На микроконтроллере сварочный аппарат
Обновлено: 21.09.2024
Данный проект был испытан на "железе" умершего полуавтомата ТЕМП. Делал товарищу по его просьбе. Имеется три кнопки +,- и меню +/- регулирует параметры. Кнопкой меню можно выбирать необходимый параметр.
В главном меню регулируется ток. Во втором меню регулируется скорость проволоки. В третьем: задержка между включением клапана и подачей проволоки. При неактивности в меню 2 и 3, происходит авто возврат в главное меню через примерно 3-5сек. При удержании кнопок +/- происходит быстрое изменение параметра, что очень удобно.
Частота ШИМ двигателя выбрал довольно высокую примерно 2500 Гц , чтобы не было рывков проволоки. Сварочный ток регулируется фазоимпульсным методом.
Использование данной автоматики моему товарищу понравилось из-за высокой плавности регулировки и удобности использования.
Фьюзы необходимо выставить на частоту 8 МГц в интернете можно найти "генераторы фьюзов" для AVR, желательно использовать внешний кварц и супервизор питания!
Индикатор применяется на три разряда, хоть с общим катодом, хоть с общим анодом.
При включении устройства, когда движутся полоски, нужно зажать до появления корректного изображения либо кнопку +, чтобы использовать общий катод, либо кнопку меню, чтобы использовать общий анод. По умолчанию используется общий анод. При следующем включении не нужно будет программировать конфигурацию индикации, так как данные сохраняются в еепром.

Появились коммерческие версии прошивок:
1) Улучшен алгоритм работы. Исправлены некоторые ошибки.
2) Расширены возможности. Добавлен триггерный и импульсный режим работы.
3) Несколько версий прошивок (с регулятором тока и без регулятора).
Новая версия прошивки (19.04.2013)
Были устранены следующие недостатки, а также добавлены следующие возможности:
- регулировка тока сбалансирована во всем диапазоне.
- введена настройка диапазона регулировки подачи проволоки.
- добавлен специальный алгоритм исключения ошибки настройки минимального значения и максимального значения для скорости проволоки.
- улучшен алгоритм регулятора тока.
- улучшена индикация сохранения данных в еепром.
- исправлен вывод данных на индикатор.
Новая версия прошивки (12.09.2013):
+ Исправлены всплески регулировки
+ Улучшен алгоритм регулятора
+ А также мелкие улучшения
+ ПА+Сварка (можно использовать как обычную электродуговую сварку)
- Ограниченная версия, настройки не сохраняются
- Полную версию можно получить с прошитым МК
Ниже вы можете скачать исходник, прошивку (от 19.04.2013) и печатную плату в формате LAY
Профессиональный контроллер для сварочного полуавтомата
Хочу представить вам свою новую разработку. Это контроллер профессионального назначения для полуавтомата, далее (ПА).
Данное устройство реализовано на микроконтроллере Atmega16, работает он на тактовой частоте 4 МГц от внешнего кварцевого резонатора.
Можно конечно затактировать и от встроенного генератора на 4 МГц, но данный способ имеет существенные недостатки:
1) "Уплывание" частоты при изменении температуры окружающей среды.
2) Возможный сбой программы при внешних помехах.
Второе случается крайне редко на практике. А при хорошем проектировании печатной платы, вовсе не случается.
Первый недостаток очень серьезный из-за того, что мы используем фазоимпульсный метод регулирования сварочного тока.
От "уплывания" тактовой частоты у нас будут уплывать установленные значения тока в ту или иную сторону.
Данное устройство имеет следующие возможности:
1) Плавную регулировку тока с запоминанием значения
2) Плавную регулировку скорости подачи проволоки с запоминанием значения
3) Эконом режим. Режим экономии газа.
4) Настройка режима работы пусковой кнопки на рукаве.
а) нормальный режим работы.
б) триггерный режим работы
в) таймерный режим работы.
г) импульсный режим работы.
В нормальном режиме, мы нажали кнопку - варим, отжали - не варим.
В триггерном режиме мы нажали и отжали кнопку - варим, повторно нажали и отжали - не варим
В таймерном режиме мы варим как и в обычном режиме, только режим сварки отключается автоматически хоть и нажата кнопка на рукаве по истечению времени. Для продолжения работы необходимо отжать кнопку и повторно нажать.
В импульсном режиме мы варим как бы рывками. В меню задается как пауза, так и импульс сварки, в довольно широких пределах. Этот режим идеально подходит для работ, где необходима точечная сварка.
5) Настройка минимального предела тока
6) Настройка максимального предела тока
7) Настройка минимального предела скорости проволоки
8) Настройка максимального предела скорости проволоки
9) Настройка предварительной подачи газа (ПРЕД)
10) Настройка последующей подачи газа (ПОС)
11) Настройка количества реле для грубого регулирования тока путем отводов первичной обмотки. Минимум 1шт. максимум 10шт. реле.
12) Грубая регулировка тока переключением обмоток трансформатора с меню с запоминанием уровня тока.
В общем с возможностями разобрались. Теперь расскажу немного теории.
Принцип регулирования тока заключается в подаче управляющего импульса на тиристоры после перехода через ноль сетевого напряжения.
Чем выше установленная выходная мощность в меню, тем раньше будет подан импульс управления на тиристоры после перехода через ноль.
Стандартную схему диодно-тиристорного моста можно посмотреть в моей предыдущей статье
Принцип регулирования скорости подачи проволоки значительно проще, чем регулирование тока. Применен метод широтно-импульсной модуляции далее (ШИМ).
Навигация по меню и настройка
1) Регулировка тока + регулировка проволоки
2) Эко режим
3) Режим переключения обмоток
4) Настройка режима работы «живой кнопки»
5) Настройка минимального значения тока
6) Настройка максимального значения тока
7) Настройка минимального значения подачи проволоки
8) Настройка максимального значения подачи проволоки
9) Настройка пред. газа
10) Настройка пос. газа
11) Настройка количества реле обмоток
12) Настройка таймерного режима (установка времени работы при нажатой кнопке)
Одно значение = 75мс. То есть значение 10 = 750мс.
13) Настройка импульсного режима работы
Значение 10d это у нас промежуток когда нет тока
Значение 10p это у нас промежуток когда есть ток
Настраивается парами кнопок +/- и + prov /- prov
Кнопкой MENU мы перемещаемся по меню
Кнопкой RETURN выходим в первое (главное) меню
Кнопками +/- и +prov/-prov мы устанавливаем значение.
Для того, чтобы заработало устройство его необходимо правильно собрать и прошить контроллер (МК).
Для прошивки МК нам понадобится программатор. Схемы программаторов можно посмотреть здесь.
Фьюзы при прошивке нужно выставить так: CKSEL 3..0 0b1111
К статье прилагаю файл [svarka4.rar] симуляции для протеус, несколько прошивок (одна с пониженной частотой ШИМ, вторая с повышенной частотой ШИМ).
Имеется коммерческая версия прошивки
1) изменен алгоритм меню.
2) улучшено быстродействие.
3) добавлена формула расчета скорости подачи проволоки от значения тока (отключаемая по желанию).
4) добавлено несколько режимов экономии газа.
Обновления 28.01.2014:
- новая версия прошивки V1.1;
- печатная плата в DIP Trace. Автор: Ожух Владимир из Мишевоград-Волынский, Украина. Плата протестирована им-же.
В новой версии прошивки исправлено:
- подача проволоки теперь работает на максимуме;
- вывод торможения имеет нормальную нагрузочную способность.
Внимание! Это free (бесплатная) версия. Не имеет ограничений! Отличается от 3.0 (Полной версии) - наличием формулы и доработанным и улучшенным меню.
На микроконтроллере сварочный аппарат


Часовой пояс: UTC + 3 часа
сварочный инвертор на микроконтроллерах
добрый вечер хотел узнать хто нибудь занимался сварочными инверторами на микроконтролерах и разработкой печатных плат к етим схемам
_________________
Не то время, не та жизнь, думаешь сам.
Не верь словам, что сказаны устами суки.
Ты ранишь руки о стакан, по водке в хлам,
Оставил там часть сердца на поруки.
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
Я делаю косые мосты и на РIC и на меге8, если были на "электрике" должны были видеть.На сварочник Липина разрабатывал и платы и корпус, и иэготовил их уже более десятка, отличный аппарат, не одного возврата за полтора года.
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
Есть конечно, но на данный момент косой превосходит их по надежности.Читайте там много тем, чтобы, что-то начать делать нужно немного определится с выбором.
Нельзя.
Ну разве что поменять шим-контроллер.
Хотя нет, можно и на этом если поставить "дроссель рассеяния" и частотой изменять ток.
_________________
Раз reset, два reset - полyчи на диске bad !
Тpанзистоp p-n-p. Plug-n-Play ?
У кого что сбоит, тот о том и говорит.
Сожгли по осени, моего 100А Бармалейчика, я так понимаю просто перегрели, на дросселе аж феррит крошится, сейчас буду переделывать только корпус хочу покрупнее, в АТХ после 7 штук тройки уже дым от лакоткани валит , а после еще и минут 25 на отдых. На Электрике, из нового, антизалипалка, добавиться в девайс, ну и естественно управление на МК хочется прикрутить
2 oleg1ma Управление сварочником на меге8, подходит к бармалейчику, я так понял антизалип реализован в этой схеме и чего показывает семисегментник. Нет ли сборки в Протеусе, понятно, что вопрос одного часа, просто реально нет времени даже на это
Вот я смотрю на это контролерное управление и не понимаю чего там такого контролируется что схему надо вдвое усложнять.
Ну допустим показывает ток и напряжение и входное и выходное, а это не ваш случай, показалось, такой функции тут нет.
Регулирует ток посредством ЦАП который управляется потенциометром через АЦП, да уж круто, а зачем.
Я уж и в самом деле думал схема годная, да тут только понты.
Я пытался думаю может кто описание скинет как это работает, уже 3 конструкция, но ничего кроме схемы нет.
А есть реально контролерные схемы где бы контролер ну хотябы следил что с прибором происходит ?
И какие функции в промышленных ?
Ну я так понимаю контролер должен следить с самой розетки.
Измерения напряжения сети.
Напряжение на выходах мостов,
обоих.
Напряжение дежурки.
Состояние реле.
Ну и тому подобное до формы и синхронности импульсов на затворе.
С таким функционалом да его даже усы отремонтировать смогут без всяких приборов
Сварочный аппарат с фазным управлением тиристорами на микроконтроллере PIC16F876
С самого начала идея была сделать сварочный аппарат, в котороммикроконтроллер будет лишь косвенно рулить сварочными делами (фазноеуправление тиристорами хотел сделать на микросхеме), обеспечиватьплавный пуск трансформатора и защищать от перегрева силовые элементы.Уже в процессе создания пришла мысль: «А что если реализоватьфазное управление программно…”. Несколько»пугала” многофункциональность, возлагаемая намикроконтроллер, но решил дерзнуть. В итоге получился очень надёжныйсварочный аппарат постоянного тока, который вот уже год неустанноработает.

Фото сварочного аппарата (справа тиристорый, слева — его младшийбратишка — инвертор):
Мой сварочный трансформатор намотан так, что работает на гранинасыщения магнитопровода. Общеизвестно, что при такой намотке великпусковой ток (настолько, что выбивает автоматы защиты). Поэтому, вмомент включения питания первичная обмотка трансформатора подключаетсячерез резистор на 20 Ом, а спустя 0,5 сек. включается реле и егоконтакты шунтируют резистор. В момент задержки тиристоры закрыты, и токв сварочную дугу не подаётся. На индикацию выводится надпись»дуга”.
В основу регулирования сварочного токаположенпринцип управленияфазой открытия тиристоров. В момент перехода сетевого напряжения черезноль с выхода компаратора (выв.7 LM358N) на вход INT микроконтроллерапоступает импульс логического нуля, что вызывает прерывание. В ПП Intобработки этого прерывания запускается таймер TMR2 и сбрасывается RA5.Переполнение TMR2 приводит к другому прерыванию, в котором на выводеRA5 появляется высокий логический уровень, который открываеттранзисторы и тиристор соответствующей полуволны сетевого напряжения. Врезультате, изменяя значение регистра PR2 (период таймера TMR2),можноуправлять фазой открытия тиристоров, а соответственно и сварочным током.
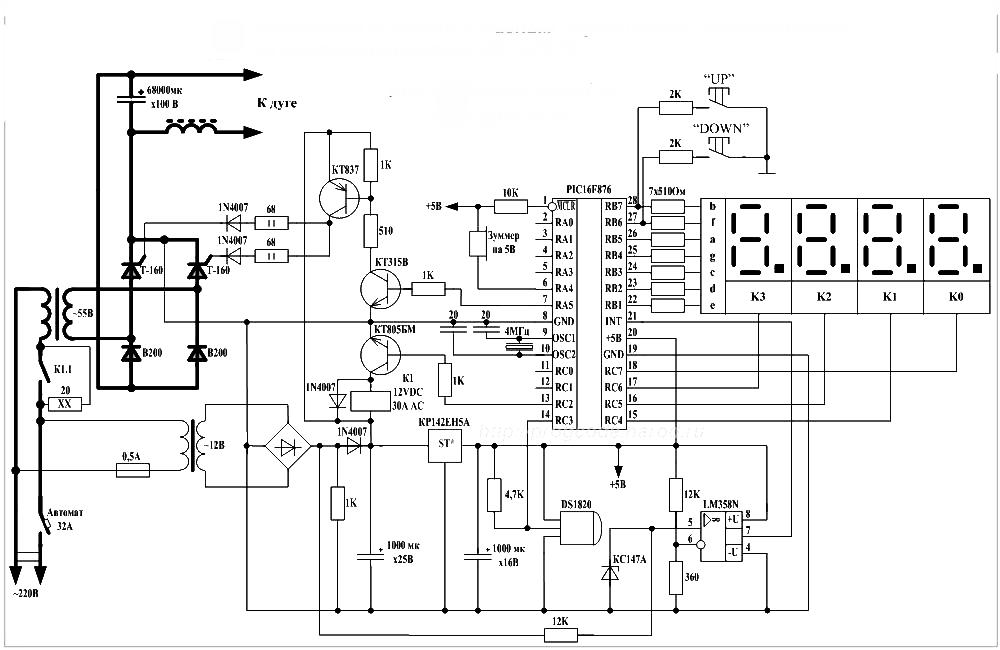
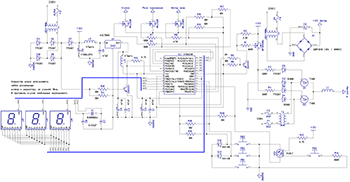
Схема сварочного аппарата представлена на рисунке:
Значение сварочного тока контроллер неотслеживает.Дело в том, что сварочная дуга – это сложный физическийпроцесс,с непредсказуемой ВАХ. Во время сварки при одной и той же фазе открытиятиристоров ток в дуге может изменяться в разы! Это зависит в первуюочередь от длины дуги. По этому программно задаётся только фазаоткрытия тиристоров без обратной связи по току. А чтобы сварщику, неимеющему представления о фазе, регулировать сварочный ток на индикациювыводится некое процентное значение мощности. С помощью кнопок сварщикможет менять выходную мощность аппарата от 10 до 100 %. Программнопредусмотрен также автодекремент (автоинкремент), при нажатии на однуиз кнопок дольше 2 секунд происходит автоматическое быстрое уменьшение(увеличение) процентного значения мощности. С помощью применённых мноюсиловых элементов аппарата удалось получить ток в дуге до 250 А приустановленном 100% значении мощности.
Если нажать на две кнопки одновременно,то вэнергонезависимую память запишется текущее процентное значениемощности, с выводом на индикацию слова «АГА” икратковременным включением зуммера. При следующем включении аппаратаэта мощность будет по умолчанию.
Самым слабым звеном силовой частисварочногоаппарата оказался дроссель. Сам я его не изготавливал, взял тот, чтобыл в наличии. Он намотан медным проводом в термостойкой изоляции, асечение всего 16 кв. мм. Хоть я и направил на него вентилятор обдува(на схеме не показан), при больших токах он всё же греется больше всегоостального. С целью недопущения перегрева к обмотке дросселя приклеентермодатчик DS1820. При превышении температуры выше 100 градусов, аточнее спустя 20 секунд после непрерывного превышения этого порогамикроконтроллер прекращает выдавать управляющие импульсы на тиристоры,включается прерывистый звуковой сигнал (зуммер). На индикацию выводитсятекущее значение температуры обмотки дросселя. Как только температураобмотки понизится до 50 градусов, сварочный аппарат переходит в рабочийрежим и можно продолжать варить.

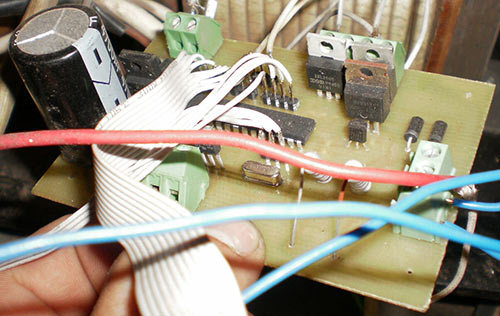
Вид на монтаж сварочного аппарата представлен на фото:
сть недостаток схемы, не создающийнеудобств вработе. В связи с тем, что питание микроконтроллера не защищено отвсяческого рода помех (более того, блок управления не экранирован отсиловой части) происходит периодический сброс программы на начало(выключение реле, вывод на индикацию слова «дуга”,включение реле спустя 0,5 сек). Это происходит с непредсказуемыминтервалом (зависит от времени суток) и только на холостом ходу (безнагрузки). Поэтому, на нервы сварщика это не действует :). Тем неменее, нерегламентированные сбросы следует устранять. Считаю, что мойсварочник может послужить отличным полигоном для испытания всевозможныхметодов защиты от помех по питанию.
Прошивка для микроконтроллера PIC16F876 в HEX формате : duga.rar
Та-же прошивка в формате программы ProgCode : duga.sfr
Читайте также: