовательно, в этом месте необходимо также создать уплотнение. Его выполняют при помощи льняной пряди, но не рассученной, а приготовленной в виде жгутика, смазанного суриком или белилами. Жгутик кольцом навертывают на трубу у края муфты и контргайкой сильно прижимают к муфте: прядь попадает в фаску, специально выточенную в контргайке. Если между муфтой и контргайкой нет перекоса и их торцы плотно прилегают друг к другу, соединение получается достаточно непроницаемым.
По окончании свертки срезают лишнюю прядь, выступающую из под резьбы.
Свертывание труб и фасонных частей производится специальными трубными ключами. Наиболее употребительны двухрычажные ключи, у которых рычаги заканчиваются губками с насечкой для захвата трубы или фасонной части. Один рычаг имеет нарезку и может перемещаться при помощи гайки. Вращением гайки вправо губки рычагов сближают, вращением влево — разводят. Так ключ настраивают на данный диаметр трубы.
Особенности двухрычажного ключа в том, что когда перемещают рычаг, губки обоих рычагов остаются параллельными друг другу. Это позволяет использовать ключ также для навертывания гаек, контргаек и арматуры. Однако наличие двух рычагов — недостаток ключа. Он довольно тяжелый по весу, кроме того, чтобы прижать рычаги друг к другу одной рукой, требуется затратить значительное усилие.
Монтаж стояков отопления – Ключ Валевича
Ключ состоит из следующих основных частей: рычага 7, верхней губки 1, нижней губки 2, гайки 6, вкладыша 5 и двух пружин 3 и 4. Рычаг 7 состоит из скобы и приваренной к ней рукоятки. В скобе закреплены нижняя неподвижная губка 2 и пружины 3 и 4. Гайка 6, вкладыш 5 и хвостовик верхней губки 1 имеют трапецеидальную резьбу. Вращая гайку 6, можно поднимать или опускать верхнюю губку и тем самым менять развод ключа в зависимости от диаметра свертываемых труб и фасонных частей. Пружины дают возможность отклонять верхнюю губку вперед или назад на угол 20° (благодаря этому можно поворачивать ключ, не снимая его с детали).
Для закрепления свертываемых деталей трубопроводов, где производится Монтаж стояков отопления, применяют обычные двухколонные винтовые прижимы. Безрезьбовые стальные трубы при монтаже стояков отопления, как правило, соединяют посредством электрической или газовой сварки.
Сварка в труднодоступных местах
Замена муфт (резьбовое соединение) на оцинкованных трубах на сварку (стаканы) !
Предлагают заменить муфты на стояках (резьбовое соединение) на сварные соединения (стаканы).
В интернете нашел инфу что варить на оцинкованных трубах нельзя, соединение быстро коррозирует.
Кто что скажет по этому поводу? Что надежнее/долговечнее?
Oleg34 написал :
Предлагают заменить муфты на стояках (резьбовое соединение) на сварные соединения (стаканы).
А,что с муфтами не так?
Oleg34 написал :
В интернете нашел инфу что варить на оцинкованных трубах нельзя, соединение быстро коррозирует.
Хорошо покрасить,особенно стык на хвс.
Oleg34 написал :
Кто что скажет по этому поводу? Что надежнее/долговечнее?
Зависит от множества факторов.
во всех монолитных высотках все стояки на сварке и переделка стояков на сгонах строго запрещена. делайте выводы.
хорошо сваренный стык служит столько же сколько и сам стояк и даже дольше
А у нас Югославские товарищи построили несколько домов,так,там весь водопровод на фитингах.Как стояки,так и розлив.Думаю,кроме нас с Вами не в какой другой стране оцинковку не варють.
Oleg34 написал :
Что надежнее/долговечнее?
сварка. снаружи покрасить
на ваш век хватит и того и другого. если сделано как надо..
Сварщик нужен опытный - из-за цинкового покрытия в сварном шве часто получаются микросвищи, сопливит потом.
В этом случае слово "нельзя",означает "нежелательно".Нежелательно потому что цинк в месте сварки выгорает,и труба становится обыкновенной "черной".Для этого есть грунтовка.
samatehnik написал :
Думаю,кроме нас с Вами не в какой другой стране оцинковку не варють.
Везде давно пластик. к тому же в нормальных странах труд сварщика очень дорого стоит
Судя из практического опыта (после армии работал энное время в ЖЭКе), а не из теоритического (как у некоторых)…в 99 процентах случаев аварийных заявок по протечкам стояков, виной всему как раз именно сгонное соединение.
И дело тут не в резьбе как токовой а именно в сгонах , так как раз это самое слабое звено и сгоны как раз кроме как в пост советском пространстве никто не использует из за своей ненадёжности…везде в мире для разборного соединения используется только «американка»
Похоже что мнения разделились.
Сгоны в том месте что не достанешь в случае чего (будут за инсталляцией унитаза).
Если сварное тоже может сопливить, то лучше оставить резьбовые соединения?
samatehnik написал :
А,что с муфтами не так?
Хорошо покрасить,особенно стык на хвс.
Зависит от множества факторов.
С муфтами - сейчас сопливят 2 из 16, говорят что будет такое и дальше, с другими. Хотя - может просто денег хотят больше за сварку.
Хорошо покрасить - а изнутри как? Там ведь тоже цинк выгорает
сансвар прав о сгонах.. но текут они по 2м причинам ..плохо запакованы и не защищены от наружной влаги..
не мы не вы не знаем как сделаны ваши муфты и что их может ожидать в дальнейшем..хотите перестраховаться переваривайте стояки.. перепаковывать всё заново вам вряд ли кто станет..а вот пару муфт подтекающих должны..
Oleg34 написал :
Похоже что мнения разделились.
сансэй написал :
текут они по 2м причинам ..плохо запакованы и не защищены от наружной влаги..
Cлабое место под контргайкой - малый объём паковки и коррозия незащищённого участка резьбы находящегося в воде приводит к прослаблению этого стыка.
Oleg34 написал :
Если сварное тоже может сопливить, то лучше оставить резьбовые соединения?
Соединение должно быть герметичным, и если оно изначально отвечает требованиям, то вероятность течи сварного шва крайне невелика.
in my humble opinion
Если уж сгон и ставить, то он должен быть обслуживаемым(Возможность подлесть и работать сан-тех ключами ) и в случаи необходимости заменён на новый, а не просто просматриваемым.
У меня полно звонков от людей, которые по не знанию оставляли старые, полу-гнилые сгоны во время ремонта , а после через какое-то время попадали на повторный ремонт из за того, что приходилось заново ломать, разбирать стену для замены сгонов.
Лично я даже за хорошие деньги не берусь переваривать сгоны в уже сделанном сантех-шкафу так как с горелкой туда порой просто не залесть, что бы всё не попортить горелкой.
По поводу не провара и прочих сложностях…если сварщик хороший, то с этим проблем нет.
Качество любой работы определяется опытностью специалиста и касается так же работы и обычного сантехника, который то же может хреново собрать сгон, но фишка в том, что даже самый опытный сантехник не может 100 процентов гарантировать долговечность сгона, так как сгон это сомнительное соединение.
sansvar написал :
даже самый опытный сантехник не может 100 процентов гарантировать долговечность сгона, так как сгон это сомнительное соединение.
Полностью поддерживаю мысль. Особенно если вспомнить качество современных оцинкованных труб. А такой анахронизм как сгоновое соединение ,давно пора запретить в нормативах. Раз уж в стране по истечении нормативного срока эксплуатации трубы не меняются,то зачем использовать вид соединения ,который можно назвать зловещей эмблемой ЖКХ ? Что блин,поддерживаем отечественного производителя ? Тут нам конкурентов нету.Никто же такого не делает.
То что при сварке изнутри обгарает цинк - труба изнутри не будет ржаветь от этого?
Снаружи понятно, можно цинкосодержащей краской покрасить
У меня такие сгоны как на фото Сансвара. Только новые )
И еще другие есть, поменьше
Oleg34 написал :
То что при сварке изнутри обгарает цинк - труба изнутри не будет ржаветь от этого?
Ох ! Ну конечно с агрессивной средой будет .Так же как и труба, которая оцинкована снаружи. Но вы её защитите от воздействия воздуха. Все дело в качестве трубы и шва. От этого скорость коррозии зависит. Если сделано по СНиПу (3.05.01-85) ;
1.6. Сварку стальных труб следует производить любым способом, регламентированным стандартами.
Типы сварных соединений стальных трубопроводов, форма, конструктивные размеры сварного шва должны соответствовать требованиям ГОСТ 16037-80.
Соединение оцинкованных стальных труб, деталей и узлов сваркой при монтаже и на заготовительном предприятии следует выполнять при условии обеспечения местного отсоса токсичных выделений или очистки цинкового покрытия на длину 20 - 30 мм со стыкуемых концов труб с последующим покрытием наружной поверхности сварного шва и околошовной зоны краской, содержащей 94 % цинковой пыли (по массе) и 6 % синтетических связующих веществ (полистерина, хлорированного каучука, эпоксидной смолы).
При сварке стальных труб, деталей и узлов следует выполнять требования ГОСТ 12.3.003-75.
То всё стоит долго. Что вам подсказывает жизненный опыт ? Наверняка видели эти типы соединений.
Сварка стальных труб через стакан
- отделочные работы (в том числе заделка отверстий в перекрытиях, стенах и перегородках после прокладки трубопроводов и воздуховодов);
- общестроительные работы для интегрированных в здание помещений индивидуальных тепловых пунктов (ИТП), крышных, пристроенных и встроенных котельных.
При проведении монтажа санитарно-технических систем, а также смежных общестроительных работ не должно быть повреждений ранее выполненных работ.
4.5 Размеры отверстий и борозд для прокладки трубопроводов в перекрытиях, стенах и перегородках зданий и сооружений принимают в соответствии с приложением А, если другие размеры не предусмотрены рабочей документацией.
Типы сварных соединений стальных трубопроводов, форма, конструктивные размеры сварного шва должны соответствовать требованиям ГОСТ 16037.
Соединение стальных труб диаметром условного прохода до 25 мм включительно на объекте строительства следует проводить сваркой внахлестку (с раздачей одного конца трубы или безрезьбовой муфтой). Стыковое соединение труб диаметром условного прохода до 25 мм включительно допускается выполнять на заготовительных предприятиях.
При сварке резьбовые поверхности и поверхности зеркала фланцев должны быть защищены от брызг и капель расплавленного металла.
В сварном шве не должно быть трещин, раковин, пор, подрезов, незаверенных кратеров, а также пережогов и подтеков наплавленного металла.
Отверстия в трубах диаметром до 40 мм для приварки патрубков необходимо выполнять, как правило, путем сверления, фрезерования или вырубки на прессе.
4.7 При пресс-соединении концы труб должны быть чистыми, не должны иметь царапин и бороздок по всей длине или хотя бы по всей длине вставки. При поставке труб с синтетическим покрытием, выполненным на предприятии-изготовителе, поверхность труб при снятии этого покрытия не должна быть повреждена.
Техническое обслуживание полного комплекта пресс-инструмента следует выполнять не реже одного раза в год, если предприятие-изготовитель не указывает иных интервалов.
4.8 Монтаж внутренних санитарно-технических систем в сложных, уникальных и экспериментальных зданиях следует выполнять в соответствии с требованиями настоящего свода правил и рабочей документации.
5 Заготовительные работы при устройстве внутренних санитарно-технических систем
5.1 Изготовление узлов и деталей трубопроводов из стальных труб
5.1.1 Изготовление узлов и деталей трубопроводов из стальных труб следует проводить в соответствии с техническими условиями и стандартами. Допуски на изготовление не должны превышать значений, указанных в таблице 1.
5.1.2 Соединение стальных труб, а также деталей и узлов из них следует выполнять сваркой, на резьбе, на накидных гайках и фланцах (к арматуре и оборудованию), на пресс-соединениях (за счет холодной механической деформации металла между пресс-фитингом и покрываемой им на глубину раструба пресс-фитинга трубой).
Оцинкованные трубы, узлы и детали следует соединять на резьбе с применением оцинкованных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках, на фланцах (к арматуре и оборудованию), на пресс-фитингах или на фитингах, специально предназначенных для использования в трубопроводных системах с пазовыми соединениями.
5.1.3 Для резьбовых соединений стальных труб следует применять цилиндрическую трубную резьбу, выполненную по ГОСТ 6357-81 (класс точности В) накаткой на легких трубах и нарезкой на обыкновенных и усиленных трубах.
При изготовлении резьбы методом накатки на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Повороты трубопроводов в системах отопления и теплоснабжения следует выполнять путем изгиба труб или применения бесшовных приварных отводов из углеродистой стали по ГОСТ 17375.
Радиус гиба труб с условным проходом до 40 мм включительно должен быть не менее 2,5Dнар, а с условным проходом 50 мм и более - не менее 3,5Dнар трубы.
5.1.4 В системах холодного и горячего водоснабжения повороты трубопроводов следует выполнять путем установки угольников по ГОСТ 8946, отводов или изгиба труб. Оцинкованные трубы следует гнуть только в холодном состоянии.
Для труб диаметром 100 мм и более допускается применение гнутых и сварных отводов. Минимальный радиус этих отводов должен быть не менее полуторного диаметра условного прохода трубы.
При гибке сварных труб сварной шов следует располагать с наружной стороны трубной заготовки, при этом плоскость шва должна быть под углом не менее 45° к плоскости гиба.
5.1.5 Подварка сварного шва на изогнутых участках труб в нагревательных элементах отопительных панелей не допускается.
В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды до 378 К (105 °С) рекомендуется применять ленту ФУМ или льняную прядь по ГОСТ Р 53484, пропитанную свинцовым суриком или белилами, замешанными на натуральной олифе, или специальными уплотняющими пастами-герметиками; при температуре выше 378 К (105 °С) и для конденсационных линий - волокно хризотила по ГОСТ 12871 вместе с льняной прядью, пропитанные графитом, замешанным на натуральной олифе, а также другие материалы, разрешенные к применению в установленном порядке.
Лента ФУМ и льняная прядь должны накладываться ровным слоем по ходу резьбы и не выступать внутрь и наружу трубы.
В качестве уплотнителя для фланцевых соединений при температуре перемещаемой среды не более 423 К (150 °С) следует применять паронит толщиной 2 - 3 мм или фторопласт-4, а при температуре не более 403 К (130 °С) - прокладки из термостойкой резины.
Для герметизации резьбовых и фланцевых соединений допускаются и другие уплотнительные материалы, указанные в рабочей документации.
Отклонение от перпендикулярности фланца, приваренного к трубе, по отношению к оси трубы допускается до 1 % наружного диаметра фланца, но не более 2 мм.
Поверхность фланцев должна быть гладкой и без заусенцев. Головки болтов следует располагать с одной стороны соединения.
Концы болтов, как правило, не должны выступать из гаек более чем на 0,5 диаметра болта или 3 шага резьбы.
Читайте также: