Сварочные трансформаторы с подвижными обмотками
Обновлено: 17.05.2024
Другим конструктивным принципом увеличения магнитных потоков рассеяния, необходимых для получения падающей внешней характеристики, является выполнение трансформатора с подвижными обмотками. Перемещается, как правило, вторичная обмотка, целесообразно по соображениям электробезопасности, случайное нарушение изоляции обмотки низшего напряжения представляет меньшую опасность. К этой труппе относятся трансформаторы типов ТС, ТД и их модификации.
Такие трансформаторы имеют удлиненный магнитопровод, на котором на некотором расстоянии друг от друга размещены первичная и вторичная обмотки. Такое расположение обмоток существенно увеличивает магнитные потоки рассеяния. Каждая обмотка состоит из двух катушек, расположенных попарно на общих стержнях магнитопровода. Катушки обмоток между собой могут соединяться последовательно или параллельно. Катушки первичной обмотки неподвижно закреплены у нижнего ярма магнитопровода. В обойму крепления катушек вторичной обмотки вмонтирована ходовая гайка. Через верхнее ярмо магнитопровода проходит ходовой винт, ввернутый в ходовую гайку. При вращении ходового винта рукояткой вторичная обмотка перемещается вдоль стержней магнитопровода трансформатора. При изменении расстояния между первичной и вторичной обмотками изменяются магнитные потоки рассеяния обмоток. Изменением расстояния между обмотками осуществляется плавное регулирование сварочного тока. При увеличении расстояния магнитные потоки рассеяния обмоток трансформатора возрастают, в результате ЭДС вторичной обмотки уменьшится, а ее индуктивное сопротивление возрастет. Это приведет к уменьшению сварочного тока. При уменьшении расстояния между обмотками трансформатора магнитные потоки рассеяния обмоток уменьшатся, в результате ЭДС вторичной обмотки возрастет, а ее индуктивное сопротивление уменьшится. Это вызовет увеличение сварочного тока.
В трансформаторах типа ТД предусмотрена ступенчатая регулировка сварочного тока. Такие трансформаторы имеют два диапазона токов, получаемых изменением схемы соединения катушек в обмотках. При параллельном соединении катушек первичной и вторичной обмоток получается диапазон больших токов. При последовательном соединении катушек первичной и вторичной обмоток получается диапазон малых токов. В диапазоне малых токов часть витков первичной обмотки отключается, это обеспечивает повышенную величину напряжения холостого хода. Увеличение напряжения холостого хода повышает стабильность горения дуги при сварке на малых токах. Изменение схемы соединения катушек осуществляется специальным переключателем, рукоятка которого имеет два положения (малые и большие токи).
Переключать схему соединения катушек (изменять диапазон токов) можно только при отключенном от сети трансформаторе. При- невыполнении этого условия переключатель быстро выйдет из строя и в нем возникнет короткое замыкание, которое выведет из строя трансформатор. Иногда, пытаясь отключать трансформатор от сети, рукоятку переключателя ставят в промежуточное положение. Этого ни в коем случае делать нельзя, т. к. трансформатор в результате этой манипуляции от сети не отключается, а переключатель выходит из строя так же, как в последующем и трансформатор.
Тра нсформатор типа ТД и его модификации в настоящее время наиболее распространен, широко применяется на производстве.
Современные трансформаторы снабжены емкостным фильтром, предназначенным для снижения помех радиоприему, создаваемых в процессе сварки.
Емкостный фильтр состоит из двух малогабаритных конденсаторов, смонтированных на задней стороне доски зажимов высокого напряжения и подключающихся между каждым зажимом первичной обмотки трансформатора и его кожухом.
В настоящее время сварочные трансформаторы начинают выпускать в комплекте со специальными конденсаторами для повышения коэффициента мощности трансформатора и с устройством для снижения величины напряжения холостого хода трансформатора ( УСНТ ). Повышение коэффициента мощности обеспечивает экономию электрической энергии. Применение устройств УСНТ повышает уровень электробезопасности сварщика и обслуживающего персонала.
Трансформатор ТС-500 предназначен для однопостовой ручной дуговой сварки и резки. Обмотки трансформатора выполнены из алюминиевого провода прямоугольного сечения (первичная) и алюминиевой плоской шины (вторичная). Выводные концы катушек армированы медными накладками. Магнитопровод выполнен из листов электротехнической стали толщиной 0,5 мм. Шкала сварочного тока расположена сверху, на крышке кожуха. Перемещение стрелки указателя тока осуществляется с помощью планетарной передачи. Точность показаний шкалы составляет ±7,5%. Трансформатор выпускается с градуировкой шкалы при параллельном соединении катушек первичной и вторичной обмоток (основной диапазон тока).
В случае, если необходимо провести сварку на малых токах, меньших чем указано на шкале, необходимо перейти на вспомогательный диапазон регулирования тока.
Для этого надо выполняют следующие операции: 1) отсоединить трансформатор от электрической сети; 2) снять кожух; 3) снять перемычки, соединяющие Ргталлельно катушки первичной и вторичной обмоток; 4) сое-динить катушки первичной и вторичной обмоток последовательно.
Трансформатор ТД-500 предназначен для однопостовой ручной сварки и резки.
Катушки первичной обмотки намотаны алюминиевым проводом прямоугольного сечения марки АПСД . Катушки вторичной обмотки намотаны на ребро голой алюминиевой шиной марки AM. Выводы катушек для получения надежного электрического контакта армированы медью.
Диапазоны токов переключаются переключателем барабанного типа, рукоятка которого выведена на крышку. Для указания величины сварочного тока имеется токоуказательный механизм секторного типа, закрепленный на магнитопроводе под крышкой и связанный с подвижной вторичной обмоткой.
В последнее время выпускается новая модификация сварочных трансформаторов с подвижной вторичной обмоткой типа ТДМ . Такие трансформаторы полностью отвечают современным требованиям: уменьшена масса, повышены надежность и долговечность, улучшены их динамические характеристики, эксплуатационные качества. Лучшие показатели достигнуты благодаря использованию высококачественных проводниковых, изоляционных и магнитных материалов. Обмотки выполнены из алюминиевого провода марки АНОД и алюминиевой шины АДО . Применена изоляция класса Н. Магнитопровод выполнен из качественной электротехнической стали толщиной 0,35 мм.
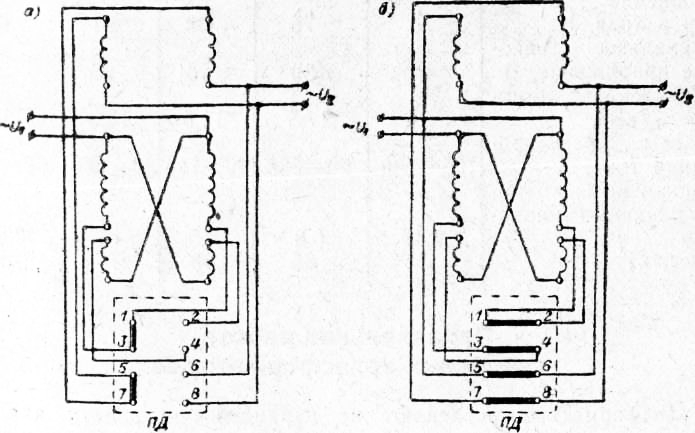
Рис. 1. Принципиальная электрическая схема трансформаторов типов ТД, ТДМ : о последовательное соединение катушек (диапазон малых токов); б — параллельное соединение катушек (диапазон больших токов); ПД — переключатель диапазонов
Классификация и устройство сварочных трансформаторов
В сварочных трансформаторах в связи с необходимостью большого сдвига фаз напряжения и тока для обеспечения устойчивого зажигания дуги переменного тока при смене полярности требуется обеспечить увеличенное индуктивное сопротивление вторичной цепи.
С ростом индуктивного сопротивления растет и наклон внешней статической характеристики источника питания сварочной дуги на ее рабочем участке, что обеспечивает получение падающих характеристик в соответствии с требованиями общей устойчивости системы «источник питания – дуга».

В конструкциях сварочных трансформаторов первой половины 20-го века применялись трансформаторы с нормальным рассеянием магнитного поля в сочетании с отдельным или совмещенным дросселем. Регулирование тока производилось изменением воздушного зазора в магнитопроводе дросселя.
В современных сварочных трансформаторах, которые выпускаются с 60-х годов 20-го века эти требо в ания обеспечиваются за счет увеличения рассеяния магнитного поля.
Трансформатор как объект электротехники имеет эквивалентную схему, содержащую активное и индуктивное сопротивление.
Для сварочных трансформаторов, работающих в режиме нагрузки, потребляемая мощность на порядок больше, чем потери холостого хода, поэтому при работе под нагрузкой эту схему можно не учитывать.
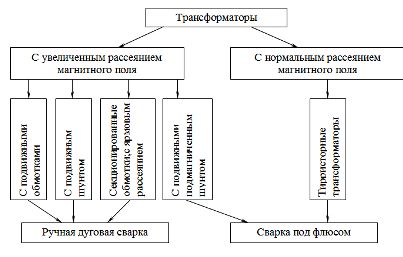
Рис. 1. Классификация сварочных трансформаторов
Для типичной схемы трансформатора основные потери магнитного поля на пути от первичной к вторичной обмотке происходят между стержнями магнитопровода.
Управление рассеянием магнитного поля производится изменением геометрии воздушного промежутка между первичной и вторичной обмотками (подвижные обмотки, подвижный шунт), согласованным изменением числа витков первичной и вторичной обмоток, изменением магнитной проницаемости между стержнями магнитопровода (подмагничиваемый шунт) .
При рассмотрении упрощенной схемы трансформатора с разнесенными обмотками можно получить зависимость индукционного сопротивления от основных параметров трансформатора
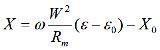
Rm - cопротивление на пути магнитного потока рассеяния, ε - относительное перемещение обмоток, W- число витков обмоток.
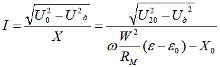
Тогда ток во вторичной цепи:
Диапазон плавного регулирования у современных сварочных трансформаторов: 1:3; 1:4.
У многих сварочных трансформаторов есть ступенчатое регулирование - переключение и первичной и вторичной обмотки на параллельное или последовательное включение.
У современных сварочных трансформаторов для снижения веса и стоимости на ступени больших токов сделано понижение напряжения холостого хода.
Сварчоные т рансформаторы с подвижными обмотками
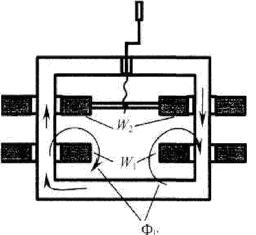
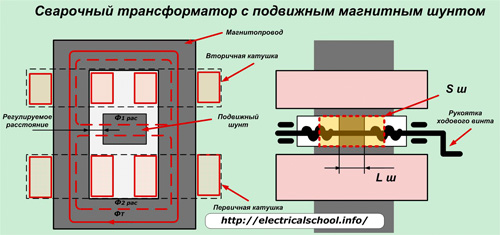
Рис. 2. Устройство сварочного трансформатора с подвижными обмотками: при полностью сдвинутых обмотках сварочный ток максимальный, при раздвинутых - минимальный.
Такая схема используется и в сварочных выпрямителях регулируемых трансформаторов.
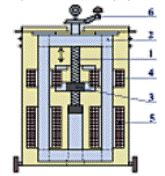
Рис. 3. Конструкция трансформатора с подвижными обмотками: 1 - ходовой винт, 2 - магнитопровод, 3 - ходовая гайка, 4,5 - вторичная и первичная обмотки, 6 - рукоятка.
Сварочные т рансформаторы с подвижным шунтом
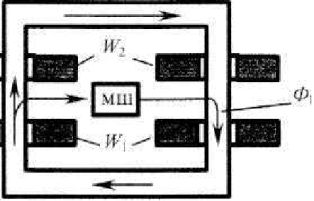
Рис. 4. Устройство сварочного трансформатора с подвижным шунтом
Регулирование потока рассеяния магнитного поля в данном случае происходит за счет изменения длины и сечения элементов магнитного пути между стержнями магнитопровода. Т.к. магнитная проницаемость железа на два порядка больше, чем проницаемость воздуха, при движении магнитного шунта меняется магнитное сопротивление потока рассеяния, проходящего по воздуху. При полностью введенном шунте волна потока рассеяния и индуктивное сопротивление определяется воздушными зазорами между магнитопроводом и шунтом.
В настоящее время сварочные трансформаторы по такой схеме выпускаются для промышленных и бытовых целей, и такая схема используется в сварочных выпрямителях регулируемых трансформаторов.

Сварочный трансформатор ТДМ500-С
Сварочные трансформаторы с секционированными обмотками
Это монтажные и бытовые трансформаторы производства 60, 70, 80 годов.
Имеется несколько ступеней регулирования числа витков первичной и вторичной обмотки.
Сварочные трансформаторы с неподвижным подмагничиваемым шунтом
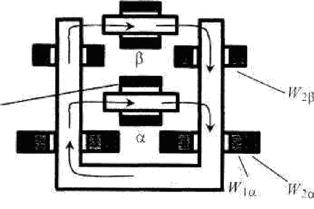
Рис. 4. Устройство сварочного трансформатора с неподвижным магнитным шунтом
Для управления используется падающий участок, т.е. работа сердечника шунта в режиме насыщения. Т.к. проходящий через шунт магнитный поток переменный, рабочая точка выбирается так, чтобы не выходить за пределы падающей ветки магнитной проницаемости.
С увеличением насыщения магнитопровода падает магнитная проницаемость шунта, соответственно увеличивается поток рассеяния, индуктивное сопротивление трансформатора и вследствие этого уменьшается сварочный ток.
Поскольку регулирование электрическое, то возможно дистанционное управление источником питания. Другим преимуществом схемы является отсутствие подвижных частей, т.к. управление электромагнитное, это позволяет упростить и облегчить конструкцию мощных трансформаторов. Электромагнитные усилия пропорциональны квадрату тока, поэтому на большом токе проблема с удержанием подвижных частей. Трансформаторы такого типа выпускались в 70-х и 80-х годах 20-го века.
Тиристорные сварочные трансформаторы
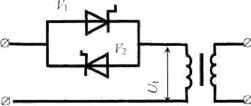
Рис. 5. Устройство тиристорного сварочного трансформатора
Принцип регулирования напряжения и тока тиристорами основан на фазовом сдвиге открытия тиристора в полупериод прямой для него полярности. При этом меняется среднее значение выпрямленного напряжения и, соответственно, тока за полупериод.
Для обеспечения регулирования однофазной сети нужны два встречно включенных тиристора, причем регулирование должно быть симметричным. Тиристорные трансформаторы имеют жесткую внешнюю статическую характеристику, регулирование которой производится по напряжению на выходе с помощью тиристоров.
Тиристоры удобны для регулирования напряжения и тока в цепях переменного напряжения, поскольку закрытие происходит автоматически при смене полярности.
В цепях постоянного тока для закрывания тиристоров обычно используют резонансные схемы с индуктивностью, что сложно и дорого, и ограничивает возможности регулирования.
В схемах тиристорных трансформаторов тиристоры устанавливаются в цепи первичной обмотки по 2-м причинам:
1. Поскольку вторичные токи сварочных источников питания намного больше, чем максимальный ток тиристоров (до 800 А).
2. Более высокий КПД, поскольку потери на падение напряжения на открытых вентилях в первичной цепи относительно рабочего напряжения меньше в несколько раз.
Кроме того, индуктивность трансформатора в данном случае обеспечивает большее сглаживание выпрямленного тока, чем случай установки тиристоров во вторичной цепи.
Все современные трансформаторы для сварки выполняются с алюминиевыми обмотками. Для надежности на концах приварены холодной сваркой медные накладки.
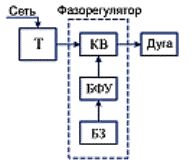
Рис. 6. Блок-схема тиристорного трансформатора: Т - понижающий трехфазный трансформатор, КВ - коммутирующие вентили (тиристоры), БФУ - блок фазового управления, БЗ- блок задания.
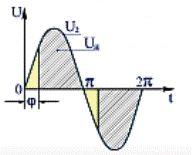
Рис. 7. Диаграмма напряжений: φ - угол (фаза) включения тиристоров.
С 80-х годов основная доля сварочных трансформаторов выполняется на холоднокатаном трансформаторном железе. Это дает в 1,5 раза большую индукцию и меньше вес магнитопровода.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Основные типы сварочных аппаратов

Скрепление деталей сваркой и пайкой основано на одном принципе: заливке соединяемых элементов расплавленными металлами. Только при пайке используют легкоплавкие свинцово-оловянные припои, а при сварке — те же металлы, из которых сделаны свариваемые конструкции.
Физические законы, действующие при сварке
Чтобы перевести металл из обычного твердого состояния в жидкую стадию, его необходимо разогреть до очень высокой температуры, большей значения его плавления. Электрические сварочные аппараты работают по принципу выделения тепла в проводнике при прохождении по нему электрического тока.
Это явление в первой половине XIX века одновременно описали два физика: англичанин Джеймс Джоуль и россиянин Эмиль Ленц. Они доказали, что величина выделяемой теплоты в проводнике прямо пропорциональна:
1. произведению квадрата проходящего тока;
2. электрическому сопротивлению цепи;
3. времени воздействия.

Чтобы создать количество теплоты, способное расплавить металлические детали током необходимо влиять на нее одним из этих трех критериев (I, R, t).
Во всех сварочных аппаратах используется регулирование дуги за счет изменения величины протекающего тока. Остальные два параметра отнесены в разряд дополнительных.
Виды тока для сварочных аппаратов
В идеальном случае для равномерного прогрева деталей и места шва лучше всего подходит постоянный по времени электрический ток, который могут создать такие источники, как аккумуляторные или химические батареи либо специальные генераторы.

Однако, схема, которая показана на картинке, никогда не используется на практике. Она приведена для показа стабильного по величине тока, способного зажечь ровную, идеальную дугу.
Электрические сварочные аппараты работают от переменного тока промышленной частоты 50 герц. При этом все они создаются для длительной, безопасной работы сварщика, что требует установки минимальной разности потенциалов между свариваемыми деталями.
Однако, для надежного зажигания дуги требуется поддерживать уровень напряжения в 60÷70 вольт. Эта величина взята за исходную для рабочей цепи, в то время, как на вход сварочного аппарата подается 220 либо 380 В.
Переменный ток для сварки
Для понижения подводимого напряжения электроустановки до рабочего значения сварки используются мощные понижающие трансформаторы с возможностью регулирования величины тока. Они на выходе создают такую же по форме синусоиду, как и в питающей сети. А амплитуда гармоники для горения дуги создается значительно большей.
Конструкции сварочных трансформаторов должны отвечать двум условиям:
1. ограничению токов коротких замыканий во вторичной цепи, которые по условиям работы происходят довольно часто;
2. устойчивому горению зажженной дуги, необходимой для работы.
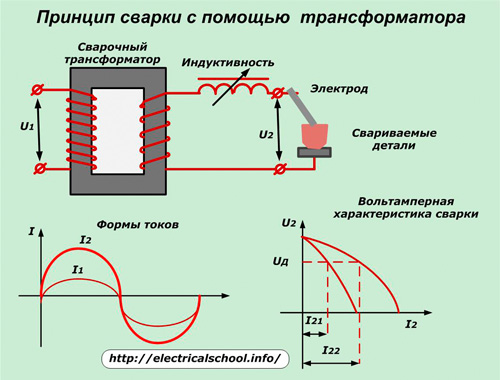
С этой целью их создают с внешней вольтамперной характеристикой (ВАХ), обладающей резкой крутизной падения. Делается это за счет увеличенного рассеивания электромагнитной энергии либо включением в схему дросселя — катушки с индуктивным сопротивлением.
В старых конструкциях сварочных трансформаторов для выставления тока сварки использовался метод переключения числа витков в первичной или вторичной обмотке. Этот трудоемкий затратный способ изжил себя и в современных аппаратах он не применяется.
Первоначально трансформатор настроен на выдачу максимальной мощности, которая указана в технической документации и на табличке корпуса. Затем для выставления рабочего тока дуги она снижается одним из следующих способов:
подключением индуктивного сопротивления во вторичную цепь. При этом увеличивается крутизна ВАХ и уменьшается амплитуда сварочного тока, как показано на картинке выше;
изменением состояния магнитопровода;
Способы регулирования сварочного тока вводом индуктивного сопротивления во вторичную цепь
Сварочные трансформаторы, работающие по этому принципу, бывают двух видов:
1. с плавной системой регулирования тока за счет постепенного изменения воздушного зазора внутри магнитотпровода индуктивности;
2. со ступенчатым переключением числа витков обмотки.
При первом способе магнитопровод индуктивности делается из двух частей: стационарной и подвижной, которая сдвигается от вращения рукоятки управления.
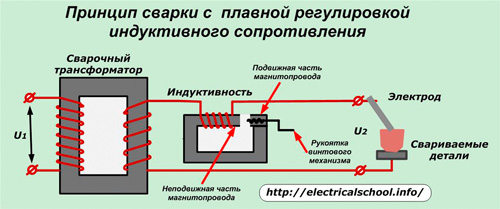
При максимальном воздушном зазоре создается наибольшее магнитное сопротивление для электромагнитного потока и наименьшее индуктивное сопротивление, которое обеспечивает максимальное значение тока сварки.
Полное же приближение подвижной части магнитопровода к неподвижной снижает сварочный ток до минимально возможной величины.
Ступенчатое регулирование основано на использовании передвигающегося контакта для поэтапной коммутации определенного числа витков обмотки.
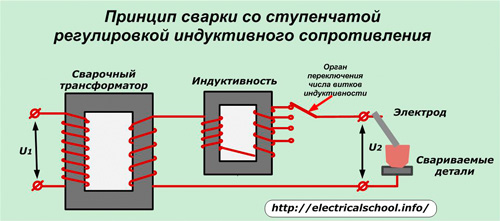
У этих индуктивностей магнитопровод делают целым, неразъемным, что немного упрощает общую конструкцию.
Способ регулирования тока на основе изменения геометрии магнитопровода сварочного трансформатора
Этот технический прием выполняется одним из методов:
1. перемещением секции из подвижных катушек на различное удаление от стационарно установленных обмоток;
2. регулированием положения магнитного шунта внутри магнитопровода.
В первом случае сварочный трансформатор создается с повышенным рассеиванием индуктивности за счет возможности изменения расстояния между стационарно закрепленными в районе нижнего ярма катушками первичной цепи и подвижной вторичной обмоткой.
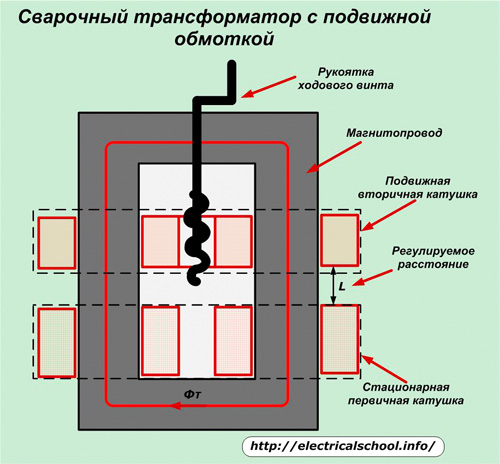
Она перемещается за счет ручного вращения рукоятки регулировочного вала, работающего по принципу ходового винта с гайкой. При этом положение силовой обмотки переносится простой кинематической схемой на механический указатель, который проградуирован в делениях сварочного тока. Его точность составляет порядка 7,5%. Для более качественных замеров во вторичную цепь встраивают трансформатор тока с амперметром.
При минимальном расстоянии между катушками создается наибольшая величина сварочного тока. Для его уменьшения необходимо отодвигать подвижную обмотку.
Подобные конструкции сварочных трансформаторов создают при работе большие радиопомехи. Поэтому в их электрическую схему включают емкостные фильтры, снижающие электромагнитные шумы.
Способ включения подвижного магнитного шунта
Один из вариантов исполнения магнитопровода такого трансформатора показан на картинке ниже.
Принцип его работы основан на шунтировании определенной части магнитного потока в сердечнике за счет включения регулировочного органа с ходовым винтом.
Сварочные трансформаторы, управляемые по описанным способам, выполняются с магнитопроводами из листов электротехнической стали и обмотками из медных или алюминиевых проводов с термостойкой изоляцией. Однако, с целью длительной работы они создаются с возможностью хорошего воздухообмена для отвода выделяемой теплоты в окружающую атмосферу, поэтому обладают большим весом и габаритами.
Во всех рассмотренных случаях сварочный ток, протекающий через электрод, имеет знакопеременную величину, снижающую равномерность и качество дуги.
Выпрямленный ток для сварки
Если после вторичной обмотки сварочного трансформатора подключить два встречно соединенных тиристора или один симистор, через управляющие электроды которых схемой управления регулировать фазу открытия каждого полупериода гармоники, то появляется возможность снижать максимальный ток силовой цепи до величины, необходимой для конкретных условий сварки.
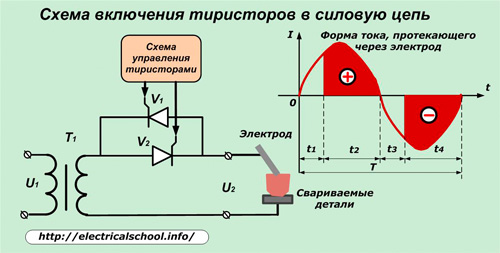
Каждый тиристор пропускает только положительную полуволну тока от анода к катоду и блокирует прохождение его отрицательной половины. Встречное включение позволяет управлять обеими полуволнами.
Регулировочным органом в схеме управления задается промежуток времени t1, в течение которого тиристор еще закрыт и не пропускает свою полуволну. При подаче тока внутрь цепи управляющего электрода в момент времени t2 тиристор открывается и через него проходит часть положительной полуволны, помеченная знаком «+».
Когда синусоида переходит через нулевое значение, тиристор закрывается, он не будет пропускать через себя ток до тех пор, пока к его аноду не подойдет положительная полуволна и схема управления фазосдвигающим блоком не даст команду на управляющий электрод.
В момент времени t3 и T4 работает встречно включенный тиристор по уже описанному алгоритму. Таким образом, у сварочного трансформатора с помощью тиристорной схемы срезается часть энергии тока в периоды времени t1 и t3 (создается бестоковая пауза), а для сварки используются токи, протекающие в промежутки t2 и t4.
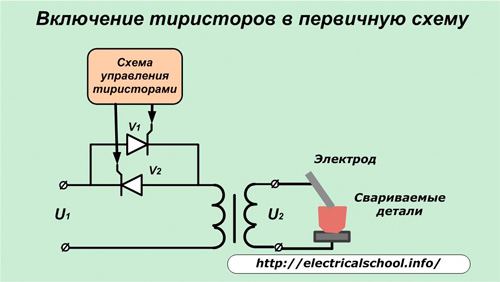
Также эти полупроводники можно устанавливать в первичную цепь, а не силовую. Это позволяет использовать тиристоры меньшей мощности. Но в этом случае трансформатор будет преобразовывать обрезанные части полуволн синусоиды, помеченные знаками «+» и «-».
Наличие бестоковой паузы в периоды отсечки части гармоник тока является недостатком схемы, влияющим на качество горения дуги. Однако использование специальных электродов и некоторые другие меры позволяют успешно использовать тиристорную схему для сварки, которая нашла довольно широкое применение в конструкциях, называемых сварочными выпрямителями.
У маломощных однофазных сварочных выпрямителей встречается схема подключения моста , собранного из четырех диодов.
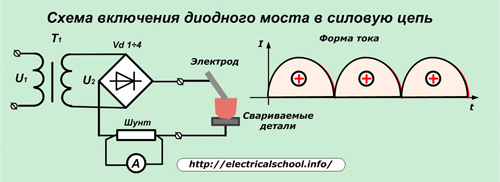
Она создает форму выпрямленного тока, который имеет вид непрерывно чередующихся положительных полуволн. У этой схемы сварочный ток не изменяет свое направление, а только колеблется по величине, создавая пульсации. Эта форма лучше поддерживает сварочную дугу, чем тиристорная.
В таких устройствах могут быть дополнительные обмотки, подключаемые к рабочим катушкам трансформатора для регулирования тока. Его величину определяют по амперметру, подключенному к выпрямленной цепи через шунт или синусоидальной — через трансформатор тока.
Мостовая схема Ларионова
Она предназначена для трехфазных систем и хорошо работает у сварочных выпрямителей.
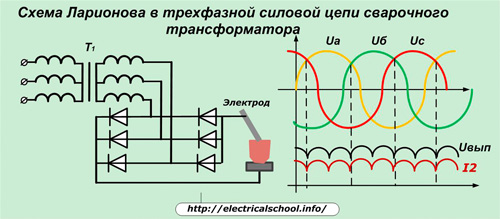
Включение диодов по схеме этого моста позволяет складывать на нагрузке вектора напряжений таким образом, что они создают итоговое напряжение U вып, которое характеризуется небольшими пульсациями и по закону Ома формирует на сварочном электроде ток дуги аналогичной формы. Он значительно приближен к идеальному виду постоянного тока.
Особенности использования сварочных выпрямителей
Выпрямленный ток в большинстве случаев позволяет:
надежнее зажигать дугу;
обеспечивает ее устойчивое горение;
создавать меньшее количество брызг расплавленных металлов, чем у сварочных трансформаторов.
Это расширяет возможности сварки, позволяет надежно соединять нержавеющие стальные сплавы и цветные металлы.
Инверторный ток для сварки
Сварочными инверторами называют устройства, которые осуществляют поэтапное преобразование электричества по следующему алгоритму:
1. промышленная электроэнергия 220 или 380 вольт видоизменяется выпрямителем;
2. возникающие технологические шумы сглаживаются встроенными фильтрами;
3. стабилизированная энергия инвертируется в ток высокой частоты (от 10 до 100 кГц);
4. высокочастотный трансформатор снижает напряжение до величины, необходимой для устойчивого зажигания дуги электрода (60 V);
5. высокочастотный выпрямитель преобразовывает электроэнергию в постоянный ток для сварки.
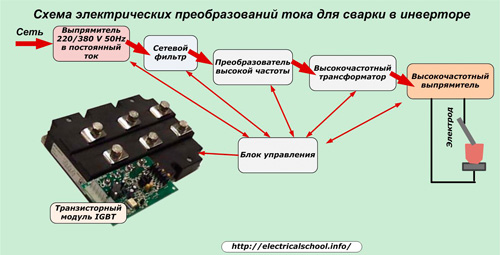
Каждый из пяти этапов работы инвертора происходит под автоматическим управлением специального транзисторного модуля серии IGBT в режиме обратной связи. Система управления, построенная на этом модуле, относится к самому сложному и дорогому элементу сварочного инвертора.
Форма выпрямленного тока, созданного для дуги инвертором, практически близка к идеальной прямой линии. Она позволяет выполнять многочисленные виды сварок различных металлов.
Благодаря микропроцессорному управлению технологических процессов, происходящих внутри инвертора, работа сварщика значительно облегчается введением аппаратных функций:
горячего старта (режим Hot Start) за счет автоматического возрастания тока при начале сварки для облегчения запуска дуги;
анти-залипания (режим Anti Stick), когда при касании электродом свариваемых деталей величина сварочного тока снижается до значений, не вызывающих расплавление металла электрода и его прилипание;
форсирования дуги (режим Arc Force) при отделении больших капель расплавленного металла от электрода, когда сокращается длина дуги и появляется возможность его залипания.
Эти функции позволяют даже новичкам качественно выполнять сварные швы. Сварочные инверторные аппараты надежно работают при больших колебаниях входного напряжения сети.
Инверторные аппараты требуют бережного обращения и защиты от пыли, которая в случае оседания на электронных компонентах может нарушить их работу, привести к ухудшению теплосъема и перегреву конструкции.
При отрицательных температурах на платах модулей возможно появление конденсата. Он станет причиной поломок и неисправностей. Поэтому инверторы хранят в обогреваемых помещениях и не работают с ними при морозе или атмосферных осадках.
Сварочные трансформаторы. Это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику, обеспечивающие питание сварочной дуги и регулирование свароч ного тока. Трансформаторы, как правило, имеют падающую ха рактеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
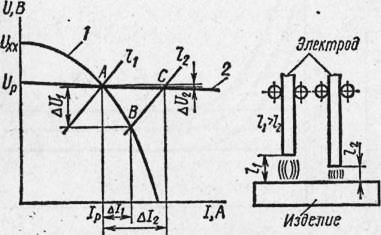
Рис. 1. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины дуги
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
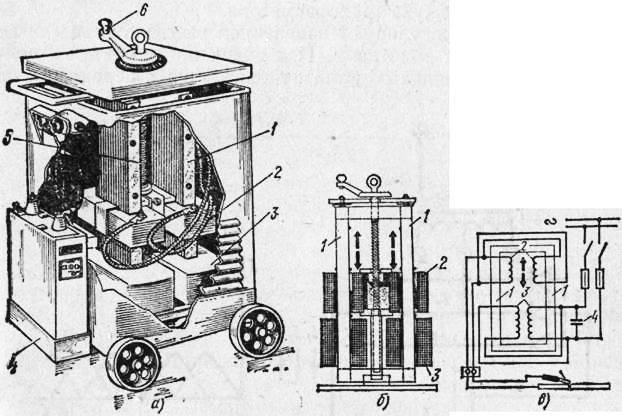
Рис. 2. Схема сварочного трансформатора ТСК -500: а — внешний вид, б — схема регулирования сварочного тока, в — электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем. Трансформаторы этой группы можно разделить на три основных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ , ТСК , ТСП ).
Ко второй группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН , ТСД ).
В качестве примера рассмотрим устройство трансформатора ТСК -500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
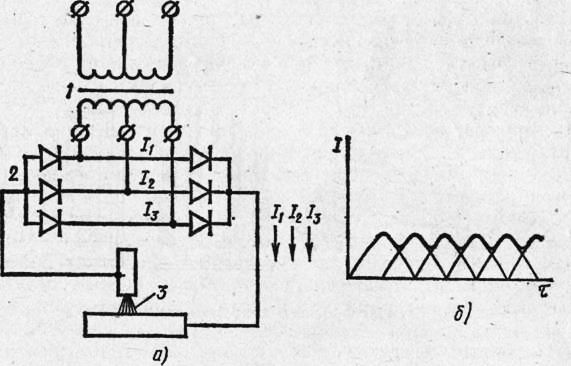
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 — понижающий трансформатор, 2 — блок селеновых или кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более точно ток устанавливают по амперметру.
Для повышения коэффициента мощности сварочный трансформатор ТСК -500 имеет в первичной цепи конденсатор 4 большой мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 3). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в, одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители обладают рядом преимуществ перед преобразователями с вращающимися частями. Они имеют лучшие энергетические, динамические и весовые показатели, более высокий к. п. д., просты в обслуживании, более надежны из-за отсутствия вращающихся частей, при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних характеристик можно разделить на три типа: с крутопадающими ( ВСС -300-3, ВСС -120-4, ВКС -500 и др.), жесткими (или пологопадающими) характеристиками (ВС-200, ВС-300, ВС-600, ВС-1000, ИПП -120, ИПП -300, ИПП -500, ИПП -1000) и универсальные ( ВСУ -300, ВСУ -500). Универсальные выпрямители обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для различных видов-дуговой сварки. Цифра в марке выпрямителя означает номинальный ток при ПР= =60-^-65%.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержа-телю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей характеристикой (генераторы типа ГСО в преобразователях типа ПСО - ЗОО , ПСО -500 и др.), с жесткой и пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ -500) и универсальные (преобразователи типа ПСУ -300, ПСУ -500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по следующим схемам: – с независимым возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
Схема генератора с независимым возбуждением и размагничивающей последовательной обмоткой показана на рис. 4, а.
С увеличением тока в сварочной цепи будет увеличиваться Фр, а Фн остается неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора. Сварочный ток в генераторах этой системы регулируется реостатом Р и секционированием последовательной обмотки, т. е*. изменением числа ампер-витков.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения используется принцип самовозбуждения.
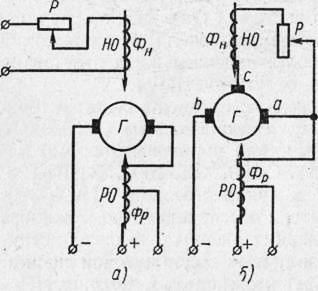
Рис. 4. Принципиальная схема сварочного генератора: а — с независимым – возбуждённей и размагничивающей последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г — генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка
Сварочный трансформатор: устройство и принцип действия

Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
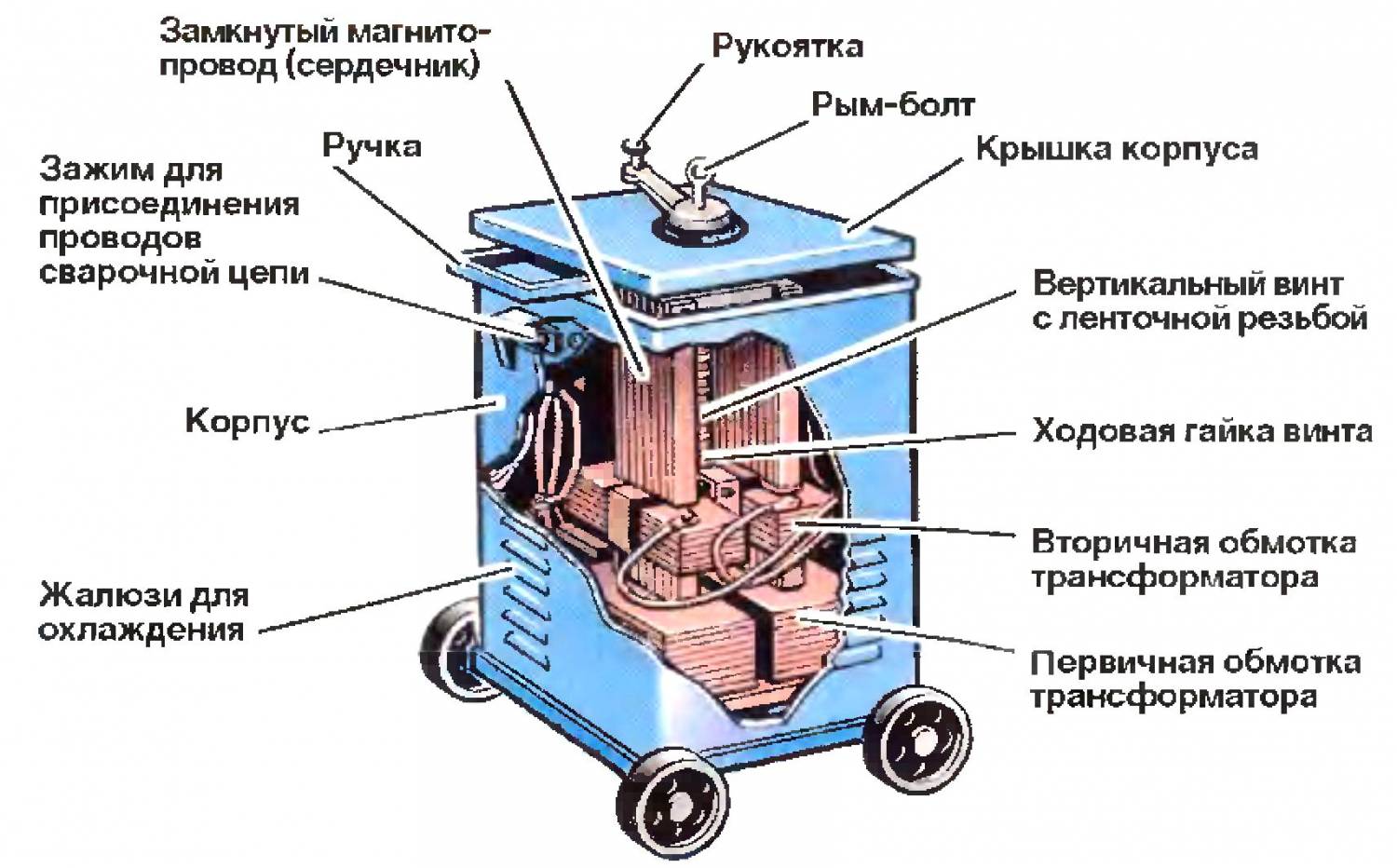
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.

Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.

Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.

Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».

Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
Читайте также: