Сварка труб от стены
Обновлено: 02.05.2024
Еще вопрос - как быть с маской? Иной раз нужно смотреть как-бы вдоль стены, или еще как. Маска не пролазит. Что тут придумать?
winhex написал :
Есть такая вещь - неповоротный стык
7351 написал :
Читайте - может пригодится.
Сам ни разу не умею варить трубы, но несколько примочек знаю. Штоп смотреть близко к стене, делают тряпошную маску с газосварочными Очками. Другой способ стыка, в стаканчик. Берут кусок трубы следующего размера, надевают на стык, обваривают стаканчик- труба с обеих сторон. Что значительно легче. Ну, наверное, дело привычки.
shuninm написал :
Штоп смотреть близко к стене, делают тряпошную маску с газосварочными Очками.
Да, вопрос только со стеклами - газосварочные очки намного светлее, чем стекла для дуговой сварки.
Есть вот такой девайс, но продавец не шлет в Беларусь
[
]( )
Насчет сварки "в стаканчик" не пойму, в чем профит - вместо одного неповоротного стыка, нужно варить два
Трудно сказать мне, еще раз говорю, что не умею трубы варить. Но такое я видел неоднократно. Чисто мне кажется проще. Получается все ж, более доступный стык, слехка угловой. Можно и немного сбоку подкрасьтся.
shuninm написал :
Получается все ж, более доступный стык, слехка угловой. Можно и немного сбоку подкрасьтся.
Согласен. Чтоб не одевать трубу большего диаметра вроде как можно сместить оси труб немного. Надо будет попробовать.
Короче, ждем ответа от тех, кто варил неповоротные стыки.
shuninm написал :
Трудно сказать мне, еще раз говорю, что не умею трубы варить.
Не думаю, что поворотный стык, да еще в удобном положении составит для вас проблему.
winhex написал :
Есть вот такой девайс, но продавец не шлет в Беларусь
ИМХО, такой и самому из дешевой маски и куска брезента недолго соорудить. Если на одну работу - вместо ниток можно использовать термоклеевой пистолет
winhex написал :
Спасибо, но по ссылкам теория.
Попробуйте здесь почитать и вопросы позадавать
С ,,колокольчиком" из трубы большего размера - это уже на крайний случай и, чтоб не делать смещение осей, можно ,,набить морду", на одной из труб молотком застучать развальцовывая срез. Ну это для ориентации при заглядывании сбоку. А при операционном лучше вырезать ,,улыбку" не сверху а на вертикале, так шлак проще достать. Варить желательно не рутиловыми - и коптят больше и шлака немеряно.
Во-первых, нужно, постараться избегать сварки в труднодоступных местах. Варить поворотные заготовки, а неповоротные стыки оставлять в более удобных местах, там, где можно приподнять трубу или отодвинуть от стены.
От стены, обычно варю так (горизонтальные): ложусь на пол, как вы выразились "принимаю акробатическую позу", загибаю электрод и завожу его как можно выше к стене (что даже не видно уже) к 2-3ч. и варю на спуск (сверху вниз, с ОК-46 это несложно). Затем прохожу потолок и поднимаюсь вверх к 12ч. После поднимаюсь, с пола и варю сверху (от стены). Для этого также загибаю электрод, завожу сверху вниз к стене и варю от 3-4ч. на подъем и на 11ч. делаю замок.
Куда труднее варить вертикальные стояки от стены… тут как, раз выручает стаканчик, но это до 40 трубы еще катит, а на 50 диаметра подходящего нет, да и не кошерно выглядеть будет. Иногда прокатывало смотреть при сварке сквозь стык, хотя для верности перекрывал вторым слоем.
Можно тоже сделать из обычного кирзового сапога и старой, советской, фибровой маски.
Helper написал :
Куда труднее варить вертикальные стояки от стены… тут как, раз выручает стаканчик, но это до 40 трубы еще катит, а на 50 диаметра подходящего нет
Развальцовывают конец нижней трубы. И так же в колокольчик варят. Чем развальцовывают, не видел.
winhex написал :
вариант - операционный шов. Вырезаю снаружи в одной из труб "улыбку" и варю внутри. Тут проблема в том, что шлак невозможно из трубы достать толком + все быстро закапчивается.
Если из окошка-"улыбки" неудобно выковыривать шлак, то из окошка-"львиново зева" достаточно удобно (заткнуть через такое высокое окошко нижнюю трубу тряпичным или поролоновым тампоном, насыпать слой гравия и после сварки и отбива шлака аккуратно вынуть пинцетом, сначала гравий со шлаком, а затем тампон). Окошко формы "Лвиный зев" отличается от улыбки двумя вертикальными чёрточками по краям "рта" которые не так трудно проболгарить на достаточную высоту.
Helper написал :
От стены, обычно варю так (горизонтальные): ложусь на пол, как вы выразились "принимаю акробатическую позу", загибаю электрод и завожу его как можно выше к стене (что даже не видно уже) к 2-3ч. и варю на спуск (сверху вниз, с ОК-46 это несложно). Затем прохожу потолок и поднимаюсь вверх к 12ч. После поднимаюсь, с пола и варю сверху (от стены). Для этого также загибаю электрод, завожу сверху вниз к стене и варю от 3-4ч. на подъем и на 11ч. делаю замок.
Тут есть одна проблема - ничего не видно, сложно контролировать скорость движения электрода. Как результат - качество шва ужасное.
Все-таки пришел к выводу на основании советов форумчан и собственного опыта, что неповоротный стык у стены нужно варить с операционным швом. При этом если поворотный шов прекрасно варится ОК-46, то внутри трубы им варить не стоит - шлак и копоть все портят. На днях ко мне должны приехать электроды LB-52U - возлагаю на них большие надежды.
Все электроды с основным покрытием капризны в отношении чистоты свариваемых кромок.Все операции прекрасно варятся рутилом.Начинаешь не с самого низа,а немного заступив на другую половину(труба "разбита" на 4 сектора),ток побольше,электрод плотно прижат к металлу и угол по возможности острее(можно,даже нужно изогнуть электрод).Нижнюю часть трубы проходим без отрыва-залог успеха,и,уже перейдя на подъём,варим с отрывом до среза.На всём протяжении отсекаем дугой шлак:1-высокий ток,2-скорость,3-положение электрода.Удаляем шлак и варим,так же,заступив на противоположную часть,вторую половину.Заступаем для разогрева электрода и металла(сварка первой половины),и(для второй половины шва) сварка идёт по Нормальному металлу(положенный шов),уже разогретому,имеющему набольшой катет(шлак по нему сбегает легче),формируем замок.
Шлак удаляется с сухого металла довольно-таки легко,если уж так принципиально,то можно и пылесос использовать,но сначала шлак просто отодвигаем в стороны,чтобы не мешал варить внутренние части,и потом,после его остывания удалить.Сухость тоже немаловажный момент.,Если кран не держит,то можно или заткнуть трубу,как уже советовали,или же прожечь небольшую дырку(без фанатизма) в нижней части.Заварить её не составит особого труда.Ещё совет.Начинать варить такие стыки целым электродом нецелесообразно,желательно перед самой сваркой,сжечь N-ое кол-во см. на подготовленной заранее и приспособленной под боком(не с прямом понимании слова) ненужной железяке.Сварка пойдет веселее.Удачи!
Сварка трубы операционным способом
Приветствую коллеги ! Не давно варил 57-ю трубу , от стены 3 см. пришлось сделать вскрытие , при сварке внутри металл кипел и порился , при запуске начало сыреть . ток 110 ам. электрод 3-ка ок 46 . Подскажите пожалуйста какую я ошибку допустил ,
Может быть это из-за грязи и ржавчины, ну или я что-то не правильно сделал. Мой знакомый-коллега, который по-опытней меня сказал, что ток надо больше мол ставить и грязь внутрях почистить .
А в прошлое лето проводили отопление в три гаража. Труба 57-я, в 4-х местах пришлось делать операцию, но это одна беда. Воду слили, но остатки в трубах остались. В одном самом месте, где стыковал к старой трубе остатки воды долго сходили и все ровно осталась + ещё нарост и и мусор в старой трубе. Варю, а там парит, кипит. Вода-то не вся сошла осталось малец, короче кое-как заварил, весь изплевался )).
что ток надо больше мол ставить и грязь внутрях почистить .
Никаких хитростей нет, просто повнимательней быть надо и особо обратить внимание на места где швы пересекаются, хорошо переплавляя. Внутри трубы лучше на раз (безотрывно) пройти, чтобы не маяться выколупывать шлак изнутри и тыкать после по шлаку.
Мне приходилось автомобильным компрессором воду в сторону от шва сдувать и тряпки в трубу запихивать в общем делать все чтобы дно сухим было,а проварив низ верх проварить не проблема,и еще я на таких швах стараюсь зазор делать максимальный(зависит от толщины труб)в этот зазор и скидываю все что мешается.
Хороший ответ )).И что, мне и резак с собой таскать?И так инструментов вагон )).
Мне приходилось автомобильным компрессором воду в сторону от шва сдувать и тряпки в трубу запихивать в общем делать все чтобы дно сухим было,а проварив низ верх проварить не проблема,и еще я на таких швах стараюсь зазор делать максимальный(зависит от толщины труб)в этот зазор и скидываю все что мешается.
не надо злиться ты сам совет просишь
Да я не злюсь , с резаком понятно, что вариант, но не в моем случае ). Я тоже тряпки засовывал и бывало, что тряпку внутри оставлял по запарке )). Самое противное, что когда варишь, а там парит и не фига не видать. Порится стык .
я тоже тоже тряпки засовывал и бывало что тряпку внутри оставлял по запарке )) . Самое противное что когда варишь а там парит и не фига не видать . Порится стык .
Ну такая уж у нас профессия.
Я уже гдето писал ,что не выдержал всего этого и ушел в частный бизнес.
Сейчас просто работаю в свое удовольствие.
Кстати, завтра первого мая-ровно год как я открыл ворота гаража
Кстати,завтра первого мая-ровно год, как я открыл ворота гаража .
Не ошибается тот, кто ничего не делает
Привет, Руслан ).
3 см от стены это не криминал, можно загнуть электрод и 'на мацок' заварить, если стояк. Если лежак и остатки воды, то тут сложнее. Очень много зависит от конкретного случая, если в углу возле пола, то тут только операционка и с наибольшим актуальным зазором (как выше упоминалось). Силу тока (убедился на своём опыте) указывать бесполезно - выставляй по визуальным ощущениям от сварочной ванны, а не по тому, что показывает крутилка (ж.к. экран) на аппарате. Если водичка течет потихоньку, то тут только "мацок" и высокий ампер тебе помогут, но я бы сделал с зазором в 1 мм и запредельный ток для беглого безотрывного прохода на короткой дуге, с таким наклоном электрода, чтоб дугой воду отталкивало (испаряло). Должен заметить, что операционку нужно готовить имея ввиду этот проход шва (т.е. козырек (крышку) вырезать на той стороне шва, куда уклон, а для лучшего обзора можно проварить видимую часть шва, чтоб затем вырезать козырёк вместе со швом так, чтоб шов оставался по центру козырька) да и не всегда так можно надурить судьбу. Бывало, в таких щелях приходилось работать, что слесарь просто умоляюще смотрел на меня с немой просьбой не загонять его больше туда. Операция вообще случай для тех мест, где по-другому никак, если есть вариант через зеркало или вообще что взбредёт в голову, то стараюсь обойтись без операции. А так слышал, как один сварной мучился с операционкой (слегка подтекала вода), потом его переклинило и он сахарной ватой трубу натрамбовал, благо рядом продавали ))).
Сварка в труднодоступных местах
Привет всем! Хотелось бы узнать- кто как варит в труднодоступных местах "газ, воду, отопление"? Так как восновном такие сети (стояки, лежаки)прокладываются именно в таких местах. Кто то пользуется зеркалом, кто то режит окна-(большие деаметры труб). Может у кого то есть свои другие секреты и способы? Предлагаю делится опытом по такому вопросу.
Тут недавно разговаривал со своим учителем по TIG он мне рассказал довольно интересный метод по сварке труб которые находятся очень близко к стенам. Вот накидал рисунок
Привет всем, свариваю трубы постоянно в таких местах неудобных это дело опыта и через зеркало сваривал и так просто , там уже на слух варишь , на моем опыте еще не одна труба не свистела главное чтоб рука твердая была.
Предлагаемый специалистами ГУП "МОСГАЗ" способ сварки в труднодоступных местах (см. в прикрепл.файлах) мне не доводилось использовать, но согласен с Alexx1977 - многое зависит от искусства сварщика.
Прикрепленные файлы
Если попадается горизонтальный стык близко от пола встаю на голову и получается обычный стык под потолком.Вообще тема благодатная не знаю почему не развитая, многие молодые сварщики смотрят на стык и не знают как к нему подойти, а здесь можно накидать кучу житейских хитростей.
Если попадается горизонтальный стык близко от пола встаю на голову и получается обычный стык под потолком.Вообще тема благодатная не знаю почему не развитая, многие молодые сварщики смотрят на стык и не знают как к нему подойти, а здесь можно накидать кучу житейских хитростей.
Приходи,покажешь.А то никто не хочет пароход на стапеле переворачивать(гады),а меня вверх ногами-тошнит.
Метод сварки труб от аргонщиков: делается зазор чуть больше диаметра присадочного прутка, горелка подводится снизу, а присадка подается через зазор к корню; сварщик наблюдает только провар в корне через зазор.
Метод от сантехников: газовым ключом труба малого диаметра скручивается вдоль оси так, чтобы недоступная точка кольцевого стыка была видна сварщику, по мере заварки упруго деформированная труба возвращается в исходное положение; закрутка в другую сторону дает возможность сварки второй половины стыка.
тубопроводы с газом,в местах сварки должно обеспечиваться предельно доступным удобством для проведения робот, для воды удобства придумываем сами,стоять на голове ,не лучший выход,развальцовкой труб пользовались стандартно и в промышленных масштабах,если это не предусматривалось проектировкой, развальцовку делали сами при помощи самодельных приспособлений,"операцмонный стык" работа маятная,и всем известно что лучше всего проводить ее газосваркой,единственнное неудобство, грееся сопло,реже применяли не значительное смещение стыка,при давлении в 4 атм все выглядело как хотелось нам и заказчику.
Предлагаемый специалистами ГУП "МОСГАЗ" способ сварки в труднодоступных местах (см. в прикрепл.файлах)
Пожалуйста объясните, во-первых, что это за "композиционный электрод", а во-вторых где можно ознакомиться (или скачать) РД 01-001-06, на который Вы ссылаетесь.
pofigist
Пришлось как-то встречать лосиноостровские электроды, которые можно было завязать в узел (не тугой ) без повреждения обмазки.
Пришлось как-то встречать лосиноостровские электроды, которые можно было завязать в узел (не тугой ) без повреждения обмазки.

То есть под "композиционным" электродом подразумевается обыкновенный электрод, который легко можно изогнуть не повредив обмазку, и обмотанный клейкой лентой (типа как я сделал сейчас на фото) или всё-же что-то другое?
Метод сварки труб от аргонщиков: делается зазор чуть больше диаметра присадочного прутка, горелка подводится снизу, а присадка подается через зазор к корню; сварщик наблюдает только провар в корне через зазор.
Метод от сантехников: газовым ключом труба малого диаметра скручивается вдоль оси так, чтобы недоступная точка кольцевого стыка была видна сварщику, по мере заварки упруго деформированная труба возвращается в исходное положение; закрутка в другую сторону дает возможность сварки второй половины стыка.
Кстати приходилось варить вертикальные стояки (труба 50), от стены, наблюдая за процессом через зазор. Вроде прокатывало, хотя перекрывал на второй слой, уже не глядя согнутым электродом, после проверял качество визуально через зеркало, подсвечивая фонариком. А на счет скручивания трубы газовым ключом, так это только на мелких трубах. Тут удобнее варить в нахлест (в стаканчике)
Закупаясь както в магазине сварочном , продавец мне предложил электроды , диаметром примерно около 1.5 - 2мм - демонстротивно согнув электрод под прямым углом в 90 градусов и выпрямив его потом как было . Обмазка даже не треснула .
Сказав также что варят практически без брызг - берет восновном фирма по монтажу водопроводов по сэндвич панелям .
Если из головы не вылетет , после 10 января позвоню , узнаю что за марка .
Как заварить трубу в труднодоступном месте

Как заварить трубу в труднодоступном месте
Работа сварщика трудна — порой приходится варить «на коленке» и в самых труднодоступных местах. Вода и треск раскалённого металла, едкий, почти, что удушливый дым, все это сопряжено со сваркой трубопроводов.
И если сварить забор или калитку это одно дело, то вот приварить трубу, да ещё и в труднодоступном месте — совсем другая история. Здесь сварщикам приходится изощряться, кто как может, и у них есть свои секреты, о которых вы сможете узнать ниже.
Что представляет собой композиционный электрод
Чтобы подобраться в труднодоступное место для сварки трубы, сварщики прибегают к различным хитростям. Одни из них используют огрызки электродов, другие сгибают стержни как им надо и с успехом заваривают трубу у стены или там, где совсем не подлезть.
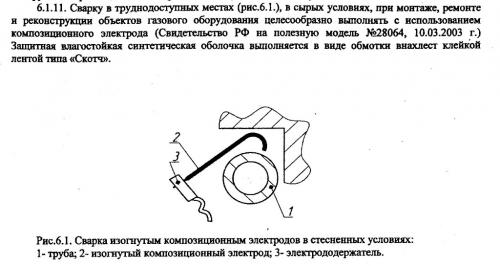
Многие из них знают и о композиционном электроде, который по своей форме чем-то напоминает крюк. Такая форма композиционного электрода была выбрана неспроста, ведь именно данным электродом можно заварить трубу даже в самом труднодоступном месте.

Само собой разумеется, что при сварке в котлах или электропечах, в общем, закрытых емкостях, существуют свои правила безопасности. Во-первых, в стеснённом пространстве крайне важно обеспечить достаточную циркуляцию воздуха.
Иногда сварщикам и вовсе, приходится варить в противогазах, поскольку иначе дышать нет возможности. Кроме этого, важно обеспечить хороший свет и позаботиться об электробезопасности.

При напряжении свыше 36 вольт, на месте сварки обязательно должен присутствовать диэлектрический коврик.
Сварка «операционки»
Второй способ заварить трубу в труднодоступном месте, возможно используя технику операционного шва. Это как варить через окно в трубе, которое впоследствии заваривается вырезанным куском металла.

Сварка операционных швов наиболее востребована именно при ремонте и замене трубопроводов. Например, когда труба идёт вплотную к стене и к полу, таким образом, что с другой стороны никак нельзя подлезть электродом.
В таком случае, порядок сварки «операционки» выглядит следующим образом:
- Сварщик посредством болгарки вырезает квадратное или прямоугольное окошко в трубе;
- Затем используя электрод, он заваривает трубу с обратной стороны, откуда нет подхода;
- После этого он вставляет вырезанный ранее кусок металла в трубу и несколько раз его обваривает.
Варить операционные швы могут далеко не все сварщики. Это если можно так сказать, «ювелирная работа», которая требует особых навыков. Главное при этом не заузить внутренний диаметр трубопровода и нормально наложить шов.

Помимо всего вышеперечисленного, для сварки в труднодоступных местах используются различные приспособления. Все они предназначены для сварщиков, помогая им в решении самых трудных задач.
4 вида сварки труб: какой выбрать для трубопровода и чем они отличаются

Сварка труб применяется для надёжного соединения конструкции, где нужна герметичность. Качество швов зависит от аппаратуры и опыта мастера. Рассмотрим, какие есть виды электродов и для чего предназначен каждый из них. Также ознакомимся с видами швов и соединений. Разберём, какие предварительные работы необходимо сделать перед сваркой. И узнаем несколько полезных советов, которые пригодятся новичку в процессе.
Подбор электродов
Электроды – это первое, что надо выбрать перед тем, как начать варить трубы. От их качества зависит надёжность швов и то, насколько система будет герметичной, а также сам процесс. Чем качественнее электрод, тем легче будет процесс.
Электрод – это тонкий стержень из стали, толщиной 0,2-0,5 см, на который нанесено специальное покрытие, позволяющее создать устойчивую дугу во время сварки. Также с его помощью формируется сварной шов, и он предотвращает окисление.
Классифицируют электроды по типу сердцевины и разновидностью покрытия.
По первому пункту электроды делят на два вида:
- С серединой, которая плавится. Внутри расположена проволока, толщину которой выбирают в зависимости от типа сварки.
- С неплавящейся серединой. Делаются они из графита, электротехнического угля или вольфрама.
Покрытие на электродах также может быть разное:
| Оболочка | Марка | Характеристика |
| Целлюлозная | C | Зачастую используются для соединения с трубами крупных сечений. Чаще всего это газовые или водные магистрали. |
| Рутилово-кислотная | RA | Применяются для сварки отопительных или водопроводных труб. При работе с таким электродом может появиться шлак, который можно убрать, постучав по нему или рядом с ним. |
| Рутиловая | RR | Такими электродами получаются аккуратные швы и минимум шлака (а налипший легко убирается). Чаще всего применяются для угловых соединений или при наваривании последующих слоёв. |
| Рутилово-целлюлозная | RC | Подходят для любой плоскости, зачастую используется для того, чтобы делать длинные вертикальные швы. |
| Основная | B | Универсальные электроды, зачастую применяются для соединения толстых труб или деталей, которые будут использоваться при минусовой температуре. |
В подборе электродов важно помнить, что качество зависит от цены. Если приобрести некачественный материал, то потом, возможно, придётся потратить ещё больше для переделки.

Предварительные работы
Для того, чтобы качественно соединить трубы сваркой требуется тщательно подойти к процессу подготовки поверхностей. Так как часто при выполнении шва приходится работать со старыми трубами, то первым делом следует зачистить рабочую поверхность металла до блеска, чтобы на краях не было ржавчины, краски или окалин. Размер поверхности для очистки должен составлять не меньше 1 см от края.
На краях труб следует сделать фаску (сточить края под углом 65-70°) и оставить притупление в 2 мм (не сточенная часть). После этого рекомендуется обезжирить трубы в месте сварки с помощью химических веществ, например, растворителя, спирта или их аналогов. Это поможет создать более качественную адгезию (прилипание) материала на рабочей поверхности.
Также требуется проверить края труб на наличие дефектов. Изделия с трещинами или сколами могут плохо соединиться, а также при начале работ давление или повышение температуры может разрушить место с повреждённой поверхностью.
При сварке следует учесть толщину стенок материала, так как сварить две трубы может оказаться невозможно или очень сложно. Требуется проводить работы между 2 поверхностями с одинаковой толщиной, так как полноценного соединения тонкостенной и толстостенной труб не получится из-за недостаточного приваривания шва. Также при таком процессе тонкую трубу можно проварить насквозь, что будет являться причиной деформации или поломки в месте стыка.
При сварочных работах также следует учесть угол среза труб. Он должен составлять 90°, так как шов будет не таким прочным, а это может привести к деформации или разрушению соединения. Также при сварке 2 труб проще делать шов прямым, чем диагональным, так как это более удобно и менее затратно по времени.
Виды швов и соединений
Существует несколько основных способов сварить трубы между собой:
- соединение встык – это метод при котором две детали должны находиться друг напротив друга, например, 2 конца трубы;
- тавровый стык или сварка в тавр – это способ, которым чаще всего пользуются при врезке в трубу. Он подразумевает под собой соединение 2 труб перпендикулярно друг другу (в форме буквы «Т»);
- крепёж внахлёст применяется для более герметичной сборки 2 труб, а также при небольших расхождениях в диаметре или при наличии неровностей. Для такой сварки одну из труб развальцовывают (увеличивают край с помощью специального инструмента, растягивая её поверхность изнутри) и надевают её край на другой конец поверхности;
- угловая сварка – это процесс соединения 2 деталей под разными углами. Чаще всего это 45°, 60° или 90°.

Также швы отличаются между собой по месту нахождения и углу сварки. Например, горизонтальное соединение будет использоваться для труб, которые находятся вертикально относительно пола, а вертикальные швы – это те, которые делаются в месте, где трубы лежат горизонтально.
Так как варить трубы электросваркой иногда приходиться под потолком или на полу, то эти такие виды швов отличаются между собой. Для потолочной сварки электрод требуется помесить в нижнюю часть детали, которая находиться над головой работника, а напольные – это те виды соединения для которых требуется наклонятся вниз.
Видео описание
В этом видео показаны виды сварочных швов
Особенности процесса сварки и небольшая инструкция
Первым шагом при соединении двух труб является их фиксация. Они должны крепиться так, чтобы при сварке не расходиться в разные стороны или не продавливаться электродом.
Сварочный шов требуется делать цельным и непрерывным. Для этого во время работ нельзя отрывать электрод от поверхности материала. Но для труб с большим диаметром такое правило неприменимо, поэтому для соединения таких изделий применяется многослойная сварка, при которой число слоёв должно быть рассчитанным исходя из толщины стенок.
Чаще всего для труб с толщиной в 6 мм используется 2 слоя, для изделий со стенками от 6 до 12 делаются 3 слоя, а для большей толщины навариваются от 4 и более слоёв. Каждый последующий шов требуется делать только после того, как будет проверен предыдущий. Следует дождаться полного остывания соединения, а после этого проверить его на наличие дефектов.
Если толщина стенок трубы более 4 мм, то можно сделать коренной шов. Его особенность в том, что при сварке область между поверхностями полностью заполняется, не оставляя большого навара сверху шва. Аналогом считается валковое соединение, при котором над поверхностью трубы остаётся 3 мм валик.
Так как заварить трубу с водой электросваркой практически невозможно, то следует вначале перекрыть воду и слить её из системы. После этого можно приступать к процессу соединения. После завершения работ рекомендуется провести тестовый запуск для проверки на герметичность шва.
В этом видео показано, как правильно варить трубу электросваркой

Полезные советы и возможные ошибки
Чтобы сделать все правильно сразу и не переделывать через время плохую работу, нужно следовать некоторым советам:
- В труднодоступных местах лучше использовать согнутый электрод и контролировать процесс с помощью зеркальца.
- Если необходимо поменять электрод, то шов нужно продолжить с накрытием в 1-2 см.
- Металл током лучше прогревается с помощью прямой полярности, а не обратной.
Чаще всего дефекты возникают из-за того, что неопытные мастера невнимательны во время работы. В случае со сваркой даже небольшое отклонение шва приведёт к тому, что он не будет герметичен и прочный. Если изменить длину дуги, то в швах образуются пустоты и не проваренные места. Также дефекты могут возникнуть из-за оборудования или плохого качества труб.
Также во время сварки необходимо помнить о технике безопасности:
- проверить жилы и детали аппарата, они должны быть изолированы;
- корпус оборудования должен быть заземлён;
- вся одежда, рукавицы и маска должны быть сухими;
- перед началом работы необходимо обуть резиновую обувь или постелить под ноги коврик из этого материала, это обеспечит дополнительную изоляцию;
- обязательно нужно надевать защитный щиток, чтобы обезопасить глаза и лицо.
Если игнорировать правила техники безопасности, то можно получить ожоги или удар током.
После того, как сварочные работы окончены необходимо проконтролировать качество шва, так как сварка водопроводных труб требует тщательного анализа. Наружно можно определить, есть ли на швах прожоги, поры, свищи или другие дефекты.
Для проверки швов на трещины необходимо использовать компрессор. На концы устанавливаются заглушки, а швы обмазываются мыльной пеной. После этого в трубу под давлением необходимо закачать воздух. На местах, где соединение недостаточно прочное будут появляться мыльные пузырьки.

Коротко о главном
Самая важная часть в подготовке к сварке – выбор подходящего электрода. Для каждого вида сварки они разные.
Для магистралей лучше брать с целлюлозной оболочкой, для аккуратных швов желательно брать рутиловые и рутилово-целлюлозные.
Основная группа считается универсальной, но чаще всего её берут для использования при минусовой температуре.
Перед сваркой нужно зачистить поверхность до блеска, сделать фаску, обезжирить и проверить трубы на наличие дефектов.
Для труднодоступных мест лучше использовать согнутый электрод и контролировать процесс с помощью зеркала. При смене электрода шов нужно делать внахлёст на 1-2 см.
Чтобы проверить прочность шва нужно присоединить трубу к компрессору, с обоих сторон установить заглушки и места сварки смазать мыльным раствором. Если есть трещины, то из них будут появляться пузыри.
Читайте также: