Сварка трубы с муфтой
Обновлено: 20.09.2024
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
 |
|---|
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
- Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
- ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307; – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла.
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб.
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
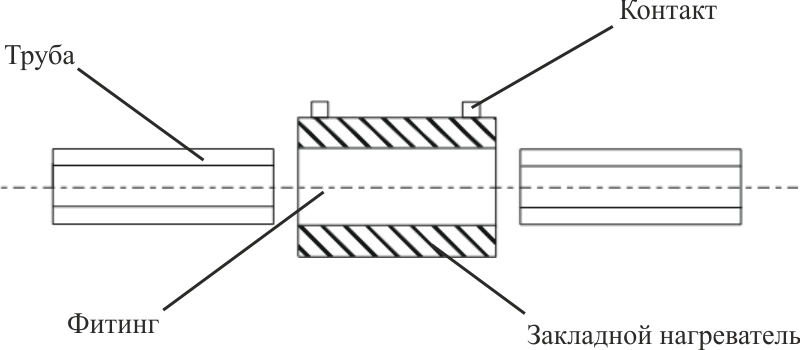
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Муфтовая сварка полиэтиленовых труб

Различают два способа сварки полиэтиленовых труб - стыковая сварка и сварка при помощи электросварных муфт. О сварке встык мы писали в другой статье. Муфтовая же или электрофузионная сварка труб ПНД осуществляется при помощи специальных фитингов с закладным электронагревателем. Это могут быть - муфты, отводы, тройники, седелки, заглушки.
Диапазон диаметров труб, которые можно соединить при помощи элетросварных фитингов - от 20 до 1200 мм.
При монтаже труб диаметром до 110 мм соединение труб при помощи элетрофузионной сварки экономически выгоднее стыковой сварки, так как стоимость муфтового оборудования в несколько раз ниже стоимости стыкового сварочного оборудования.
Трудно обойтись без муфтовой сварки при монтаже труб большого диаметра, как при строительстве нового трубопровода, так и при ремонте аварийного участка, т.к. в большинстве случаев это связано с работой в довольно стесненных условиях, например, внутри водопроводного колодца, где громоздкое стыковое оборудование не может быть использовано.
Этапы муфтовой сварки полиэтиленовых труб
Концы свариваемых труб должны быть чистыми и визуально ровными в торцах. Если торцы неровные, то их необходимо обработать специальным обрезным инструментом.
Далее белым маркером на обеих трубах отмечается глубина половины муфты, после чего специальным скребком или любым строительным ножом счищается верхний оксидный слой трубы (трубы ПНД под воздействием кислорода окисляются и этот слой снижает качество сварки). Зачищенные участки труб обрабатываются специальными обезжиривающими салфетками.
Далее, не прикасаясь к зачищенным участкам трубы руками, на трубу надвигается фитинг до отметки маркером.
Сварочный аппарат подключается к сети. В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.
После того, как данные отсканированы, муфтовые аппарат готов к запуску процесса сварки, остается только нажать кнопку старт и оборудование само подаст напряжение на фитинг в течение необходимого времени.
После того, как аппарат для муфтовой сварки подаст сигнал об окончании нагрева, необходимо дать остыть фитингу в течение положенного времени.
Трогать или перемещать свариваемые трубы в это время не рекомендуется.
После того, как фитинг остыл, можно переходить к следующему участку. Таким образом, как мы видим, сварка полиэтиленовых труб, с одной стороны, требует внимательного выполнения определенных правил, с другой, ничего сложного в этом процессе нет и если у Вас в руках современное оборудование, то совершить ошибку практически невозможно.
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Мероприятия по электромуфтовой сварке труб проводятся при прокладке полимерных линий. С их помощью формируются неразъемные соединения, обладающие высокой прочностью и герметичностью.

Сварка труб ПНД муфтовым способом проводится в полевых и внутрицеховых условиях. Рекомендуемая температура окружающей среды — от -15 до +45 градусов.
Работая с тонкостенными сетями, важно корректно подобрать сварочный режим. Ошибки приведут к деформации полиэтиленовых деталей, уменьшат надежность узла.
Преимущества электромуфтовой сварки
Соединение труб посредством муфт позволяет получить массу преимуществ.
- Качественный шов. Торцы деталей из полиэтилена сплавляются равномерно. Это обеспечивает высокую прочность соединения, исключает непровары и воздушные поры.
- Низкие трудозатраты. Прокладку магистрали из ПНД осуществляет бригада из двух человек. Работы проводятся в сжатые сроки.
- Умеренное потребление электроэнергии. Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.

Применение труб в бухтах и катушках ускорит процесс: сокращается количество стыков, упрощается обход существующих препятствий.
При электромуфтовой сварке соединяются трубы равного диаметра.
Изготовление электросварной муфты
Электросварную муфту изготавливают, используя такой метод, как инжекционное литье под высоким давлением. Процесс производства занимает совсем немного времени, но требует предварительной подготовки форм, чтобы отлить муфты определенной конфигурации и размера. Раздаточный модуль заполняется необходимым количеством расплавленного полимера. Форсунка под давлением впрыскивает расплавленную массу в подготовленную форму. Остывшая полимерная масса принимает заданные размеры и конфигурацию, превращается в готовое соединение для трубопроводов.
Изготовленную таким образом муфту помещают в полиэтиленовую упаковку, дополненную штрих-кодом. Его могут вложить в пакет в виде отдельной карточки или наклейки, закрепленной непосредственно на муфте. Штрих-кодом фиксируется важная информация о параметрах сварки для специального аппарата электромуфтовой сварки, задающая программу его работы.
Важно знать! Для запуска аппарата понадобится сканер или считывающий карандаш.
Особенности сварки труб ПНД муфтовым способом
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.

Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.
Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.
Сварочный аппарат отключается автоматически.



Преимущества электросварных муфт
Распространение фитингов подобного типа связано с присущими им значимыми достоинствами, к которым следует отнести:
- долговечность (они могут прослужить более пятидесяти лет);
- относительно невысокую стоимость (если сравнивать с соединениями, выполненными из других материалов);
- неподверженность коррозии;
- способность не утрачивать с течением времени стойкости к гидравлическим ударам и расширениям;
- многообразие конфигураций и размеров;

Подобные фитинги выпускаются в различных размерах и конфигурациях, что обуславливает их широчайшее применение
- возможность применения при соединении труб как разного диаметра, так и изготовленных из разных материалов (особенно при соединении металлических труб с полиэтиленовыми);
- легкость установки, не требующая профессиональных навыков;
- невероятную быстроту монтажа;
- недоступную для аналогичных соединений, выполненных из других материалов, возможность установки в самых сложных местах трассы трубопровода. Они совершенно незаменимы, когда требуется соединение на повороте, разветвлении, присоединениях арматуры.
Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
В рамках сварки ПНД труб электромуфтами предусмотрены контрольные мероприятия. Ключевые требования к соединениям:
- отсутствие осевого смещения, превышающего толщину стенок более чем на 10%;
- качественный, равномерный шов, проходящий вдоль всей поверхности стыка;
- отсутствие температурных деформаций на поверхности муфты и магистрали;
- сохранение герметичности узла при работе трубопровода под номинальным давлением.

Сварной стык проверяется визуально. В отдельных случаях используются профильные инструменты.
При выявлении дефектов производится демонтаж участка. Сварочные работы выполняются повторно.
Аппарат для сварки. Порядок проведения сварочных работ
Установка электросварочный муфты требует специального оборудования – аппарата для сварки электросварных муфт пнд. Аппарат используется прямо на месте, где непосредственно ведутся работы. Он весит менее 20 кг, и не требует наличия высококвалифицированного специалиста для обслуживания. Сварочное оборудование посредством сканера или считывающего карандаша получает требуемую информацию для запуска программы работы. Контроль над процессом запрограммирован, вмешательство сварщика излишне. Работы ведутся в следующем порядке:
- Монтируемая труба, не имеющая значительной кривизны, обрезается строго перпендикулярно ее оси. Торцы соединяемых труб очищаются с использованием скребка на всю длину соединения. После чего их тщательно обезжиривают, пропитав ветошь или салфетку в ацетоном или изопропиловым спиртом.
- Детали, предназначенные для сваривания, тщательно фиксируются в позиционере. При этом обращается внимание на имеющиеся по центру внутренней части муфты технологические бортики, специально установленные для того, чтобы в них уперлись концы соединяемых свариванием труб. Недопустимо, чтобы зазор между соединяемыми трубами внутри муфты превысил толщину их стенки.
- Клеммы сварочного аппарата (трансформатора-выпрямителя) подсоединяются к контактам муфты. По считывании информации с имеющегося на ней штрих-кода начинается автоматический процесс сварки.
- По окончании сварочных работ, когда соединение остынет, проверяется его герметичность. Для этого на место стыка наносится мыльный раствор, а в трубопроводную систему подают сжатый воздух.
Оборудование для электромуфтовой сварки полиэтиленовых труб
- Электромуфты. Соединительные модули, состоящие из полимерного корпуса, электроконтактных подключений и нагревательного элемента. Муфты различаются диаметром и геометрией, подбираются с учетом параметров магистрали.
- Сварочный аппарат. Профильные установки, ориентированные на работу с электромуфтами, различаются габаритами, функционалом, особенностями использования. Цена устройств определяется их маркой и эксплуатационными параметрами.
- Накладки. Вспомогательные элементы, сохраняющие геометрию линии при сварке. Изделия имеют металлический корпус, крепятся при помощи слесарного инструмента либо штатных ручек.
- Позиционеры. Механизмы для соосной фиксации труб и муфт. При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.

Для реализации нетиповых проектов закупаются дополнительные изделия, способствующие решению поставленных задач.
Где применяют электросварные муфты
Легкость изготовления и установки электросварных муфт в сочетании с невысокой стоимостью и достаточной надежностью конструкции из полимерных материалов обусловили их широкое применение.

Электросварными муфтами можно монтировать газопроводы и магистрали водоснабжения, в которых разрешено применение труб ПЭ
Устанавливая электросварные муфты, следует помнить, что существуют жесткие ограничения их использования:
- температура рабочей среды не должна превышать 40º С;
- давление — не более 16 атм.
Допустимо использовать электросварные муфты:
- в канализационной системе;
- в водопроводной системе (напорной и безнапорной), для подачи и питьевой, и технической воды;
- в системе газоснабжения;
- в трубопроводах, по которым транспортируют химические вещества, не вступающие в реакцию с полиэтиленом (контакт с кислотами и щелочами должен исключаться категорически).
Полезная информация! Распространение электросварных соединений связано также с тем фактом, что они, как и трубы, изготовленные из полимеров низкого давления, способны выдерживать замерзание и таяние перекачиваемой по ним жидкости.
Кому поручить сварку ПНД труб электромуфтами?
К проведению сварочных работ стоит привлекать профильные организации. Подобное решение позволит:
- реализовать намеченные цели в установленные сроки;
- минимизировать сложности на площадке;
- оптимизировать финансовые траты;
- обеспечить качественное выполнение работ;
- получить профессиональные консультации по интересующим вопросам.
предлагает все необходимое для электромуфтовой сварки. В ассортименте расходные материалы, вспомогательные приспособления, специализированное оборудование. Продукция соответствует международным стандартам, сопровождается сертификатами и паспортами.

Помощь в оформлении заказа окажут штатные менеджеры. Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).

Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.
Читайте также: