Сварочная проволока из алюминия
Обновлено: 04.10.2024
Сварочная проволока применяется для полуавтоматической сварки профилей и металлоконструкций из Аl - Мg сплавов, содержащих > 3% Мg, таких, как АlМg3, АlМg 4, АlМg 5, АlМg 6 с аналогичными материалами.
Сварочная проволока применяется для полуавтоматической сварки литейных Аl - Si; Аl - Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т.
Сварочная проволока применяется для полуавтоматической сварки литейных Аl - Si; Аl - Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т.п.) На постоянном токе DC Pulse.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Проволока сплошная алюминиевая.
Алюминиевая проволока широко применяемая для сварки AlMg сплавов, содержащих до 5% Mg.
Сплошная алюминиевая проволока с содержанием ~2,7% Mg.
Алюминиевая проволока, широко применяемая для сварки и пайки литейных AlSi, AlSiMg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Алюминиевая проволока для сварки Аl— Mg сплавов, содержащих до 5% Mg; Al— Mn сплавов; не упрочняемых алюминиевых сплавов, применяемых в молочной и пивоваренной промышленности.
Алюминиевая сварочная проволока, широко применяемая для полуавтоматической сварки литейных Al - Si; Al - Si - Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
OK Autrod 4047 была разработана как твердый припой, чтобы воспользоваться преимуществами ее низкой температуры плавления и узким диапазоном застывания.
Сплошная алюминиевая проволока с содержанием ~3%Mg.
Алюминиевая сварочная проволока

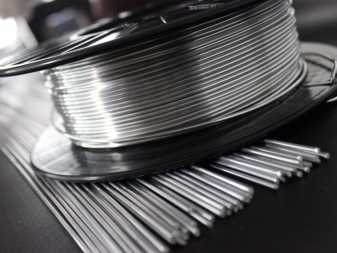
В качестве расходных материалов используются различные виды проволоки. Один из таких видов представлен сварочной алюминиевой.
Область применения, назначение
Для получения легких и одновременно достаточно прочных металлоконструкций используются алюминиевые сплавы. В технологии их изготовления применяется сварка. Алюминиевая проволока как расходный материал употребляется в технологическом процессе сварки на полуавтомате.
Как наплавочный элемент применяется для восстановления изношенных поверхностей деталей из алюминиевых сплавов.
Обозначение и маркировки
ГОСТ 7871-75 определяет обозначение и маркировку сварочной проволоки из алюминия и его сплавов. Рассмотрим на примерах: Проволока В.Св. АМг5. М. 4.00хБТ ГОСТ 7871-75 и Проволока П.Св. АМц. Н. 5.00хБР ГОСТ 7871-75.
- Знаками «В» и «П» отражены технологические способы изготовления проволоки. Она может быть тянутая «В» или прессованная «П». Тянутая изготавливается волочением через фильеру (калиброванное отверстие), прессованная формируется в матрице усилием пресса.

Проволока алюминиевая AL Mg 5 Foxweld. Фото ВсеИнструменты.ру
- Св. АМг5, Св. АМц – дается характеристика алюминиевого сплава из которого изготавливается проволока.
- В основной своей массе этот расходный материал поставляется в нагартованном виде («Н»). Однако некоторые заказчики применяют проволоку в отожженном состоянии («М»).
- 4.00; 5.00 – диаметры проволоки в мм.
- БТ – поставляется в бухтах, БР – в катушках.
Зарубежные производители обозначение продукции выполняют по стандарту AWS (американское общество сварки). ER 4043 по стандарту AWS соответствует сварочной проволоке марки АК5.
Существуют два вида алюминиевой проволоки. Помимо рассматриваемой в этой статье сварочной, другая по своим механическим свойствам хорошо обрабатывается давлением. Применяется, например, для заготовок при производстве заклепок.
Популярные марки
Выделяют следующие наиболее популярные марки алюминиевых проволок:
ER 4043 ELKRAFT 93614 — используется в полуавтоматах для сварки литейных алюминий – кремниевых и алюминий – кремний, магниевых сплавов. Деформируемые типа АД, используют в технологии эту проволоку. Производством данной марки проволоки занимается также DEKA, Foxweld, Elisental.

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
ESAB OK Autrod 1070 применяется при сварке химически чистого алюминия. Сварочный шов может работать в агрессивной среде, обладание высокими деформирующими свойствами позволяет выполнить с ним технологические операции прокатку и формование. Сварку производить на полуавтоматах, имеющих опцию режима с импульсной пульсацией.

Сварочная алюминиевая проволока ESAB OK Autrod 1070. Фото 220Вольт
Проволока В.Св. АМг5. Н. 0.80хБР ГОСТ 7871-75 БАРС применяется для полуавтоматической сварки металлоконструкций из алюминий – магниевых сплавов, содержащих магния больше 3%. Защитная среда – аргон, режим предпочтительно импульсный.
Справка. Кроме наличия на рынке популярных алюминиевых проволок, сварщикам предлагается обширный сортамент расходных материалов для работы с разными металлами: для титана — ВТ1-ооСв; для чугуна — ПАНЧ-11, для низколегированных и низколуглеродистых сталей — Св-08Г2С, для низколегированных, конструкционных и углеродистых сталей — ER70S-6.
Характеристики
Отличительными характеристиками являются высокая тепло- и электропроводность. Эти свойства предъявляют определенные требования к выбору режимов сварки. В некоторых случаях для выполнения качественного сварного соединения рекомендуется предварительный подогрев заготовок.
Коэффициент линейного расширения, имеющий значительную величину, создает условия к повышенной деформации и приводит к короблению соединяемых заготовок.
Большая величина показателя коэффициента усадки вызывает при остывании значительные внутренние напряжения. Это приводит к появлению трещин.

Elisental Проволока алюминиевая MIG 4043 (AlSi5), 1.6мм, 7кг. Фото Сварочные Технологии
Проволока по своему химическому составу должна быть близка к свариваемому материалу. Так, например, при сварке алюминиевых магниевых сплавов содержание магния в проволоке должно быть несколько большим, чем в основном материале. При выполнении сварочных операций магний имеет свойство уменьшаться в количестве.
Механические характеристики проволоки (предел прочности, относительное удлинение и другие) должны соответствовать основному материалу.
Справка. Характеристики и другая актуальная информация о прочих видах проволоки: медная, омедненная, полированная, титановая, нержавеющая, стальная, порошковая, легированная — будет интересна для мастеров.
Предъявляемые требования
Большое количество различных по свойствам алюминиевых сплавов требует грамотного подбора сварочной проволоки в качестве присадочного материала. Существуют виды проволоки, которые считаются универсальными и придают соединению удовлетворительные характеристики. Кроме этого, некоторые виды алюминиевой проволоки могут обеспечивать повышенные требования следующим показателям:
- коррозионная стойкость при работе в самых агрессивных средах;
- высокая устойчивость к трещинообразованию;
- повышенная прочность сформированного шва;
- высокие пластические свойства соединения.
Сертификация, ГОСТ
Проволока зарубежного производства проходит сертификацию на соответствие российским стандартам, например ГОСТ 7871-75. Это делается для облегчения продаж на территории России. Сертификацию может провести Федеральное агентство по техническому регулированию и метрологии, а также другие уполномоченные для этого организации.

Проволока алюминиевая сварочная QUATTRO ELEMENTI 770-391. Фото 220Вольт
Отличительные особенности, достоинства и недостатки
Алюминиевые сплавы имеют большую склонность к окислению. На поверхности всегда присутствует окисная пленка, которая препятствует нормальному процессу сварки заготовок. Температура плавления окисной пленки много выше, чем этот показатель основного металла. При формировании сварочного шва окисная пленка, будучи тяжелее основного металла, не всплывает на поверхность и остается в нем после кристаллизации, нарушая его сплошность. Это значительно ухудшает герметичность, прочностные, коррозионные свойства шва.
Для уменьшения отрицательного воздействия окисной пленки требуется тщательно проводить подготовку поверхности свариваемых материалов. Шлифовальные машинки, металлические щетки и другие подобные приспособления применяются для чистки околошовной поверхности. После чистки обязательно обезжирить, например, ацетоном. Сварочную проволоку после распаковки необходимо сразу же запускать в производство, чтобы не дать ей покрыться окисной пленкой.
Применение во время сварки обратной полярности (сварочная ванна как катод) способствует разрушению окисной пленки.
Важной особенностью использования алюминиевой проволоки является организация ее подачи в зону сварки. Лучшими показателями здесь обладают «жесткие» проволоки. «Мягкая» может застревать при прохождении через подающие ролики полуавтомата. Сам роликовый механизм также подвергается модернизации. Для более равномерного распределения нагрузки на алюминиевую проволоку он может выполняться на базе четырех роликов вместо двух.
Рекомендации по использованию

Проволока сварочная из алюминия (0.8 мм; 0.45 кг) BlueWeld 802062. Фото ВсеИнструменты.ру
Сварка алюминиевой проволокой создает проблемы даже квалифицированным сварщикам. Следующие рекомендации могут сделать этот процесс несколько проще.
- Предварительный подогрев заготовок до температуры 110°С поможет избежать появления трещин.
- Направление сварки должно совпадать с направлением горелки. Такая техника сварки обеспечит более качественную очистку шва и улучшит газовую защиту.
- Высокая теплопроводность алюминия способствует риску прожигания. Чтобы уменьшить такой риск требуется проводить сварку на высоких значениях сварочного тока и скорости сварки.
- Аргон — лучший вариант защитной среды. Он обладает наилучшими очищающими действиями, поэтому материалы для аргонодуговой сварки пользуются высоким спросом.
- Температура плавления сварочной проволоки должна быть приближена к температуре плавления свариваемых материалов. Это значительно упростит сварочный процесс.
- При сварке алюминия частым дефектом является растрескивание кратера шва. Уменьшить вероятность появления трещин можно формированием геометрии шва. Лучше всего придавать швам выпуклую форму. При остывании сжимающие напряжения не будут концентрироваться в одной точке, как например, при вогнутой форме шва. Они имеют возможность распределяться по всей поверхности выпуклого шва.
- Источник питания должен иметь возможность применения импульсного режима сварки. Этот режим ограничивает подачу тепла к свариваемым заготовкам, тем самым позволяет сваривать тонколистовые материалы без риска их прожечь, тем самым снизить силу сварочного тока и скорость сварки.
- Ввиду большого коэффициента линейного расширения диаметр сопла наконечника должен быть выполнен с гарантированным зазором. Это предотвратит застревание сварочной проволоки.
Справка. Прежде чем приступать к работам следует выполнить расчет расхода расходных материалов. Это позволит сэкономить время и финансовые затраты.
Сортамент
Проволока выпускается диаметром от 0,8 мм до 12,5 мм. При этом тянутая проволока имеет размеры до 4,0 мм, а прессованная от 4,5 мм до 12,5 мм. Предельные отклонения диаметров от номинала определяются ГОСТ 7871-75.

Проволока алюминиевая сварочная STARWELD Al-Mg5 1 мм., катушка. Фото 220Вольт
Форма выпуска, расфасовка, упаковка
Алюминиевая сварочная проволока поставляется потребителю в катушках, бухтах и пучках. При упаковке в герметичные полиэтиленовые мешки катушки укладываются вместе с силикагелем-индикатором. Остальные запросы к упаковке и упаковочным материалам отражены в ГОСТ 7871-75, ГОСТ 9.011-79 разд.2.
Производители
Среди европейских производителей алюминиевой сварочной проволоки популярностью отличается шведская компания ESAB. Кроме уже упомянутой в статье ESAB OK Autrod 1070, в ассортименте имеется проволока ESAB OK Autrod 18.22 (соответствует российскому аналогу Св.АМг61 для сварки высокопрочного сплава с содержанием магния более 6%); проволоки ESAB OK Autrod 5554; ESAB OK Autrod 5556А и другие.
ELKRAFT — бренд, имеющий происхождение из Германии. В Россию сварочная проволока попадает через Китай. Производство в Южном Китае имеет давние традиции и отличного качества. В экономическом отношении более выгодна, чем проволока из Европы.

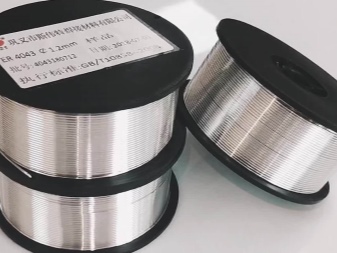
Проволока сварочная БАРС AlSi5, 1.2 мм. 6 кг. Фото 220Вольт
БАРС — страна бренда Россия. Производство находится на территории Китая. Преимущество — большое количество сервисных центров, где можно заказать любой материал и быстро его получить.
Где купить
Сварочные алюминиевые проволоки выпускаются и реализуются многими компаниями. Производители и поставщики предлагают клиентам широкий выбор присадочных материалов. Некоторые предприятия представлены в разделе «Где купить сварочную проволоку».
Выбор проволоки для сварки алюминия
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Разновидности и применение алюминиевой проволоки
Алюминий, как и его сплавы, широко используются во многих областях промышленности. Производство проволоки из этого металла всегда было востребованным, таковым оно остается и сегодня.
Основные свойства
Алюминиевая проволока представляет собой вытянутый профиль сплошного типа, которому характерно небольшое соотношение длины и площади поперечного сечения. Это металлическое изделие имеет следующие характеристики:
- небольшой вес;
- гибкость;
- прочность;
- устойчивость к воздействию влаги;
- износостойкость;
- долговечность;
- слабость магнитных свойств;
- биологическая инертность;
- температура плавления 660 градусов по Цельсию.



У проволоки из алюминия, что изготовлена в соответствии с ГОСТ, имеется масса преимуществ, если сравнивать ее с иными подобными изделиями. Материал универсален и устойчив к коррозии, поэтому его часто используют в случаях, где неизбежен контакт с водой. Алюминий хорошо поддается обработке и является полностью безопасным для человеческого здоровья. Проволока обычно соответствует требованиям санитарно-эпидемиологической службы.
Плавка данного металлопроката происходит без каких-либо сложностей. При контакте с воздухом на проволоке появляется оксидная пленка, благодаря которой изделие не ржавеет и не портится с годами. На свойства алюминиевой проволоки непосредственное влияние оказывает состояние металла, а также метод производства.
Алюминиевая катанка, которая имеет диаметр от 9 до 14 миллиметров, характеризуется повышенной прочностью и устойчивостью к механическим повреждениям.
Получение может происходить тремя методами.
- Прокатка основана на работе с алюминиевыми слитками. Процедура изготовления проводится на проволочно-прокатном стане, который имеет вид специальных механизмов автоматизированного характера и обеспечен нагревательными печками.
- Непрерывное литье считается актуальным, если сырье представлено в виде расплава металла. Данная работа подразумевает загрузку в кристаллизатор жидких масс. В специально вращающемся колесе присутствует вырез, оно охлаждается водными массами. При передвижении происходит кристаллизация металла, который передается на прокатный вал. Готовая продукция сворачивается в катушки и пакуется в пакеты из полиэтилена.
- Прессование. Этот метод изготовления считается актуальным на тех предприятиях, которые имеют гидравлические прессы. В этом случае разогретые слитки отправляются в матричные контейнеры. Материал обрабатывает при помощи давления пуансона, который оснащен прессшайбой.
Для того чтобы у алюминиевой проволоки были высокие качественные и эксплуатационные характеристики, производители выполняют предварительную обработку:
- деформируют холодом – таким способом изготавливают марки АД 1, АМг3, АМг5;
- закаляют и состаривают холодом – Д1П, Д16П, Д18;
- обжигают, что добавляет проволоке пластичности;
- делают абразивную обработку, которая способствует удалению заусенец, закруглению металлических ребер.
Из катанки алюминиевая проволока делается волочением. Для этого берут заготовку, что имеет диаметр от 7 до 20 миллиметров и протягивают волоком, у которого несколько отверстий.
При необходимости длительного хранения поверхностный окисный слой стравливают путем погружения материала в растворенную серную кислоту.



Области применения
Длинномерную алюминиевую нить широко используют люди в разных сферах своей деятельности. Она – достойный вариант для сварочных работ ручного, дугового, аргонного, а также автоматического вида. Образованный после сваривания шов способен уберечь деталь от коррозии, деформирования. Несмотря на малый вес, это изделие характеризуется отличной прочностью, поэтому его часто используют при строительстве, а также в производстве судов, автомобилей, самолетов.
Алюминиевая проволока – это универсальный материал для крепежа. Он востребован при изготовлении мебели, а также таких важных изделий, как пружина, сетка, фурнитура, заклепка. Нашел свое применение прокат в электротехнике, из него производят антенны, электроды, линии электрических передач, коммуникации. Ко всему прочему, без алюминиевой проволоки не обойтись в пищевой промышленности.
Из этого металлопроката делают различные метизы, даже сверло, пружина и электрод имеют этот металл в своем составе. Данная универсальная нить незаменима в производстве деталей для химической промышленности и приборов высокотехнического типа. Проволока необходима при производстве предметов декора, украшений и сувениров. Плетение из алюминиевой проволоки считается современным видом искусства.
В ландшафтном дизайне можно встретить беседки, скамейки и ограды из длинномерного изделия. Материал многофункционального назначения оказывает непосредственную помощь в реализации инновационных научных проектов.


Обзор видов
Во время изготовления проволоки из алюминия производители строго соблюдают требования ГОСТ. В зависимости от функциональных характеристик данное длинномерное изделие быть представлено в разных видах. Реализуют его в бухтах или мотках, вес при этом зависит от длины и диаметра проволоки.
проволока для аргонодуговой сварки

При выполнении аргонодуговой сварки неплавящимся (вольфрамовым) электродом в качестве присадочного материала используется сварочная проволока. В зависимости от свариваемых материалов подбирается вид проволоки, обеспечивающий производство качественного шва.
Химические элементы, входящие в состав таких материалов как нержавеющие стали, чугуны, титановые сплавы, алюминиевые сплавы и других цветных металлов при сварке активно взаимодействуют с воздухом. Естественно о качестве таких швов ничего хорошего сказать нельзя. Решить проблему соединения вышеуказанных материалов позволяет защита зоны соединения инертным газом аргон. При этом не требуется специальная обработка шва после окончания процесса.

Проволока титановая сварочная 7 мм. ВТ1-00св. Фото БВБ-Альянс
Применение аргонодуговой сварки при ремонте автомобилей дает возможность продлить срок службы ремонтируемым деталям. Сложной конфигурации изделия, изготавливаемые с ее помощью, получают товарный вид непосредственно после сварки. Обработка швов для таких деталей практически невозможна и качественное соединение — технологический способ решения проблемы.
Обозначения и маркировки
Присадочные материалы, которые используются в аргонодуговой сварке, отличаются разнообразием. На каждый из видов имеется свой стандарт, согласно которому выполняется обозначение и маркировка сварочной проволоки. Так, например:
- легированная (нержавеющая) обозначается по ГОСТ 2246-79, например, легированная проволока Св-08Г2С-О (или ее аналог — ER70S-6);
- сварочная алюминиевая по ГОСТ 7871-75; , например, ВТ1-ооСв – по ГОСТ 27265-87; (которую нередко путают с омедненной) сварочная – по ГОСТ 16130-90.
Для каждого из материалов существует свой вид сварочной проволоки, который детализируется в зависимости от марок внутри самого вида.
Для нержавеющей стали
В проволоке для нержавеющих сталей обязательно содержится хром. Кроме него в состав могут входить никель, титан, молибден и другие. Аргон является хорошей защитой, которая позволяет сохранить требуемое наличие легирующих элементов в процессе сварки. Это важный фактор, обеспечивающий сохранение коррозионной стойкости сварного шва.

Сварочная проволока СВ-10Х16Н25АМ6 для нержавеющих сталей
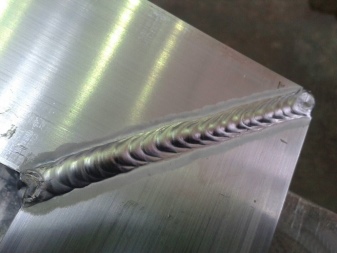
Для алюминия
Расходный материал при аргонодуговой сварке алюминиевых сплавов может подаваться в зону соединения вручную или с помощью механизированной подачи (автоматы, полуавтоматы). Высокая химическая активность алюминия при взаимодействии с кислородом нейтрализуется созданием оборудования, где сварка с присадкой из алюминиевой проволоки надежно защищена аргоном.
Алюминиевая проволока DEKA ER4043 0,8 мм. по 0,5 кг. в упаковке. Фото DEKA
По дуплексу
Развитие технологии выплавки сталей в металлургической промышленности приводит к созданию материалов с особыми свойствами. Дуплексные стали как раз из этой области. Они обладают высокой коррозионной стойкостью при повышенной прочности. Кроме этого, они хорошо свариваются. Однако, чтобы сохранить свои уникальные свойства после соединения материалов, эта технология должна обеспечить следующие условия:
- в качестве присадочного материала должна быть проволока, изготовленная из такого же дуплекса;
- сохранность легирующих элементов должна быть надежно выполнена с помощью инертного газа (аргона).
- Св-04Х19Н11М3. Хром-никелевая, обладающая коррозионной стойкостью сварочная проволока. Предназначается для полуавтоматической сварки нержавеющих сталей на постоянном токе в среде защитного газа аргон, например: 10Х17Н13М3Т, 03Х17Н14М2 и подобных. Обладает высокой стойкостью к межкристаллитной коррозии. Используется в сварочных технологиях нефтехимической промышленности, пищевой и других отраслях машиностроения.

Нержавеющая сварочная проволока ESAB OK Autrod 2209 — 0,8mm — 5,0kg. Фото Сварочные Технологии
- Сварочная проволока Lincoln Electric LNM (ER 5356, аналог Св-АМг5). Применяется в технологии полуавтоматической сварки с защитным газом аргон для соединения алюминиевых сплавов, где содержание марганца превышает 3%.
- Проволока сварочная ESAB OK Autrod 2209. Применяется для стандартных дуплексных сталей, содержащих 22% Cr, 5% Ni, 3% Mo.
Справка. Проволока марки ПАНЧ-11, производимая российским предприятием, используется для работы с чугунными деталями.
Количество примесей в аргоне, их состав влияют на качество шва при аргонодуговой сварке. Особенно требовательна к чистоте газа сварка алюминиевых и титановых сплавов. ГОСТ 10157-79 регламентирует физико-химические показатели аргона. Объемная доля аргона первого сорта должна быть не менее 99,987%, высшего – не менее 99,993%.
Для обеспечения нормального функционирования технологического процесса требуется достаточно сложное и громоздкое оборудование. Это является основным недостатком данного вида сварки. Однако возможность выполнить качественное соединение заготовок материалов, которые другими методами сварить нельзя, делает этот недостаток необходимым условием для проведения работ.

Нержавеющая проволока DEKA ER308LSi 1,6 мм. по 15 кг. Фото DEKA
Следует отметить, что расход аргона и материалов сильно зависит от материала свариваемых заготовок. Это зависит от требований к степени защиты сварочных швов. Самый большой расход аргона требуется при сварке титановых сплавов, несколько меньший — для алюминиевых. Самый маленький расход аргона потребуется для нержавеющих сталей.
Поверхность сварочной проволоки, собственно как и всю околошовную зону перед сваркой требуется зачищать от оксидной пленки, масла, жира, других загрязнений и обезжиривать, например, ацетоном. Одной из причин плохого соединения металла сварного шва и основного металла является как раз плохо зачищенная поверхность.
Широкое распространение аргонодуговой сварки заставляет производителей сварочных материалов выпускать максимально большой ассортимент продукции для этого вида сварочных соединений. Самой большой номенклатурой обладают американские и европейские производители: Lincoln Electric и ESAB, а также китайская компания DEKA. Шведский концерн является также производителем обширного спектра полированной проволоки.
Справка. Порошковые проволоки обладают массой достоинств, производимые многими предприятиями, обладают массой достоинств, что делает их популярным расходным материалов.
Продажей проволоки разных видов, в том числе и для аргонодуговой сварки, занимаются производители и поставщики. Некоторые предприятия, предлагающие качественную и соответствующую стандартам продукцию, представлены в отдельном разделе нашего сайта.
Читайте также: