Сварная ванна при сварке электродом
Обновлено: 21.09.2024
Важным фактором, влияющим на геометрические размеры и глубину проплавления сварного шва, является пространственное положение шва. Вертикальное положение особенно подходит для глубокого проникновения, так как давление источника и сила тяжести удаляют расплавленный металл из-под дуги.
По этой же причине глубина проплавления увеличивается при сварке под углом во время подъема и уменьшается при сварке во время спуска. В первом случае металл под действием силы тяжести течет по шине в обратном направлении, уменьшая толщину расплавленного слоя в нагретом месте. Во втором случае металл под действием силы тяжести течет к головке шины перед источником тепла, увеличивая толщину расплавленного слоя.
Формирование сварочной ванны
Формирование сварочной ванны является наиболее важным этапом в получении соединения при сварке плавлением. Форма и размер сварочной ванны определяют форму и размер сварного соединения. Последнее в значительной степени определяет эксплуатационные характеристики соединения.
Форма и размеры сварочной ванны определяются границами изотермической поверхности объемного теплового поля, соответствующего температуре плавления металла МНП. Однако такой подход несколько идеалистичен, поскольку при формировании объема расплавленного металла учитывается только эффект распространения тепла в металл за счет теплопроводности.
В реальных условиях сварки он образуется под влиянием ряда сил, действующих на сварочную ванну, в частности, силы тяжести жидкого металла, его поверхностного натяжения и давления источника нагрева. Дуга, которая локально нагревает и расплавляет края шва, оказывает давление на расплавленный металл так, что он выталкивается из передней части ванны, т.е. части ванны с наибольшей интенсивностью нагрева в задней части. Это уменьшает толщину слоя жидкости под дугой и создает условия для углубления ванны. Это приводит к изменению формы зоны расплава. Давление на расплавленный металл определяется разностью уровней h в ванне. Изменение условий сварки оказывает значительное влияние на формирование сварочной ванны и пропорции ее геометрических размеров.
Формирование сварочной ванны при прохождении электродом
Во время сварки источник тепла перемещается вдоль соединяемых кромок, а вместе с ним перемещается расплавленное пространство или сварочная ванна. При дуговой сварке под флюсом сварочная ванна окружена оболочкой (пузырем) из расплавленного шлакового флюса, который полностью окружает ореол дуги и поэтому невидим глазу. При сварке в газовой среде сварочная ванна окружена прозрачной газовой оболочкой; при сварке в защитной дуге сварочная ванна защищена шлаком и газом. В обоих случаях четко виден ореол дуги. При электрошлаковой сварке и вертикальной сварке под флюсом сварочная ванна изолирована от окружающего воздуха слоем шлака на ее поверхности.
Зоны плавления в сварочной ванне
Считается, что пространство плавления при дуговой сварке делится на две области: «голова», где расплавляется основной металл и дополнительные материалы, и «хвост», где образуется сварочная ванна и начинается кристаллизация. Форма сварочной ванны при дуговом процессе в данном случае характеризуется ее длиной, шириной, толщиной и глубиной проникновения в основной металл. Она ограничена изотермическими поверхностями с температурой плавления основного металла.
Объем сварочной ванны варьируется от 0,1 до 10 см3 в зависимости от метода и режима сварки. Сварочная ванна имеет эллиптическую форму, вытянутую вдоль направления сварки 1. В поперечном сечении форма сварочной ванны сильно варьируется в зависимости от режима и условий сварки. Наиболее характерной особенностью дуговой сварки является провар, который близок к полукругу.
В случае лучевой сварки форма ванны напоминает лезвие острого кинжала.
Сварочная ванна при дуговой сварке
Сварочные ванны при дуговых процессах характеризуются неравномерным распределением температуры. Металл нагревается намного выше температуры плавления в головной части ванны, где плавление металла происходит под воздействием источника тепла и где взаимодействие между металлом и шлаком или газом наиболее интенсивно. В хвостовой части ванны температура близка к температуре плавления основного металла. Средняя температура ванны для дуговой сварки под флюсом конструкционной низкоуглеродистой стали составляет около 1800°C. Максимальная температура в этих условиях достигает 2300°C.
Столб дуги, расположенный в головной части сварочной ванны, оказывает механическое воздействие (давление на поверхность расплавленного основного металла). Это давление обусловлено совместным действием упругого удара заряженных частиц о поверхность металла, давлением газа в дуговом промежутке и течением дуги под действием электродинамических сил. Такой направленный поток наблюдается только в асимметричных дугах, т.е. дугах, горящих между электродами с малой и большой площадью поперечного сечения, в данном случае между электродом или сварочной проволокой и основным металлом.
Это давление заставляет жидкий металл выходить из-под основания дуги, увеличивая глубину проникновения по мере погружения столба дуги в основной металл. Давление, оказываемое дугой на поверхность металла, пропорционально квадрату тока, протекающего через дугу.
Это давление может быть увеличено за счет повышения концентрации источника нагрева, увеличения плотности тока на электроде или использования флюса или огнеупорных покрытий, которые образуют гильзу на кончике электрода (сварка с глубоким проникновением). Естественно, чем выше давление, оказываемое дугой на поверхность расплавленного металла, тем глубже столб дуги будет проникать в металл. Это позволяет снизить давление, используемое при сварке с поступательным движением и многодуговой сварке с наклонными углами наклона электродов.
Жидкий металл вытесняется из-под основания дуги силой, действующей на поверхность сварочной ванны при обратном движении дуги в расплавленное пространство. При плотности электродного тока до 15 А/мм2 это смещение невелико и проявляется в виде образования незаполненных углублений (кратеров). По мере увеличения плотности тока электродов наблюдается довольно выраженное смещение металла в сварочной ванне до полного удаления жидкого металла из зоны головки. Это является причиной разного уровня жидкого металла в начале и конце пространства расплава.
Для поддержания этого разность уровней между давлением дуги, Pd, и гидростатическим давлением жидкого металла и шлака, Pg, должна быть одинаковой: если Pd < Pg, металл и шлак заполнят углубление, образовавшееся в конце шва. Если Pd >Pg, формирование шва будет нарушено.
Технология ванной сварки
Рассмотрим, что представляет ванная сварка, какое оборудование нужно для ее проведения, преимущества и недостатки технологии, а также области ее применения.

Соединение металлических деталей с помощью сварки является наиболее надежным. Ее применяют во многих областях промышленности и в быту.
Наибольший интерес представляет часто применяемая ручная ванная сварка. Рассмотрим, что она собой представляет и какое оборудование нужно для ее проведения, преимущества и недостатки этой технологии, а также области ее применения.
Технология сварки ванным способом

В основном проводится ванная сварка арматуры. Свое название она получила благодаря использованию в технологии расплавленного металлического сплава, находящегося в ограниченной концами соединяемых деталей и накладкой в виде скобы области. Это напоминает ванну, наполненную водой. Жидкий металл состоит из расплавов электрода и соединяемых концов изделий. Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Выполняется сварка с помощью одного электрода или несколькими соединенными пластиной электродами (гребенкой) или электродным держателем

Технология позволяет стыковать горизонтально, наклонно и вертикально расположенные стержни.
При горизонтальном расположении изделий для создания ванны стальную скобу приваривают к области соединяемых арматурных стержней в месте их стыка.
Расстояние между свариваемыми торцами изделий должен составлять 1,5-2 диаметра используемых электродов с покрытием.
При соединении вертикально расположенных стержней применяют штампованную стальную форму, которую приваривают к торцу изделия, расположенного снизу. Затем производят расплавление его сечения с помощью дуги. После этого торец верхнего стержневого элемента прихватывают к расплавленому нижнему сечению и продолжают дальнейшее расплавление соединяемых частей. Происходит постепенное заполнение формы образующимся общим расплавом.
Для того, чтобы освободиться от шлака, делают отверстие в форме с помощью прожигания стенки. После проведения сварки его заваривают.
Особенности выполнения сварки

Чтобы Вы могли понять, как правильно выполняется сварка ванным способом, нужно узнать тонкости процесса.
Особенностью выполнения такой сварки является непрерывность процесса. При этом образующиеся после расплавления металла пузыри, состоящие из инертного газа, и шлаки собираются на поверхности металла. Это значительно улучшает качество стыкового соединения.
Расплавить кромочные части соединяемых деталей возможно только при достижении температуры плавления. Для металлов она имеет очень высокий показатель и получается с помощью плазменной дуги. Сварочная работа должна проходить так:
- Сначала нужно провести возбуждение дуги, которое возникает при контакте рабочего электрода с металлом. Другой электрод сварочного агрегата предварительно крепится к металлу. При соприкосновении с поверхностью рабочий электрод замыкает цепь, создавая ток в сотни ампер и возбуждая тем самым сварочную дугу.
- Затем выполняется сама сварка. Рабочим электродом с возбужденной дугой медленно водят над поверхностью кромок деталей, расплавляя их путем разогрева до температур в тысячи градусов. Сам конец рабочего электрода также подвергается расплавлению.
- Полученный расплав создает «сварочную ванну» в замкнутом пространстве. В результате химических процессов между компонентами расплава (торцевых частей и электрода) происходит образование нового сплава. Шлаковые отложения на поверхности и газовые выделения являются благоприятным фактором, т. к. они защищают расплав от соприкосновения с атмосферой до момента его окончательного застывания.
- При отвердевании нового сплава образуется прочное соединение деталей. На поверхности «правильного шва» соединения должна образоваться ровная корка из шлаковых компонентов.
- Иногда сварщики, пока металл не отвердел окончательно, обстукивают шов, чтобы снять появившееся в металле при сварке напряжение.
- Для получения качественного шва электрод при расплавлении не должен неподвижно располагаться в одном месте. Чтобы создать равномерный расплав, его необходимо двигать, прихватывая нерасплавленные части кромки и одновременно двигаясь поступательно по направлению шва.
Применяемое оборудование

- Сварочного аппарата, служащего для понижения напряжения 220 вольт и создающего постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и имеет много дополнительных функциональных режимов. Сейчас выпускаются аппараты небольших размеров, которые можно использовать дома. Они отличаются высокочастотным напряжением в сотни КГц, преобразующим ток в постоянный.
- Скобы-накладки (ванночки), которые подбираются в зависимости от вида шва и характера свариваемых изделий. Для горизонтальных соединений, например, используются скобы типов С14-Мn, С15-Рс, С16-Мо.
- Для обеспечения защиты расплава в сварной ванне иногда требуется дополнительно создавать среду из инертного газа, т. к. этого требуют характеристики соединяемых материалов. Для этого используют небольшие баллоны с инертным газом, которые есть в продаже.
- Плавящиеся электроды с покрытием из стальных, алюминиевых, медных и других сплавов. Для рядовых работ подойдут стержни марок МР-3 и АНО диаметром 2-4 мм, которые всегда есть в продаже. Для конструкций ответственного назначения используют стержни УОНИ.
- Защитная маска (маска сварщика). Удобнее для работы маска, которую закрепляют на голове. Также нужна специальная одежда и перчатки, защищающие от ультрафиолетовых лучей и брызг расплавленного металла.
Для чего используют этот метод
- металлических арматурных стержней, особенно большого диаметра от 20 до 100 мм;
- стыков толстостенных стальных фланцев, изготовленных из полос;
- стыков многорядных арматурных конструкций в железобетонных сооружениях.
Ванным способом проводят соединения конструкций большинства крупных железобетонных объектов, имеющих сложный каркас.
Преимущества и недостатки
Широкое использование ванной сварки объясняется ее преимуществами:
- технология не требует специального оборудования;
- она удобна, потому что может быть выполнена в любом расположении стыков;
- с помощью ванной сварки достигается единый прочный каркас конструкции без снижения ее жесткости;
- является экономичным видом сварки;
- может применяться для бытовых нужд.
К недостаткам ванно-шовной сварки можно отнести требование соблюдать непрерывность процесса, чтобы поддерживать жидкое состояние металла во время работы. Поэтому замену электродов во время процесса не рекомендуют. В случае необходимости такой замены выполнять это нужно очень быстро.
Несоблюдение температурного режима очень влияет на качестве шва. При слишком быстром охлаждении расплава может образоваться много шлака.
Также не нужно допускать слишком быстрого расплавления металла, поэтому дугу на электроде нужно периодически гасить.
Области использования

Применение ванной сварки распространяется на все сферы строительства и машиностроения. Поэтому предприятия, деятельность которых связана с этими отраслями, часто занимаются сварочными работами. С помощью этой технологии производят сварку элементов конструкций не только в строительстве, но и в сельском хозяйстве, автомобильной промышленности, газовой и нефтяной отрасли.
Также ванная сварка широко используется при строительстве дачных домов и приусадебных построек, квартирном ремонте во время перепланировки и других бытовых работах.
Изучив тонкости ванной сварки, Вы можете попробовать выполнить ее самостоятельно. А если у Вас есть опыт таких работ, вы можете поделиться им в комментариях к этой статье.
Азы сварки металла инвертором для начинающих
Азы и правила сварки инвертором: подготовка к работе электродом для новичков, средства защиты, как правильно настроить и формировать сварочный шов. Применение прямой и обратной полярности. Как научиться резать и варить тонколистовой металл.

В последние десятилетия благодаря бурному развитию полупроводниковых технологий сварка инвертором стала доступна любому домашнему мастеру. Сейчас современный инверторный аппарат бытового назначения для ручной сварки с максимальным током от 160 А и весом около 5 кг можно приобрести всего за 4.5÷5.5 тыс. руб. При этом он будет стандартно оснащен набором возможностей, значительно облегчающих работу сварщика и повышающих качество сварного шва. Это не значит, что сварочный инвертор является аппаратом для «чайников» и не требует никаких знаний и навыков. В основе сварки инвертором лежат те же самые электродуговые процессы и сварочные технологии, что и при использовании сварочного трансформатора. Но в нем реализован ряд автоматизированных функций, которые ранее обеспечивались только высокой квалификацией сварщика. В их число входит облегченный поджиг дуги («горячий пуск»), предотвращение прилипания электрода, переход в импульсный режим для восстановления капельного переноса (форсаж дуги), а также ряд других возможностей, облегчающих сварку и повышающих безопасность труда. Кроме того, инверторы позволяют работать на пониженном напряжении питания и способны сглаживать его скачки в широком диапазоне. Далее будут изложены основные правила работы и некоторые советы, которые могут быть полезны тем, кто впервые сталкивается с этим видом сварочного оборудования.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).

Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Правила формирования сварочного шва и возможные дефекты
Для получения качественного сварочного соединения инвертором необходимо сочетание нескольких факторов. В первую очередь нужно правильно выбрать основные параметры будущего процесса сварки, к которым относятся полярность напряжения, сила тока и диаметр электрода. Кроме того, необходимо знать правила применения различных типов электродов в зависимости от вида свариваемых материалов и разновидностей сварки. Следующим важным моментом является сама технология процесса сварки. Чтобы научиться варить даже при помощи инвертора, который значительно облегчает это процесс, необходимы уроки по отдельным компонентам сварки, таким как зажигание и удержание длины дуги, перемещение электрода под разными углами, а также завершение сварного шва. Правильное выполнение совокупности всех этих компонентов обеспечивает заданное качество сварного соединения. Помимо этого, необходимо освоить подготовку места сварки, а также очистку полученного шва от шлака.
Возникающие в процессе сварки инвертором дефекты являются следствием различных причин. В первую очередь это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и ошибки при выполнении процесса сварки. Непровар сварного шва и насыщение его шлаками может быть следствием занижения величины тока сварки, плохой зачистки места соединения или высокой скорости перемещения электрода. А неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода. Кроме того, некоторые дефекты возникают вследствие особенных физико-химических свойств свариваемого материала. Для того чтобы их избежать, требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Как правильно подобрать электрод
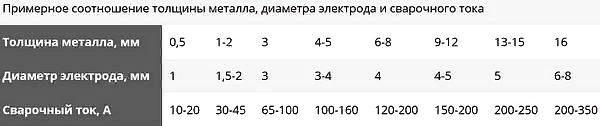
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора. При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов. Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.

Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.

Передвижение и наклон электрода при сварке

При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.

При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Техника сварки тонкого металла инвертором
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.

Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.

Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.

Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка

Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.

Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Технология соединения с помощью ванной сварки

Виды и способы сварки
Ванная сварка используется для соединения сплошных металлических изделий по всему сечению. В результате получают прочную конструкцию без слабых мест.
.jpg)
Требования и ГОСТ
- Запрещено выполнять работы в условиях нестабильного электроснабжения, при отклонении напряжения от номинального более 5%, на неисправном оборудовании (п. 1.15).
- Соединение сдвоенных арматурных стержней данным методом могут проводить только сварщики с соответствующим удостоверением.
Механизированную сварку прутков производят под флюсами следующих марок (п. 3.4.1):
- встык – АНЦ-I, АН-8, ФН-7, АН-22;
- Т-образно, в т.ч. с колоннами – ФК-3, АНЦ-1.
Сфера применения
Ванную технологию используют в следующих отраслях:
- В строительстве. Чаще всего сварку ванным способом используют для сращивания арматуры диаметром более 20 мм и изготовления закладных деталей для железобетонных конструкций.
- В транспортных сетях и трубопроводах. Так варят рельсы и крупноразмерные фланцы, набираемые из нескольких пластин.
- В машиностроении. Изготавливают составные валы и другие детали.
Основные особенности ванной сварки
В качестве источника энергии для нагрева заготовок используют электричество.
Соединение выполняют за 1 раз в полном объеме. Работу нельзя приостановить, чтобы продолжить спустя некоторое время.
По сравнению с традиционным ванный способ сварки менее требователен к подбору диаметра электрода по толщине соединяемых изделий. Часто используют расходник максимально возможного для данного аппарата сечения.
Технология сварочной ванны
Соединение арматурных стержней и других элементов сплошного сечения осуществляют следующим образом:
- Их устанавливают в кондукторе с некоторым зазором.
- Ограничивают пространство между заготовками с 3 сторон специальными накладками или U-образной скобой.
- Плавящимся электродом нагревают торцы до разжижения. Их необходимо постоянно поддерживать в таком состоянии, перемещая инструмент от одного изделия к другому. Постепенно зазор между ними заполнится расплавленным металлом.
Различают ванную и ванно-шовную технологии. Во втором случае накладку приваривают к заготовкам фланговыми швами. В результате она усиливает стык, воспринимая часть нагрузки.
С использованием одного электрода
Для заполнения сварочной ванны 1 расходника не хватает. Так, для соединения арматуры диаметром 28 мм требуется 3 электрода толщиной 4 (мм).
Поскольку работу прерывать нежелательно, расходники приходится быстро менять (допустимая пауза составляет 3-5 секунд).

Многоэлектродная сварка
Проще формировать шов одновременно несколькими расходниками – т.н. гребенкой электродов. До начала работ их прихватками крепят к стальной пластине так, чтобы часть ее оставалась свободной. Этот хвостовик помещают в электрододержатель.
После выполнения сварного шва огарки отбивают и используют пластину повторно.
Техника исполнения не отличается от 1-электродного способа.

Плюсы и минусы метода
К достоинствам ванной сварки относят:
- Высокую прочность, надежность и долговечность соединения.
- Возможность вести работу в любом пространственном положении.
- Простоту реализации. Не требуется сложное и дорогостоящее оборудование, используют традиционные сварочные аппараты. Скобы выпускают в широком ассортименте под любой диаметр арматуры.
- Возможность изготовить жесткий арматурный каркас любых размеров. Альтернативный способ крепления стержней с применением вязальной проволоки в случае с крупногабаритными конструкциями не способен обеспечить такой результат.
- Повышенный расход электродов.
- Энергозатратность.
- Повышенная стоимость работ из-за потери стальных скоб – они привариваются к стержням.
Последний недостаток можно нивелировать, используя многоразовые формы из графита или керамики.
Как выполнять ванную сварку
Соединяемые заготовки очищают от грязи и ржавчины. В противном случае шов будет иметь много дефектов.
Необходимое оборудование
- Сварочный аппарат переменного или постоянного тока.
- Кондуктор, струбцины или иные приспособления для неподвижной фиксации заготовок.
- Ванночки из стали, меди, керамики или графита. Первая разновидность является одноразовой. Существуют формы 2 типов – для вертикальных и горизонтальных соединений.
- Плавящиеся электроды. Наилучшее качество обеспечивают расходники с покрытием основного типа (фтористо-кальциевым), например УОНИ-13/45. В такой обмазке нет органических веществ, поэтому расплав не насыщается водородом. Начинающим будет сложно работать с этими расходниками. Им лучше воспользоваться рутиловыми МР-3, АНО или аналогичными.
- Баллон с инертным газом. Защищает металл шва от окисления в случае применения тугоплавкого электрода (сварка полуавтоматом и автоматом).
.jpg)
В качестве аппарата можно применять самый простой сварочный трансформатор. Более удобен в работе инвертор. Он обладает следующими преимуществами:
- Малыми размерами и весом. Масса устройства составляет всего 3 кг. Уменьшение габаритов трансформатора обусловлено применением специальной схемы, увеличивающей частоту переменного тока до 40-60 кГц.
- Высоким значением напряжения холостого хода. Это облегчает розжиг дуги, что особенно необходимо при использовании электродов с основной обмазкой. Из-за присутствия фтора она затрудняет горение.
- Наличием дополнительных функций, облегчающих розжиг и поддержание дуги («горячий старт», «форсаж разряда», «антизалипание»).
- Высоким КПД.
- Одноразовые стальные марок С14-Мн, С16-Мо, С15-Рс.
- Керамические.
- Из графита марок ЭЭГ, ЭГО, ГМЗ, ППГ, ЭГ1.
- Из меди М1 или М2.
Применение многоразовых накладок дает двойной эффект:
- снижается расход стали на каждый стык;
- обеспечивается большая толщина защитного слоя бетона, в то время как при наличии стальной формы она сильно сокращается.
Выбор режима
Основными параметрами режима сварки являются:
Первую величину подбирают по размеру заготовок. Данные для ванного способа отражены в таблице:
Читайте также: