Сварочные преобразователи постоянного тока
Обновлено: 21.09.2024
Многочисленные подделки низкого качества вынуждают людей делать своими руками сварочные инверторы переменного и постоянного тока, которые более надёжны и проще ремонтируются. Как изготовить такой агрегат своими руками и сделать его долговечным и работоспособным в условиях нестабильного напряжения на даче и в сельской местности? На этот вопрос мы ответим в данной публикации и поэтапно соберём надёжный и практичный сварочный инвертор для соединения разных деталей. Наша задача — обеспечить малые габариты оборудования и небольшой вес конечного устройства для удобства работы с ним.
Виды сварочных аппаратов
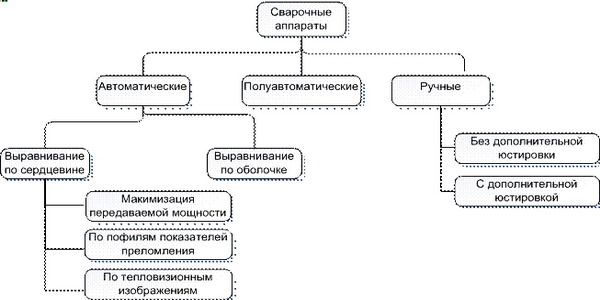
Для надёжного соединения металлов в любом строительстве используются сварочные аппараты, основой которых является силовой трансформатор, служащий преобразователем напряжения и потребляемого тока. По принципу действия агрегаты для сварки делятся на следующие типы:
До недавнего времени самым популярным был сварочный аппарат постоянного тока, основным недостатком которого был значительный вес. Вместе с тем несложная конструкция такого изделия позволяла в домашних условиях изготовить самоделку, не уступающую промышленным образцам. Кроме силового трансформатора, в конструкцию входят выпрямительные диоды и сглаживающий конденсатор большой ёмкости, а также дроссели и сопротивления. Таким образом, сварочный аппарат собрать своими руками не так уж и сложно.
Ещё проще выглядит сварочный аппарат переменного тока, представляющий собой силовой трансформатор, во вторичной обмотке которого делают несколько выводов с разным количеством витков. Это делают для регулировки сварочного тока в зависимости от толщины соединяемого материала. Такие сварочные аппараты переменного тока просты в изготовлении, но имеют низкую комфортность при работе, хотя шов получается более равномерным и прочным.
Трёхфазные агрегаты изготавливают из трёх трансформаторов, соединённых в звезду с шестью диодами, подсоединёнными по трёхфазной мостовой схеме. Такое подключение позволяет потребить небольшой ток и распределить равномерно по фазам нагрузку.
Далее рассмотрим сварочные инверторы с переменным током высокой частоты, которые отличаются небольшим весом и габаритами. Суть их работы состоит в том, что переменное сетевое напряжение 220 вольт с частотой 50 Гц выпрямляется, а затем преобразуется в высокочастотное переменное напряжение 20—50 кГц. Такой подход позволяет уменьшить потребление тока и понизить вес агрегата, не ухудшая его технических характеристик.
Важно помнить, что самодельные сварочные аппараты с постоянным током используются только с соответствующими электродами.
Преимущества самодельного инвертора

Для строительных работ с применением металлоконструкций желательно иметь свой аппарат для сварки, но его цена в розничных сетях зачастую оказывается слишком высокой. Можно собрать самодельный сварочный аппарат, который снизит стоимость конечного изделия, но без определённых затрат всё же обойтись не удастся. В частности, затраты на высокочастотные транзисторы, а также тиристорный регулятор тока для сварочного аппарата и выпрямительные диоды станут необходимыми.
Инвертор обладает следующими преимуществами:
- малый вес, около 10 кг, в зависимости от мощности;
- коэффициент полезного действия — более 90 %;
- малое потребление электроэнергии;
- широкие пределы работы схем регуляторов тока, что позволяет работать по разным технологиям сварки элементов из разных металлов;
- высокая стабильность напряжения на электроде позволяет сделать ровный и качественный шов;
- можно использовать электроды разного типа;
- современные схемы и элементная база дают возможность устранить залипание электродов и обеспечивают ускоренный розжиг дуги.
Необходимые комплектующие и инструменты
Мы видим, что инвертор в сварочных работах является незаменимым инструментом, лёгким и удобным в эксплуатации. Для того чтобы обеспечить его качественную сборку, понадобятся, кроме радиодеталей, следующие инструменты:
- мощный паяльник с припоем и флюсом;
- набор отвёрток и пассатижи;
- электродрель или шуруповёрт с набором свёрл;
- ножовка, нож, ножницы;
- подходящий по размеру корпус для монтажа инвертора.
Поскольку работа инвертора сопровождается нагревом элементов, необходимо обеспечить принудительную систему вентиляции, а диоды и транзисторы размещать на радиаторах.
Чтобы понять суть сборки аппарата, необходимо разобраться в принципиальной схеме устройства и взаимодействия его составляющих между собой. Сварочный инвертор состоит из следующих основных узлов:
- сетевое напряжение 220 В, 50 Гц поступает на первичный низкочастотный диодный выпрямитель, после которого постоянное напряжение фильтруется конденсаторами;
- постоянное напряжение подаётся на инвертор, выдающий на выходе высокочастотное переменное напряжение;
- далее располагается понижающий трансформатор;
- затем вторичный высокочастотный выпрямитель;
- постоянный ток через дроссель идёт на электрод;
- со входа и выхода высокочастотного трансформатора осуществляется соединение с блоком обратной связи, который корректирует работу инвертора в зависимости от параметров сварочного тока;
- блок управления сварочным инвертором.
Последовательность сборки сварочного аппарата

Собственноручная сборка инвертора подразумевает использование как можно большего количества готовых элементов, поскольку этот агрегат довольно сложный и без знания основ радиоэлектроники не обойтись. При окончательной проверке и отладке понадобятся осциллограф и тестер, рассчитанный на замеры токов большой силы.
Самостоятельно можно перемотать трансформатор, адаптируя его к вашим запросам, или создать дроссель. Под силу разместить диоды и тиристоры на радиаторах, закрепить шины из алюминиевых или медных полос, но собрать и отладить блоки обратной связи и управления можно только при помощи специалиста.
При сборке сварочного аппарата очень важно соблюдать правила техники безопасности, поскольку электрооборудование связано с риском поражения током.
Проводя работы по монтажу узлов инвертора, необходимо соблюдать ряд требований, а именно:
- корпус для аппарата нужно выбирать так, чтобы в нём компактно, но не скученно были размещены все элементы инвертора;
- при намотке трансформатора нужно следить за плотной укладкой витков обмотки, надёжно изолировать их и закреплять;
- силовые диоды, тиристоры и транзисторы надёжно закреплять на радиаторах с использованием теплопроводящей пасты;
- лучше всего использовать медные провода и шины, поскольку их токопроводящие свойства выше, чем у алюминия;
- к качеству всех компонентов следует относиться очень внимательно, потому что от них зависит долговечность устройства;
- обеспечить бесперебойную работу системы охлаждения с помощью мощных вентиляторов, а в корпусе просверлить отверстия для циркуляции воздуха;
- тщательно пропаивать все электрические соединения.
Окончательная отладка сварочного инвертора должна проводиться под контролем специалиста.
Итоги
При сборке сварочного инвертора своими руками вы обеспечите себя незаменимым и удобным аппаратом для сварки металлов, а кроме того, сможете существенно сэкономить. Важно ответственно подходить к выбору деталей и электронных компонентов, а при необходимости обращаться за помощью к профессионалам. При окончательной отладке их помощь и аппаратура обеспечат безупречную и длительную работу инвертора.
Что такое сварочный преобразователь: его строение и назначение
Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.

Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Устройство
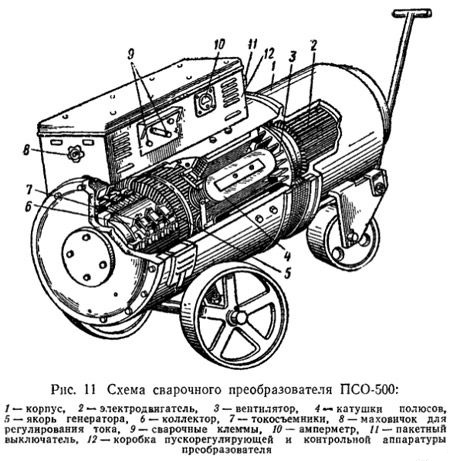
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.

Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки. Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
с падающей вольт-амперной характеристикой (однокорпусные модели ПСО/однопостовые/ и ПСМ/многопостовые/ с асинхронными трехфазными двигателями) предназначены для ручной электродуговой сварки плавящимся или неплавящимся электродом с использованием защитных флюсов или газов;
с жесткой или пологопадающей ВАХ необходимы для аргоновой, полуавтоматической, автоматической сварки (модельный ряд источников тока типа ПСГ);
универсальные, работающие в различных режимах (установки ПСУ с регулируемыми вольт-амперными характеристиками).
От ВАХ зависит функциональность генерирующих установок. При выборе оборудования важно это учитывать.
якорь с расщепленными полюсами, отдельно монтируются обмотки намагничивания и размагничивания;
раздельные обмотки размагничивания наводят ток от независимого возбуждения.
Физические электромагнитные особенности оборудования несущественно сказываются на КПД.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
Сварочные аппараты постоянного тока (DC)
Сварочный аппарат постоянного тока DC – оборудование, предназначенное для соединения металлических изделий используюя в качестве источника дуги постоянный ток.
220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 80 %, Диаметр электрода от 1,5 до 5 мм, Вес 8 кг

220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 60 %, Встроенный, Диапазон диаметров сплошной проволоки от 0,6 до 1 мм, Воздушная, Вес 12,5 кг

220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 5 мм, Вес 5,2 кг

220 В, Диапазон сварочного тока от 10 до 180 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 4 мм, Вес 4,7 кг

220 В, Диапазон сварочного тока от 10 до 160 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 3,2 мм, Вес 4,7 кг

220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG), Воздушная, Вес 6,2 кг

220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG) , Воздушная, Вес 6,2 кг

380 В, Диапазон сварочного тока от 10 до 250 А, Продолжительность включения (ПВ) 80 %, Диаметр электрода от 1,5 до 5 мм, Вес 13 кг

220 В, Диапазон сварочного тока от 10 до 180 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG) , Воздушная, Вес 6 кг

220 В, Диапазон сварочного тока от 10 до 160 А, Продолжительность включения (ПВ) 60 %, Встроенный, Диапазон диаметров сплошной проволоки от 0,6 до 1 мм, Воздушная, Вес 12,5 кг

220 В, Диапазон сварочного тока от 20 до 250 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG) , Воздушная, Вес 19 кг

380 В, Диапазон сварочного тока от 10 до 500 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG), Жидкостная, Воздушная, Вес 54 кг

380 В, Диапазон сварочного тока от 20 до 250 А, Продолжительность включения (ПВ) 60 %, Встроенный, Диапазон диаметров сплошной проволоки от 0,6 до 1,2 мм, Вес 47 кг

220 В, Диапазон сварочного тока от 15 до 160 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 3,2 мм, Вес 3,5 кг




380 В, Диапазон сварочного тока от 30 до 400 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 6 мм, Вес 22 кг

220 В, Диапазон сварочного тока от 20 до 250 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 5 мм, Вес 6,6 кг

380 В, Диапазон сварочного тока от 30 до 400 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 6 мм, Вес 25 кг

Работать на сварочном аппарате постоянного тока проще и удобнее, что положительно отражается на продуктивности и эффективности швов. Более стабильная дуга – ещё одно преимущество DC агрегатов. Однако, данное оборудование не подходит для сварки алюминия.
Изучаем сварочный преобразователь
Сварочный электрический преобразователь представляет собой совокупность генератора постоянного тока и электрического двигателя постоянного тока. В процессе работы происходит преобразование сетевой электроэнергии переменного тока в механическую энергию электрического двигателя. В результате вращения генераторного вала она преобразуется в электрическую энергию постоянного тока, используемого для сварки. Преобразователь имеет относительно небольшой КПД, а из-за присутствия вращающихся элементов в сравнении с выпрямителем он считается менее надежным. Но для строительно-монтажных работ применение генераторов имеет свои преимущества. Например, если сравнивать с прочими источниками, они менее чувствительны к сетевым колебаниям напряжения.
Устройство сварочного электрического преобразователя: электрический приводной двигатель, генератор, вырабатывающий сварочный ток. Из-за того, что конструкция генератора для сварки включает вращающиеся элементы, надежность и КПД устройства ниже, чем у стандартных трансформаторов, выпрямителей.
Но преобразователи при этом имеют свое преимущество – вырабатывают сварочный ток, практически не зависящий от сетевых перепадов напряжения. Их целесообразнее всего использовать в случае повышенных требований к качеству сварочных работ.
Рабочие узлы преобразователя сварочного оборудования, пускорегулирующая аппаратура в том числе, размещены в одном корпусе. Отличают передвижные агрегаты и преобразователи (для осуществления строительно-монтажных работ), стационарные посты (используются на производствах). Они имеют немного разные характеристики.
Принцип работы механизма ПСО-500 предоставляет возможность вырабатывать постоянный, переменный ток. Достаточно часто в производственных цехах используются именно преобразователи марки ПСО-500, так как они характеризуются высокой технической производительностью, надежностью.
Особенности установки
- В основе устройства используется генератор марки ГСО-500, назначение которого – вырабатывать постоянный электрический ток.
- Два рабочих режима: до 300 А и 500 А.
- Ротор электромотора, якорь генератора оборудованы на одном валу. Между ними размещена крыльчатка вентилятора, обеспечивающая эффективное охлаждение механизма.
- Пакетник, выполняющий функцию запуска устройства, и реостат, регулирующий рабочий процесс, размещены в едином блоке, закрепленном на корпусе установки.
- Для регулировки сварочного тока используется реостат, который подключен к цепи обмотки возбуждения.
Преобразователь сварочный модели ПСО-500 смонтирован на колесном шасси, имеет небольшой вес. Благодаря этим характеристикам установка является достаточно мобильной и может использоваться на строительных площадках.
При использовании преобразователей нужно соблюдать требования по технике безопасности для электроустановок:
- корпус обязательно должен быть заземлен; работы, связанные с подключением агрегата к электросети, должен производить исключительно профессиональный электрик;
- учитывая, что оборудование подключается к источнику питания с напряжением 220/380 В, двигательная клеммная коробка должна быть закрыта и надежно изолирована.
Несмотря на то что сварочные преобразователи расходуют больше электрической энергии из-за низкого КПД, наличия механических связей, сварочный ток всегда стабильный независимо от перепадов сетевого напряжения. Это предоставляет возможность выполнять сварные швы высокого качества.
Также необходимо соблюдать в процессе работы со сварочным преобразователем следующие требования:
- обязательное заземление корпуса установки;
- на клеммах двигателя напряжение в 380/220 В считается опасным, они обязательно должны быть надежно изолированы, прикрыты. Соединительные работы осуществляются опытным электриком, у которого есть допуск к работам с высоким напряжением;
- на клеммах генератора при нагрузке напряжение составляет 40 В, на холостом ходу напряжение генератора марки ГСО-500 может увеличиваться до 85 В. В процессе эксплуатации оборудования в закрытых помещениях с повышенной влажностью, при наличии пыли, на открытом воздухе, при повышенных температурах окружающей среды (более 30 градусов), токопроводящем половом основании, выполнении сварки материалов на конструкциях, сделанных из металла, напряжение более 12 В представляет опасность для человеческой жизни.
При любых неблагоприятных рабочих условиях нужно использовать резиновый коврик и обувь, обязательно работать в резиновых перчатках. Защитные средства от возможного ультрафиолетового излучения, разбрызгивания расплавленных металлических частиц те же, что и для работы со стандартными трансформаторами, инверторами.
Как устроен аппарат для сварки постоянным током
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.

Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Читайте также: