Сварочная лаборатория что это
Обновлено: 19.05.2024
Качество сварных швов является одной из определяющих параметров готового изделия. Чтобы выявить дефекты в металлических конструкциях, применяют дефектоскопию. Дефектоскопия – это комплекс мер по определению повреждений объекта неразрушающим методом.
Она активно применяется в таких областях, как:
• Строительство;
• Транспорт;
• Производство;
• Нефте и газопроводы;
• Гидроэлектростанции.
Задача неразрушающего исследования – обнаружение возможных отклонений от установленных технических характеристик объекта контроля. Итогом диагностики является регистрация обнаруженных нарушений и количественная оценка параметров (координат, размеров и формы дефектов и пр.)
Существует 5 основных способов неразрушающего контроля (НК). Выбор метода для решения дефектоскопии зависит от параметров контролируемого объекта и условий его использования. При выборе подходящего способа лаборатория неразрушающего контроля сварных соединений учитывает разные факторы. К примеру: вид дефекта и его расположение, материал детали, ее форму и размер, состояние поверхности, доступность детали и зоны контроля.
Итак, рассмотрим методы НК подробнее:
1. Визуально-измерительный контроль (ВИК) – применяется для получения первичных сведений при визуальном наблюдении исследуемого объекта. Это единственный метод НК, не требующий применения сложного оборудования, поэтому является простым и недорогим способом получения информации о качестве сварных соединений. В процессе проверки кроме возможностей зрения, используются лупы, микроскопы, эндоскопы, измерительные приборы. При визуальном контроле можно выявить: отклонения формы изделий и деталей, пористость, подрезы, трещины, коррозионные и эрозионные повреждения, следы наклепа и т.д.
ВИК нередко применяют:
• при входном контроле для обнаружения поверхностных повреждений (раковин, расслоений и т.д.);
• на разных этапах сварки с целью выявления (пор, подрезов, прожогов и пр.);
• на этапе определения технического состояния объекта;
• при подготовке металла под сварку.
Преимущества применения ВИК – информативность метода, относительно малая трудоемкость, нет необходимости в дорогостоящем оборудовании. Среди недостатков – невысокая достоверность и ограниченность анализа только видимой части объекта.
Контроль проводится с соблюдением требований документации «Инструкции по визуальному и измерительному контролю» РД 03-606-03 и различных ГОСТов.
Только после прохождения визуально-измерительной проверки объект подлежит испытанию другими методами.
2. Радиационный (РК) контроль сварных соединений – принцип заключается в просвечивании участков сварных соединений, с помощью рентгеновского излучения и получения снимков (или записи) на запоминающем устройстве, с последующей их расшифровкой. Метод актуален за счет своей простоты и документарным подтверждением результатов. Примерами использования данного метода является контроль трубопроводов, строительных объектов, судостроительных предприятий. (На данный момент «ЛИК» не проводит данный вид испытания).
3. Тепловой контроль (ТК) – состоит из измерения, мониторинга и анализа изменения температуры исследуемых объектов. Метод отлично подходит для обнаружения скрытых и поверхностных нарушений. Этот метод нашел широкое применение во всех сферах деятельности (домостроение, проверка котлов и агрегатов, электродвигателей, трансформаторов и многое другое). Его отличительная особенность в том, что применение не требует особой подготовки, не требуется отключение работающих агрегатов, снятия нагрузки, возможна работа на расстоянии.
4. Контроль проникающими веществами: капиллярный (ПВК) и течеискание (ПВТ) – предназначен для обнаружения поверхностных и сквозных дефектов, не видимых глазом. Контроль основан на проникновении определенных жидкостей – пенетрантов*, в поверхностные повреждения сварного шва и последующей регистрацией следов. Процесс проводится по следующему алгоритму:
1. Очищают околошовную зону от загрязнений;
2. Наносят пенетрант (в основном красного цвета), который в течение 3-5 минут проникает в микротрещины;
3. С помощью очистителя очищают поверхность;
4. Наносят проявитель, после его высыхания, по наличию цветных пятен делают выводы о качестве сварного образца.
Большая Энциклопедия Нефти и Газа
Метод сварки пластмасс ультразвуком разработан в сварочных лабораториях МВТУ - МЭИ ( рис. 17 и 18), в НИАТ. Ультразвуковая волна с частотой около 30 тыс. гц пропускается нормально к соединяемым плоскостям УПК-15. [32]
Контроль сварных швов в монтажных управлениях осуществляют сварочные лаборатории . Эти лаборатории производят механические испытания сварных швов при дипломи-ровании сварщиков, механические испытания сварных швов при изготовлении узлов трубопроводов, металлоконструкций, а также занимаются просвечиванием и магнитографическим контролем сварных швов. [33]
Автор выражает благодарность руководству завода и коллективу сварочной лаборатории за помощь при проведении исследовательских и опытных работ и внедрение их результатов в промышленность. [34]
Разработанный автором в 1935 - 1937 гг. в Центральной сварочной лаборатории треста Нефтепроводстрой трехслойный метод сварки стыков труб толстообмазанными электродами стал как бы стандартным технологическим процессом, применявшимся на многих строительствах, иногда с небольшими видоизменениями. [35]
Отдел главного сварщика может иметь в своем составе сварочную лабораторию , структура которой зависит от характера н сложности выполняемых сварочных работ. [36]
Способ сварки пластмасс ультразвуком [10] предложен и разработан в сварочной лаборатории МВТУ и МЭИ. [37]
Контроль за производством сварочных работ в монтажных управлениях возложен на специальные сварочные лаборатории . Контроль за работами по монтажу оборудования со стороны монтажной организации осуществляют инженерно-технические работники и бригадиры, а со стороны дирекции строящегося завода - эксплуатационный персонал. [38]
При подготовке настоящей книги оказывали помощь в оформлении рукописи сотрудники Центральной сварочной лаборатории инженеры М. А. Полунина и А. В. Муравьев, за что автор приносит им свою благодарность. [39]
Типовыми штатами строительно-монтажных и специализированных предприятий предусмотрена организация в их составе сварочных лабораторий , в обязанности которых, кроме контроля качества сварки в аттестации сварщика, может входить также решение вопросов, связанных с технологической подготовкой производства. Аналогичные лаборатории создаются также на промышленных предприятиях, изготавливающих сварные конструкции. Сварочные лаборатории находятся в оперативном подчинении у главных сварщиков. [40]
Типовыми штатами строительно-монтажных и специализированных предприятий предусмотрена организация в их составе сварочных лабораторий , в обязанности которых, кроме контроля качества сварки и аттестации сварщика, может входить также решение вопросов, связанных с технологической подготовкой производства. Аналогичные лаборатории создаются также на промышленных предприятиях, изготавливающих сварные конструкции. Сварочные лаборатории находятся в оперативном подчинении у главных сварщиков. [41]
На рис. 15 приведен график экспозиции для съемки стали, рекомендуемый сварочной лабораторией МВТУ им. [43]
После того как вновь поступившие электроды проверены, занимавшийся этой работой сотрудник сварочной лаборатории ( или сварочного участка) либо инженер по сварке определяет режим их хранения на складе и просушивания, если это необходимо по паспорту, периодически контролируя затем выполнение этих требований работниками склада. [44]
Гамма - и рентгенодефектоскопию, ультразвуковой и магнитографический контроль, контроль течеискателями выполняют контрольные сварочные лаборатории . Остальные методы неразрушающего контроля выполняются непосредственно монтажными или сварочными участками. Работники лабораторий привлекаются для регистрации обнаруженных дефектов и выявления причин их возникновения. [45]
Сварочная лаборатория для учебных заведений
Предлагаемая к поставке учебная лаборатория для сварщиков полностью отвечает современным требованиям к учебному процессу и представляет собой единый комплекс новейших учебно-методических и технических средств, позволяющих в сжатые сроки и с очень высокой эффективностью готовить специалистов как по основам электродуговой, газовой и контактной сварки, так и по большинству аспектов контроля и техники безопасности сварочных работ.
Направления подготовки сварщиков
Данная лаборатория позволяет осуществлять лабораторно-практические занятия по следующим направлениям:
- Ручная дуговая сварка (ММА);
- Дуговая сварка плавящимся электродом в защитных газах (МИГ / МАГ);
- Дуговая сварка неплавящимся (вольфрамовым) электродом в инертных газах (ТИГ).
- Электроконтактная сварка;
- Контроль сварных соединений;
- Устройство и принцип действия сварочного оборудования.

Принцип построения подготовки по каждому направлению
В основе построения — 2 этапа обучения.
1 этап – занятия в классе-лаборатории с целью получения теоретических знаний и, используя тренажеры сварщика, приобретения первичных психомоторных навыков ведения процессов сварки – зажигания и поддержания стабильной дуги, удержания соответствующих углов наклона инструмента, скорости сварки, а также ведения сварки при различном пространственном положении свариваемого изделия.
2 этап – работа на полигоне для получения практических навыков работы с реальным оборудованием.
- Каждое направление на 1 этапе построено по блочно-модульному принципу.
- Каждый модуль включает в себя теоретический курс, подкрепленный цветными кодограммами, и серию лабораторных работ на малоамперном дуговом тренажере сварщика.
- Продолжительность каждого законченного блока от 6 до 12 часов.
Методическое обеспечение
Учебно — методический комплекс по каждому направлению содержит:
- Учебно-методическое пособие;
- Сборник лабораторных работ, содержащий методические указания для преподавателя по проведению каждой работы;
- Наборы цветных прозрачных пленок для кодоскопа, выполненных по разделам и отражающих последовательность прохождения курса с необходимым теоретическим материалом и с изображением сварных соединений и конструкций сварочных аппаратов и электросхем их подключения;
- Общий объем прозрачных пленок содержит более 100 единиц.
- Набор цветных плакатов по электродуговой и газовой сварке.
Техническое оснащение
1 этап обучения — Учебный класс
Стенды-тренажеры МДТС (малоамперные дуговые тренажеры сварщика) оснащены электронными датчиками, позволяющими в реальном времени наблюдать на экране монитора параметры процесса сварки, проводимого учащимся. Для всех направлений обучения используется один интерфейс и манипулятор с имитатором свариваемого изделия, меняются лишь инструмент сварщика и пространственное положение свариваемого изделия.
Образцы современных сварочных аппаратов электродуговой и контактной электросварки для демонстрации их конструкции и образцового сварочного процесса преподавателем на специальном сварочном столе.
2 этап обучения — лаборатория-полигон
Полный комплект сварочного оборудования для всех видов сварки металла.

Программное оснащение
- Программное обеспечение МДТС для отображения параметров сварочного процесса;
- Программный комплекс «Техника безопасности сварочных работ» для обучения и тестирования знаний обучающихся в области охраны труда при сварочных работах.
- Каждый из видов оснащения может быть дополнен новыми блоками в зависимости от региональных требований к выпускникам данного учебного заведения.
Методика преподавания
Предпочтительно – диалоговая форма обучения. Обилие материала на прозрачных пленках (фолиях) позволяет легко вызывать учащихся на диалог, дает возможность наглядно проследить логику самостоятельного творчества учащихся. Завершение изучения каждого микромодуля путем самостоятельной работы на стенде-тренажере позволяет учащемуся в условиях безопасной работы закрепить полученные знания и приобрести навык практической работы с любым инструментом электросварщика, почувствовать особенности работы в различном пространственном положении.
Наличие в аудитории лабораторных стендов-тренажеров дает возможность буквально каждую пройденную тему немедленно закреплять работой не только «головой», но и руками.
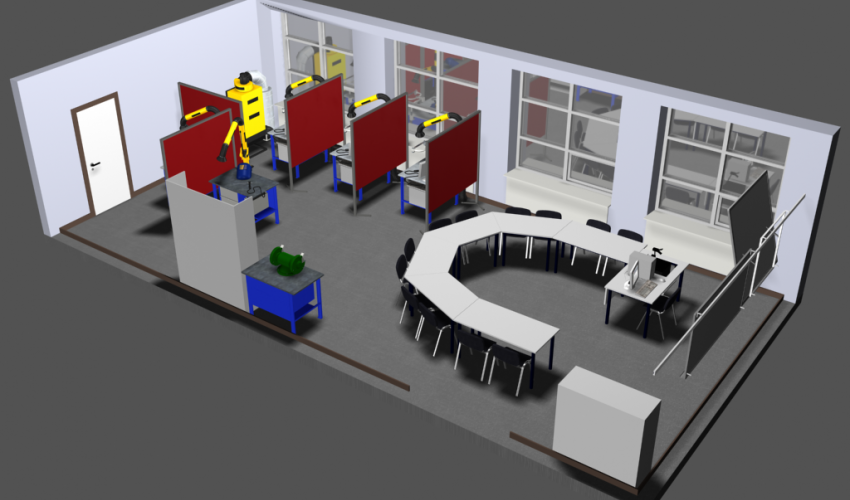
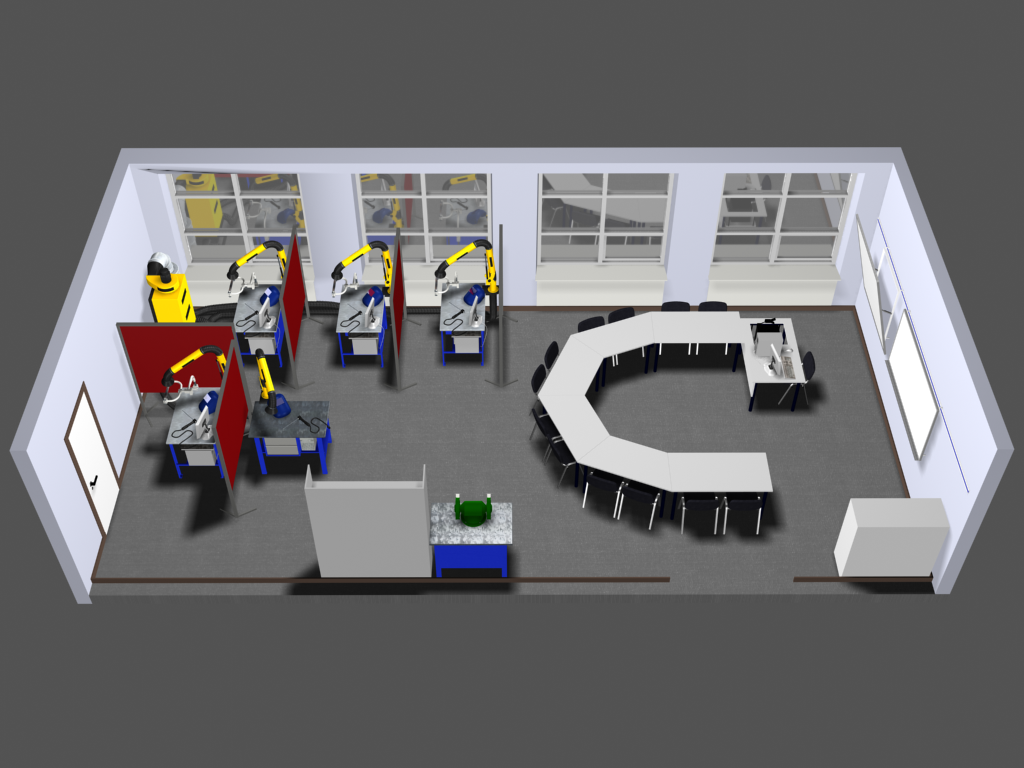
Требования к классу-лаборатории с тренажерами сварщика
- Тренажеры сварщика могут стоять и эксплуатироваться в обычном классе с аудиторной мебелью и рабочим местом преподавателя. Площадь класса рекомендуется иметь не менее 54 кв. м. при 4 тренажерах.
- Рабочие места тренажеров отделяются друг от друга и от остальной аудитории специальными красивыми полупрозрачными полотнами (в поставке).
- Каждый тренажер требует трех розеток питания 220 В, 50 Гц. Общая мощность такого поста составляет вместе с компьютером 1 кВт. Итого на класс – 4 кВт.
- Потребуется также еще 2 кВт для питания вентиляционной установки (1 розетка 220В/50 Гц).
- Общая мощность электропитания, подводимая к классу с учетом рабочего места преподавателя (проектор и компьютер — 1 кВт) не превысит 7 кВт.
Однако следует предусмотреть более мощную линию – до 10 кВт, если в этом же классе будет демонстрироваться реальное оборудование. Например, аппарат для плазменной резки металла, рекомендуемый к поставке, имеет встроенный компрессор и потребляет до 3,5 кВт энергии. Таким образом, сварочный стол преподавателя также требует подвода электропитания и заземления.
Виды размещения тренажеров и вентиляции в классе представлены ниже.


Подготовка преподавателей
Такой учебно-методический комплекс требует специальной подготовки преподавателя по сварочным технологиям, однако на освоение работы с тренажером сварщика требуется не более 2 часов. После этого преподаватель готов сразу приступить к своим обязанностям по практической передаче знаний учащимся с очень высокой эффективностью обучения.
Апробация
Данный учебно-методический комплекс прошел апробацию и взят на вооружение отраслевым учебным центром ОАО «СеверСталь», ресурсными центрами по сварочным технологиям г. Новочебоксарска, г. Алатырь, Выборга, Москвы, Сибирским техническим колледжем г. Кемерово, колледжем новых технологий г. Волгограда, Петровским колледжем г. Санкт-Петербурга, и др.
Отзывы
Получены положительные отзывы на данный учебно-методический комплекс от Научно-методического центра среднего профессионального образования РФ, кафедры Сварки и кафедры Технологии обработки металлов МГТУ им. Н. Э. Баумана.
Учебно-методический комплекс отмечен дипломом выставки «Всероссийский образовательный форум 2004», «Образовательная среда −2003».
Лаборатория неразрушающего контроля: чем занимается
Неразрушающий контроль позволяет определять, есть ли несплошности в металле и сварном шве, поскольку эти дефекты могут привести к серьезным негативным последствиям при работе всего объекта. Он дает возможность проводить оценочные мероприятия без приостановки, демонтажа и отбора образцов. Такой метод использует в своей работе лаборатория неразрушающего контроля ООО «ТПЭ Атом», проводя диагностические исследования металлических конструкций и сварных соединений с использованием различных способов.

Услуги лаборатории неразрушающего контроля «ТПЭ Атом»
Строительная лаборатория неразрушающего контроля металлов, сварных соединений и швов действует в соответствии с имеющимся свидетельством об аттестации. Проводит диагностические работы и контроль материалов и оборудования неразрушающими методами. Как правило, такие услуги востребованы в строительстве, ремонте и реконструкции объектов. Главное направление деятельности, которую ведет независимая мобильная лаборатория неразрушающего контроля, заключается в дефектоскопии – анализе, который позволяет оценить, насколько металл, сварной шов или соединение соответствуют требованиям нормативно-технической документации и может ли эксплуатироваться без опасений.
Лаборатории, проводящие производственный контроль, чаще используют неразрушающие методы. В том числе ООО «ТПЭ Атом» использует следующие методы, предлагая неразрушающий контроль:
- визуально-измерительный;
- радиографический;
- ультразвуковой;
- капиллярный;
- магнитопорошковый;
- стилоскопирование или анализ химического состава металла.
Какой лабораторный метод будет использоваться – это зависит от того, что за объект подлежит исследованию, что именно нужно определить, то есть с учетом нормативных документов каждого конкретного объекта.
Преимущества компании «ТПЭ Атом»
Обращаясь в лаборатории неразрушающего контроля качества, осуществляющие производственный контроль, важно обратить внимание на то, есть ли у организации аккредитация на этот вид деятельности и имеют ли специалисты необходимые допуски. Наша лаборатория неразрушающего контроля работает с применением всей разрешительной документации и аттестована на проведение работ на всевозможных опасных объектах.
Проводя независимый строительный анализ, наша компания использует только новейшее оборудование для диагностики, имеется свидетельство о поверке. Наши опытные и квалифицированные специалисты аттестованы на II уровень квалификации по проведению неразрушающего контроля. Наша лаборатория неразрушающего контроля, прайс которой вы можете заказать по телефону индивидуально, работает по городу Москва, выезжает в область и в другие регионы России.
По итогам проведения любого диагностического метода наши специалисты выдают заключение, в котором говорится о соответствии объекта требованиям технических документов. Наша цель – это не просто выдать документы, наша лаборатория качественно и быстро проводит любой метод анализа, выявляя своевременно разные дефекты, что позволит сделать металлоконструкции совершенно безопасными в эксплуатации. Ознакомиться с ценами на услуги компании «ТПЭ Атом» можно по ссылке.
Есть вопросы?
Оставьте свои контакты и наш специалист свяжется с Вами, чтобы ответить на все Ваши вопросы
УЗК сварных соединений: особенности проведения
Ультразвуковой контроль – далеко не новый, но популярный метод неразрушающего контроля сварных соединений. По точности УЗК не уступает РК. С его помощью можно выявить дефекты внутри сварочного шва либо стальной детали. Имеющиеся пустоты, поры, расслоения в наплавленном металле, шлаковые включения, трещины, непровары непосредственно влияют на качество сварного соединения и дальнейшую эксплуатацию всего изделия.

Что выявляет метод ультразвукового контроля
УЗК, как и РК, применяется для проверки сварных соединений из различных металлов и сплавов, в том числе и аустенитной стали. Специально предназначенное для УЗК диагностическое оборудование выявляет:
- непровары;
- трещины
- поры;
- расслоения в наплавленном металле;
- шлаковые включения;
- инородные вкрапления.
При помощи УЗК специалисты ООО «ТПЭ Атом», работающие в городе Москва и выезжающие в область, проверяют соответствие заготовок и изделий положениям ТУ, ГОСТ, конструкторской документации, оценивают качество разных сварных соединений и различных материалов, обнаруживают внутренние дефекты, определяют размеры дефектов, выявляют неоднородность структуры материалов и очаги коррозионного поражения.
УЗК мы активно используем в строительстве, машиностроении, энергетике, химической и нефтегазовой отраслях, на предприятиях, которые имеют трубопроводы высокого давления, в индивидуальных случаях при реконструкции зданий и помещений.
Услуги по УЗК от лаборатории «ТПЭ Атом»
Если организации в силу некомпетентности руководства либо в целях экономии денежных средств не привлекают специалистов для проведения УЗК или других видов контроля (РК, ВИК, стилоскопирование) конструкций и элементов перед вводом их в эксплуатацию, то это чревато дополнительными расходами и даже аварийными ситуациями и техногенными катастрофами. Поэтому так важно подвергать сварные соединения неразрушающему контролю, в том числе РК или УЗК, который осуществляется при помощи ультразвукового дефектоскопа, толщиномера и преобразователей. Эхо-сигнал, который излучает пьезоэлектрический преобразователь (ПЭП) ультразвука, отражается от неоднородности, несплошности или границы раздела сред, после возвращения в ПЭП выводится на экран дефектоскопа. Исследования проводятся дважды или трижды, и если сигнал не ложный, то осуществляется запись в журнал учета. По завершении работ изделие сдается с актом контроля. Цены на услуги «ТПЭ-Атом» по ссылке
Сотрудники лаборатории «ТПЭ Атом» осуществляют УЗК согласно специальным ГОСТ и СП, которые регламентируют методику проведения данного способа дефектоскопии. Мы предоставляем полный перечень услуг по ультразвуковой диагностике сварных соединений, проверяем сварной металл различных конструкций на разные дефекты. Главные преимущества УЗК в том, что оперативно получается информация о состоянии соединения, обнаруживаются различные скрытые дефекты, при этом цена дефектоскопии невысокая. Складывается цена ультразвукового контроля с учетом габаритов и геометрии объекта, количества проверяемых сварных элементов. Наши специалисты выполнят все необходимые работы качественно, быстро и в соответствии с требованиями нормативной документации.
Читайте также: