Сварка углом назад полуавтомат
Обновлено: 21.09.2024
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Практическая часть:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Как лучше варить: углом вперед или углом назад

Как лучше варить: углом вперед или углом назад, особенности сварки
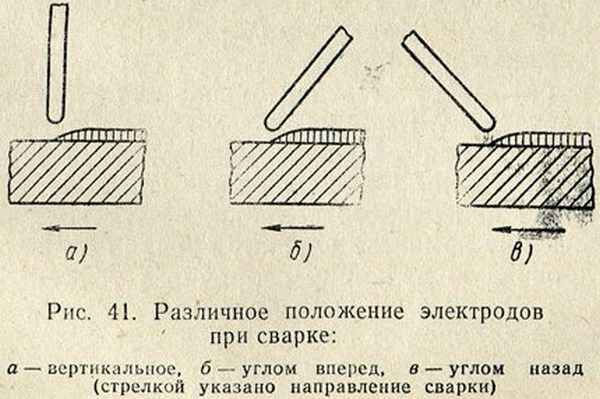
Когда вы свариваете, то редко удерживаете электрод перпендикулярно поверхности металла. Так варят только в труднодоступных местах, когда нет другого выбора.
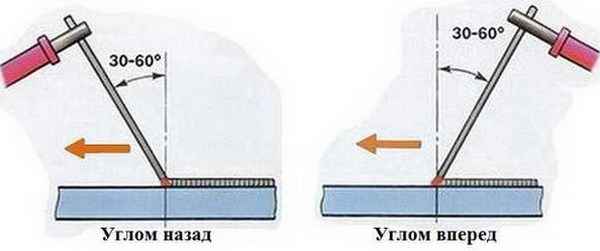
В основном же, электрод ведётся вдоль свариваемой заготовки под определённым углом — 30 или 60 градусов. При этом движение электродом может быть выполнено как вперед, так и назад.
Соответственно возникает простой вопрос: как лучше варить, углом назад или углом вперед? Варить можно и так, и так, но есть определённые моменты, которые связаны с глубиной провара, шириной шва, а также с величиной его выпуклости.
Как лучше варить: углом вперед или углом назад?
Сварка электродом может осуществляться в различных пространственных положениях. При этом происходит расплавление электродного торца, и постепенное сгорание покрытия.
Само же электродное покрытие в момент расплавления формирует «пузырь» из газообразующих элементов, который защищает сварочную ванну от кислорода. Ну а то, что не сгорело, мы можем лицезреть в виде шлака…
Сварка углом назад
В данном случае используется угол наклона электрода до 60 градусов. В процессе движения электродом назад, расплавленный шлак вытесняется из сварочной ванны. При этом нужно следить за тем, чтобы шлаковые выделения успевали перекрывать металл.
Что даёт сварка углом назад и где она применяется:
- Данным способом сварки можно получить наибольшую глубину провара;
- Использовать сварку углом назад нужно всегда с рутиловыми электродами;
- Когда нужно сварить корневые швы в горизонтальном и нижем положении;
- При сварке стыковых соединений швеллера. Заказать швеллер б/у можно у компании «Металлмос» — комплексного поставщика металлопроката;
- Для короткой сварочной дуги.
Как видно, сварка «углом назад» характеризуется лучшим проваром металла.

При этом глубина провара больше, а ширина соединения получается меньше, почти, что в два раза. Таким образом, шлак как бы отбрасывается назад, если значения тока на инверторе выставлены правильно.
Сварка углом вперед
Углом вперед осуществляют сварку тонких металлов. Это правило не относится к вертикальным сварочным швам, поскольку расплавленный металл здесь всё время норовит стечь вниз. При этом глубина провара оказывается меньше, но заметно увеличивается ширина сварного соединения.

Сварку углом вперед лучше осуществлять на повышенных скоростях, когда важно не прожечь металлическую заготовку. Данный вид сварки хорошо подходит для соединения тонкостенных изделий из стали, например, профильных труб, изделий из нержавейки и т. д. Таким образом, уменьшается вероятность образования прожогов.
В любом случае нужно следить за тем, чтобы угол наклона электрода был выбран правильно. Здесь важно соблюдать определённый баланс, поскольку шлак не должен в большом количестве оставаться позади электрода или наоборот, забегать слишком далеко вперед.
Сварка полуавтоматом / Углом вперед или назад, как правильно?
Это видео целиком из моего опыта. Очень много споров на эту тему. Кто то утверждает что варить полуавтоматом надо углом вперед, кто то что углом назад. Здесь конечно многое зависит от возможностей самого полуавтомата, но мое мнение, что любым полуавтоматом в большинстве случаев надо сваривать углом вперед.
Когда горелка стоит по отношению к свариваемым деталям углом вперед, то вся температура идет впереди сварочной дуги и хорошо прогревает металл. Углом назад, сваривается всегда холодный металл. Это можно легко проверить. Если одеть кевларовую перчатку и в процессе сварки поднести руку к горелке которая варит углом вперед спереди, то перчатка моментально нагреется. Если поднести сзади, то перчатка вообще не нагреется.
Ну вроде все рассказал что знаю, коллеги, всем приятного просмотра!

637 постов 4.2K подписчиков
Правила сообщества
— Посты только по тематике
Я варю под прямым углом. Не вперёд или назад, а перпендикулярно шву. Всё зависит от требований. Если нужен с усилением шов, то немного наклоняю углом назад. Так идёт заполнение. Если нужен более гладкий шов, то варю углом вперёд. Сварка в среде защитных газов позволяет использовать различные варианты и способы наложения швов. Причём менять угол или положение можно в процессе, не прерывая дугу. Например с нижнего положения можно плавно перейти на вертикал или наоборот.
Варю полуавтоматом больше 10 лет, и когда приходили новые сварные, то мастера ставили их ко мне со словами "Научи".
Спрашиваю "Опыт есть на полуавтомате?" как правило ответ "нет, я 10-15 лет на электроде отработал". И вот таких учить очень тяжело, особенно когда они на 10-15 лет старше меня) Я ему рассказываю как правильно варить, опускаю маску чтобы показать, рассказываю в процессе, поднимаю маску а его нет - ушел курить. А через неделю-две такого раздолбайства он не в состоянии ни один шов заварить правильно. Горелку держат одной рукой и вести пытаются углом вперед.
Один мне заявил "Че ты меня учишь? я всю жизнь на сварке", в итоге за 3 года работы ему доверяют лишь ставить прихватки.
Очень мало людей, которые реально хотели научиться, за 4 года (что мне людей присылали) реально хотели научиться и научились всего 2 человека. Остальные великовозрастные раздолбаи

Смешно читать. Разницы большой нет вперёд или назад углом. Будет незначительная разница в глубине провара и wps. Главное сильно не заваливать. Делали испытание, разрушающий контроль типа макро, твердость, растяжение и тд. Главное варить по wps. А что бы получить правильные режимы для wps, нужно заварить процедуру wpqr и испытать её.
В трубе


Полуавтоматчик
Всем привет)
Ещё одна мини фигурка, теперь сварщик полуавтоматчик)
Маска закрывается и открывается.
Прикольно клацает)
В предыдущем посте дали совет сделать миньона. Сделал)
Сварка аргонодуговая и болгарка.
Приятного просмотра)






Фото с работы










Верховный сварщик

Frau Warum. Длинное и низкое, ч.3
Что-то длинное и низкое. Продолжение продолжения.
8 часов. Всего лишь 8 часов на всю работу по изготовлению, покраске и сборке. Конечно, здесь не учитывается время на поиски деталек и всякие раздумья в созерцаниях, но кто вообще это учитывает? И вот всего за 8 часов пыхтения, сопения и потуг, я родил себе красоту между ног, готовую мчать меня в дальнюю даль!))
Это было лирическое отступление, просто я горжу себя тем, что это самый быстрый мой проект.
Собрав воедино ещё пахнувшую краской раму с прочими томившимися в ожидании детальками, в ночь-полночь, дрожа от нетерпения, как перед первым сексом, не меньше, чем с Синди Кроуфорд, я вытащил мою прекрасную конструкцию во двор.
И первая моя поездка на длинном и низком велосипеде получилась как этот самый первый секс, а именно, было больно и непонятно. Больно взбрыкивало седло по моим булкам во время того, как в непонятно какой момент шатуны втыкались в кочки на асфальте. Пружинная вилка и чёткий, пацанский, экстремально низкий клиренс проделывали все эти вибрации с моим организмом нещадно и в беспорядочной последовательности! Остановился. Глубоко вдохнул дозу ночного городского кислорода. Пришёл в себя. Залюбовался, как изящно, без применения всяких там подножек, велосипед с лёгким игривым наклоном бедра и поворотом руля уверенно стоял сам по себе! Красота! Благоговейно выдохнув и в уме прикинув формулу траектории взаимодействия кривошипных систем с нелинейными поверхностями, минут через десять я уже вполне сносно катился, почти не задевая волгоградский асфальт, качество которого оставалось неизменным со времён бомбардировок сорок второго.
Но я ехал! Ехал на собственном педал-скрепере и это был чистый восторг! Почти такой же, как секс с Синди Кроуфорд, только лучше, потому как она там, в своих голливудах, а это вот всё тут и происходит со мной сейчас!
Желая предварить ваш немой вопрос, скажу пару слов о том, как это оно, ехать на лопате в качестве седла? И-зу-ми-тель-но! Ну, не совсем изумительно, если разом отмахать подряд километров сорок, тут требуются-таки короткие остановки для разгона лимфы в тренированных больших ягодичных мышцах, но всё же весьма и весьма *+%ительно. И кромки ничего не режут, ибо они предварительно загнуты и отшлифованы, и булкам драгоценным тепло и румяно. Это просто, почти как сидеть и немного ёрзать на слегка подрагивающем, для массажного эффекта, деревянном табурете. Вы же можете долго сидеть и немного ёрзать на деревянном табурете? Ну вот и не спрашивайте больше.
Очень удачная оказалась лопата, я эту модель применял на других своих проектах, но об этом в следующих историях.
Прокатался я до утра, одной рукой держа руль, а другой рукой утирая слёзы счастья, попутно получив от немногочисленных свидетелей моего ночного экстаза идею имени для велосипеда.
Имя я решил дать простое, пролетарское. Фрау Варум (Frau Warum). Произошло это потому, что во-первых, я имею некоторое количество немецких корней в своём генеалогическом древе и во-вторых, немногочисленные свидетели моего ночного экстаза задавали мне единодушный вопрос: "-Почему?" Были варианты: Почему такой длинный, почему такой низкий, почему такой странный и почему ты ещё не упал с него? "Почему", по-немецки и будет "Warum". Ну а фрау..
Собственную фрау помимо жены мечтает иметь каждый мужик, не так ли?) Хе-хе ещё раз..)
А почему она едет так здорово и вальяжно, распугивая своим великолепием тьму городских улиц, даже не задумывался, потому что в этот момент получил передозировку эндорфином и просто выпал из реальности.
В то утро я, на своей прекрасной вороной кобыле, въезжал в манящий, неизвестный и прекрасный мир кастомайзинга.
Уроки сварки: сварка полуавтоматом для начинающих
Сварка полуавтоматом – это разновидность электродуговой сварки. В качестве присадочного материала используется сварочная проволока, а защита зоны сварки от атмосферного воздействия происходит подачей сварочного защитного газа. Специальный подающий механизм полуавтомата автоматически подает в зону сварки сварочную проволоку, а перемещение сварочной горелки при сварке производит с необходимой скоростью сварщик.
- Мастерство и опыт сварщика
- Качество и функциональность сварочного полуавтомата и его настройки
- Качество расходных материалов
В данной статье мы и рассмотрим все эти наиболее важные моменты, чтобы сварка полуавтоматом для начинающих стала намного понятнее.

- Высокое качество шва при сварке в защитных газах и отсутствие шлаковой корки
- Более высокая скорость проведения сварочных работ и производительность
- Возможность сварки изделий с малыми толщинами до 1 мм
- Благодаря высокой скорости сварки, происходит умеренное термическое воздействие на материал и меньшее коробление изделий
- Возможность проведения работ во всех пространственных положениях
- Возможность выполнения, как протяженных сварочных швов, так и прихваток
- Научиться работать сварочным полуавтоматом намного проще, чем сваркой штучными электродами, поэтому данную технологию можно рекомендовать новичку
- Относительная сложность настройки полуавтомата
- Оборудование имеет ограничения по мобильности
- Значительная стоимость оборудования и расходных материалов
Выбор полуавтомата для новичка
Современное предложение полуавтоматов на рынке достаточно велико и разобраться в этом разнообразии достаточно сложно. На какие характеристики стоит обратить внимание при выборе сварочного полуавтомата?
Основные характеристики, конструктивные решения и функционал сварочных полуавтоматов в порядке приоритета выбора приведены ниже:
Если сварочный источник приобретается не только для режима MIG/MAG-сварки, но и для проварки толстых заготовок и габаритных изделий или качественной сварки нержавейки, то стоит обратить внимание на универсальные сварочные полуавтоматы . Такие источники дополнительно могут иметь еще один или два режима работы: ММА- и TIG-сварку.

Сварочный ток определяет возможности по сварке изделий различной толщины. Например, для сварки стального профиля толщиной 1…2 мм вполне достаточно аппарата с max сварочным током 160А. Если материал имеет толщину 2…4 мм, то рекомендуем выбрать аппарат с max сварочным током 200А. Аппараты с большими значения сварочного тока уже требуют подключения к промышленной сети 380В.
Для работы дома, в гараже, небольшой мастерской можно выбрать полуавтомат с ПВ40%, для интенсивной и профессиональной работы требуются источники с ПВ60% и выше.
На заметку! Для повышения ПВ% полуавтомата рекомендуется приобретать сварочный аппарат с большим запасом по сварочному току. Например, аппарат с max сварочным током 200А будет более продолжительно работать и обеспечивать ПВ% значительно выше, чем заявлено, на сварочном рабочем токе в 100А.
- Настройка скорости подачи сварочной проволоки, которая напрямую связана со сварочным током. Чем больше скорость подачи, тем больше сварочный ток
- Настройка напряжения сварочной дуги
Синергетический режим или синергетика – это упрощенная настройка полуавтомата, путем установки/задания определенной сварочной программы. Задавая или выбирая значения диаметра сварочной проволоки, материала и защитного газа полуавтомат автоматически подбирает параметры скорости подачи сварочной проволоки/сварочного тока, А и напряжения сварочной дуги, В.

В случае корректировки скорости подачи, в большую или меньшую сторону, сварочная программа также автоматически производит корректировку напряжения. Напряжение дуги, если это требуется, можно корректировать отдельно. Таким образом, полуавтомат с синергетическим управлением будет актуален для новичков и пользователей с небольшим опытом работы с данным оборудованием.
Помимо основных базовых настроек полуавтомата по скорости подачи проволоки/сварочного тока и напряжения, в зависимости от профессионального уровня оборудования и уровня бренда, сварочный источник может иметь или не иметь ниже перечисленные дополнительные настройки и режимы.
- Переключение полярности горелки – для сварки в защитных газах или флюсовой самозащитной проволокой
- Кнопка бестоковой заправки проволоки и проверка продувки газа: для удобной и безопасной подготовки и настройки оборудования;
- Регулировка индуктивности позволяет более точно настроить «мягкую» или «жесткую» сварочную дугу, которая влияет на глубину провара и форму сварного валика;
- Выбор защитного газа (СО2 – углекислота или СО2+Ar – сварочная смесь) обеспечивает более точную и адаптивную настройку полуавтомата под сварочный процесс;
- 2/4 STEP – 2-х или 4-х тактный режим работы сварочной горелки – для удобства выполнения протяженных швов или точечной сварки;
- SPOT-режим – для выставления времени горения дуги для работы в режиме прихваток/ сварочных точек;
- Pre/Post flow – настройка подачи защитного газа по времени до начала и после завершения сварки – для улучшения защитной газовой среды;
- Soft start («мягкий» старт) – плавное нарастание скорости подачи проволоки обеспечивает удобство и качество начала сварочных работ;
- Burn back (отжиг проволоки) – предотвращает приварку проволоки к изделию или контактному наконечнику после завершения сварки;
- PULSE/ DUAL PULSE/ EASY PULSE (импульный режим/ двойной импульс/ упрощенный режим настройки импульсного режима) – режимы, которые применяются для улучшения качества сварного шва/ для уменьшения разбрызгивания металла.
Стоит отметить, что необходимо разумно и обдуманно подходить к выбору данного функционала и режимов работы полуавтомата. Во-первых, необходимо знать и уметь настраивать и работать в этих режимах, а во-вторых каждая функциональная возможность реализованная в оборудовании повышает его стоимость.
Большинство однофазных полуавтоматов оснащены двухроликовыми механизмами протяжки проволоки. Для работы проволокой 0,8…1,0 мм и горелкой длиной 3 м такой конструктив будет оптимальным. Но для работы по алюминию, большими диаметрами сварочной проволоки, 4 или 5 метровыми горелками для стабильности и равномерности подачи проволоки лучше применять полуавтоматы с четырехроликовыми механизмами подачи.

- Лучше, если горелка будет съемной;
- Качественный термоустойчивый пластик ручки;
- Высокие эргономические характеристики ручки и разгружающий запястье шарнир подвода шланг-пакета;
- Качественные расходные материалы (газовое сопло, контактный наконечник и адаптер) и их надежное крепление и центрирование на сварочном гусаке.
Выбор сварочной проволоки и ее заправка

Сварочная проволока по диаметру и марке подбирается в зависимости от материала и толщины свариваемых заготовок.
Проволока диаметром 0,8 мм наиболее популярна и чаще всего используется на однофазных аппаратах. Она наиболее универсальна и применима для стальных заготовок 0,8…3 мм.
- Для низкоуглеродистых и низколегированных сталей;
- Для нержавеющих сталей;
- Для алюминия и алюминиевых сплавов.
В полуавтоматах для сварки с защитным газом используется сплошная сварочная проволока, а для сварки без газа – самозащитная флюсовая проволока (см. рис.1.).
Важная рекомендация! При работе самозащитной флюсовой проволокой без защитных газов полуавтомат должен иметь возможность изменения подключения сварочной горелки на прямую полярность (горелка на «-», а зажим заземления на «+»).
Стоит предупредить всех, кого интересует сварка полуавтоматом для начинающих, что при работе флюсовой самозащитной проволокой есть свои плюсы и минусы.
Рисунок 1. Флюсовая сварочная проволока

- Отсутствие громоздких баллонов с защитным газом, что повышает мобильность;
- Возможность сварки на улице и сквозняках.
- Высокая стоимость;
- Низкое качество сварного шва (рекомендована для неответственных конструкций);
- Необходимость отделять шлаковую корочку.
- D 100 мм (~ 1 кг);
- D 200 мм (~ 5 кг);
- D 300 мм (~ 15 кг).

Заправка сварочной проволоки осуществляется в соответствии с рекомендациями, изложенными в инструкции по эксплуатации:
1. Подключить съемную горелку на полуавтомат
2. Снять газовое сопло и контактный наконечник
3. Установить катушку на кронштейн и создать условие затяжкой резьбы, чтобы она свободно не раскручивалась
4. Канавки на подающем ролике должны соответствовать диаметру устанавливаемой сварочной проволоки
5. Обеспечить заправку сварочной проволоки в подающий механизм с минимальным перегибом и необходимым прижатием (указывается либо в инструкции по эксплуатации, либо на механизме затяжки)

6. Используя кнопку бестоковой заправки, обеспечить протяжку проволоки и выхода ее из адаптера на гусаке
Важное замечание! Контактный наконечник должен соответствовать диаметру устанавливаемой проволоки! Например, если диаметр сварочной проволоки 0,8 мм, то и контактный наконечник должен быть с отверстием диаметром 0,8 мм!
Выбор защитного газа и настройка подачи
При работе полуавтомата сплошной сварочной проволокой применяется защитный газ. Защитный газ под давлением по шланг-пакету через сопло подается в зону сварки для предотвращения окисления расплавленного металла и стабилизации процесса горения дуги.
- Активные;
- Инертные;
- Смеси активных и инертных газов в разных соотношениях.
Для улучшения технологических свойств защитной среды, уменьшению разбрызгивания, лучшего формирования сварного шва применяют смеси активного и инертного газа в определенной пропорции (Аr + СO2). Для сварки низкоуглеродистой и низколегированной сталей применяют следующие смеси: 80% Аr + 20% СO2 или 78% Аr + 22% СO2 . Для сварки высоколегированных и нержавеющих сталей могут применяться специализированные сварочные смеси: 90% Аr + 2% СO2 или 92% Аr + 8% СO2 .
Рекомендация! Для получения качественных сварных швов рекомендуется работать со сварочными защитными смесями. Как правило, сварочные защитные активные газы и смеси приобретаются готовыми в баллонах в специализированных организациях. Баллоны для сварочных смесей можно приобрести разного объема: 5, 10, 40 или 50 л.
Для подключения баллона со сварочным защитным газом к полуавтомату потребуется редуктор для защитных газов. Расход газа при работе однофазным полуавтоматом сварочной проволокой диаметром 0,8 мм и сварочном токе 100А выставляют порядка 8…12 л/мин. Меньший выставленный расход приведет к ухудшению защитных свойств газовой среды, а больший - к неоправданному повышенному расходу газа и возможному «подсосу» воздуха в зону сварки и окислению сварного шва.
Рекомендация! Для выставления необходимого расхода газа на редукторе, необходимо воспользоваться кнопкой продувки газа на панели управления.
Настройка режимов работы полуавтомата
Как мы уже разбирали, настройка полуавтомата достаточно сложный процесс, который требует практического опыта работы с данными технологиями и оборудованием. Необходимо учесть большое количество факторов, такие как толщина и материал заготовок, вид сварного соединения, диаметр сварочной проволоки, защитный газ, пространственное положение сварного шва, температура окружающей среды и т.д..

Настройка полуавтомата начинается с выбора режима по скорости подачи сварочной проволоки и сварочному току. Это две взаимозависимые величины: чем выше скорость подачи, тем больше сварочный ток. Для начала настройки можно обратиться к общим рекомендациям (см. табл. 1.) и затем более точно откорректировать программу сварки.
Таблица 1. Ориентировочные режимы сварки для углеродистых сталей
Диаметр сварочной проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Определить несоответствие скорости подачи проволоки/сварочного тока достаточно просто. Если скорость слишком высокая, то сварочный валик будет слишком высокий, со значительным наплавлением, а также возможны сдвиги металла на сварном шве. Если скорость слишком низкая, то сварной шов теряет правильную форму, становится прерывистый, «проседает» и появляются волнистые углубления.
Скорость подачи должна быть такой, чтобы сварщик мог полностью контролировать процесс плавления металла в сварочной ванне.
Настройка напряжения дуги влияет на процесс нагрева и расплавления металла. Для больших толщин изделий выставляют большее значение напряжения дуги. О верном соответствии установленного напряжения можно судить по проплавлению металла и ширине дорожки цветов побежалости около сварного шва. Если металл прожигается насквозь и дорожка цветов побежалости значительно превышает ширину сварного шва, то необходимо уменьшить значение установленного напряжения.
Индуктивность сварочной дуги – это настройка, которая все чаще появляется в современных инверторных полуавтоматах и позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс. Настройка индуктивности корректирует «жесткость» сварочной дуги. При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавление выставляют большее значение индуктивности, дуга становится «жесткой».
Отличным решением для новичка будут полуавтоматы с режимом синергетики , который обеспечит качественную настройку параметров даже при минимальном опыте сварщика.
Рекомендация! Для получения навыка работы и настройки сварочных параметров полуавтомата рекомендуется потренироваться на стальной пластине формированию валиков сварного шва. Изменение основных параметров при настройке наглядно будет отражаться на форме сварного шва.
Техника сварки полуавтоматом

- Расстояние от сопла до изделия должно быть 8…12 мм
- Вести горелку необходимо углом вперед 45…60° (от себя)
Возможные ошибки в настройке и работе полуавтомата
Громкий «треск» при сварке может указывать на слишком малую скорость подачи сварочной проволки, также можно уменьшить выставленное значение регулировки индуктивности.
Сильное разбрызгивание металла может быть вызвано недостаточной газовой защитой. Также можно уменьшить значение настройки индуктивности. Применение качественной сварочной защитной смеси также снижает разбрызгивание металла.
Прожиги металла и непровары сварного шва можно устранить настройкой напряжения, а также регулировкой индуктивности.
Равномерность по ширине и высоте сварного шва связаны с корректной настройкой скорости подачи сварочной проволоки и техникой выполнения работ непосредственно сварщика.
Надеемся, что теперь сварка полуавтоматом для начинающих перестала быть чем-то из ряда вон выходящим. Пользуйтесь рекомендациями данной статьи, чтобы не допускать ошибок при использовании сварочного полуавтомата.
Как настроить сварочный полуавтомат: Правильно выбираем параметры и функции
Эта статья поможет исключить ошибки в настройке сварочных устройств и укажет начинающим сварщикам нужное направление. Все значения носят рекомендательный характер, поэтому их не нужно воспринимать слишком буквально. У каждого сварочного полуавтомата свои характеристики и особенности. Также на необходимые настройки сварочника влияют внешние факторы: толщина деталей и их положение в пространстве, конфигурация стыка и т. д. Поэтому отталкивайтесь от своей конкретной ситуации и экспериментируйте.
Регулируемые параметры полуавтоматических сварочников

Как настроить сварочный полуавтомат ? Устройства позволяют регулировать подачу проволоки, силу тока, напряжение дуги, поток защитного газа. Помните, что при неудачном балансе между всеми четырьмя параметрами невозможно обеспечить не только нужную форму шва, но и необходимую глубину провара. Одним из индикаторов того, что настройка сварочного аппарата была выполнена успешно, является размер застывшего шарика на конце присадочного материала – он должен быть небольшим.

Напряжение

Величина в сварочных агрегатах может устанавливаться ступенчато или плавно, с помощью механических или цифровых регуляторов. Она зависит от толщины свариваемых заготовок и диаметра сварочной проволоки.
- недостаточное значение параметра приведет к получению чересчур узкого и высокого шва с плохим проваром;
- слишком большое значение способствует формированию чрезмерно широкого шва, возможностью прожига и приварки проволоки к контактному наконечнику.
Некоторые полуавтоматы имеют уже размещенную таблицу с рекомендуемыми значениями. Самым удобным местом для этого является внутренняя сторона крышки, закрывающая катушку с присадочным материалом. Немало подобных таблиц также можно отыскать в интернете.
Скорость подачи проволоки / сила тока

Данный параметр меняют вслед за изменением напряжения или сменой диаметра/марки расходного материала. Следует отметить, что в дорогостоящих полуавтоматах может встречаться автоматическая регулировка скорости движения присадки вместе с изменением напряжения (синергетический режим SYN).
Регулируя подачу расходника в сварочных полуавтоматах, вы также автоматически изменяете силу тока, поскольку ток и скорость взаимосвязаны. Чем быстрее движется расходный материал, тем более высокая сила сварочного тока должна прилагаться. Соответственно, возрастает и температураный режим электросварки.
- слишком высокое значение приведет к тому, что проволока будет не успевать расплавляться и к большому количеству брызг;
- чересчур низкая скорость подачи проволоки приведет к ее расплавлению задолго до прикосновения с деталью, что будет способствовать не только засорению сопла, но и увеличит риск просадок и разрыва шва.
Поток защитного газа

В каждом полуавтомате предусмотрен разъем для соединения с баллоном через газовый шланг. Удастся осуществлять правильный контроль подачи газа, если баллон будет снабжен редуктором с двумя шкалами: давление в МПа или барах (манометр), расход в л/мин (расходометр). Также предусмотрены ротаметры, часто использующиеся на промышленных линиях сварки. Это измерительные приборы, показывающие быстроту расхода вещества путем поднятия поплавка. Они представляют собой прозрачные вертикальные емкости конической формы. Настройка полуавтомата с использованием подобных приспособлений будет более точной.
На баллоне, предназначенном для использования при сварочных работах, можно увидеть два разных вентиля. С помощью первого (на самом баллоне) газ высвобождается из емкости, а с помощью второго регулируется быстрота подачи вещества. Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Если так получилось, что у вас нет необходимых измерительных приборов, все еще есть возможность измерить величину расхода газовой смеси, правда это не очень удобно. Возьмите обычный резиновый воздушный шарик и наденьте его на горелку, чтобы он надувался после нажатия на курок. Он должен полностью надуваться за 30 секунд – это и будет примерно 7-10 л/мин. Чтобы шарик не проткнула присадка, откройте крышку полуавтомата для сварки и переведите расходник в недвижимое состояние с помощью соответствующего рычага.
О недостаточной подаче защитного вещества свидетельствует образование пор в соединении. Явление обуславливается тем, что в сварочную ванну из-за недостатка защиты просачивается воздух из окружающей среды. Различные элементы, находящиеся в воздушных массах, контактируют со свариваемым металлом, вступая с ним в химическую реакцию.
Чрезмерный расход полуавтоматом газа из баллона, в свою очередь, вряд ли можно определить на глаз. Проще экспериментировать на тестовых металлических болванках, начав с минимального объема вещества в минуту. Можно будет прекратить повышать значение, как только добьетесь исчезновения пор. С другой стороны, специалисты с большим опытом в сварочном деле после десятков часов работы с одним и тем же полуавтоматом умеют определять быстроту газового потока на слух.
Что касается выбора газовой смеси, то он зависит от свойств металла заготовок и необходимого качества исполнения шва:
углекислый газ – обеспечивает глубокий провар, но из-за грубого шва и большого количества брызг не подходит для соединения тонколистных заготовок;
В некоторых материалах найдутся другие рекомендации по выбору: смесь углекислоты с аргоном в соотношении 3:1. Такую пропорцию стоит опробовать для сварки тонких листов металла. Она гарантирует получение шва малой толщины и обеспечит минимальное количество брызг.
- сочетание 98% аргона и 2% углекислоты (или 92% аргона и 8% углекислоты) – для работы с нержавеющей сталью.
Следует помнить, что газовая сварка полуавтоматом неэффективна на открытом пространстве в слишком ветреную погоду и в помещениях с сильным сквозняком. В подобных условиях поток защитного вещества крайне нестабилен, что ведет к повышению риска обрывания пор в структуре шва (вне зависимости от настроенной подачи). В таких случаях лучшим выбором будет флюсовая самозащитная сварочная проволока.
Подбор полярности при полуавтоматическом сваривании

Факт того, подключен электрод к «плюсовому» или «минусовому» разъему, также в значительной степени влияет на процесс сварки полуавтоматом. Есть два сценария:
1. Прямая полярность – горелка подключается к «минусу». Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
2. Обратная полярность – горелку подключают на «плюс». Применяется при использовании сплошной сварочной проволоки.
Если применить в сварочном устройстве неправильную полярность для определенного вида расходника, это не самым лучшим образом скажется на прочности получившегося соединения. Также некорректный режим сварки может привести к увеличению количества брызг, уменьшению глубины провара, худшему управлению дугой.
Вылет проволоки

- если используется углекислота или смеси, то разумно держать расстояние в диапазоне 6-10 мм;
- не делайте вылет слишком значительным, так как это ослабляет дугу;
- чем меньше вылет, тем более стабильна дуга и лучше проплавление, даже с не очень большим напряжением;
- сваривание под флюсом требует более длинного вылета, чем обычно (это необходимо для увеличения температуры плавления).
Как вы видите, лучший результат электросварки получится, если вылет расходника в полуавтомате будет как можно более коротким, но не меньше критического значения. Это обусловлено тем, что при отдалении сопла от зоны сваривания уменьшается эффективность газовой защиты.
Обратите внимание! Не путайте вылет и выпуск проволоки. В отличие от первого, выпуск – расстояние от сопла горелки до торцевой части присадочного материала.
Следует учитывать также еще одну регулировку – степень утопленности наконечника горелки внутрь сопла или, наоборот, ее выдвижения наружу. Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Каким именно должен быть вылет и выпуск, также можно определить, исходя из диаметра проволоки. Следует ориентироваться на рекомендуемые в таблице значения:

Неправильное расположение элементов горелки может привести к избыточным брызгам, недостаточному провару, короблению, сквозному прожигу.
Как настроить сварочник для сварки алюминия?

Из-за своих химических свойств алюминиевые детали труднее поддаются соединению электрической дугой. Однако, если следовать всем советам, можно добиться желаемого результата.
- Варить нужно на обратной полярности. Это приведет к более эффективному разрушению оксидной пленки.
- Механизм, подающий расходный материал, оснащается четырьмя роликами (в профессиональных аппаратах). Металл мягкий, поэтому стремится к сминанию. Также надо учесть, что потребуются гладкие ролики в форме буквы U, не имеющие насечек.
- Диаметр проволоки следует подбирать меньший, чем у наконечника для сварки алюминия, так как при нагреве металл очень быстро расширяется.
- Горелка должна обладать тефлоновым каналом для подачи проволоки для минимизации трения расходника.
Правильная настройка сварочного полуавтомата для сварки алюминия также включает бережное затягивание ручки подающего механизма. Сделайте это плотно, но не до упора, чтобы алюминиевая проволока не деформировалась.
Читайте также: