Сварочные генераторы и преобразователи
Обновлено: 06.05.2024
Сварочный инверторный аппарат давно перестал быть диковинкой. Сейчас простенький инвертор можно найти в гараже или на даче у любого умельца. С помощью инвертора можно выполнить несложный ремонт или сварить небольшие детали. К тому же, инверторы не чувствительны к напряжению в электросети и могут работать даже от 170В. Но что делать, если электричества на даче нет совсем или оно настолько нестабильно, что инвертор не справляется с работой? В таких ситуациях выручает сварочный генератор.
Генератор для сварочного аппарата инверторного типа может работать на бензиновом или дизельном топливе и обеспечивать автономное электроснабжение. В той статье мы расскажем, какой электрогенератор выбрать для домашнего применения и что вообще из себя представляет генератор для сварочного инвертора.
Общая информация
Сварочный генератор — это портативное устройство со встроенным двигателем, которое является автономным источником электроэнергии. Проще говоря, сварочный генератор — это компактная автономная электростанция. Генератор для инверторной сварки пригодится не только при сварочных работах. Он незаменим при частом отключении электричества на загородном участке и при его отсутствии в гаражном кооперативе, например. Также генератор для сварки инвертором необходим при слабом напряжении в бытовой электросети, когда аппарат просто не способен включиться.

Принцип работы сварочного генератора крайне прост. Устройство представляет собой обычный двигатель внутреннего сгорания и генератора тока. Двигатель может быть бензиновым или дизельным. Двигатель сжигает топливо, тем самым приводит в движение генератор, который начинает вырабатывать необходимый ток.
Сварочный бензиновый или дизельный генератор отличается от обычного генератора. Несмотря на схожий принцип действия, только сварочный генератор способен генерировать ток, достаточный для ручной дуговой сварки. По этой причине не стоит использовать обычный бытовой генератор для питания сварочного инвертора.
Также не следует путать генератор, о котором мы рассказываем в этой статье, со сварочным агрегатом, который часто называют генератором. Сварочный агрегат — это генератор с функцией сварки, проще говоря автономный сварочный аппарат или генератор и сварочный аппарат в одном корпусе. Такой генератор с функцией сварки способен работать самостоятельно, без сварочного аппарата и электричества. А сварочный генератор, о котором идет речь в этой статье, просто обеспечивает электричество для выполнения сварочных работ с помощью стороннего сварочного аппарата.

Выбор сварочного генератора
Подбирая генератора для сварочного инвертора необходимо разобраться во всех его разновидностях. Мы вкратце расскажем обо всех особенностях, которые нужно учесть.
Бензиновый или дизельный
Вопрос «Какой генератор лучше: бензиновый или дизельный?» часто можно встретить на форумах сварщиков. И каждый, кто предпочел купить тот или иной генератор, готов доказать, что его выбор самый оптимальный. Но этот подход в корне не верный. Выбирая тип сварочного генератора нужно понимать, для каких целей вы будете его использовать и только затем делать выводы.
На данный момент бензиновые генераторы являются самыми распространенными. Они недорого стоят, просты в обслуживании и применении, весят меньше, чем дизельные, и могут стабильно работать при низкой температуре. Из недостатков отмечается высокий расход топлива и меньшая долговечность (в среднем до 3000 часов работы).

Что касается дизельных генераторов, то они более производительны, надежны и могут выдерживать значительные нагрузки. Дизельный генератор — это всегда стабильная работа в любом режиме сварки. Также дизельные модели очень экономичны и потребляют немного топлива.
Казалось бы, преимущества очевидны. Но проблема заключается в том, что большинство дизельных генераторов слишком мощные для домашнего применения. В магазинах предлагают генераторы от 5 кВт и выше, поэтому для бытовых целей они не подходят. К тому же, дизельные модели стоят существенно дороже и тяжелее бензиновых, и с трудом работают при низких температурах.
Какой выбрать?
Вы сами решаете, какой генератор нужен для выполнения ваших задач. И бензиновый, и дизельный генератор способны обеспечить автономное электроснабжение даже в полевых условиях. Вот только сфера применения этих устройств кардинально разная.
Сварка от генератора с бензиновым двигателем не должна превышать 6 часов, поскольку генератор просто не выдержит больших нагрузок. Для более сложных задач есть дизельные генераторы, способные работать практически круглые сутки (если на улице не минусовая температура).
Но признайтесь, вы действительно варите у себя на даче без перерыва 6 часов? Вряд ли. Если вам нужен генератор для домашнего применения, то бензиновая модель будет самой оптимальной. Она весит существенно меньше дизельного генератора, при этом более стабильна в работе и стоит дешевле. Оставьте дизельные модели профессионалам, которые знают, для чего они необходимы.
Постоянный ток или переменный
Сварочный генератор может генерировать как постоянный, так и переменный ток. Большинство бюджетных бытовых моделей генерируют только один тип тока, тогда как модели подороже могут быть универсальными.
Если вы выбираете недорогой генератор для дома, но при этом для вас важно качество работ, то мы рекомендуем сварочный генератор постоянного тока. Он обеспечивает лучшее качество швов и позволяет работать при небольших объемах. Для сварки можно использовать любые типы электродов. Швы получаются не только качественными, но и ровными и эстетичными. Но чтобы использовать такой генератор необходимо докупить выпрямитель.

Что касается генераторов переменного тока, они стоят несколько дешевле, чем генераторы постоянного тока, но при этом швы получаются менее качественными и долговечными. Это связано с тем, что само устройство генератора переменного тока куда проще, чем у генератора постоянного тока. Останавливайте свой выбор на генераторе переменного тока, если у вас небольшой бюджет и нет нужды варить качественные швы.
Класс генератора
Сварочные генераторы условно делятся на 3 класса: бытовые, полупрофессиональные и профессиональные.
Бытовые способны генерировать до 200 Ампер, чего достаточно для большинства недорогих инверторов. Если вы используете для сварки более-менее мощный полуавтомат, то лучше приобрести полупрофессиональный сварочный генератор, способный генерировать до 300 Ампер. Профессиональные модели, выдающие более 300 Ампер, как правило, не используются в домашних условиях, поскольку их мощность избыточна для большинства бытовых задач.
Количество сварочных постов
Сварочный генератор может питать не только один аппарат, если он оснащен сразу несколькими разъемами. Такие модели называются многопостовыми и предназначены для подключения сразу нескольких сварочных аппаратов. При использовании такого генератора у нескольких сварщиков есть возможность работать одновременно от одного генератора, что крайне удобно.
Тем не менее, большинство недорогих моделей все-таки однопостовые, поскольку в быту его будет использовать один человек, и нет надобности в коллективном выполнении работ.
Габариты и вес
Если вы собираетесь приобрести генератор для домашнего использования, то обратите внимание, чтобы он был переносной. Т.е., обладать приемлемым весом и габаритами. Зачастую бензиновые генераторы весят меньше, чем дизельные, и в целом отличаются компактностью. Но учтите, что в большинстве случаев чем генератор больше, тем он мощнее.
Вместо заключения
При выборе генератора обращайте внимание не только на его стоимость, но и на характеристики. Также не путайте генератор со встроенной функцией сварки с генератором, который просто обеспечивает автономное электроснабжение. Для домашней сварки отлично подходят бензиновые генераторы, тогда как дизельные модели оказываются избыточными при сварке в небольших объемах.
А вам когда-нибудь приходилось пользоваться генератором для выполнения сварки? Заметили ли вы различия при питании инвертора от розетки и от генератора? Поделитесь своим опытом ниже в комментариях. Возможно, вы сможете помочь новичкам в этом деле. Желаем удачи в работе!
Что такое сварочный преобразователь: его строение и назначение
Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.

Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Устройство
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.

Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки. Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
с падающей вольт-амперной характеристикой (однокорпусные модели ПСО/однопостовые/ и ПСМ/многопостовые/ с асинхронными трехфазными двигателями) предназначены для ручной электродуговой сварки плавящимся или неплавящимся электродом с использованием защитных флюсов или газов;
с жесткой или пологопадающей ВАХ необходимы для аргоновой, полуавтоматической, автоматической сварки (модельный ряд источников тока типа ПСГ);
универсальные, работающие в различных режимах (установки ПСУ с регулируемыми вольт-амперными характеристиками).
От ВАХ зависит функциональность генерирующих установок. При выборе оборудования важно это учитывать.
якорь с расщепленными полюсами, отдельно монтируются обмотки намагничивания и размагничивания;
раздельные обмотки размагничивания наводят ток от независимого возбуждения.
Физические электромагнитные особенности оборудования несущественно сказываются на КПД.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
Сварочные генераторы и преобразователи.
Сварочные генераторы и преобразователи представляют собой электрические машины, приводимые во вращение бензиновым (дизельным) или электрическим двигателем и собранных, как правило, на одном валу: рисунок 2.5
Двигатель
Источник (генератор) сварочного тока
Рисунок 2.5 – Структурная схема сварочного преобразователя
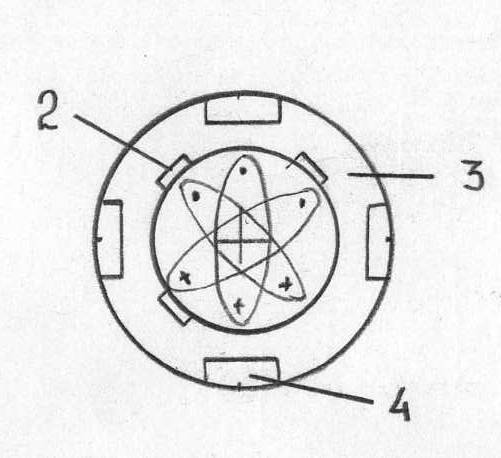
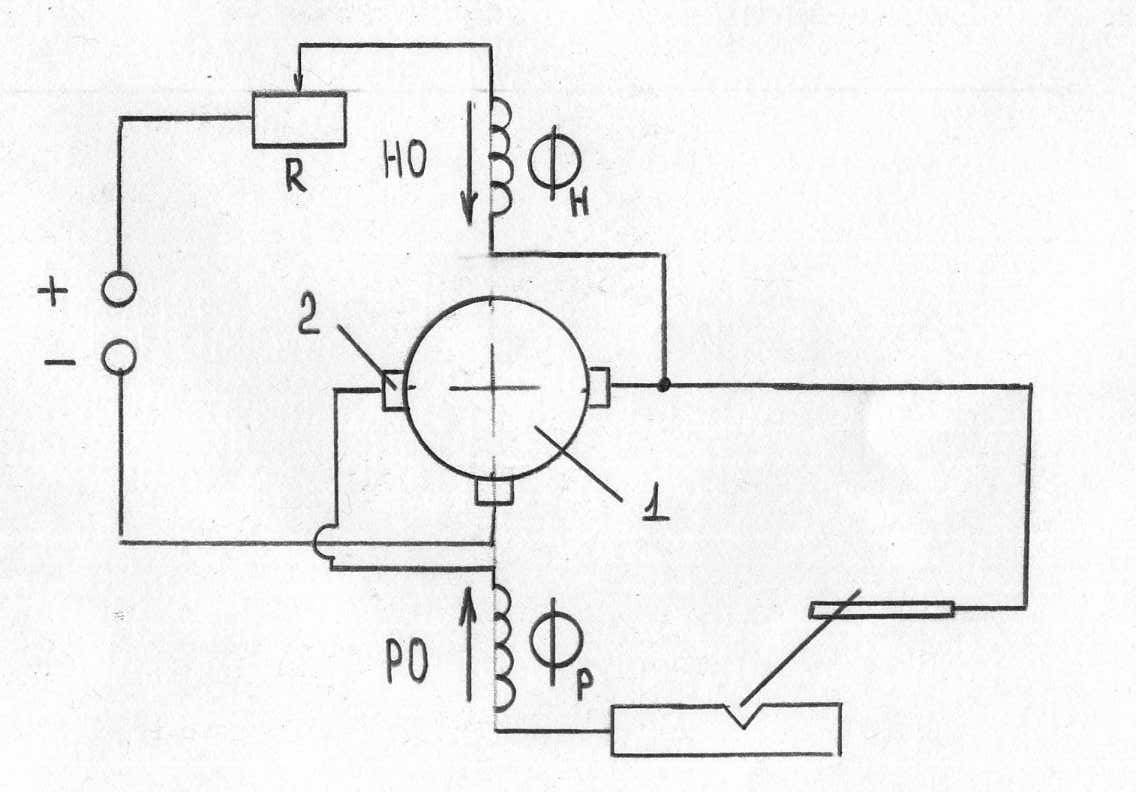
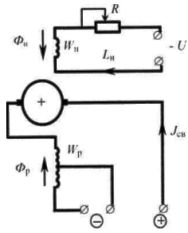
Принцип работы генераторов (преобразователей) следующий(Рисунок 2.6а,б): при запитке независимой обмотки возбуждения (НО) от аккумулятора между башмаками 4 создается магнитный поток, имеющий направление от N к S. При вращении рамок, образующих якорь 1, в них наводится электродвижущая сила, снимаемая щетками 2 и используемая для питания дуги. С увеличением тока сварки, на размагничивающей обмотке (РО) увеличивается размагничивающий поток Фр, направленный навстречу потоку Фн, благодаря чему генератор имеет крутопадающую характеристику.
Генераторы содержат: 1 – якорь, 2 – щетки, 3 – статор, 4 – полюсные башмаки.
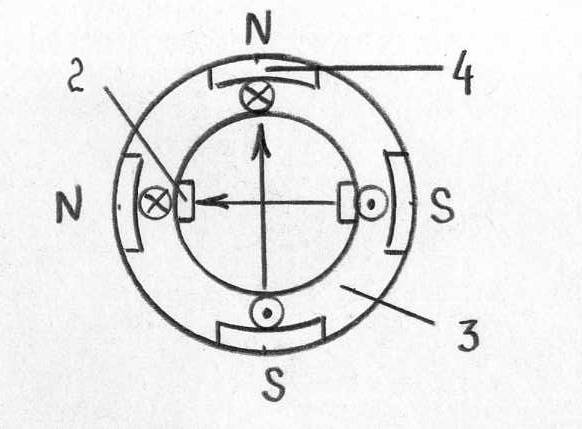 | 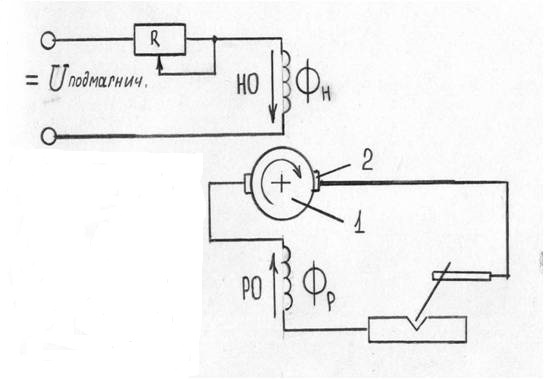 |
Рисунок 2.6 – Схемы сварочных генераторов а – с независимой намагничивающей и последовательной размагничивающей обмотками возбуждения;б – с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения;(НО) – намагничивающая обмотка, РО– размагничивающая обмотка; N и S– северный и южный полюса Сварочные выпрямители.Рисунок 2.7.
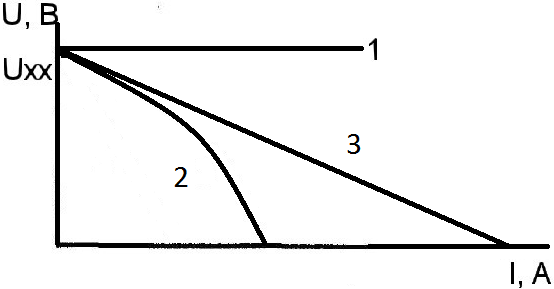
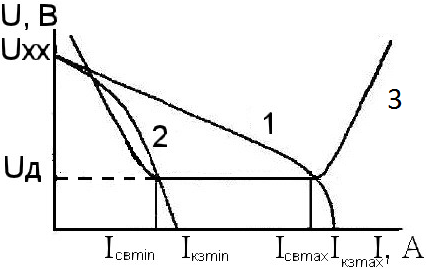
Рисунок 2.7 – Схема сварочного выпрямителя ВСС – 300 – 3: 1 – понижающий трехфазный трансформатор, 2 – селеновые выпрямители Сварочные выпрямители собирают из полупроводниковых элементов, которые проводят ток только в одном направлении. Выпрямительные сварочные установки имеют высокие динамические свойства вследствие незначительной электромагнитной инерции. Ток и напряжение при переходных процессах изменяются практически мгновенно:Отсутствие вращающихся частей делают установки более прочными и надежными в эксплуатации, чем генераторы постоянного тока. Внешние (вольтамперные) характеристики источников питания дуги(Рисунок 2.8) Рисунок 2.8 – Внешние (вольтамперные) характеристики источников питания дуги: а – различных источников тока: 1 – жесткая, 2 – крутопадающая, 3 – полого–падающая; б – для регулирования сварочного тока; 1,2 – предельные крутопадающие характеристики источника, 3 – вольтамперная характеристика дуги Сварочные инверторы. Сварочные инверторыпозволили совершить качественный скачок в электросварке. При прочих равных характеристиках, вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки. Сварочные инверторы – это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы и выпрямители. Структурная схема принцип действия сварочного инвертора приведены на рисунке 2.9:
Рисунок 2.9 – Структурная схема сварочного инвертора Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель. Выпрямленный,пульсирующий ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20–50 кГц. Затем переменное напряжение высокой частоты через высокочастотный трансформатор понижается до 70–90 В, а сила тока соответственно повышается до необходимых для сварки 100–200 А. Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги. В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами. К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг. Преимущества и недостатки сварочных инверторов Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна. Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом. Помимо этого в каждом инверторе есть функции: «Hotstart» (горячий старт)– когда для поджига электрода подаются максимальная величина тока, «AntiSticking» – когда при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «ArcForce» – когда для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения. Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза. Так при температуре ниже –15 о С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводомизготовителем. И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра. Содержание отчета В отчете должны быть цель работы, определение сварки, виды сварочной дуги, физическая сущность и свойства дуги, основные требования, предъявляемые к источникам, электрические схемы трансформаторов СТШ – 250, СТН – 300, ТС – 300, генераторов ГСО –300 и выпрямителя ВСС – 300–3, результаты измерения, по которым построили вольтамперные характеристики источников и дуги, расчеты и выводы. Контрольные вопросы 2.7.1. Роль русских ученых в открытии и применении сварки металлов электрической дугой. 2.7.2. Сущность процесса сварки электрической дугой. 2.7.3. Требования к источникам питания сварочной дуги. 2.7.4. Объяснить по схемам сущность работы различных источников питания дуги. 2.7.5. Что называют номинальным режимом работы источника тока? 2.7.6. Достоинства, недостатки и назначение конкретного источника сварочного тока. 2.7.7. Какие правила техники безопасности должны соблюдаться при включении в сеть сварочного оборудования и выполнении дуговой сварки? Что такое сварочный преобразователь?Многие новички знают лишь об инверторном или полуавтоматическом сварочном оборудовании, не подозревая о существовании других типов аппаратов. А ведь на рынке все еще можно найти и классический трансформатор, и выпрямитель, и сварочный генератор и сварочный агрегат. Помимо них также есть сварочный преобразователь, который нечасто используется в современной сварке. Тем не менее, не лишним будет знать о существовании такого оборудования.
В этой статье мы подробно расскажем, что такое сварочный преобразователь, какого его назначение и устройство. Также мы ответим на частый вопрос, чем отличаются сварочные преобразователи и агрегаты, они же генераторы. Сварочный преобразователь — это тип сварочного оборудования, который состоит из двух компонентов: электродвигателя и сварочного генератора. Типичный представитель – преобразователь сварочный ПСО 500.
Устройство сварочного преобразователя очень простое. Как мы уже упомянули выше, основные компоненты – это генератор и электродвигатель. Электродвигатель работает на переменном токе, а генератор – на постоянном. Принцип работы заключается в преобразовании переменного тока от двигателя в постоянный ток путем механического вращения вала генератора. Вал вращается на вручную, а благодаря процессу преобразования электрической энергии. Из-за необходимости механического вращения такое сварочное оборудование менее надежно по сравнению с выпрямителями, например. Также по сравнению с выпрямителями КПД не настолько велик. Зато сварочный преобразователь практически не чувствителен к нестабильному напряжению или к его просадкам. А в некоторых условиях (например, на стройплощадке) это один из важнейших факторов при выборе сварочного оборудования. Как и в случае с трансформатором или выпрямителем, сварочный преобразователь не имеет отдельной простой кнопки или регулятора для изменения силы сварочного тока. Ток регулируется реостатом в цепи независимой обмотки. Отличие от сварочного агрегата/генератораМногие сварщики путают сварочные генераторы и преобразователи. Эти типы сварочного оборудования очень похожи между собой, у них схожее строение и принцип действия. Но отличия все же есть. Из них самое главное отличие – это тип двигателя, использующегося для генерирования тока. У преобразователя это электродвигатель, соответственно такую установку необходимо подключать к внешнему источнику электроэнергии. А у генератора это топливный двигатель (бензиновый или дизельный), поэтому такой аппарат можно использовать для сварки в полевых условиях где электричества нет. РазновидностиСуществует множество разновидностей сварочных преобразователей. Мы разделили их на несколько групп. Количеств сварочных постовСварочный преобразователь может быть как однопостовым, так и многопостовым. Однопостовой предназначен для питания только одной сварочной дуги. Это значит, что сварку сможет выполнять только один сварщик. Соответственно, от многопостовой установки сварку могут выполнять сразу несколько мастеров, что очень удобно на производстве. У многопостового преобразователя много плюсов. К нему можно подсоединить сразу несколько сварочных кабелей и варить большим коллективом, при этом избежать больших расходов на ремонт и обслуживание, поскольку установка всего одна. Но КПД у многопостового преобразователя существенно меньше чем у однопостового. Так что выбор количества постов зависит от многих факторов. Иногда бывает ситуация, когда однопостовой преобразователь – это лучший выбор по всем показателям, но его мощности может быть недостаточно. В таком случае можно параллельно подключить два преобразователя, предварительно настроить на них одинаковое напряжение холостого хода. Способ установки и характеристикиСварочный преобразователь может быть как стационарным, так и передвижным. Для стационарного применения необходимо предварительно залить фундамент, поскольку вес у преобразователя не маленький. Для более мобильного применения установку можно смонтировать на специальную раму с колесами.
Вольтамперные характеристики могут быть падающими, пологопадающими, жесткими, комбинированными. ФункциональностьМногие преобразователи универсальны и предназначены для разных типов сварки: от ручной дуговой до автоматической сварки под флюсом. Также преобразователю под силу сварка в среде защитного газа и автоматическая сварка. Все это возможно в том случае, если установка обладает комбинированными вольтамперными характеристиками и может обеспечить как жесткую, так и падающую характеристику. Особенности и техника безопасностиСварочный преобразователь– это сложный в применении аппарат. Он требует соблюдения правил и учета всех его особенностей. Мы дадим несколько рекомендаций касаемо эффективного и безопасного применения преобразователя. Перед тем, как включить преобразователь, убедитесь, что корпус заземлен. Также проверьте, в каком состоянии щетки коллектора. До упора поверните штурвал реостата против часовой стрелки. Не забудьте на доске зажимов установить перемычку с учетом силы сварочного тока. Зачастую преобразователи требуют 380 Вольт для питания, а это напряжение может быть опасно для вашего здоровья. Даже стандартные 220 Вольт способны привести к печальным последствиям. Поэтому ничем не закрывайте клеммы двигателя.
Напряжение на клеммах генератора не должно превышать 12 Вольт, если вы работаете в условиях с повышенной влажностью или температурой, в пыльном помещении или на токопроводящем полу. Но на практике ситуация обстоит сложнее, поскольку при работе преобразователя напряжение может свободно повышаться вплоть до 80 Вольт. Будьте осторожны. Пользуйтесь резиновым ковриком специальной обувью и перчатками. Остальные правила техники безопасности ничем не отличаются от трансформаторов или инверторов. В процессе работы глаза, руки и лицо могут пострадать от излучений дуги, брызг горячего металла и т.п., так что не пренебрегайте средствами индивидуальной защиты. Сварочный преобразователь – это напрасно забытый тип сварочного оборудования, который даже сейчас может дать фору многим современным аппаратам. Он функционале и способен работать в трудных условиях. Конечно, такие аппараты уже морально устарели, они громоздкие и в многом непонятны для неопытного мастера. Но это не значит, что подобное сварочное оборудование нужно сбрасывать со счетов. В этой статье мы постарались просто и понятно рассказать про суть и назначение сварочного преобразователя, перечислили его разновидности и дали несколько рекомендаций по правильному и безопасному применению. Надеемся, этот материал будет полезен для вас. Оставляйте свои комментарии, делитесь опытом применения сварочных преобразователей. Желаем удачи в работе! Сварочные генераторы
Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов. Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока. Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока. Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением. Сварчоные генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются. Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов. Коллекторные сварочные генераторы Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора. При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС. Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой. ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф - магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря. Напряжение на выходе генератора при нагрузке U2 = E2 - J св R г, где U2 - выходное напряжение на клеммах генератора при нагрузке; Jсв - сварочный ток; Rг - суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов. Поэтому внешняя статическая характеристика такого генератора полого падающая. Для получения круто падающей внешней статической характеристики в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой внешней статической характеристики используется подмагничивающая обмотка статора. Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
Рис. 1 Схема сварочного генератора с независимым возбуждением и размагничивающей обмоткой Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток. Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока. Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.
Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока. Генератор обеспечивает падающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу. Сварочный генератор с самовозбуждением и размагничивающей обмоткой Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
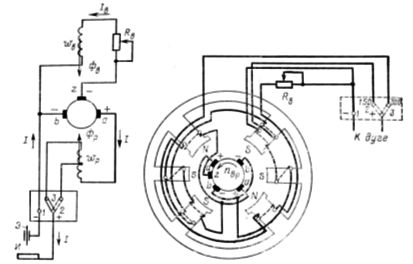
Рис. 2. Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением В коллекторных сварочных генераторах, кроме основных полюсов и обмоток, есть ещё две дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки. Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка, которая располагается между двумя основными щетками. Напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.
Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов. При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока. Вентильные сварочные генераторы Сварочные генераторы этого типа появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора. В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
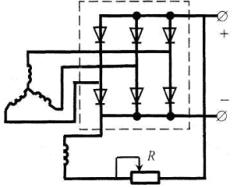
Рис. 3. Схема вентильного генератора с самовозбуждением В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно, ЭДС наводимая этим потоком, тоже переменная. Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока. Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
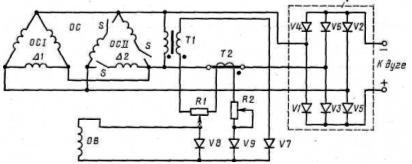
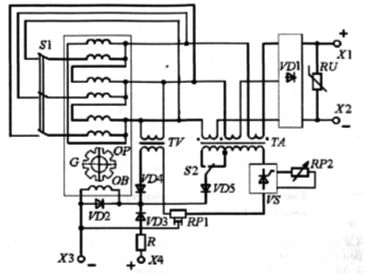
Рис. 4. Принципиальная электрическая схема вентильного сварочного генератора типа ГД-312 с самовозбуждением Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току. Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ.
Рис. 5. Принципиальная схема сварочного генератора ГД-4006 В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х. На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР. Формирование искусственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением. Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage 500. Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта! Читайте также:
|