Сварочные работы в электроустановках
Обновлено: 04.05.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Электротравма— травма, вызванная воздействием электрике ского тока или электрической дуги.
Электротравматизм — явление, характеризующееся совокупностью электротравм.
Электрическое замыкание на корпус — случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки.
Электрическое замыкание на землю — случайное электрическое соединение токоведущей части непосредственно с землей или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются воздействие электрического тока, проходящего в сварочной цепи, соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т д.
Виды электротравм
Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак) и электрический удар.
Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с т0к0ведущей частью (токовый ожог) за счет преобразования энергии электрического тока в тепловую.
Металлизация кожи происходит в результате механического и химического воздействия тока, когда парообразные или расплавленные металлические частицы проникают вглубь кожи и пораженный участок приобретает жесткую поверхность.
Электрический знак — следствие теплового воздействия при протекании тока относительно большой величины через малую поверхность с относительно большим сопротивлением при температуре 50—115°С и хорошем контакте, в результате чего возникают запекшиеся или обуглившиеся участки кожи либо припухлость ее, а также отпечаток от прикосновения токоведущей части.
Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Электроофтальмия приводит к воспалению наружных оболочек глаз, возникающему в результате воздействия мощного потока ультрафиолетовых лучей электрической дуги.
Электрический ток воздействует на нервную систему. Такое воздействие выражается очень резко, так как при прохождении через организм электрический ток поражает огромное количество чувствительных нервов Существенное влияние оказывает действие электрического тока на скелетную мускулатуру, вызывая судорогу, и особенно на сердце, вызывая фибрилляцию его (отдельные некоординированные «подергивания» волокон сердечной мышцы). При этом насосная функция сердца прекращается и может наступить смерть.
Причиной смерти, кроме фибрилляции, может быть остановка дыхания или ожог.
Степень тяжести поражения человека электрическим током зависит от следующих факторов, сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды.
Технические средства защиты
В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные.
Изолирующие средства защиты делятся на основные и дополнительные.
Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями.
Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки.
Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях, выполняемых с помощью основных защитных средств.
Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).
Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т. п ).
Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление — преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25.1).
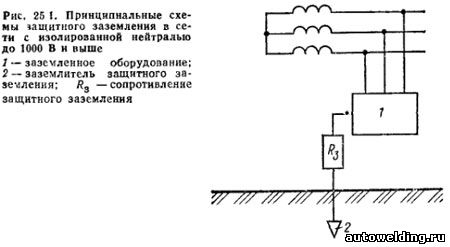
Назначение защитного заземления — устранение опасности поражения электрическим током при появлении напряжения на конструктивных частях электрооборудования, т. е. при замыкании на корпус.
Область применения защитного заземления — трехфазные трехпроводные сети напряжением до 1000 В с изолированной нейтралью.Различают заземлители искусственные, предназначенные исключительно для целей заземления, и естественные — находящиеся в земле металлические предметы.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3—5 см и угловую сталь размером 40x40 до 60x60 мм длиной 2,5— 3 м, стальные прутки диаметром 10—12 мм. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют полосовую сталь сечением не менее 4х12 мм или сталь круглого сечения диаметром не менее 6 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
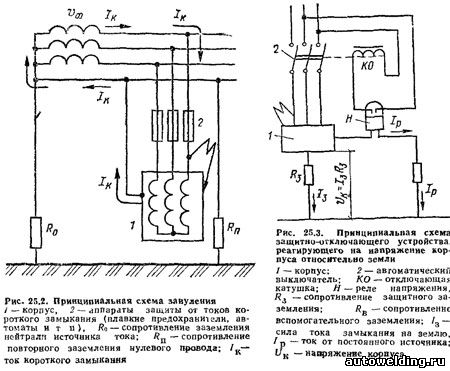
Зануление — преднамеренное электрическое соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25 2).
Назначение зануления — аналогично с назначением защитного заземления.
Область применения зануления — трехфазные четырехпроводные сети с напряжением до 1000 В с глухозаземленной нейтралью.
>[?Принцип действия зануления — превращение пробоя на корпус в однофазное замыкание (т. е. замыкание между фазным и нулевым проводами) с целью создания большого тока, способного обеспечить срабатывание защиты и тем самым автоматически отключить поврежденную установку от питающей сети. Такой защитой являются: плавкие предохранители и автоматические выключатели, устанавливаемые перед потребителями энергии для защиты от токов короткого замыкания Скорость отключения поврежденной установки, т. е. время с момента появления напряжения на корпусе до момента отключения установки от питающей электросети, составляет 5—7 с при защите установки плавкими предохранителями и 1—2 с при защите автоматами Защитное отключение — быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током (рис 25. 3) Основными частями устройства защитного отключения являются прибор защитного отключения и автоматический отключатель.
Прибор защитного отключения — совокупность отдельных элементов, которые реагируют на изменение какого либо параметра электрической сети и дают сигнал на отключение автоматического выключателя Таким элементом является датчик — устройство, воспринимающее изменение параметра и преобразующее его в соответствующий сигнал.
Автоматический выключатель—устройство, служащее для выключения и отключения цепей, находящихся под нагрузкой При коротких замыканиях он должен отключать цепь автоматически при поступлении сигнала от прибора защитного отключения Оказание первой помощи пострадавшему от воздействия электрического тока при сварочных работах. Первая доврачебная помощь при несчастных случаях от поражения электрическим током состоит из освобождения пострадавшего от действия тока и оказания ему медицинской помощи.
Освобождение пострадавшего от действия тока можно осуществить след>ющим образом отключить соответствующие части электроустановки, перерубить провода топором с деревянной рукояткой или оттянуть пострадавшего от токоведущей части, взявшись за его одежду, если она сухая, отбросить от него провод с помощью деревянной палки и т. п.
Если пострадавший в сознании, но до этого был в обмороке или продолжительное время находился под током, ему необходимо обеспечить полный покой до прибытия врача или срочно доставить в лечебное учреждение.
При отсутствии сознания, но сохранившемся дыхании, нужно ровно и удобно уложить пострадавшего на мягкую подстилку, расстегнусь пояс и одежду, обеспечить приток свежего воздуха, давать нюхать нашатырный спирт, обрызгивать водой, растирать и согревать тело.
При отсутствии признаков жизни надо делать искусственное дыхание и массаж сердца.
Искусственное дыхание должно быть начато немедленно, после освобождения пострадавшего от действия тока и выявления его состояния.
Наружный массаж сердца имеет целью искусственно поддержать в организме кровообращение и восстановить самостоятельную деятельность сердца.
О восстановлении деятельности сердца у пострадавшего судят по появлению у него собственного, не поддерживаемого массажем регулярного пульса.
ПТЭЭП. Правила технической эксплуатации электроустановок потребителей
3.1.1. Настоящая глава Правил распространяется на стационарные, передвижные (переносные) установки для дуговой сварки постоянного и переменного тока.
3.1.2. Электросварочные установки, их монтаж и расположение должны соответствовать установленным требованиям при проведении электросварочных работ.
3.1.3. Сварочные работы должны выполняться в соответствии с требованиями государственных стандартов, правил пожарной безопасности при проведении сварочных работ, указаний заводов-изготовителей электросварочного оборудования и настоящей главы Правил.
3.1.4. Во взрывоопасных и взрывопожароопасных помещениях электросварочные работы необходимо выполнять в соответствии с требованиями государственных стандартов по взрывобезопасности, инструкции по организации безопасного ведения огневых работ на взрывоопасных объектах и настоящей главы Правил.
3.1.5. Источники сварочного тока могут присоединяться к распределительным электрическим сетям напряжением не выше 660 В.
3.1.6. В качестве источников сварочного тока для всех видов дуговой сварки должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи (статические или двигатель-генераторные) с электродвигателями либо с двигателями внутреннего сгорания.
3.1.7. Схема присоединения нескольких источников сварочного тока при работе их на одну сварочную дугу должна исключать возможность получения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
3.1.8. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки должен использоваться гибкий сварочный медный кабель с резиновой изоляцией и в резиновой оболочке. Применение кабелей и проводов с изоляцией или в оболочке из полимерных материалов, распространяющих горение, не допускается.
3.1.9. Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты.
3.1.10. Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство для защиты источника от перегрузки (автоматический выключатель, предохранители), а также коммутационный и защитный электрические аппараты на каждой линии, отходящей к сварочному посту.
3.1.11. Переносная (передвижная) электросварочная установка должна располагаться на таком расстоянии от коммутационного аппарата, чтобы длина соединяющего их гибкого кабеля была не более 15 м.
Данное требование не относится к питанию установок по троллейной системе и к тем случаям, когда иная длина предусмотрена конструкцией в соответствии с техническими условиями на установку. Передвижные электросварочные установки на время их передвижения необходимо отсоединять от сети.
3.1.12. Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, колодцах, туннелях, на понтонах, в котлах, отсеках судов и т.д.) или для работы в помещениях с повышенной опасностью, должны быть оснащены устройствами автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения. Устройства должны иметь техническую документацию, утвержденную в установленном порядке, а их параметры соответствовать требованиям государственных стандартов на электросварочные устройства.
3.1.13. При проведении сварочных работ в закрытых помещениях необходимо предусматривать (при необходимости) местные отсосы, обеспечивающие улавливание сварочных аэрозолей непосредственно у места его образования. В вентиляционных устройствах помещений для электросварочных установок должны быть установлены фильтры, исключающие выброс вредных веществ в окружающую среду.
3.1.14. Потребители, строительные и другие организации, создающие сварочные участки, должны иметь приборы, методики и квалифицированный персонал для контроля опасных и вредных производственных факторов, указанных в соответствующих государственных стандартах. Результаты измерений должны регистрироваться. В случае превышения установленных норм должны быть приняты меры для снижения опасных и вредных факторов.
3.1.15. К выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующие удостоверения.
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа по электробезопасности III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок.
3.1.16. Переносное, передвижное электросварочное оборудование закрепляется за электросварщиком, о чем делается запись в Журнале регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним. Не закрепленные за электросварщиками передвижные и переносные источники тока для дуговой сварки должны храниться в запираемых на замок помещениях.
3.1.17. Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должен выполнять электротехнический персонал данного Потребителя с группой по электробезопасности не ниже III.
3.1.18. При выполнении сварочных работ в помещениях повышенной опасности, особо опасных помещениях и в особо неблагоприятных условиях сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриками.
При работе в замкнутых или труднодоступных пространствах необходимо также надевать защитные (полиэтиленовые, текстолитовые или винипластовые) каски, пользоваться металлическими щитками в этом случае не допускается.
3.1.19. Работы в замкнутых или труднодоступных пространствах должен выполнять сварщик под контролем двух наблюдающих, один из которых должен иметь группу по электробезопасности не ниже III. Наблюдающие должны находиться снаружи для контроля над безопасным проведением работ сварщиком. Сварщик должен иметь лямочный предохранительный пояс с канатом, конец которого находится у наблюдающего. Электросварочные работы в этих условиях должны производиться только на установке, удовлетворяющей требованиям п.п.3.1.12., 3.1.13.
3.1.20. На закрытых сосудах, находящихся под давлением (котлы, баллоны, трубопроводы и т.п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества, производить сварочные работы не допускается. Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускается.
Выполнение сварочных работ в указанных емкостях разрешает работник, ответственный за безопасное проведение сварочных работ, после личной проверки емкостей.
3.1.21. Система технического обслуживания и ремонта электросварочных установок разрабатывается и осуществляется в соответствии с принятой у Потребителя схемой с учетом требований настоящей главы, инструкций по эксплуатации этих установок, указаний завода-изготовителя, норм испытания электрооборудования (Приложение 3) и местных условий.
3.1.22. Проведение испытаний и измерений на электросварочных установках осуществляется в соответствии с нормами испытания электрооборудования (Приложение 3), инструкциями заводов-изготовителей. Кроме того, измерение сопротивления изоляции этих установок проводится после длительного перерыва в их работе, при наличии видимых механических повреждений, но не реже 1 раза в 6 мес.
3.1.23. Ответственность за эксплуатацию сварочного оборудования, выполнение годового графика технического обслуживания и ремонта, безопасное проведение сварочных работ определяется должностными инструкциями, утвержденными в установленном порядке руководителем Потребителя. При наличии у Потребителя должности главного сварщика или работника, выполняющего его функции (например, главного механика), указанная ответственность возлагается на него.
ПУЭ. Правила устройства электроустановок. Издание 7
Раздел 7. Электрооборудование специальных установок
Глава 7.6. Электросварочные установки
Требования к помещениям для сварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м 2 , причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м 2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2x1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками размером не более 50x50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м 3 /ч.
7.6.44. Над переносными и передвижными сварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из негорючих материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочку со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Электробезопасность при производстве электросварочных работ

Требования электробезопасности, предъявляемые к сварочному оборудованию
На электросварочную установку (сварочный трансформатор, агрегат, преобразователь, выпрямитель) должны быть паспорт, инструкция по эксплуатации и инвентарный номер, под которым она записана в журнале учета и периодических осмотров.
В качестве источников сварочного тока могут применяться трансформаторы, выпрямители и генераторы постоянного тока, специально для этого предназначенные. Непосредственное питание сварочной дуги от силовой (или осветительной) распределительной цеховой сети не допускается. Источники сварочного типа можно присоединять к распределительным электрическим сетям напряжением не выше 660 В. Нагрузка однофазных сварочных трансформаторов равномерно распределяется между отдельными фазами трехфазной сети.
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирова- ние рубильников, исключающее возможность присоединения и отсоединения провода, когда зажимы находятся под напряжением.
Электросварочные установки должны включать в электросеть и отключать от нее, а также ремонтировать только электромонтеры. Выполнять эти операции сварщикам запрещается. Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м.
Токоведущие части сварочной цепи необходимо надежно изолировать (сопротивление изоляции должно быть не менее 0,5 МОм) и защитить от механических повреждений. Сопротивление изоляции электрических цепей установки измеряют при текущих ремонтах в соответствии с ГОСТ на эксплуатируемое электросварочное оборудование. Сроки текущих и капитальных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных условий и режима эксплуатации, а также указаний завода-изготовителя. Установку и ее пусковую аппаратуру следует осматривать и чистить не реже одного раза в месяц. Все открытые части сварочной установки, находящейся под напряжением питающей сети, надежно ограждаются.
Сопротивление изоляции необходимо проверять не реже одного раза в три месяца, а при автоматической сварке под флюсом — один раз в месяц. Изоляция должна выдерживать напряжение 2 кВ в течение 5 мин.
Корпуса электросварочного оборудования зануляются (заземляются). Для защитного зануления (заземления) корпуса источники питания, снабженные специальными болтами, присоединяют к проводу зануляющего (заземляющего) устройства. При этом каждую сварочную установку необходимо непосредственно соединять с зануляющим (за-земляющим) проводом. Последовательное соединение установок между собой и применение общего зануляющего (заземляющего) провода для группы установок не допускается. Несоблюдение этого требования может привести к тому, что при обрыве провода, последовательно соединяющего установки, некоторые из них окажутся неза-нуленными.

Правила электробезопасности при сварочных работах
Согласно правил электробезопасности, перед включением и отключением рубильника необходимо убедиться, занулен ли его кожух и изолирована ли ручка. При наличии повреждения рубильник отключают. Прежде чем приступить к работе, необходимо привести в порядок спецодежду; осмотреть рабочее место, проверить исправность электросварочной аппаратуры, наличие запломбированных электроизмерительных приборов; вытереть .насухо пол, если он окажется скользким (облит маслом, краской, водой); проверить исправность кабелей, проводов и их присоединения к узлам сварочной машины. При наличии неисправностей к электросварке приступать запрещается. Надо следить за тем, чтобы руки, обувь и одежда всегда были сухими.
По окончании сварки электросварщик обязан выключить сварочный трансформатор или генератор, отключить сварочный кабель с электродержателем, смотать провода в бухты и сложить в специально отведенное место.
Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.

Что можно использовать в качестве обратного провода при электросварке
В качестве обратного провода, соединяющего сва-риваемое изделие с источником сварочного тока, можно использовать гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения. Обратный провод должен быть изолирован так же, как и присоединенный к электродержателю. Использование в качестве обратного провода сети заземления металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Отдельные элементы, используемые в качестве обратного провода, тщательно соединяют между собой (сваркой или с помощью болтов, струбцин или зажимов). В установках для дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Особенности электросварки в особо опасных условиях
При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком. Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.

Ограничение напряжения холостого хода сварочного трансформатора
Все электросварочные установки при ручной дуговой сварке переменным током, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, при нормальных работах в помещениях с повышенной опасностью и т.п.), должны быть оснащены устройствами ограничения напряжения холостого хода до 12 В эффективного действия с выдержкой времени не более 1 с.
Читайте также: