Сварочные электроды отсырели что делать
Обновлено: 15.05.2024
Во время сварки металлов промокшими электродами из-за активного испарения влаги происходит образованию пор в швах, которое полностью исключает качественное выполнение работ. Однако сразу выбрасывать электроды с мокрой обмазкой не стоит. Существуют способы их восстановления до нормального состояния и возвращение допустимых рабочих характеристик.
Для этого сварочные электроды сушат и прокаливают при высокой температуре в течение определенного времени. В то же время необходимо заметить, если обмазочный материал очень сильно пропитан влагой, то уже никакая просушка не даст гарантии полного отсутствия пористых образований в сварочных швах. Поэтому такой материал можно использовать только в тех случаях, когда к качеству сварки не предъявляются повышенные требования по плотности и прочности соединений.
Оборудование для проведения сушки электродов
Термическое прокаливание электродной обмазки производится в закрытых электрических печах мощностью не менее 10 кВт и способных поднимать температуру до 450°C. Внутренний объем печи должен обеспечивать свободное размещение электродов без соприкосновения со стенками и укладкой не более чем в 2 ряда.
Конструкция прокалочной печи должна предусматривать возможность вентилирования внутреннего объема для удаления испарений. При отсутствии вентиляции влага будет повторно конденсироваться, и оседать на поверхности обрабатываемых материалов.
Не допускается сушка электродов в печах с открытым пламенем, микроволновых устройствах и путем открытой укладки на электрические элементы накаливания. Максимально допустимое количество процессов сушки на должно превышать трех раз. Если электроды после третьего прокаливания не позволяют получить нормальное качество сварного шва, то их необходимо отбраковать и отказаться от дальнейшего использования.
Случаи, когда сушка производится обязательно
Сварочные электроды должны быть прокалены если:
срок хранения на складе превышает 3 месяца;
время после доставки на рабочий объект превысило 5 дней;
при хранении или транспортировке электродов была нарушена заводская упаковка.
Кроме этого проведение термической обработки рекомендуется перед выполнением особо ответственных сварочных соединений и повышенной пористости обмазочного материала.
Технология температурного прокаливания
Главная задача сушки сварочных электродов заключается в удалении влаги и восстановлении рабочих характеристик обмазочного материала. Правильно высушенные электроды должны обеспечить качественное сварное соединение без образования пор и других дефектов шва. Технологический процесс просушки состоит из двух этапов:
предварительный прогрев при температуре 100°C в течение 2-3 часов;
высокотемпературное прокаливание при 250-270°C до 2-х часов.
Большинство изготовителей сварочных электродов указывают на упаковках или в сопроводительной инструкции рекомендуемые режимы сушки. Они могут отличаться от описанных немного выше. Так, например, режим обработки электродов Э42-Т предусматривает прокаливание при температуре 180°C в течение часа, а Э42А-Ф выдерживают 2 часа при 400°C.
Правильное хранение – гарантия качества электродов
Для исключения контакта сварочных электродов с атмосферной влагой необходимо организовать их правильное хранение. Самые оптимальные условия способны обеспечить специальные герметичные термопеналы. Они способны поддерживать на постоянном уровне заданные показатели температуры и влажности воздуха во внутреннем объеме.
Важным вопросом является обеспечение сохранности упаковки электродов. Изготовители после заводской просушки зашивают пачки плотной полиэтиленовой пленкой, которая исключает проникновение влаги. Однако упаковка не защищает от перепадов температуры и внутри нее может происходить частичная конденсация влаги. Поэтому помещение для хранения сварочных электродов должно быть не только закрытым, но и отапливаемым.
Где и как прокалить электроды дома

Где и как прокалить электроды дома — самый доступный способ
Важность использования в работе только сухих электродов обусловлена рядом факторов. Во-первых, металл не будет разбрызгиваться при сварке, во-вторых, розжиг электродов станет заметно проще. К тому же, сварочная дуга не будет гаснуть в процессе сварки, а её горение будет стабильным и непрерывным.
Многие почему-то путают и считают что прокалка и сушка электродов, это одно и то же. На самом деле, это не так, поскольку прокалка электродов более серьёзный процесс, протекающий при высоких температурах и определённое время. Здесь важно не перекалить электроды.
Просушить и прокалить — это не одно и то же
Прокалка электродов осуществляется строго по инструкции, и никак иначе. Заменить прокалку неспособна батарея отопления, на которую многие выкладывают электроды зимой, чтобы их подсушить. Главная цель сушки электродов заключается в удалении влаги с обмазки.

Однако на радиаторах отопления добиться полноценной прокалки электродов, увы, невозможно. Для этих целей применяются специальные печи, в которых электроды проходят термическую обработку. Что же касается домашних условий, то о способах прокалки электродов, в данном случае, будет рассказано ниже.
Как прокалить электроды дома в духовке
Наиболее простым и эффективным способом прокаливания электродов дома, является использование духовки. Лучше взять электрическую духовку, чем газовую.
Всё дело в том, что в газе может присутствовать некоторое количество влаги, а это отрицательным образом скажется на прокаливании. Также, прогрев электродов нельзя осуществлять на открытом огне.

Процесс прокаливания электродов в духовке выглядит так:
- Предварительно нужно разогреть электрическую духовку до температуры 200 градусов. Если на пачке с электродами указана какая-то другая температура, то следует использовать именно рекомендованную производителем электродом температуру прокалки;
- Затем электроды нужно поместить в духовку и плотно прикрыть дверцу;
- Время прокалки электродов не менее 1,5 часа, а для некоторых марок потребуется и целых 2 часа.
После того, как прокалка завершена, электроды нужно выложить из духовки, дав им время постепенно остыть до комнатной температуры. Не нужно резко охлаждать электроды, поскольку это приведёт к негативным последствиям.

Важно знать, что прокалка электродов решает многие проблемы при сварке металлов. Однако важно и надлежащее хранение электродов, в подходящих для этого местах.
Сразу после прокалки, когда электроды остыли, их нужно поместить в специальный футляр, который защищал бы их обмазку от воздействия влаги. Хранить электроды нужно только в сухом месте, а после долгого хранения их лучше просушить.

Помимо этого, чтобы электроды не впитывали в себя влагу, их нужно брать только определённое количество, чтобы использовать все, и за один раз. Сухие электроды — это залог безупречного сварочного шва и спокойной работы без нервов.
Проблема залипания электродов при сварке — почему возникает и как предотвратить

Прилипает электрод при сварке инвертором
Сварочный инвертор — это отличная альтернатива старым трансформаторникам для сварки, которые слишком сильно «садят» электросеть. Сегодня, когда стоимость инверторов сильно упала, позволить себе купить недорогой инвертор для дома может практически каждый человек. При этом даже нет необходимости обладать азами сварщика, все придёт с опытом.
Самая частая проблема при сварке инвертором, это залипание электрода. В данной статье строительного журнала будет рассказано о том, почему прилипает электрод при сварке инвертором, и как собственно бороться с этой напастью.
Залипание электродов: причины проблемы
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.

Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Причина №1: Повышенная влажность электрода
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Причина №2: Плохое качество электродов
Прежде всего, важен правильный выбор электрода для сварки инвертором. Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции. У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Причина №3: Аппарат настроен неправильно
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Причина №4: Поверхность детали не подготовлена
Причина №5: Дуга поджигается неправильно
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности. Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.







Рекомендации
Одним из самых простых способов побороть данную проблему является дополнительная функция «антизалипание электрода», которая имеется на современных сварочных аппаратах. Естественно, что она не поможет в самых сложных случаях, но сделает их использование существенно более простым и легким.
Также нужно уделить внимание правильному подбору самих электродов и режимов их использования. Это является основным способом избежать залипания. Ведь иногда достаточно лишь поднять силу тока до нужного уровня и горение дуги стабилизируется.
Перед использованием расходных материалов следует их просушить и прокалить, чтобы избавиться от влаги. Даже если это новые расходные материалы, то следует провести данные процедуры, так как во время перевозки и хранения они могли впитать жидкость из воздуха.
Нужно проверять конец электрода, как при первом зажигании, так и при последующих. Так как в самом начале обмазка может обсыпаться. А после на конце может налипнуть шлак, который помешает сварке.
Как предотвратить прилипание электрода
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Решение №1: Подготовьте электроды и металл
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Если электроды пролежали без упаковки более 8 часов, то их нужно просушить. Это можно сделать в электропечи, с учетом температуры плавления электрода. Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Решение №2: Настройте оборудование правильно
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Решение №3: Научитесь правильно поджигать дугу
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).

Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.
Резюме
Какими электродами лучше варить инвертором? Из точных безоговорочных требований есть только одно: это должны быть электроды для сварки постоянным током. Все остальные требования являются на самом деле советами, то есть имеют статус «желательности».
Не экономить на качественных расходниках, хранить их в правильных помещениях. Перед покупкой проверять спецификации металлов и сплавов, которые вы собираетесь варить, требования к подходящим к ним электродам.
Проверять перед работой, следить за упаковкой, учиться правильно поджигать и держать дугу. Все перечисленное укладывается в общее понятие. Это следование правилам и технологиям, что означает на самом деле повышение профессионализма сварщика. Чего вам и желаем. Успехов!
Неправильное хранение
Хранение материалов должно быть правильным. Условия хранения и использования написаны на каждой пачке электродов — определенная температура и влажность. Крупные поставщики имеют склады с правильным температурным и влажностным режимом — к ним претензий не возникает. Небольшие магазины иногда хранят продукцию в неотапливаемых контейнерах или местах с повышенной влажностью.
Даже при правильном хранении электрод может не зажечься, если закончился срок годности или порвана упаковка. У старых расходников обсыпается смазка. Как правило, в самом нужном месте — на кончике. Такой экземпляр обязательно залипнет. Если после вскрытия коробки с расходниками прошло более 8 ч., лучшим решением будет просушка при невысокой температуре — 100 градусов. Впитавшаяся влага испарится и электрод восстановит свойства.
Забыв проверить на упаковке срок хранения, мастер начинает думать, что неисправен инвертор.
Низкое качество
Прежде чем приступать к устранению залипания электрода, надо убедиться в их качестве. Изделия, произведенные в кустарных условиях, могут прилипать даже при отлично подобранном режиме электросварки.
На рынке распространяются подделки известных компаний производителей. Поэтому при покупке не стремитесь за дешевизной, обязательно проверяйте всю документацию.
Но даже продукция одного производителя может отличаться в разных партиях. Нередко первые партии новых марок электродов более качественные, чем последующие.
Электрод может прилипать по причине оббитой обмазки. Чтобы проверить качество обмазки, опытные сварщики советуют при покупке отпустить электрод плашмя с высоты около 2 метров.
Главное чтобы поверхность приземления была ровной. Если обмазка откололась, значит, электроды некачественные и приобретать их не следует.
Отсыревшие электроды тоже будут прилипать. При высокой влажности дуга будет нестабильна и сварщику приходится прижимать край проводника к основному металлу. Это будет вызывать залипание из-за короткой дуги.
В этом случае значительно снижается качество сварного соединения. Шов будет перенасыщаться водородом, на стыке будут образовываться трещины.
При покупке обратите внимание на наличие характерного белого налета на поверхности обмазки. Если налет присутствует, необходимо перед работой обязательно прокалить расходники.
Самый простой способ – это закоротить электрод на поверхности металла на некоторое время. Вставив его в держатель, прижать к стальной поверхности и держать около 5 секунд. Затем, движением держателя в сторону и вверх оторвать электрод и приступить к свариванию соединения.
Но этот способ приводит к подгоранию контактов, поэтому его лучше применять в условии отсутствия возможности прокаливания в цивильных условиях. Для нормальной прожарки достаточно поместить их в духовку с температурой 150 °C на 40 мин.
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Влияние силы тока
В зависимости от толщины детали и диаметра электрода необходимо подбирать нормальный уровень сварочного тока. При недостаточном его значении электрод будет прилипать к детали.
Это обусловлено малым током для образования сварочной ванны. Для сварки приходится держать дугу с небольшим зазором от основного материала, при этом увеличивается возможность погружения кончика электрода ванну и его залипание. Чтобы правильно подобрать ток, надо пользоваться таблицами.
Большое значение имеет профессионализм сварщика. Теоретические знания при отсутствии опыта это мертвый груз.
Неопытный сварщик очень боится дырок, поэтому выставляет изначально малое значение сварочного тока. Это приводит к возможному непровару стыка, а электрод обязательно прилипает к основному материалу.
Сварочный аппарат варит прерывисто
Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
- неисправности, связанные с неправильной работой электронной «начинки» аппарата

- неисправности, связанные с неправильным выбором режима работы.
Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Что делать, если электрод все время липнет к металлу

Электрод все время прилипает к металлу: причины, что делать
Прилипание электрода к металлу — достаточно распространённое явление, даже у квалифицированных сварщиков, не говоря уже о начинающих. Данная проблема может загнать в тупик, поскольку не знаешь, что может быть не так, и в порядке ли сварочный аппарат.
Однако существует ряд самых распространённых причин, из-за которых электрод прилипает к поверхности металла. Ну а чем чревата данная проблема, не стоит и говорить. При залипании электрода сильно страдает обмазка, она осыпается. Чрезмерной нагрузке подвергается и сам аппарат для сварки, а также, электросеть в которую он подключён.
Причины, из-за которых прилипает электрод при сварке
Вот основные причины, которые приводят к тому, что электрод прилипает к металлу:
- Отсыревшие электроды или электроды низкого качества;
- Неправильные регулировки сварочного аппарата. В данном случае речь идёт о токе для сварки, значит он слишком маленький;
- Свариваемый металл плохо подготовлен, на нем чрезмерно много ржавчины или загрязнений;
- Отсутствие опыта у сварщика.

Итак, чтобы разобраться с проблемой прилипания электрода при сварке, нужно разобраться с каждой из вышеперечисленных причин.
Сырые электроды или низкого качества
В электродах отсыревает обмазка. После долгого хранения или вследствие воздействия влаги, обмазка подвергается изменениям. В результате этого электроды будут плохо гореть, увеличится разбрызгивание металла, а стержень все время будет липнуть к поверхности.

Для того чтобы решить данную проблему достаточно будет прокалить электроды в духовке. Также, частично решить проблему способна сушка электродов на батарее отопления. При этом главным правилом является надлежащее хранение электродов. Хранить электроды для сварки нужно в сухом помещении.

Также, причиной залипания электрода может быть продукция низкого качества. В интернете можно найти немалое количество отзывов и всевозможные рейтинги электродов. Так получится определить наиболее качественную и хорошую продукцию.
Неправильные регулировки сварочного аппарата
В данном случае речь идёт о сварочном токе. Если параметры сварочного тока подобраны неверно, то электроды будут все время прилипать к металлу.
Низкий сварочный ток приводит к тому, что сварочная дуга нестабильная, она все время обрывается, а это приводит к залипанию электродного стержня. Чтобы определиться с параметрами сварочного тока, можно воспользоваться нижеприведённой таблицей.
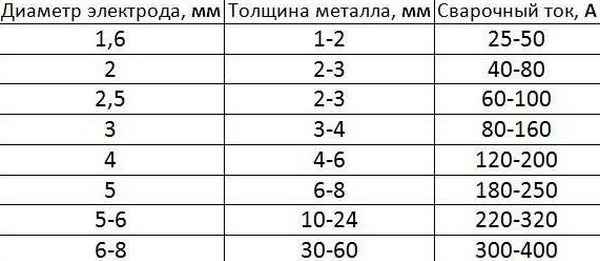
В ней указаны значения сварочного тока для каждого диаметра электродов, в зависимости от толщины свариваемого металла.
Плохо подготовленный металл
Наличие толстого слоя ржавчины и загрязнений на поверхности металла, также приводят к возникновению данной проблемы. Отсутствие хорошего контакта, это верный шаг к залипанию электрода.

Поэтому перед сваркой, нужно тщательно подготовить металл — удалить с него ржавчину, масляные пятна, участки с краской. Есть марки электродов, которые менее чувствительны к ржавому металлу, а есть, наоборот, которые не терпят загрязнений и все время прилипают из-за этого.
Читайте также: