Сварной шов при сварке взрывом защищается с помощью
Обновлено: 04.10.2024
Первые случаи сварки металлов взрывом были зафиксированы в 1944 – 1946 гг. М.А. Лавретьевым с сотрудниками в Институте математики АН УССР при проведении экспериментов с кумулятивными зарядами. Однако прошло еще около десяти лет, пока появились необходимые предпосылки для создания способа сварки металлов с помощью энергии взрыва. В 50-е гг. ХХ в. был достигнут значительный прогресс в применении энергии взрыва для штамповки, прессования и упрочнения металлов. Это способствовало поиску новых областей применения энергии взрыва в металлообработке. Наиболее интенсивно эти работы начали проводиться в США и СССР.
Сварка взрывом по виду вводимой энергии относится к группе механических процессов соединения металлов. При ней химическая энергия превращения заряда взрывчатого вещества (ВВ) в газообразные продукты взрыва трансформируется в механическую энергию их расширения, сообщая одной из свариваемых частей большую скорость перемещения. Кинетическая энергия соударения движущейся части с поверхностью неподвижной части затрачивается на работу совместной пластической деформации контактирующих слоев металла, приводящей к образованию сварного соединения. Работа пластической деформации переходит в тепло, которое вследствие адиабатического характера процесса из-за больших скоростей может разогревать металл в зоне соединения до высоких температур (вплоть до оплавления локальных объемов).
Принципиальная схема сварки взрывом показана на рис. 7. На основании 1 (земляной грунт, дерево, металл и т. п.) расположена одна из свариваемых деталей 2 (в простейшем случае пластина), над ней параллельно с определенным зазором h расположена вторая деталь 3 на технологических опорах 4. На ее внешней поверхности находится заряд ВВ 5 заданной высоты Н и площади, как правило, равной площади пластины 3 (наиболее широко применяемые для сварки взрывом насыпные ВВ помещаются в открытом контейнере соответствующих размеров). В одном из концов заряда ВВ находится детонатор 6.

При инициировании заряда ВВ по нему распространяется фронт детонационной волны со скоростью D, лежащей для существующих ВВ в пределах 2000—8000 м/с, определяющейся их химическим составом и физическим состоянием. Образующиеся позади него газообразные продукты взрыва в течение короткого времени по инерции сохраняют прежний объем ВВ, находясь в нем под давлением 100—200 тыс, ат, а затем со скоростью 0,50—0,75 D расширяются по нормалям к свободным поверхностям заряда, сообщая находящемуся под ними участку металла импульс, под действием которого объемы изделия последовательно вовлекаются в ускоренное движение к поверхности неподвижной части металла и со скоростью ϑc соударяются с ней. При установившемся про; цессе метаемая пластина на некоторой длине дважды перегибается, ее наклонный участок со скоростью ϑk = D движется за фронтом детонационной волны, а участок перед ее фронтом с непродетонировавшей частью заряда ВВ под действием сил инерции продолжает занимать исходное положение (рис. 8).
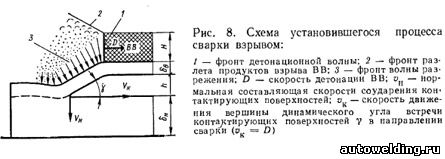
Высокоскоростное соударение метаемой части металла с неподвижной развивает в окрестностях движущейся вершины угла γ встречи их контактирующих поверхностей давления 10 2 — 10 3 кбар. Вызываемое им всестороннее неравномерное сжатие с наиболее благоприятными условиями для пластического течения в направлении процесса сварки благодаря наличию свободной поверхности перед вершиной утла γ и возникновению тангенциальной составляющей скорости ϑc заставит металл поверхностных слоев обеих соударяющихся частей совместно деформироваться в этом же направлении со скоростью ϑk. что приводит к тесному сближению свариваемых частей. При этом процессе окисные пленки и другие поверхностные загрязнения дробятся, рассредоточиваются, а также выносятся из вершины угла у под действием кумулятивного эффекта.
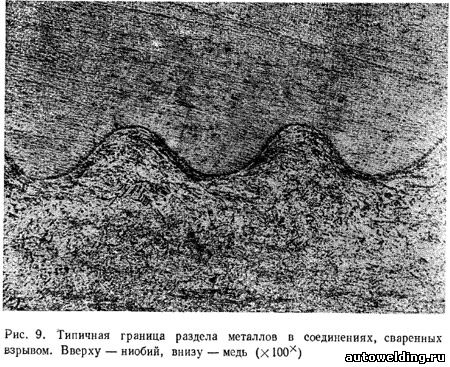
Таким образом, реализуется известная способность металлов образовывать прочные металлические связи в твердой фазе при создании между соединяемыми поверхностями физического контакта и условий для электронного (химического) взаимодействия между ними. Требующаяся для второй стадии процесса энергия активации обеспечивается за счет работы пластической деформации и вызываемого ею нагрева. Объемная диффузия из-за скоротечности процесса, даже несмотря на нагрев, развиваться не успевает, что позволяет широко применять сварку взрывом для соединения разнородных металлов и сплавов — граница раздела металлов обычно резко выражена и имеет вид регулярных синусоидальных волн (рис. 9).
Параметры режима сварки
Динамическими параметрами процесса сварки взрывом являются скорость соударения контактирующих поверхностей ϑc; скорость движения вершины угла встречи контактирующих поверхностей вдоль соединения ϑk; кинетическая энергия соударения свариваемых частей W (отнесенная для удобства к единице площади соединения).
При соударении свариваемых частей по ним распространяется система ударных волн — упругой и следующей за ней пластической, последняя из которых возникает при развитии в окрестностях вершины угла γ определенного динамического давления р и приводит к совместной пластической деформации контактирующих слоев металла.
Особенности микронеоднородности сварных соединений
Физическая и химическая микронеоднородность, являющаяся общей чертой всех сварных соединений из-за местного приложения энергии при сварке взрывом разделяется на 10 основных видов, обусловленных характером и параметрами этого процесса, свойствами и сочетаниями соединяемых материалов.
Физическая микронеоднородность:
не обнаруживающиеся средствами оптической металлографии участки границы раздела металлов с низкой, доходящей до 0 прочностью, образующиеся при недостаточных величинах ϑc и W, видимо, вследствие недостаточного развития пластической деформации, обеспечивающей создание только физического контакта;
участки мартенситнои структуры на границе раздела углеродистой и легированной стали, иногда образующиеся из-за чрезмерного локального выделения тепла пластической деформации при развитии се неравномерности по профилю волн и быстрого отвода тепла в прилежащий холодный металл (рис. 12);

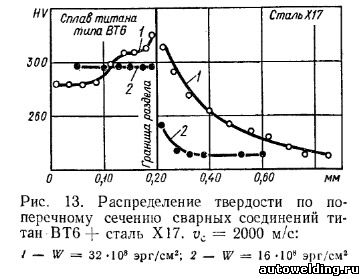
повышающие прочность соединений слои металла у границы раздела, упрочненные пластической деформацией, ширина и твердость которых растет с увеличением W (рис. 13);
участки рекристаллизованной структуры вблизи границы раздела металлов или оплавленных участков, образующиеся под действием тепла пластическойдеформации или тепла, выделяющегося при кристаллизации оплавленного металла (рис. 15).

Химическая микронеоднородность:
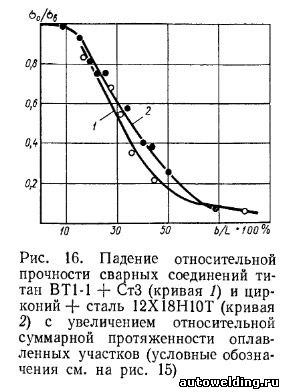
локальные участки оплавленного металла трех видов, образующиеся в соединениях разнородных металлов со свойствами, обусловленными их сочетаниями:состоящие из твердых растворов, обладающих непрерывной взаимной растворимостью, практически не влияющие (а иногда и повышающие) на прочность соединений, если они не содержат кристаллизационных дефектов; состоящие из интерметаллических соединений и эвтектик в композициях с ограниченной растворимостью (например, титан — сталь), практически не участвующие в работе соединений и линейно снижающие их прочность с ростом относительной протяженности (рис. 16);
состоящие из мелкодиспергированных частиц обоих сваренных металлов в композициях, не взаимодействующих в равновесном состоянии (например, серебро — сталь), (см. рис. 15); примыкающие к границе раздела металлов слои с однофазной структурой в соединениях двухфазных сплавов с второй фазой, упрочняющей границы твердого раствора; при этом вторая фаза скапливается на внешних границах однофазных слоев. Механизм образования этой неоднородности требует специального изучения.
В заключение необходимо отметить отсутствие на границах раздела разнородных металлов диффузионных зон или перемешивания (в соединениях без оплавленных участков), не обнаруживаемых электронной микроскопией и локальным рентгеноспектральным анализом, что позволяет с помощью сварки взрывом получать прочные соединения между разнородными металлами и сплавами.
Влияние исходного состояния свариваемых материалов
Повышение исходной твердости обоих или одного из свариваемых металлов при неизменных параметрах процесса вызывает уменьшение длины и амплитуды волн на границе раздела металлов и увеличение относительной протяженности оплавленных участков. При сварке однородных материалов это почти не отражается на прочности сварных соединений, при сварке разнородных — является условием, ограничивающим получение равнопрочных соединений.
К чистоте механической обработки контактирующих поверхностей предъявляется следующее требование: шаг между зубцами характерного для механической обработки пилообразного профиля не должен превышать длины волн, зафиксированных на границе раздела металлов при выбранных (оптимальных) условиях сварки данных материалов с гладкими (шлифованными или прокатанными) поверхностями. В противном случае длина волн принудительно повторяет шаг между зубцами механической обработки с образованием завихрений, а в них — соответствующих видов микронеоднородности.Обязательными являются зачистка до металлического блеска и обезжиривание.
Взрывчатые вещества для сварки
Наиболее употребительными являются насыпные ВВ, так как они позволяют легко создавать заряды требуемых форм и размеров.
Из-за значительного разброса скоростей детонации целесообразно для каждой партии ВВ определять ее опытным путем.
Области применения
Перспективы и области применения сварки взрывом определяются способностью создавать в твердой фазе прочные соединения за счет поверхностных металлических связей без развития объемной диффузии вследствие скоротечности процесса на больших, практически неограниченных площадях (имеются примеры сварки соединений площадью 15—20 м 2 ). Это позволяет применять сварку взрывом для:изготовления композиционных сутунок и слябов с высокопрочным соединением слоев из разнородных металлов, сплавов и сталей для прокатки в двух- и многослойные листы;
непосредственного изготовления биметаллических листов металлов и сплавов в любых сочетаниях;
изготовления сплошных и полых цилиндрических композиционных заготовок для профильного проката и непосредственного использования в деталях машин;
непосредственной облицовки заготовок деталей машин (например, лопастей гидротурбин) металлами и сплавами;
изготовления из разнородных металлов и сплавов плоских композиционных карточек с высокопрочным соединением слоев, вырезки из них поперек слоев переходников необходимой конфигурации (полос, колец, фланцев и т. п.) и вварки их обычными способами между деталями из одноименных материалов; в этом случае открываются широкие возможности для создания композиций с промежуточными слоями, играющими при нагревах роль диффузионных барьеров между основными, и для повышения прочности и работоспособности таких переходников с помощью контактного упрочнения промежуточных слоев при уменьшении их относительной толщины в неограниченных пределах;
изготовления в виде плоских листов и цилиндрических обечаек волокнистых композиционных материалов с неограниченным числом слоев матрицы и волокон;
изготовления некоторых типов сварных соединений между элементами конструкций из однородных и разнородных материалов (например, труб с трубными досками);
Сварка взрывом
Технология литья применяется для получения самых различных изделий. Однако, зачастую приходится применять другой метод соединения отдельных изделий, который предусматривает сварку. Было разработано довольно большое количество различных методов сварки. Сегодня сварка взрывом встречается все чаще. Подобный технологический процесс может применяться для получения биметаллических заготовок. В качестве заготовки могут применяться самые различные материалы.

Режимы и процесс сварки
На сегодняшний день сварка взрывом проводится без применения точных режимов и расчетов. Это связано с тем, что технология пока до конца не разработана. Именно поэтому сварку взрывом можно считать скорее экспериментальным методом обработки, нежели точным, подходящим для массового производства. Рассматривая процесс сварки взрывом следует уделить внимание следующим моментам:
- Не был разработан процесс, который позволяет получить точный результат. Сварка методом взрыва считается экспериментальным.
- После проведения рассматриваемой процедуры сложно предугадать конечный результат. Это связано с тем, что взрывную волну контролировать практически не возможно.
- Схема сварки взрывом разрабатывается исходя из особенностей применяемых материалов. Основные параметры выбираются в зависимости от конкретного случая.

Процесс сварки взрывом
Следует учитывать, что есть заранее разработанные параметры процесса. Они могут применяться для получения определенных результатов.
Способы сварки взрывом
На сегодняшний день выделяют две основные схемы сварки взрывом. Подобная технология может применяться для различных сплавов и металлов. Изготовление биметаллических заготовок проводится следующим образом:
- Основная заготовка располагается на опорном фундаменте. Он может изготавливаться при изготовлении бетона, который упрочняется металлическими прутьями. Кроме этого, для гашения взрывной волны создается песчаная подушка.
- Технология предусматривает перемещение второго листа металла, который располагается под углом 3-10 процентов относительно первой.
- По длине второго листа равномерно распределяется взрывчатка. Для взрыва требуется детонатор.
- После контролируемого взрыва второй лист перемещается в течение нескольких долей секунд. За счет сильного удара происходит соединение отдельных металлических листов.
Подобная технология применяется в случае, когда требуется провести сопряжение листовых материалов.
Вторая технология касается плавки труб по стыку. В этом случае также применяется сварка с взрывом. К особенностям подобного метода можно отнести следующие моменты:
- На место стыка закладывается взрывчатое вещество. Стоит учитывать, что она должна располагаться в виде кольцеобразной полосы.
- Для того чтобы исключить вероятность деформации самой трубы внутрь вставляется металлический сердечник. Если этого не сделать, то труба может сплюснуться.

Схема сварки на стадии взрыва
Обе технологии могут привести к повреждению заготовки если неправильно выбрать количество и тип взрывчатки. Именно поэтому нужно проводить точные расчеты.
Какое оборудование необходимо?
Для целенаправленного взрыва требуется специальное оборудование. Для проведения подобной работы потребуется:
- Взрывчатое вещество. Существует достаточно большое количество подобных веществ, которые могут использоваться для взрыва. Выбрать наиболее подходящий сможет исключительно специалист
- Две заготовки, которые нужно соединить. Они могут быть представлены листовым металлом или цилиндрическими заготовками.
- Детонатор, подающий ток для взрыва.
- Если проводится соединение небольших изделий, то можно использовать специальную камеру для проведения взрыва. Размещается она, как правило, на производственной площадке. При изготовлении применяются высокопрочные материалы, которые также выдерживаются воздействие высокой температуры.

Результат сварки — биметалл
Стоит учитывать, что для проведения работы нужно подготовить полигон и площадку для взрыва или специальную камеру. Некоторые элементы предназначены для перенаправления взрывной волны, за счет чего повышается эффективность применяемой технологии.
Технология сварки взрывом
Стоит учитывать, что рассматриваемая технология характеризуется довольно большим количеством особенностей. Примером назовем следующие моменты:
- Для совершения соединения требуется всего несколько мгновений. За счет сильного механического воздействия создается прочное соединение, которое сможет выдержать серьезное механическое воздействие.
- Рассматриваемая технология не ограничивает размеры соединяемых заготовок. Если нужно провести плавку больших изделий, то обычная технология, связанная с использованием обычного инвертора, не подходит. Большей производительностью характеризуется именно рассматриваемый метод.
- Особенностью технологии также можно назвать то, что она применяется для соединения различных по химическому составу материалы.
- После применения сварки методом взрыва необходимо помнить о том, что при повторном подогреве зоны соединения может появится интенсивная диффузия.
- При воздействии высокой температуры свойства шва могут со временем пропасть. При этом показатель прочности и надежности существенно снизиться.

При соединении стали и титана может применяться ванадий и ниобий в качестве прослойки. В противном случае со временем место соединения не выдержит сильное механическое воздействие.
Не стоит забывать о технике безопасности. Взрывная волна несет с собой опасность для самого исполнителя и окружающих. При разработке рассматриваемого метода уделили довольно много внимания технике безопасности. Ее особенностями назовем следующие моменты:
- Полигоны должны быть расположены вдали от жилых объектов и населенных пунктов. Это связано с тем, что взрывная волна может привести к повреждению построек.
- Рабочая площадка зачастую создается при применении песка. Рекомендуемая толщина песчаной подушки составляет 1 метр. Если расчетная сила воздействия составляет 200 килограмм, то проводится особая подготовка площадки.
- При обработке небольших изделий и применении заряда с воздействием 20 килограмм применяется взрывная камера. Подобная конструкция может быть расположена на заводе или в специальном помещении. Рекомендуемая толщина стенок составляет 25 см. При изготовлении подобной конструкции применяются материалы, которые могут выдерживать подобного рода воздействие.
- Оператор должен использовать специальную одежду и средства индивидуальной защиты. Особое внимание уделяется противопожарной безопасности, так как взрыв может привести к появлению очага возгорания.
Стоит учитывать, что технология может проводится исключительно лицами, которые получили соответствующее разрешение.
Подготовка к работе
Повысить качество сваренных металлов можно при тщательной подготовке к проводимому процессу. Для проведения сварки методом взрыва требуется:
- Более подходящее взрывчатое вещество к рассматриваемому случаю.
- Опорный фундамент, который должен выдержать сильное воздействие. Перед непосредственным проведением работы нужно проверить состояние опорного фундамента. Различные дефекты могут привести к тому, что основание не выдержит оказываемое воздействие.
- Детали, подвергаемые соединению. Они предварительно подготавливаются. Для этого поверхностный слой может сниматься абразивным материалом.
- Детонатор требуется для взрыва.
Стоит учитывать, что особенности подготовительного процесса во многом зависят от типа соединяемых материалов. Примером можно назвать нижеприведенные примеры:
- Крупногабаритные детали.
- Детали цилиндрической формы.
- Многослойные и волокнистые армированные детали.

Полигон для сварки
Не стоит забывать о том, что фундаментная плита может выдерживать всего несколько взрывов. После этого она разрушается и приходится проводить подготовку полигона повторно.
Преимущества и недостатки сварки взрывом
Как и у многих других технологий, у сварки методом взрыва есть довольно большое количество положительных и отрицательных сторон. Плюсами можно назвать:
- Высокая скорость обработки соединяемых элементов. Как ранее было отмечено, на соединение металла требуется всего несколько долей секунды. Однако, на подготовку полигона и самих материалов требуется довольно большое количество времени.
- Возможно получить качественные соединения биметалла. Стоит учитывать, что другие технологии не позволяют соединить материалы с различными физико-механическими параметрами.
- Технология позволяет проводить соединение материалов, которые характеризуются низкой степенью обрабатываемости.
- Можно создать изделие для дальнейшей ковки и штамповки. В последнее время для упрочнения поверхности проводится ковка и штамповка. Обычный шов характеризуется тем, что не может выдерживать воздействие переменной нагрузки.
- Можно получить изделие со сложной формой углов. Примером можно назвать изделия с изгибами.
Сварка взрывом считается сложным технологическим процессом, однако она может применяться для получения самых сложных изделий. Есть и несколько серьезных недостатков:
- Низкая степень безопасности при проведении взрыва. Это связано с тем, что контролировать взрывную волну достаточно сложно.
- Для того чтобы предоставлять рассматриваемые услуги нужно пройти специальное обучение и получить на это допуск. Несоблюдение технологии приводит к тому, что заготовка может быть повреждена.
- Работа может проводится только при условии наличия специальной защитной камеры или полигона.
- Автоматизировать рассматриваемый процесс практически невозможно. Именно поэтому к каждому процессу соединения изделий приходится тщательно подготавливаться.
Вышеприведенная информация определяет то, что положительных сторон у сварки взрывом намного больше, чем отрицательных.
Химическая и физическая микронеоднородность сварных соединений проявляется при применении практически всех разновидностей сварки. К особенностям можно отнести несколько моментов:
- Физическая неоднородность обнаруживается при применении металлографии. За счет этого прочность получаемой конструкции существенно снижается.
- Химическая неоднородность также может существенно снизить качество соединения.
Именно поэтому при воздействии высокой температуры на зону соединения коэффициент прочности и надежности может существенно снизится.
Исходное состояние изделий во многом отражается на качестве соединения. На состояние шва может отражаться:
- Наличие или отсутствие загрязнений. Кроме этого, коррозия на поверхности может существенно снизить качество соединения.
- Степень проявления микронеровностей. Если поверхность характеризуется сильной волнистостью, то нужно провести ее предварительное выравнивание.
- Тип соединяемых металлов. При необходимости можно провести соединение легированных сплавов и углеродистых сталей, цветных металлов.
Сварочный шов при сварке взрывом
Рассматриваемый способ сварки характеризуется тем, что подготавливать поверхность к обработке не нужно. За счет этого существенно упрощается процесс и снижаются расходы.
Встречается довольно большое количество различных взрывчатых веществ, которые могут применяться при сварке. Среди особенностей их выбора отметим следующие моменты:
- Большей популярностью пользуются насыпные вещества, так как при их применении можно создать заряд требуемой формы и размеров.
- Уделяется внимание также выбору детонатора.
Для каждого случая выбирается вещество опытным путем. В специализированных магазинах можно встретить требуемые материалы.
Трудности взрывного процесса
Сварка взрывом характеризуется довольно большим количеством трудностей. Примером можно назвать следующую информацию:
- Главная трудность касается хранения и применения взрывчатых веществ.
- При взрыве нельзя исключить вероятность воздействия взрывной волны на окружающую среду.
- Для того чтобы исключить вероятность воздействия проводимой процедуры на окружающую среду сварка должна проводится на специальных полигонах. При этом они должны быть расположены вдали от промышленных и жилых зон.
- Если проводится соединение небольших изделий, то можно использовать специальные камеры.
- Соединение разнородных металлов также приводит к существенным проблемам. Примером можно назвать снижение прочности.
- Для повышения качества соединения рекомендуется провести тщательную подготовку соединяемых поверхностей. Проводится очистка до получения металлического блеска.
- Еще одной серьезной трудностью можно назвать расчет требуемого количества взрывчатого вещества. В некоторых случаях подобные параметры проверяются экспериментальным способом.

Пример изделий, полученных с помощью сварки взрывом
Обеспечить наиболее благоприятные условия для проведения сварки методом взрыва достаточно сложно.
Рассматриваемый метод применяется крайне редко. Это связано с большим количеством проблем, которые связаны с подготовкой полигона и хранением взрывчатого вещества. Сварка взрывом характеризуется эффективностью в нижеприведенных случаях:
- При создании качественных и надежных стыков труб.
- При объединении металлов с различными свойствами.
- При получении монолитных изделий сложной формы.
- При соединении металлических конструкций сложной конфигурации.
- При получении композитных заготовок, которые имеют цилиндрическую форму.
В целом можно сказать, что технология не используется для получения обычных изделий. Это связано с высокой стоимостью применяемых материалов и сложностями с подготовкой полигона для проведения работ.
В заключение отметим, что сварка методом взрыва должна проводится исключительно при соблюдении техники безопасности. Даже мельчайшие ошибки могут привести к деформации изделий и некоторым другим проблемам.
Виды сварки металлов
На сегодняшний день применяются различные виды стыковки металлов, основные различия и характеристики подразделяются на техническую, физическую, а также технологические разновидности. Технологический процесс соединения подразумевает взаимодействия материалов на межатомном уровне путем воздействия температур. Несъемные крепления используются для множества материалов, основные из них металлические детали, также свариваются стекло, пластмасса и керамика. Процесс происходит основными способами ручной, полуавтоматической или автоматической, в зависимости от характеристик механизмов.

Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.

Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно. Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.

Расплав металла сваркой
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:
- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
Плазменная сварка Электрошлаковая сварка
Важность технологических свойств
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.

Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Термический класс сварки
Данный класс сварочных работ выполняется путем плавления кромок частей материалов. В начале процесса образуется сварочная ванна, после отвода которой производится шов. Классификация видов сварки термическим способом разделяется на основные подкатегории:
- газовая;
- электронно-лучевая;
- плазменная;
- лазерная;
- термитная;
- электрически дуговая стыковка.
Наиболее распространенным считается последний вариант т.к. не требует специализированного инструмента, приспособлений.
Дуговая сварка
Электродуговая стыковка деталей пользуется наибольшей популярностью при проведении работ. Электрическая дуга между электродами производится мощным разрядом, одним из элементов производится процесс сварки.

Схема дуговой сварки
Работа производится после обработки, заготовки материала, состоит из основных этапов.
- Производится соприкосновение электрода с металлом, что вызывает короткое замыкание, после этого, инструмент отводится на расстояние не более 5 мм. Короткое замыкание служит для достижения электродом требуемой температуры, путем интенсивной эмиссии электронов в конструкции катода. После достижения стабильной, устойчивой дуги, производятся работы.
- Устойчивый дуговой заряд производится путем ускорения электронов в электрическом поле, происходит ионизация газового соединения анода с катодом. Температура электрической дуги, как источника тепла достигает до 6000⁰. Сварочный ток при напряжении дуги до 50 В, использования покрытого специальным составов, достигает до 3 кПа.
Предназначение данного вида сварки с использованием покрытых электродов состоит в легировании состава шва, защиты расплава от окружающих воздействий путем газового и шлакового способа.
Газовая сварка
Электродуговой способ, при котором осуществляется процесс в газовой защитной среде. Подразделяются газообразные вещества на инертные и активные виды.
Методики сварки существуют МИГ и МАГ разновидностей, основное предназначение состоит в использовании универсальных материалов, различаются механическими параметрами.
Перед использованием оборудования необходимо проверить все составляющие, зачистить обрабатываемый металл от окраски и ржавчины.

Устройство аппарата для газовой сварки
Комплект газосварочного оборудования состоит из:
- кислородный рукав номинальным давлением 0,64 МПа, используется для подачи ацетилена;
- подача кислорода производится через рукав третьей категории давлением до 2 МПА;
- два редуктора для регулировки давления;
- баллоны объемом от 40 л;
- горелка с регулировочным винтом.
Давление подачи ацетилена производится регулировкой редуктора на баллоне, специальный манометр указывает на точный параметр. Давление горючей смеси должно составлять около 0,2 МПа, кислород регулируется идентичным способом до уровня 0,5 МПа. Регулировка газовой горелки происходит путем открытия подачи ацетилена до тех пор, пока огонь не стабилизируется у основания, кислородом устанавливается мощность пламени.
Основные составляющие пламени это ядро, зона восстановления и факел. Горелка располагается под определенным градусом к основному металлу, расстояние между ядром и материалом составляет 1,5 мм. Поступательными движениями разогревается металл до температуры плавления, после изменяется градус подачи горелки, подается присадочная проволока.
Лучевая сварка
Высокое качества шва достигается путем работы в вакууме. Процесс представляет собой передачу мощного пучка энергии к заготовке. Электроны взаимодействуют со составляющими веществами материала, что приводит к быстрому разогреву, достижению необходимой температуры плавления. Используются данная категория сварочных работ при работе с микроэлементами, т.к. луч можно регулировать до размеров микрона в диаметре.
Установка для лучевой сварки Схема электролучевой сварки
Термитная сварка
Сварка происходит с использованием специального материала – термит, состоящего из соединений магния или алюминия, железной окалины. Порошкообразная смесь применятся к подготовленным в жаропрочном виде материала металлам, предварительно разжигая запалом либо электрической дугой. Результатом становится прочное соединение, основное предназначение данного вида работ состоит в стыковке труб, рельсов, наплавки массивных изделий.
Электрошлаковая сварка
Относительно новый способ произведения сварочных работ разработан в институте им. Патона. Подготовленные детали обволакиваются шлаком, который нагрет до температур, превышающих плавление проволоки и металла. Электрошлаковая сварка позволяет заполнять большие разрывы в один проход, процесс не отличается от дугового вида стыковки металлов. Высокое качества шва достигается за счет образования защитной ванны, которая выдвигает нестабильные соединения металлов на поверхность.

Схема процесса электрошлаковой сварки
Процесс электрошлакового вида сварки происходит следующим образом:
- кромки вертикально расположенных деталей наклоняются на 20-25⁰ по отношению к размеченной части;
- устанавливается необходимый зазор для помещения порошка;
- дуга, разжигаемая между нижней пластиной и электродом, расположенным сверху расплавляет флюс;
- шлаковая ванна возникает путем плавления флюса, медных ползунов, после чего шунтируемая дуга потухает;
- происходит переход из дугового вида в шлаковую, ванная которой нагревается до 1700⁰;
- кромки металла расплавляются шлаком в сварочной ванне, после удаления электрода происходит остывание и кристаллизация металла.
Данным способом возможно работать со сложными швами, крупногабаритными деталями. Повышенное качество, отсутствие трещинообразования, позволяют стыковать шлаковой сваркой ответственные детали.
Газовые примеси и пузыри удаляются без затруднений из зоны сварки, этому способствует вертикальное расположение конструкции.
Термомеханический класс сварки
Комбинированный способ предлагает воздействие не только повышенной температурой на металл, но и механические усилия. В большинстве случаев, используется при стыковке малогабаритных частей, которые обычным способом качественно связать не представляется возможности. Процесс происходит в электродах — губках, в которых закрепляется две части деталей. Основными видами сварки называются контактная, диффузионная и кузнечные способы.
Кузнечная сварка
Качественное соединение кузнечным способом работ достигается при условиях очищенных от налетов, окислов прилагаемых поверхностей. Работа ручным инструментом осуществляется по нагретому металлу, детали нахлестываются и производятся удары молотком по поверхности.
Способы кузнечной сварки Кузнечная сварка
Кузнечный вид сварки применяется далеко не ко всем материалам, имеет малую производительность, требует достаточного опыта от кузнеца.
Современные виды работ вытеснили кузнечное дело ввиду малой надежности стыкованных деталей.
Контактная сварка
Нагрев при сварке сопротивлением достигается прилеганием поверхности иглы к изделию. Электрический ток проходит через инструмент нужного диаметра, предварительно необходимо подготовить металл путем сдавливания или осадочного механического воздействия. Химическое воздействие атомов металла дает возможность сварить мелкие детали, легко поддается автоматизации и высокопроизводительна.

Различается на три основные способа, точечную, роликовую и стыковую разновидность. Широко применяется в промышленности и машиностроении, в труднодоступных местах и соединениях.
Диффузионная сварка
Основой способ является использования диффузии атомов при высоком уровне вакуума. Поверхностные слои металла нагреваются в силу высокой диффузионной способности атомов до температур, приближенной к плавлению. Контакт и надежная стыковка происходит механическим воздействием высокой силы, минимальная мощность сжатия составляет 20 МПа.
Применяется данный вид при плохо контактирующих материалах.
Процесс начинается с помещения деталей в специальную камеру, крепление и передачи усилия. Материалы выдерживаются определенной время, под воздействием электрического тока.
Механический класс сварки
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.

После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Холодная сварка
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Сварка взрывом
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.

Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.
Как осуществляется сварка взрывом

Виды и способы сварки
Сварочные работы – самый распространенный способ соединения металлических заготовок. Однако применение классических методов возможно не всегда. Трудности возникают при работе с изделиями, имеющими разные физические и химические свойства. Решением проблемы становится сварка взрывом. Она используется для создания многослойных металлоконструкций.
.jpg)
Достоинства и недостатки метода
Способ применим не всегда, он требует соблюдения особых условий. Несмотря на это, технология имеет достоинства:
- возможность соединения деталей из материалов, обладающих разными химическими и физическими свойствами;
- сохранение особенностей каждого из компонентов многослойной конструкции (допускается создание композиций с нужными характеристиками);
- возможность замены дорогостоящих деталей из цветных металлов плакированными из черных;
- высокая прочность сварного шва (она не меняется при термическом и механическом воздействии на готовую конструкцию);
- возможность применения метода для создания сложных металлических изделий (можно обрабатывать угловые и извилистые поверхности);
- высокая производительность работы.
У метода есть как преимущества, так и недостатки. Главное отрицательное качество – невозможность постоянного управления процессом. Образующаяся при работе взрывная волна представляет опасность.
Сварка сопровождается резким повышением уровня шума. К другим отрицательным сторонам можно отнести:
- необходимость работы в специализированных металлических камерах;
- потребность в создании железобетонных подложек для сварки листовых металлов;
- возможность снижения прочности шва при дальнейшей обработке металлоконструкции;
- необходимость тщательного соблюдения правил безопасности при использовании взрывчатых веществ;
- потребность в длительной предварительной обработке свариваемых элементов;
- необходимость подготовки кадров, замена специалистов роботами невозможна.
Применение взрывной технологии
Таким методом создают разные виды многослойных материалов, состоящих из металлов и пластика. Взрывная сварка применяется для:
- повышения прочности компонентов оборудования, которые должны обладать высокой износостойкостью и работать при экстремальных температурах;
- покрытия защитным слоем литых и полых деталей;
- создания композиционных конструкций в виде труб.
Сварные элементы выравнивают путем прессования и прокатки.
Для удаления лишнего напряжения и снижения твердости материал подвергают термическому воздействию. Многослойные изделия можно резать, шлифовать, фрезеровать, ковать.
Требования к материалам
При сварке металлов, обладающих низкой пластичностью, могут возникать затруднения. Для соединения деталей из легкоплавких материалов требуется меньшее количество энергии. Поверхности нужно защищать от негативного влияния взрывной волны. Достаточно сложно методом взрыва получать композиции из стали с титаном или алюминием. Процесс протекает при средних параметрах. При соединении толстых листов используют прослойки, не образующие хрупкие композиции со свариваемыми металлами. Прочность шва зависит и от твердости деталей.

Как это работает
Соединение элементов осуществляется благодаря силовому воздействию взрывной волны и высокотемпературному влиянию плазмы. Материалы взаимно деформируются на молекулярном уровне. Появляется общая кристаллическая решетка, образуются свободные электроны. Расплавления не происходит, поэтому химического воздействия не наблюдается.
Технология сварки взрывом со схемой
Сварочный процесс имеет следующие особенности:
- Детали соединяют путем кратковременного воздействия. Сильное давление создает прочный шов, способный выдерживать любые механические нагрузки.
- Размеры скрепляемых заготовок не ограничены. При необходимости соединения поверхностей габаритных изделий метод взрыва является единственно возможным. Он отличается высокой производительностью.
- В процессе сварки верхняя деталь вращается, нижняя – остается в исходном положении. Сохранение энергии наблюдается и после взрыва. Вращаться начинают оба элемента.
- От скорости движения верхней пластины зависит качество получаемого шва. Этот параметр должен быть достаточно большим, чтобы заготовки прочно скрепились друг с другом. В процессе работы нужно наблюдать за скоростью.
Применяют 2 схемы сварки – параллельную и угловую. Нижняя деталь в обоих случаях лежит горизонтально. Однако при угловом методе верхний элемент устанавливается под наклоном.
Влияние первоначального состояния металлов
Качество получаемого соединения во многом зависит от исходного состояния деталей. К материалам предъявляются такие требования:
- Отсутствие загрязнений. Прочность шва снижается при наличии следов ржавчины или жира на поверхностях.
- Отсутствие неровностей. Если поверхность имеет выраженные дефекты, перед обработкой взрывом ее необходимо выровнять.
- Тип материала. При необходимости методом взрыва можно соединять углеродистые и легированные стали, алюминий, медь и другие цветные металлы.
Неоднородные соединения
Эта особенность в той или иной мере проявляется при использовании любых способов. При сварке взрывом могут обнаруживаться следующие признаки:
- Физическая неоднородность. Определяется при использовании металлографии. Существенно ухудшает эксплуатационные характеристики готовой конструкции.
- Химическая неоднородность. Также негативно отражается на качестве сварного соединения.

Эти факторы наиболее сильно проявляются при соединении элементов из разных материалов.
Режимы сварки
Взрывной метод применяют без четких режимов и параметров, что объясняется недоработанностью технологии, невозможностью полного контроля процесса. Сварка взрывом считается экспериментальным способом, не подходящим для конвейерного производства. При планировании процесса учитывают следующие моменты:
- Предугадать конечный результат невозможно, однако установка разработанных заранее параметров поможет приблизить его к желаемому.
- Управлять взрывной волной не получится.
- Схему работ выбирают с учетом особенностей соединяемых материалов. Для каждого случая предназначены свои параметры.
Перечень оборудования и расходников
Для выполнения сварки методом взрыва потребуются:
- 2 детали, которые будут соединяться. Они могут иметь вид листов или труб.
- Детонатор, выдающий ток, необходимый для взрыва.
- Камера для проведения процесса. Ее устанавливают на строительной или производственной площадке. Для изготовления камеры применяют ударопрочные материалы, нечувствительные к воздействию высокой температуры.
Для проведения масштабных работ потребуется полигон. Он снабжается элементами, перенаправляющими взрывную волну. Это повышает эффективность сварочных работ.
Выбор взрывчатки
Существует множество веществ, предназначенных для взрыва. Их выбирают с учетом физических свойств соединяемых металлов, условий использования. Применяют такие средства:
Техника безопасности сварщика
При сварке взрывом соблюдают следующие правила:
- Полигоны размещают вдали от жилых зданий, производственных объектов, общественных заведений. Распространяющаяся взрывная волна может разрушить постройки.
- Рабочую площадку засыпают песком. Рекомендованная толщина защитной подушки – 1 м. Если сила взрывного воздействия составляет более 200 кг, полигон подготавливают особым способом.
- При обработке небольших деталей и использовании слабого заряда взрывчатого вещества применяют специальную камеру. Толщина стенок конструкции должна составлять не менее 25 см. Камера защитит находящихся на объекте сотрудников от поражения взрывной волной.
- Сварщик должен применять специальную одежду, средства защиты органов дыхания и кожи.
- Особое внимание уделяют правилам пожаробезопасности. Взрыв нередко способствует появлению очага возгорания.
- Приступать к работе могут только сотрудники, имеющие соответствующий допуск.
Как подготовиться
Перед началом работы выполняют следующие действия:
- Подготавливают соединяемые поверхности. С них удаляют окалину, следы масел, оксидную пленку или защитные напыления.
- Выпрямляют заготовки. Допускается кривизна в 2 мм/м².
- Создают незначительную шероховатость.
- Сопоставляют детали. При работе с листовыми изделиями нижнюю часть укладывают на подложку, верхнюю размещают параллельно или под углом. Наклон не должен превышать 30°. Полые детали закрепляют с помощью специальных приспособлений. В трубу вставляют сердечник, предотвращающий деформацию.
- Вычисляют требуемый объем заряда взрывчатки.
Пошаговая инструкция
Соединение деталей методом взрыва выполняют так:
- Сопоставленные детали укладывают на опорный фундамент. Его можно залить из бетона, укрепленного арматурным каркасом.
- Рассыпают по верхнему слою селитру или аммонал. Обкладывают место соединения взрывчатым веществом, равномерно распределяя его. После этого устанавливают детонатор.
- Запускают процесс взрыва. После его завершения заготовку оставляют. Вынимать ее из камеры или фиксирующего устройства можно через минуту. За счет сильного удара отдельные листы превращаются в многослойную конструкцию.
Соблюдение стандартов качества и проверка на соответствие
Для оценки прочности и однородности полученного способом взрыва сварного соединения применяют следующие методы:
- Ультразвуковую дефектоскопию. Способ используется для оценки прочности швов. Для проверки важных соединений применяют рентгеноскопический метод.
- Срез шва или его разрыв. Также используется для оценки прочности.
- Прогибы и кручение соединения. Помогают оценить пластичность полученной конструкции.
При возникновении сомнений требуется проверка на деформацию. Для этого в нескольких местах замеряют толщину материала.
С какими трудностями придется столкнуться
Сварка взрывом сопряжена со множеством сложностей, к которым относятся:
- Трудность складирования, транспортировки и использования взрывчатых веществ.
- Невозможность исключения опасного влияния взрыва на окружающую среду. Минимизировать вред помогает проведение процесса сварки на специальных полигонах. Их обустраивают как можно дальше от городов, сел и дачных поселков.
- Снижение прочности шва при работе с разнородными металлами.
- Необходимость тщательной подготовки изделий. Нужно зачищать поверхности листов до металлического блеска.
- Сложность расчета необходимого объема взрывчатки. В большинстве случаев значения выбирают опытным путем.
Создать наиболее благоприятные для взрывной сварки условия практически невозможно.
Читайте также: