Сварка труб 1 категории
Обновлено: 25.06.2024
Технологическими считают трубопроводы предприятий, служащие для транспортирования сырья, полуфабрикатов и готовой продукции, топлива, воды, пара и т. д. Согласно СНиП III —Г.9—75 технологические трубопроводы подразделяются:
— по рабочим параметрам транспортируемого продукта (давление, температура) —на пять категорий: I, II, III , IV, V;
— в зависимости от свойств транспортируемого продукта (химическая активность, токсичность, горючесть, взрывоопасность и т. д.) —на шесть групп: А, Б, В, Г, Д, Е. Самые строгие требования предъявляются к сварке трубопроводов I категории.
Кромки труб разделывают в соответствии с ГОСТ 16037—80 и специальными требованиями строительных нормалей. При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, равенство толщин стенок, смещение кромок. Допускаемая разность толщин стенок свариваемых труб и смещение их кромок регламентируется специальными требованиями:
1) для технологических трубопроводов в соответствии со СНиП III —Г.9—75 (таблица 18);
2) для трубопроводов пара и горячей воды в соответствии с правилами Госгортехнадзора СССР ;
3) в трубопроводах горючих, токсичных и сжиженных газов в соответствии с Правилами Госгортехнадзора СССР допускаемые разностенность или смещение кромок не должны превышать 10% толщины стенок стыкуемых труб и не быть более 3 мм.
Если разность толщин стенок свариваемых труб превышает да-, пустимые величины, то должен быть обеспечен плавный переход 0Тцтолстой стенки к более тонкой односторонней или двусторонней механической обработкой конца трубы с более толстой стенкой. При этом конусность перехода должна быть не более 15°.
При разнице толщин стенок свариваемых труб менее 30% и при равенстве внутренних диаметров труб допускается плавный переход за счет наклонного расположения поверхности сварного шва без дополнительной обработки кромок.
Кромки стыкуемых труб и прилегающие к ним наружные и внутренние поверхности на длину 20 мм тщательно очищают от масла, ржавчины, окалины, влаги, льда и т. д. При стыковке труб особо тщательно должен выдерживаться равномерный зазор между кромками. Прихватки при сварке труб диаметром до 300 мм распределяются равномерно по окружности в четырех местах. При сварке труб диаметром 6dnee 300 мм прихватки располагают равномерно по всему стыку через 250—300 мм. Длина прихваток 50 мм.
Качество сварных соединений трубопроводов, надежность их эксплуатации в значительной степени определяется качеством вы» полнения первого (корневого) слоя шва. При сварке трубопроводов корень шва должен быть особенно надежно проварен, не иметь пор и шлаковых включений, сосулек металла и грата с внутренней стороны трубы. При высоком качестве выполнения первого (корневого) слоя шва наплавленный металл образует внутри трубы сплошной равномерный узкий ниточный валик высотой 1—1,5 мм.
Сварка трубопроводов выполняется, как правило, постоянным током, предельно короткой дугой. Прихватки и первый (корневой) слой шва выполняются электродами диаметром 2—3 мм, последующие слои — электродами диаметром 3—5 мм. Число слоев в сварном шве зависит от толщины стенки трубы и положения стыка в пространстве (вертикальный, горизонтальный) и колеблется от 1—2 при толщине стенок 3—6 мм, 3—4 при толщине стенок 10—12 мм, до 12—16 слоев при толщине стенок 28—32 мм.
При сварке стыка трубопровода более чем в три слоя, начиная с третьего слоя, каждый последующий выполняется в противоположном направлении. Каждый слой шва (или валик) перед наложением последующего должен тщательно очищаться от шлака и брызг металла. Кратеры тщательно завариваются. Трубы диаметром более 219 мм — обратноступенчатым способом. При замыкании кольцевых швов начало шва перекрывается на 20—30 мм. Замыкающие участки разных слоев должны быть смещены относительно друг друга.
При сварке стыков труб диаметром более 219 мм необходимо применять меры по уравновешиванию возможных деформаций. С этой целью длина каждого участка первых двух слоев шва не должна превышать 200—300 мм и быть примерно равной 1/4 длины окружности стыка. Длина участков последующих слоев шва должна составлять 1/2 длины окружности стыка.
Сварка поворотных стыков. В трубопроводах диаметром до 219 мм стык можно не разделять на участки и заваривать его сплошными швами с поворотом трубы в процессе сварки. При многослойной сварке отдельные слои накладываются в противоположных направлениях.
При сварке стыков диаметром более 219 мм первые два слоя можно выполнять следующими способами.
Стык условно делят на четыре участка. Первыми сваривают участки 1, 2. Затем поворачивают трубу на 90° и заваривают участки 3, 4. После выполнения первого слоя трубу поворачивают на 90° и заваривают участки 5, 6. После поворота трубы еще раз на 90° заваривают участки 7, 8.
При сварке трубопроводов диаметром более 500 мм стык условно делят на несколько участков длиной 200—300 мм каждый и сварку выполняют обратноступенчатым способом. Выполнив сварку участков 1, 2, поворачивают трубу на 90° и заваривают участки 3, 4, затем снова поворачивают трубу на 90° и выполняют сварку участков 5, 6 и т. д. Второй слой выполняется аналогично в противоположном направлении.
Третий слой шва в обоих случаях накладывают в одном направлении при вращении трубы.
Сварка неповоротных стыков. Сварка неповоротных стыков трубопроводов в монтажных условиях требует самой высокой квалификации и специальных навыков электросварщиков. При сварке неповоротных стыков величина сварочного тока при всех прочих равных условиях должна быть на 10—15% меньше, чем при сварке поворотных стыков.
При сварке неповоротных стыков трубопроводов рекомендуется придерживаться следующих правил:
Первый слой (корневой) начинают с верхней точки стыка (с «зенита») и выполняют его способом сварки сверху вниз (на спуск) в направлении нижней точки стыка. При таком способе сварки образуется узкий ниточный валик, хорошо формируется обратная сторона шва.
Сварку последующих слоев начинают с потолочного положения и выполняют способом снизу вверх (на подъем) в направлении верхней точки стыка. В потолочной части стыка сварку нужно начинать, отступив на 20—30 мм от нижней точки стыка.
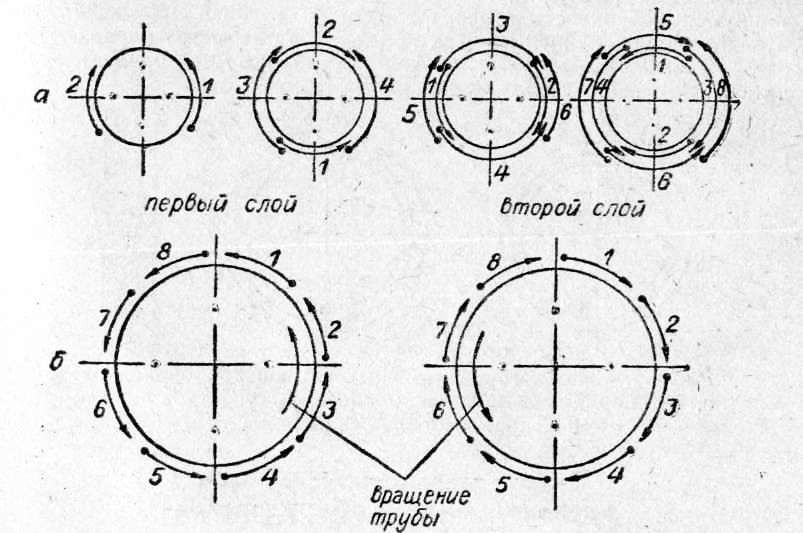
Рис. 1. Сварка поворотных стыков трубопроводов:
а — диаметром до 500 мм; б — свыше 500 мм
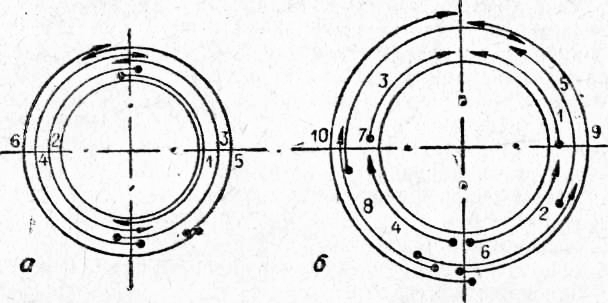
Рис. 2. Сварка неповоротных стыков трубопроводов:
а —диаметром до 219 мм; б — свыше 219 мм
Начало и конец каждого слоя шва должны перекрываться на 20—30 мм, а участки перекрытия отдельных слоев должны быть смещены по отношению друг к другу в шахматном порядке.
Сварка горизонтальных стыков. При сварке горизонтальных стыков трубопроводов предпочтительнее выполнять шов отдельными валиками небольшого сечения. Начала валиков должны быть смещены относительно друг друга на 1/4 длины окружности стыка. Первый (корневой) валик накладывают в вершине угла разделки кромок так, чтобы на внутренней стороне стыка формировался узкий ниточный валик наплавленного металла. Второй валик должен полностью перекрывать первый. Оба валика накладывают в одном направлении. Третий валик накладывают в противоположном направлении так, чтобы он перекрывал примерно 1/2 ширины второго валика от нижней кромки. Четвертый валик накладывают в том же направлении так, чтобы он перекрывал оставшуюся поверхность второго валика от верхней кромки. Последующие валики накладываются примерно в таком же порядке. Последним накладывается декоративный слой, который придает окончательный, законченный вид сварному шву.
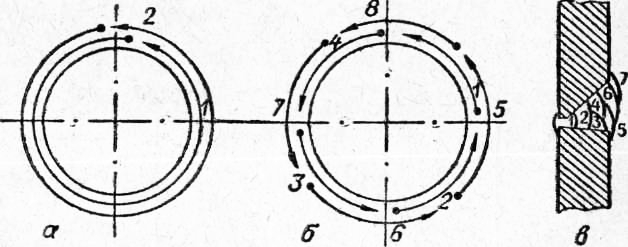
Рис. 3. Сварка горизонтальных стыков трубопроводов:
а, б — порядок выполнения слоев и участков слоев; в — порядок положения валиков
Сварка труб 1 категории
- контроль другими методами (металлографические исследования, испытание на стойкость к МКК и др.), предусмотренными проектом;
1 Окончательный контроль качества сварных соединений, подвергающихся термообработке, должен проводиться после термообработки.
2 Конструкция и расположение сварных соединений должны обеспечивать проведение контроля качества сварных соединений, предусмотренного для них в рабочей документации соответствующими методами.
- качества и соответствия труб и сварочных материалов требованиям стандартов и ТУ на изготовление и поставку;
- качества подготовки концов труб и деталей трубопроводов под сварку и качества сборки стыков (угол скоса кромок, совпадение кромок, зазор в стыке перед сваркой, правильность центровки труб, расположение и число прихваток, отсутствие трещин в прихватках);
- качества и технологии сварки (режима сварки, порядка наложения швов, качества послойной зачистки шлака);
12.3.3 Внешнему осмотру и измерениям подлежат все сварные соединения после их очистки от шлака, окалины, брызг металла и загрязнений по обе стороны от шва.
12.3.4 По результатам внешнего осмотра и измерений сварные швы должны удовлетворять следующим требованиям:
Допускаются отдельные поры в количестве не более трех на 100 мм сварного шва размерами, не превышающими указанных в таблице 12.2.
Таблица 12.2 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от размеров объемных дефектов (включений, пор)
12.3.5 Неразрушающему контролю подвергают наихудшие по результатам внешнего осмотра сварные швы по всему периметру трубы. Число контролируемых сварных швов определяется ТУ на объект, действующими НД, но во всех случаях оно должно быть не ниже приведенных в таблице 12.3.
Таблица 12.3 - Объем контроля сварных соединений ультразвуковым или радиографическим методом в процентах от общего числа сваренных каждым сварщиком (но не менее одного) соединений
- для трубопроводов, где ползучесть и усталость являются контролируемыми факторами, в проекте необходимо назначить I категорию при определении объема неразрушающего контроля;
- для I категории трубопроводов пара и горячей воды с наружным диаметром 200 мм и более и с толщиной стенки менее 15 мм контролю УЗД или РД подлежат все поперечные сварные соединения по всей длине соединений.
- в местах, где PS DN 5000 бар·мм, необходим 100%-ный объем контроля от общего количества сварных стыков и сварных швов ответвлений методом УЗД или РД;
- в местах, где PS DN 3500 бар·мм, необходим 25%-ный объем контроля от общего количества сварных стыков и сварных швов ответвлений методом УЗД или РД.
Для трубопроводов, работающих при температуре 100°С и выше, необходимо подвергнуть не менее 10% муфтовых соединений методом УЗД или РД.
12.3.6 Контроль сварных соединений методом РД (ГОСТ 7512) или УЗД (ГОСТ 14782) следует проводить после устранения дефектов, выявленных внешним осмотром и измерениями, а для трубопроводов I категории, а также для трубопроводов с группой сред А(а) или работающих при температуре ниже минус 70°С - после контроля на выявление выходящих на поверхность дефектов методами магнитопорошковым (ГОСТ 21105) или капиллярным (ГОСТ 18442).
12.3.7 Метод контроля (УЗД, РД или оба метода в сочетании) выбирают, исходя из возможности обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также освоенности конкретного метода контроля для конкретных объекта и вида сварных соединений.
12.3.8 Перед контролем сварные соединения должны быть замаркированы так, чтобы их положение было легко обнаружить на картах контроля, радиографических снимках, и обеспечить привязку результатов контроля к соответствующему участку сварного шва.
12.3.9 При радиографическом контроле следует обеспечить чувствительность (ГОСТ 7512) для трубопроводов на PN>100, категорий I и II на уровне класса 2, для трубопроводов категорий III, IV и V - на уровне класса 3.
12.3.10 Оценку качества сварных соединений по результатам радиографического контроля следует проводить по протяженности плоских дефектов (трещины, несплавления, непровары) и объемным (поры, шлаковые включения) дефектам согласно таблице 12.4.
Таблица 12.4 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от величины и протяженности плоских дефектов (непровары по оси шва, несплавления и др.)
Группы по диаметрам труб
* Примечание: для труб свыше 426 мм аттестация технологии сварки должна проводиться по ВСН 006 "Сварка - Новая редакция".
Группы по толщине стенки
- изменение типа сварочных материалов за пределы принятого технологией прочностного класса, типа электродов, вида электродного покрытия, вида сердечника порошковой проволоки, типа и основности флюса;
- изменение числа слоев шва (в сторону уменьшения) и временного интервала между их выполнением (в сторону увеличения);
- уменьшение числа сварщиков на корневом слое шва против предусмотренного технологической инструкцией.
15.23. Аттестацию технологии ремонта дефектных стыков целесообразно проводить одновременно с аттестацией технологии сварки трубопровода преимущественно на том же стыке. При проведении аттестации технологии ремонта производят ремонт участков сварного шва длиной не менее 300 мм в потолочной части стыка. При диаметре трубы меньше 426 мм - не менее 1/6 периметра трубы. В том случае, если ремонт сварного шва выполняется теми же сварочными материалами и тем же методом сварки, которые предусмотрены аттестованной технологией, разрешается аттестовать технологию ремонта по результатам неразрушающего контроля ремонтного участка шва.
15.24. Технология сборки и сварки захлестов и другие специальные сборочно-сварочные работы должны быть аттестованы самостоятельно.
Аттестация сварщиков. Сварка допускных стыков
15.25. К аттестационным испытаниям сварщиков по аттестованной для данного объекта технологии сварки допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором России и имеющие удостоверения установленной формы.
15.26. Все сварщики до начала работ на данном объекте должны выполнить сварку допускных стыков на специально подготовленных катушках.
Сварщики, участвовавшие в аттестации технологии сварки и выполнявшие приемочный стык, признанный годным, от аттестации на допускных стыках освобождаются.
15.27. Допускной стык должен свариваться в присутствии представителей технадзора Заказчика в условиях непрерывного пооперационного контроля и последовательной оценки качества каждой операции.
Аттестационные испытания сварщика, в том числе при работе в составе бригады, назначают также в случаях, если:
15.28. Испытания образцов на излом с надрезом выполняются после радиографического контроля допускного стыка.
Образцы для испытания на излом с усилением шва должны иметь длину около 230 мм и ширину около 20 мм. Они могут быть вырезаны газовой резкой, фрезой или другим аналогичным инструментом с последующей механической обработкой. Образцы должны иметь надрезы, выполненные ножовкой в центральной части сварного шва (со стороны наружного усиления) и по бокам шва.
15.29. Если по результатам контроля допускной стык не принят, то разрешается выполнить сварку и контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытание. К повторному испытанию сварщик может быть допущен только после дополнительного обучения (тренировки) по специальной программе, согласованной с технадзором Заказчика.
15.30. Срок действия аттестационных испытаний сварщиков определяется продолжительностью строительства данного объекта, если соблюдены следующие условия:
- сварщик в течение всего этого времени выполняет только ту работу, по которой он прошел аттестационные испытания;
Если сварщик за время работы нарушает технологическую дисциплину и допускает брак в работе, представитель Заказчика имеет право отстранить его от работы и потребовать переаттестации.
Подготовка кромок и сборка стыков
15.31. Основные типы разделки кромок труб, выполняемых в монтажных условиях, приведены на рис. 4 а, б.
Подготовку кромок со стандартной разделкой (см. рис. 4а) можно выполнять как механической обработкой, так и газовой резкой с последующей зачисткой шлифмашинкой. Подготовку кромок с двухскосой разделкой (см. рис. 4б) можно выполнять только механической обработкой концов труб или патрубков. Такая разделка является предпочтительной при изготовлении трубных узлов и толстостенных труб при толщине стенки 15 мм и более.
15.32. До начала сборки на всех поступивших для сварки труб, деталях трубопроводов, арматуре мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие труб, деталей трубопроводов и арматуры их назначению.
При отсутствии клейм, маркировки, сертификатов (или других документов, удостоверяющих их качество) трубы, детали трубопроводов и арматура к сборке и сварке не допускаются.

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТРУБОПРОВОДЫ ТЕХНОЛОГИЧЕСКИЕ СТАЛЬНЫЕ
Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах
Industrial steel pipe-lines. Requirements for design and operation in explosive and chemically dangerous industries
Дата введения 2015-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Некоммерческим партнерством "Сертификационный центр НАСТХОЛ" (НП "СЦ НАСТХОЛ"), Обществом с ограниченной ответственностью "Научно-техническое предприятие Трубопровод" (ООО "НТП Трубопровод"), Россия
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 155 "Соединения трубопроводов общемашиностроительного применения"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 апреля 2014 г. N 331-ст межгосударственный стандарт ГОСТ 32569-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 6, 2019 год с учетом уточнения, опубликованного в ИУС 11-2019; поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправки внесены изготовителем базы данных
Введение
Настоящий стандарт устанавливает основные технические требования к технологическим трубопроводам: условия выбора и применения труб, деталей трубопроводов, арматуры и основных материалов для их изготовления, а также требования к сварке и термообработке, размещению трубопроводов, условиям нормальной эксплуатации, соблюдение которых обязательно для предприятий, имеющих подконтрольные надзорным органам производства.
Настоящий стандарт предназначен для специалистов, осуществляющих проектирование, строительство, реконструкцию и эксплуатацию трубопроводов в нефтеперерабатывающей, химической, нефтехимической, нефтяной, газовой и других смежных отраслях промышленности.
В работе принимали участие: Селезнев Г.М. (Федеральная служба по экологическому, технологическому и атомному надзору), Миркин А.З., Кабо Л.Р., Магалиф В.Я., Куликов А.В., Усиньш В.В., Корельштейн Л.Б. (ООО "НТП Трубопровод"), Самохин Ю.Н., Толкачев Н.Н. (ОАО "ВНИКТИнефтехимоборудование", разделы 13, 14, приложение К), Бочаров А.Н. (ОАО "ВНИИНЕФТЕМАШ", разделы 7, 12, приложения А, Б), Харин П.А. (ОАО "НИИХИММАШ", разделы 7, 12, приложение А), Кузнецов А.М. (ОАО "ИркутскНИИХИММАШ", разделы 7, 12, подразделы 6.7, 11.4, приложения А, Г, Д, Л), Тарасьев Ю.И., Дунаевский С.Н. (ЗАО "НПФ "ЦКБА", раздел 8, приложение Н), ЗАО "Петрохим Инжиниринг" (раздел 12, приложение Б), Хренков Н.Н. (ГК "ССТ", пункт 10.8.11).
Настоящий стандарт учитывает требования технического регламента [1] и директивы [2].
1 Область применения
1.1 Настоящий стандарт устанавливает требования к проектированию, устройству, изготовлению, испытанию, монтажу, эксплуатации трубопроводов технологических стальных, предназначенных для транспортирования в пределах промышленных предприятий химической, нефтехимической, нефтяной, нефтеперерабатывающей, газоперерабатывающей и других смежных потенциально опасных отраслей промышленности газообразных, парообразных и жидких сред с расчетным давлением до 320 МПа включительно и вакуумом не ниже 665 Па (5 мм рт.ст.) при температуре среды от минус 196°С до плюс 700°С.
К трубопроводам технологическим относятся трубопроводы в пределах промышленных предприятий, по которым транспортируется сырье, полуфабрикаты и готовые продукты, пар, вода, топливо, реагенты и другие вещества, обеспечивающие ведение технологического процесса и эксплуатацию оборудования, а также межзаводские трубопроводы, находящиеся на балансе предприятия.
Примечание - Наряду с термином "трубопровод технологический" может применяться термин "трубопровод".
1.2 Настоящий стандарт не в полной мере распространяется на эксплуатацию, контроль, проверку испытания, техническое обслуживание и ремонт трубопроводных систем, введенных в эксплуатацию. Положения настоящего стандарта можно применять для указанных целей. Однако в этих случаях, возможно, потребуется принимать во внимание эксплуатационные документы по ГОСТ 2.601, а также другие нормативные документы (НД).
1.3 Наряду с настоящим стандартом при проектировании, строительстве и эксплуатации технологических трубопроводов следует руководствоваться техническими регламентами, межгосударственными, национальными и другими стандартами, строительными нормами и правилами, документами надзорных органов, разработанными для специфических производств. При этом следует учитывать требования пожаровзрывобезопасности, производственной санитарии и охраны труда, изложенные в соответствующих НД.
1.4 Настоящий стандарт не распространяется на трубопроводы:
- магистральные (газопроводы, нефтепроводы и продуктопроводы);
- электростанций, котельных, шахт;
- тепловых сетей, линий водоснабжения и канализации;
- особого назначения (передвижных агрегатов, смазочных систем, являющихся неотъемлемой частью оборудования, и т.д.);
- топливного газа, на которые распространяется действие правил на системы газораспределения и газопотребления;
- также трубы, трубки, трубчатые коллекторы, перемычки печей с огневым нагревом, находящиеся внутри корпуса печи;
- энергетические обвязочные трубопроводы котлов, которые регламентируются правилами на трубопроводы пара и горячей воды.
1.5 Организация, осуществляющая эксплуатацию трубопровода (владелец трубопровода), несет ответственность за правильную и безопасную эксплуатацию трубопровода, контроль за его работой, за своевременность и качество проведения технического обслуживания и ремонта, а также за согласование с автором проекта всех изменений, вносимых в объект и в проектную документацию.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.104-2006 Единая система конструкторской документации. Основные надписи
ГОСТ 2.601-2013 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044-89 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.085-2002 Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности
ГОСТ 21.110-2013 Система проектной документации для строительства. Спецификация оборудования изделий и материалов
ГОСТ 356-80 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 481-80 Паронит и прокладки из него. Технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5583-78 (ИСО 2046-73) Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8696-74 Трубы стальные электросварные со спиральным швом общего назначения. Технические требования
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9399-81 Фланцы стальные резьбовые на 20-100 МПа (200-1000 кгс/см). Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
Читайте также: