Сварочный аппарат vario star
Обновлено: 28.04.2024
Не раз сталкивался с Е42 на VarioStar 357, VarioSynergic 4000, VarioStar 457. В большинстве случаев устраняется чисткой-продувкой отсеков оборудования чистым, сухим воздухом. Один раз пришлось снимать и чистить дроссель и под дросселем индивидуально, особо тщательно. Два-три раза меняли сварочные рукава.
Сейчас, хоть танцы с бубном затевай. Буду признателен за любые сведения о том, как Е42 формируется. Поделюсь любыми имеющимися сведениями по VarioStar 3100, VarioStar 357,
VarioStar 457 Ошибка Е42.
Не раз сталкивался с Е42 на VarioStar 357, VarioSynergic 4000, VarioStar 457. В большинстве случаев устраняется чисткой-продувкой отсеков оборудования чистым, сухим воздухом. Один раз пришлось снимать и чистить дроссель и под дросселем индивидуально, особо тщательно. Два-три раза меняли сварочные рукава.
Сейчас, хоть танцы с бубном затевай. Буду признателен за любые сведения о том, как Е42 формируется. Поделюсь любыми имеющимися сведениями по VarioStar 3100, VarioStar 357,
Извините, но меня всегда удивляло это. Вам религия не позволяет читать инструкции?
следовательно проверяйте горелку и цепь выходную на предмет КЗ.
Прикрепленные изображения
зарабатываем и получаем удовольствие от процесса.
Извините, но меня всегда удивляло это. Вам религия не позволяет читать инструкции?
следовательно проверяйте горелку и цепь выходную на предмет КЗ.
КЗ не выявляется. Сварочные "+" и "-" от блока выпрямителей отключены.
Может хватит скромничать?
Ну фото бы, да подробнее понять, что сделано или с тем поговорить, кто делает?
Я не гадалка. Не могу мысли читать. Надо точно понимать что сделали и как.
Иногда сварочнику нужно цепь всю, чтобы от источника до подающего вся цепь была и в исправном состоянии. Поэтому что вы отключили мне не понятно. Как проверяли, мне не понятно.
Выход источника проверяли тестером? В прозвонке нужно проверить и потом замерить выходное напряжение.
А если ошибка вылетать будет дальше, то смотреть схему ОС, от датчика и дальше.
Конечно хорошо когда не один сварочник и можно от одного в другой детали подбрасывать. Если он один то с тестером можно и разобраться.
Вы просите помощь. Ну так сами то помогайте! Нужно больше информации. В противном случае я буду бессилен. И наверное вам проще будет обратиться в сервис по вашему аппарату. Они сделают быстрее, чем я гадать буду. Но дороже Тут либо так либо этак.
Понимаю, что обращаюсь за помощью и совсем не хотел сердить скудным описанием проявления отказа.
Аппарат пришел со сварочного участка с жалобой на Е42, рукав меняли.
Подключили у себя к сети. Вместо рукава к гнездам евроразъема подключили кнопку (соединение и кнопка проверены многократно на других полуавтоматах). Режим 2-тактный, ручной. Регуляторы: время выхода - 0.1, количество оборотов при разгоне - 100%, остальные - на минимуме.
При нажатии на кнопку 5-15 раз (с разным интервалом между нажатиями) увидели Е42.
Замыкания тестером не выявлено. Максимальное напряжение холостого хода по руководству, регулирование выполняется.
Почистили, продули отсек. Модуль выпрямителей сняли и очистили "до блеска". Собрали. По Е42 ничего не изменилось.
Заменили плату SRK57 на б/у, заведомо исправную. По Е42 ничего не изменилось.
С применением очистителя загрязнений контактов очистили колодки, подключаемые к плате SRK57. По Е42 ничего не изменилось.
Отключали сварочные "+" и "-" от модуля выпрямителей. По Е42 ничего не изменялось.
Во всех случаях Е42 сбрасывается помимо отключения выключателя сети, повторным нажатием кнопки. После 2-х, 3-х срабатываний Е42 сброс повторным нажатием кнопки затрудняется.
Сервис, конечно, здорово, возможно и до него дело дойдет. Да только ремонтом полуавтоматов пришлось заняться 4 года назад вынуждено - после сервиса аппараты работали хорошо, но не долго .
" А если ошибка вылетать будет дальше, то смотреть схему ОС, от датчика и дальше. " Подскажите, пожалуйста, поподробнее.
VarioStar 457 Ошибка Е42
Продвинутые полуавтоматы. Поделитесь опытом работы.
2P_tet Жаль конечно, что нет конкретного названия , многие вопросы бы сами отпали. Но по большому счету меня интересует вот что - правильно ли понял, регулировок по току и скорости нет вообще, только программы? Второе, по газу, для чернухи чистые газы (аргон или СО) вообще не запрограмированы, только смеси? Какие (смеси) если не секрет?
чукча написал :
А чё? Моя версия - три штуки баксов.
И маска сварщика в подарок
andrey_o написал :
2P_tet Жаль конечно, что нет конкретного названия , многие вопросы бы сами отпали. Но по большому счету меня интересует вот что - правильно ли понял, регулировок по току и скорости нет вообще, только программы? Второе, по газу, для чернухи чистые газы (аргон или СО) вообще не запрограмированы, только смеси? Какие (смеси) если не секрет?
Как нет? Есть в каждом режиме - хочешь по скорости, хочешь по толщине свариваемой детали, хочешь по току. Последнее правда только в первых трех режимах работает. Режимов 5 штук. Просто полуавтомат с независимой регулировкой скорости подачи и тока, с зависимостью подачи от тока ч/з напряжение, синергетический, сенергетический с одинарным импульсом, синергетический с двойным импульсом. Первые два режима не подразумевают работу программ, только сварщика.
Там еще куча программных настроек. Пока туда не лазил, не до этого.
Да, это так. При чистом СО программы не работают. Работаешь ты. Для программ по чернухе идет смесь 75%Ar+25%CO.
P_tet написал :
Просто полуавтомат с независимой регулировкой скорости подачи и тока
Угу. А не пробовали при максимальной скорости подачи выставить ток, ну ампер 40 скажем? чё на эту хохму скажет ейный синэргетисский моск?
P_tet написал :
При чистом СО программы не работают. Работаешь ты.
Т.е. можно работать с одним баллоном? Или нет? И что из этого выходит?
andrey_o написал :
Т.е. можно работать с одним баллоном? Или нет? И что из этого выходит?
2P_tet А вы какой какой смесью работаете? По-подробнее если можно.
andrey_o написал :
2P_tet А вы какой какой смесью работаете? По-подробнее если можно.
P_tet написал :
Смеситель заказывал в Барнауле.
А перенастроить его возможно? А еще какие смеси "защиты"? Варианты - гелий+аргон, СО+кислород?
andrey_o написал :
А перенастроить его возможно? А еще какие смеси "защиты"? Варианты - гелий+аргон, СО+кислород?
Можно, при наличи газоанализатора. А так просто заказываешь с завода, на какую смесь надо они настроят. Варианты эти конечно интересны с точки зрения теории. На практике вряд ли будешь покупать 4 баллона - Ar, He, O2, CO2. Два газа перекрывают все потребности с лихвой. He+Ar конечно смесь хорошая, но оч дорогая и смысл ее употреблять есть, если делаешь оч дорогие работы для химической или атомной промышленности, где надо качество и гарантированное отсуствие косяков в шве. СО+О2 не употреблял ничего сказать не могу.
2P_tet Я, видимо, не совсем точно выразился. Какие смеси еще запрограмированы? Если на обычную чернуху идет двухкомпонентная смесь, то на что-то более серьезное, возможны и вовсе запредельные запросы, типа трехкомпонентных смесей или аргоно-гелевых. Смысл такой, если запросы по газу запрограмированы очень высокие, как по составу, так и по точности % содержания, смысл использовать "защитые" программы имеет только при очень серьезных работах. В остальном придется опять подбирать "опытным" путем, что не очень хочется, учитывая сумму уплаченную за "навороты".
Будешь смеяться, но самая сложная смесь - как раз на чернуху, про которую я говорил. Потом идет 2%СО+98%Ar для нержавейки, что собственно я игнорирую и варю 100% Ar и 100% Ar для алюминия. Вот и все потребности по газам. В части творчества возможности безграничны и можно попробовать и с 3х компонетными смесями, но все параметры придется ставить самостоятельно при участии института Патона
2P_tet Хм. интересно. Собственно и спросить уже нечего, надо брать . Хитрый редуктор, чем отличается от обычных? Как заказать, сколько ждать. пли-и-иззз ?
2P_tet Понятно. Врать не стану, ни разу не сталкивался с опрокидыванием баллона, даже не слышал. Век живи, век учись.
На работе разговаривали про подогреватель, есть такое мнение, с теплым газом меньше разбрызгивание. Поиском шарил, ни слова про это не нашел, единственное назначение предотвратить обмерзание редуктора. Не уверен, но может и вправду так и есть? У меня стоит без погревателя, мне судить сложно.
Про обмерзание-это одна часть проблемы. Первая и самая главная - борьба с водным конденсатом в подающем рукаве. Это я про подогрев.
P_tet написал :
Первая и самая главная - борьба с водным конденсатом..
Посмотреть надо осушители. На воздух точно есть, но там расходы бешенные, кубометрами. Возможно, что-то есть на силикогеле (правильно назвал?). Один ставил на воздух, очень хвалил. Где-то ссылка была, надо вспомнить.
Подумал об опрокидывании баллона. Что здесь не так. не так просто. Углекислота в баллоне в сжиженном состоянии, опрокинешь, она и побежит. Или вода тяжелее жидкой углекислоты, на самом дне?
Силикагеле.
На расход газа кубометрами и силикагель надо центнерами. Емкость у него небольшая. ИМХО.
marat_k написал :
На расход газа кубометрами и силикагель надо центнерами.
Может быть. Если сразу с компрессора. а так как не крути, уже третья ступень очистки рессивер-масловодофильтр-осушитель.
andrey_o написал :
Подумал об опрокидывании баллона. Что здесь не так. не так просто. Углекислота в баллоне в сжиженном состоянии, опрокинешь, она и побежит. Или вода тяжелее жидкой углекислоты, на самом дне?
.
Вообще в нормативной литературе (причем 70-х годков) описывается удаление влаги из углекислотного баллона.
После разгрузки, баллон выдержать в вертикальном положении (вентилем вверх) не менее получаса, затем открыть вентиль баллона и выпустить первые порции газа в атмосферу.
Этот рецепт разумен, так как в баллоне в верхней части скапливаются более легкие примеси азот и водяные пары. Они-то и выходят.
А вообще углекислота техническая бывает высшего и первого сорта. В высшем сорте содержание влаги не более 0,05% (точно не помню, но примерно так). В первом сорте - на порядок больше. Еще бывает ПИЩЕВАЯ углекислота. Тоже по сортам делится. У пищевой содержание влаги в разы выше.
Мы работаем на тех. углекислоте первого сорта. Нормально. Пор нет. Специальных мер по борьбе с влагой не предпринимаем. Хрен кто вентиль полного баллона будет открывать для "выпуска первых порций в атмосферу". Подогреватель обязательно. Расходы наши до 18 л/мин. 8 час в смену. Без него фсе замерзнет нах. Используем ПУ-3 или ПУЗ-3 на 36 В. Ни один еще не накрылся. Работают несколько лет.
А что все спрашивают про смесители? Что, в продаже нет готовых смесей? У нас, например торгуют смесь 75%Ar+25%СО2. В одном 40 литровом флаконе. смесителей не надо. Плюсы - удобство. Минусы - что есть - то есть. Состав не изменишь.
ночной ковыл написал :
А что все спрашивают про смесители? Что, в продаже нет готовых смесей?
Вообще-то "все" - это я, больше никто не спрашивал.
Есть у меня два баллона аргон и углекислый газ, могу варить практически все, что варится. Если поменять их на баллоны со смесью, то только "чернуху". остальное отпадает или покупать третий баллон под смесь. По цене, равнозначные приобретения, боюсь баллон даже по-дороже выйдет, + заправка.
2andrey_o
Наш опыт по смесям:
Чукча, вопрос по выбору п/а. В связи с необходимостью полной капиталки кузова решил взять п/а (а заодно может быть и тюнинг сделать-каркас). Посмотрел на форумах, наскоко понял наши делают лучше итальянцев. По характеристикам ПДГ-160 вроде на жестянку хватить должно. Однако существует масса производителей-Псков, Кострома, похожие п/а Мидиком и т.д. Соответственно хотелось услышать мнение специалиста.
увахаемые господа!прочитал ваш обмен мнениями о сварочных полуавтоматах,очень интересно.но проблема моя в другом.у меня полуавтомат "инвекс тензор"ра 220 вольт с 1992 года.варил вполне сносно,накрылся механизм подачи.надо делать новый.может подскажите,какой мутить,и какуя схему блока управления сделать.еще вопрос.в аппарате стоит дросель,дуга не очень стабильна,про добавление конденсатора я знаю,но поможетли он.к сожалению на новый нет денег.может попробовать модернизировать этот.
ASSY написал :
накрылся механизм подачи.надо делать новый.может подскажите,какой мутить,и какуя схему блока управления сделать
Вопрос конечно интересный. Тут, я как понимаю, всё зависит от конкретного аппарата - сколько места, какое питание на двигатель, и проч. Простых рекомендаций в вашем случае - нет. Надо подбирать по месту. И схему управления соответственно по двигателю.
Конденсаторы (большой емкости) вещь хорошая, подключаются до дроселя. У меня начал сильно греться транс., но варит приятно. Есть и еще заморочки, но это уже для конкретного аппарата свои.
Господа знатоки! Вопрос: Какой п/а посоветуете для не большого автосервиса из ассортимента blueweld? Глаз упал на комби 4,165 подойдет али нет?
2Kriger Кто уже писал про этот "Комби". У него во время сварки не отключается силовая часть, т.е. включается и отключается подача проволоки, а силовая не отключается. В общем не смертельно, но неприятно - горелку можно на "массу" замкнуть. С Телвинами/Блювельдами работаю давно, мне нравится, но про такой закидон не знал, возможно такая "причуда" только на самых дешевых аппаратах, в угоду экономии. но, повторюсь, такого раньше не было. В принципе 165А (?) тока должно хватить, у меня лично 152-ой Телвин (личный), 180-ый Блювельд (рабочий), у жены 250-ый Блювельд (рабочий) и еще куча Телвинов, Блювельдов по другим конторам.
andrey_o написал :
В принципе 165А (?) тока должно хватить, у меня лично 152-ой Телвин (личный), 180-ый Блювельд (рабочий), у жены 250-ый Блювельд (рабочий)
Комби 4,165 мах ток=145А. 180 это престиж? И как он себя зарекомендовал?
какой п/а вы бы рекомендвали для автосервиса специализируещимся на жестянке?(с преспективой роста)
Kriger написал :
180 это престиж? И как он себя зарекомендовал?
По моему "Турбо". но не "Престиж" точно. У меня был "Престиж210" инвертор ММА/ТИГ (не полуавтомат), есть и 180-ый этой серии. В общем это другая песня, в целом остались приятные воспоминания.
Kriger написал :
какой п/а вы бы рекомендвали для автосервиса специализируещимся на жестянке?
Мне сложно судить, у нас в Казани Телвины/Блювельды представлены очень широко, от 100А до 300 и более. Расходники любые - наконечники токосъемные, сопла, горелки, ролики. Других изготовителей крайне мало, в основном единицы от отечественных производителей, импорта такого класса просто не видел. Сравнивать мне не с чем. Не факт, что в вашем городе аналогичная ситуация, возможно "Т" или "Б" в ваших краях редкость и за любой расходкой ехать за три-девять земель.
Я жестянкой занимался довольно долго, на мой взгляд 150-160А хватает вполне (если сеть 220 нормальная) до 2-2,5мм толщин проваривает уверенно, 4-6мм проблемно, короче всё что есть на а/м можно варить, не грузовике естественно.
В принципе все однофазные аппараты это фирмы от 130А до 200А построены на одном железе трансформатора и дроселя, разница в коммутации (4 или 6 ступеней регулировки) и приводе подачи проволоки.
На маломощной линейке аппаратов (они все примерно одного размера) стоит маленький эл.двигатель, плохого про него не скажу, долго терпит, но управляется какой-то хитро извращенной схемой (вроде тиристорной), ставить доп. конденсаторы не получается - скорость подачи становится совершенно бешенной и не регулируемой. Но есть и плюсы - более мобильный, можно затаскивать куда надо и чуть легче.
Более мощные аппараты имеют другой двигатель подачи (по габаритам больше раза в два) и другую схему управления. Я поставил после транса, перед дросселем шесть банок по 10000мкФ, скорость подачи чуть увеличилась, а качество сварки улучшилось и звук такой шипящий, я в таком модернизированном варианте и работаю. мне нравится.
Есть еще и трехфазные аппараты, но они намного дороже и мощнее ИМХО для вашего случая перебор.
Ремонт сварочных инверторов. Часть вторая.
Sniper@ , а что если поставить 2 транзистора fgh40n60smd и 3 диода stth6003. Диоды как я понимаю мощьнее старых но других нет.
karcher
Не стоит. Он (аппарат) все равно сгорит раньше, чем тот лак что то защитит. Смысла не вижу. Сам лаком свои работы не покрываю.
Это не шутка. Так и есть.
Благодарю за оказанную помощь! Завтра продолжу. На сегодня Всем большое спасибо!
Константин58 , лучше 6
v56
На этом пока и закончим. Ваши данные с моего компа я удаляю. Я не вижу от вас обратной связи. Вот здесь все, что вам было нужно.
Удачи.
karcher написал:
один цапон. там ацетона больше чем лака, после высыхания
Об этом 100500раз писали. Но, как Вы ночок, то повторюсь. Цапан лак не является эл.изолятором, это декоративное фуфло, которым китайцы иногда мажут свои поделки для плезиру. На производствах для этих целей используется УР235, но это дорого и ,в Вашем случее, - нецелесообразно. Можно, т.к. делаете как я понял, почти-что как для себя, покрыть любым мебельно-паркетным лаком на Полиуретановой основе, как показывает практика, даже при они очень устойчивы к растрескиванию и отлично держат климатику.Вы ведь не на оборонку работаете. На крайний случай, ксли жаба давит на покупку баночки лака, - щедно замажте в несколько слоёв ФСК - конечно не полиуретановый лак, но всё-таки несравнимо лучше и надёжнее цапона.
Если скважность меняется значит реакция есть
так же измерял сопротивление обмотки токового трансформатора, 1,3 Ом, видимых повреждений нету.
Подскажите что делать дальше? нормально ли то что скважность меняться только изменением напряжения с токового трансформатора? Меня смущает то что крутилка тока на аппарате не дает никакой реакции..(
karcher
Ну дальше подумайте, что такое ОС? Это Обратная Связь по току. Дальше - как она работает?
А работает так - есть какое то положение задатчика тока на морде лица, ШИМ при этом имеет максимальное заполнение, пока не увидит сигнал ОС. Увидев сигнал ОС, он начнет реагировать для сохранения величины сварочного тока, который установлен крутилкой на морде лица. Один параметр есть задатчик, второй - есть "слежка" за этим задатчиком.
Теперь подумайте, что первично, а что вторично. Что должно изменять заполнение ШИМ? Крутилка на морде, или ОС по току?
Ответ я знаю, но очень хочу, что бы это понимал не только я, но и вы.
Здесь не пошаговая инструкция, здесь нужно подумать и понять.
Понять вам.
Блин, когда я писал "про ОС все правильно" я надеялся на понимание процесса.
s237 , В моем понимании заполнение максимальное когда ток через ОС не течет, когда ток течет через ОС он сравнивается с заданным током крутилки, и если он превышает заданный то ШИМ начинает уменьшать заполнение тем самым выравнивая ток к заданному, верно мыслю?
s237 , тоесть крутилка это всего регулируемое ограничение тока(пример- лед драйвер, только он там стабильный и неизменяем), а скважность задает то что приходит с ОС. Это надеюсь тоже верно? а то сейчас пойду изучать ШИМ))
karcher , В статике шим не меняет заполнение ,а полностью рубит импульс в данном цикле и в динамике работы инвертора получается регулирование заполнения .У вас теперь статический режим и импульс не может менять заполнение,просто выключается при разных уровнях напряжения с Дт и крутилки.
karcher
Все правильно. Теперь крутилку на морде лица в среднее положение, дальше запускаемся, потом осцлл ставим на затвор коллектор, потом подаем в цепь ОС напряжение 0-5В, потом при этом смотрим заполнение ШИМ. Если оно изменяется (чем больше напряжение в цепи ОС - тем меньше заполнение ШИМ), то это говорит о работоспособности этого узла. Дальше перекуриваем и ставим ключи.
Это уже "пошагово".
YORYC
Валера, он так не поймет.
s237 , спс) сейчас сделаем) хотя тоже самое делал но резюк тока был не в среднем положении а в произвольном)
Просто мысль у меня была что крутилка морды должна была ограничить скважность, ну к примеру если я поставил 20А ток на крутилке то скважность должна была упереться скажем в половину заполнения а то и менее, независимо сколько я подам напряжения на ОС, заполнение увеличится до заданного равному 20А, а повышение напрядение выже, на ОС, не увеличит скважность)
Ну и как в этой ситуации будет сравнение сигналов?
Первично: я задал то что хочу, а ОС поддерживает мое желание. Это вторично.
Здесь я задал, а там ОС отслеживает и стремится к моему заданному.
И сколько бы я не поставил на морде лица крутилку - заполнение ШИМ у меня будет всегда максимальным до момента появления сигнала ОС.
s237 , отредактировал выше)
karcher , блин я тупой) прошу прощения) догнал)
Просто померяйте как говорю, и сами все поймете. Это нужно видеть глазами.
karcher , Померял) Все работает, в среднем положении заполнение уменьшается с подачи 2,6В и выше, при макс выкрутке ручки 3,1В, при минимуме 2,2В. Но в любом случает в любом положении ручки при оствтствии сигнала ОС заполнение макс) теперь все понял)
Я делаю еще проще. Время -деньги.
Просто вчитайтесь.
Здесь немножко по другому подход мысли.
Рад, что у вас все получилось.
Дальше - ключи.
s237 , спасибо за методы, важная инфа. Завтра постараюсь купить ключики.
karcher , Все это интересно. Но любые измерения должны в итоге привести к нахожлению причины. Здесь причина не найдена.Ключи вы уже ставили прежде и получили бах
bvale , меня тоже никак не покидают мысли об этом)
Все верно, и ключи ставили, и сигналы посмотрели, и драйвера все поменяли, и бах получили. В этой ситуации остается одно неизвестное - присутствие перемаркера по ключам, или его отсутствие, которое никто не может пощупать.
Для этого нужно обмерять все что можно вообще. И делать выводы.
Для меня это не сложно, потому что в своих ключах (которые ставлю при ремонтах), я уверен на 100%. Хоть они и китайские. Но уже годами ими ремонтю. Возвраты конечно были, но по другой причине - люди просто убивали аппараты.
А все возможные сигналы в подобном аппарате я уже показывал. На всякий случай повторю:
karcher , Добрый день. А Вы каким осциллографом пользуетесь?
Привет Ашот.
А разве не видно. Приставка к компу. Кстати они бывают классными, но дорогими.
s237 , Привет Сергей. Так я вижу что приставкой. ВОт и интересно, какой именно. Смотрю вроде хорошо работает. ТОгда я себе такую возьму.
ashota , приставка instrustar , модель isds 210b. Хотя выбор моделей есть, около 10 моделей с разными параметрами
Повторюсь. Она сравнима по цене. с полностоящим осциллогафом. Я не агитирую, но .
а где ключи берёте для себя если не секрет и какие?
s237 , приставка моя 1,5к грн стоит/стоила. Полноценный из новых в минимум вдвое дороже, если старый советик то можно еще поискать) да и в каждом свои минусы и плюсы) советик таскать тяжело и громоздкий) минус моего это нужда в ПК или ноуте) ну и повышений риск сжечь и то и другое)) Брал я его как учебный прибор) конечно если заниматься ремонтом серьезно а не раз в пол года когда друзья что-то принесут, то лучше купить полноценный прибор)
Диллема у меня, оббегал все магазины и рынки, транзисторы только в одном магазине, и то в котором я брал те что взорвались) и с той же закупики/партии. Вот думаю может в инэте заказать. но тоже можно УГ купить.
karcher
Позвоните вот сюда
Скажите что так и так, не говорите что от меня. я сам скажу.
Человека зовут Игорь. На один раз он вас выручит, на остальные разы - договаривайтесь самостоятельно.
Поверьте, человек реально проверяет каждую покупку ключей из Китая, и несколько раз возвращал, то ли он, то ли ему (нам) деньги. Дядьке много лет, и он очень опытен. Щас я ему про ваш вопрос звякну. Мы в друзьях.
Пардон, здесь озвучивать его тлф не буду. Это не правильно. Озвучу свой, там и переговорим.
Тем более вы рядом с Игорем в одном городе.
Мой тлф
098 051 05 87.
Сергей.
Мой звонок ему, после вашего звонка мне.
Приветствую всех форумчан! Решил использовать для запитки водородного генератора бюджетного китайчика ПРОТОН ИСА-245 С, приляпал ОС по напруге, получилось нормально. А потом пришла мысль, раз уж есть стабилизация напряжения, почему бы не попробовать полуавтомат, тем более, что есть автономная протяжка. Поварил и стало ясно, что нужно отключать форсаж и антистик. Вот тут начались проблемы, нигде не нашел схему, выпаял платку ШИМ, сам контроллер залит, начал, казалось аккуратно, счищать но когда появились металлические точечки понял, что запорол, проверка подтвердила. Похоже контроллер был не в корпусе, изготовлен на плате по технологии капельки. Не сталкивался ли кто с таким чудом, может есть схема? Прошу прощения за качество фоток.





s237 написал:
Мой звонок ему, после вашего звонка мне.
Viv812
Проще переговорить. Мой тлф постом выше. Может разочарую вас в вашей затее.
Всем привет. Прошу помощи. Как говориться, запутался между трех сосен. Инвертор Tecnica 164. Подробная схема есть везде. Если нужно, могу выложить. Принесли с неисправностями;
1) Ключи вылетели
2) Почти вся мелоч в драйвере выгорел
3) Накрылся ТГР
После замена всего, хотел проверить сигнал на ключах с внешним блоком питания. Подаю на вход 7815 19V. На выходе стабилизатора 15V. Резко и сильно начал греться 7815. помимо этого, заметил, что греется еще и IRFD110. Когда выпаял IRDF110, стабилизатор перестал греться. И когда отключаю сигнал от 3845, при впаянном IRFD110, то же нет нагрузки такой. Выпаял IRFD110 проверил, вроде рабочий. На всякий случай поменял, не какого эффекта. Поменял два резистора ( 1 Ком и 47 Ом) рядом, диод BYS20G и два стабилитрона на 10 V. Поменял керамический кондер. Все четно. Может кто подскажет, куда дальше капать? Заранее спасибо.
ashota , Добрый день! Померяйте частоту сигнала. Возможно возбуждение. Проверьте конденсаторы в цепи ТГР и обвязке ШИМки.
Идите вперёд насколько видите. Добравшись туда вы сможете видеть дальше. Дж.П.Морган
Lab написал:
ashota , Добрый день! Померяйте частоту сигнала. Возможно возбуждение. Проверьте конденсаторы в цепи ТГР и обвязке ШИМки.
Lab , СПасибо. Ложная тревога была. Ошибка моя. Не внимательность просто.
ashota , На "мониторе" уже прочитал.
Добрый день. Всем кто помагал в ремонте, а особенно Сергею, выражаю благодарность) Спасибо, вы мне очень помогли и простимулировали мой интерес к изучению импульсных источников) Аппарат уже исправно трудится)
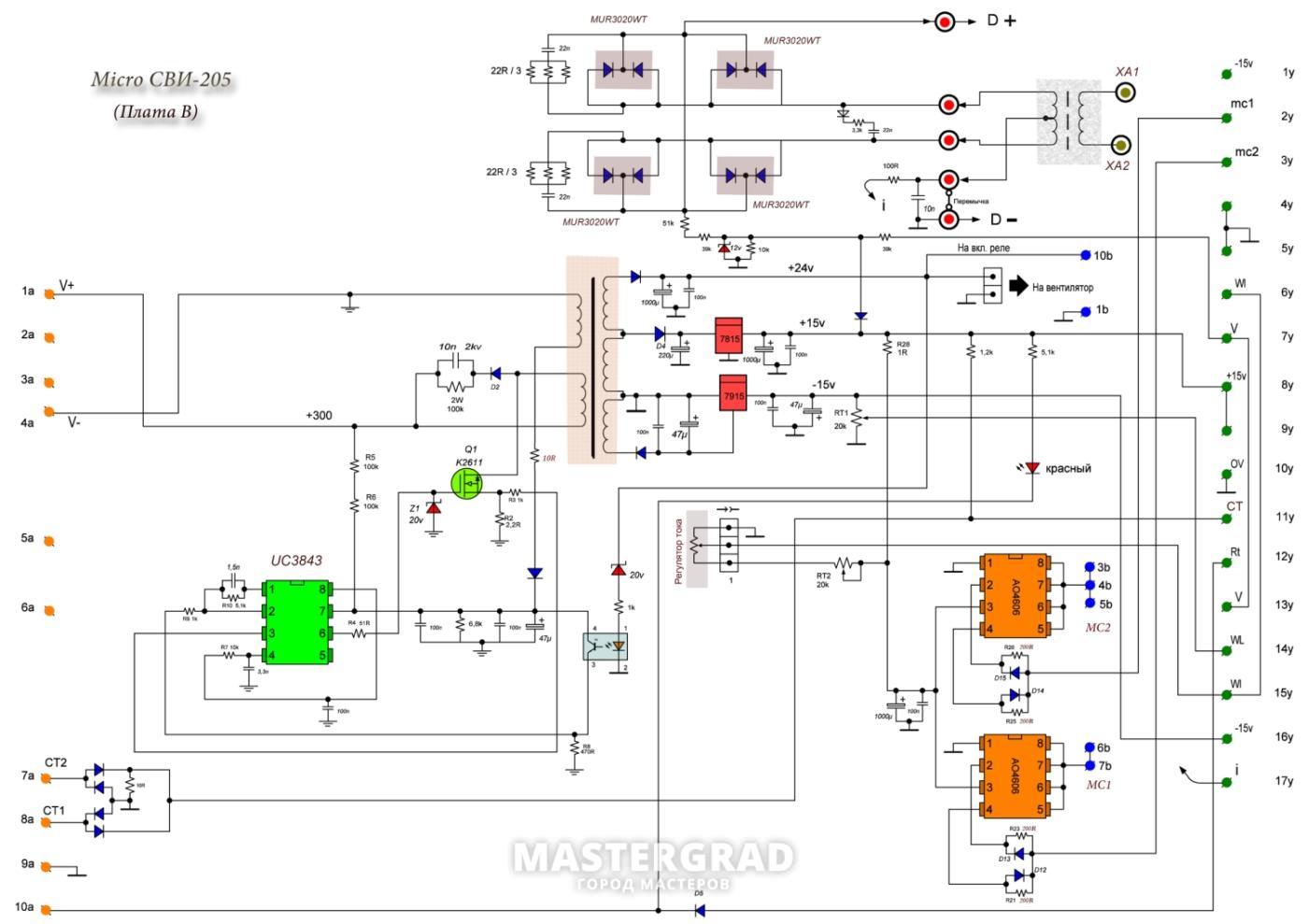
Здравствуйте подскажите ,в чём может быть проблема в сварочнике калибр микро сви 205,включаеш начинаеш варить ,варит нормально ,но буквально через 10-30 секунд работы когда как , перестаёт варить , вентилятор работает ,и на плату управления подаётся +и-15 вольт
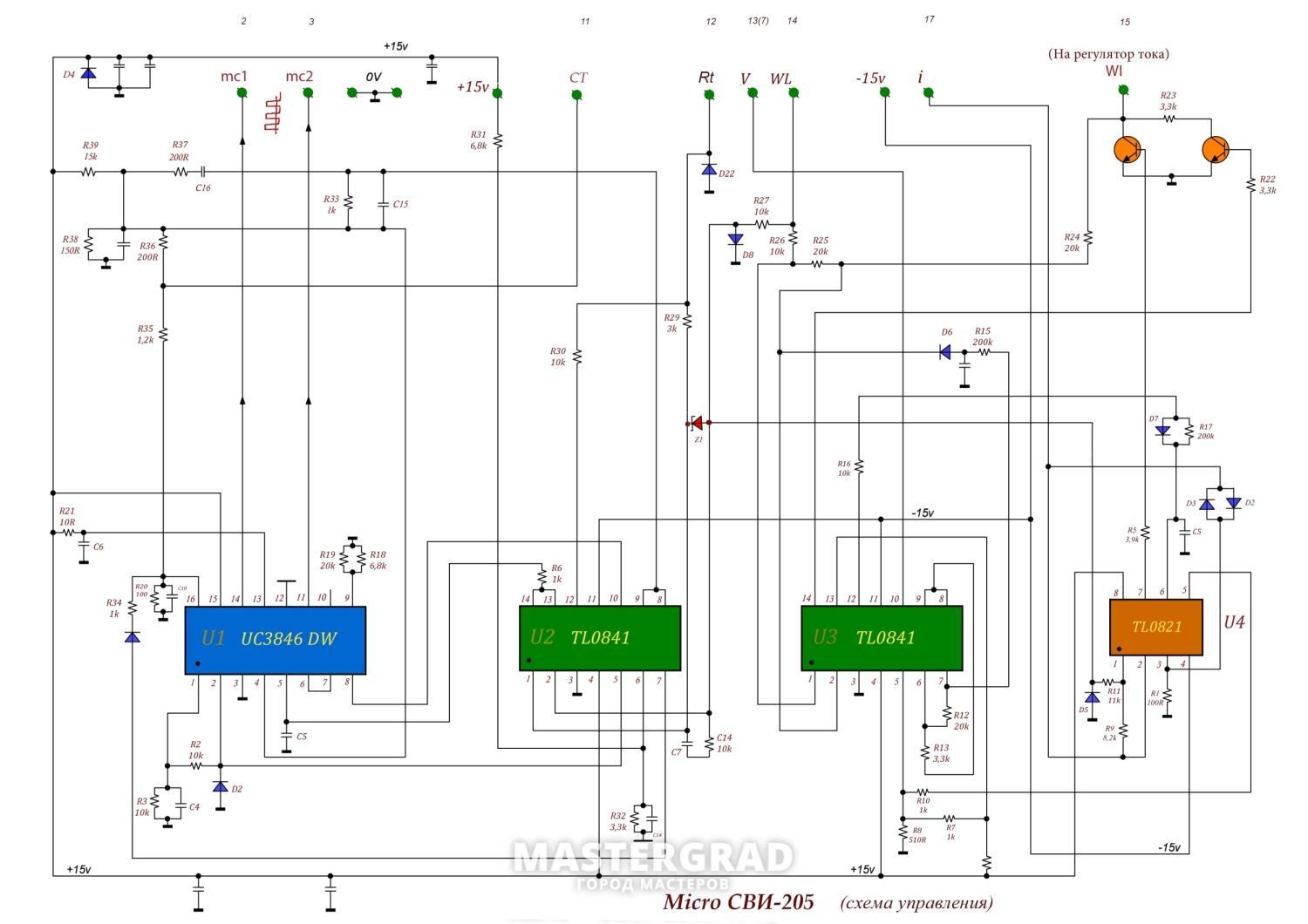
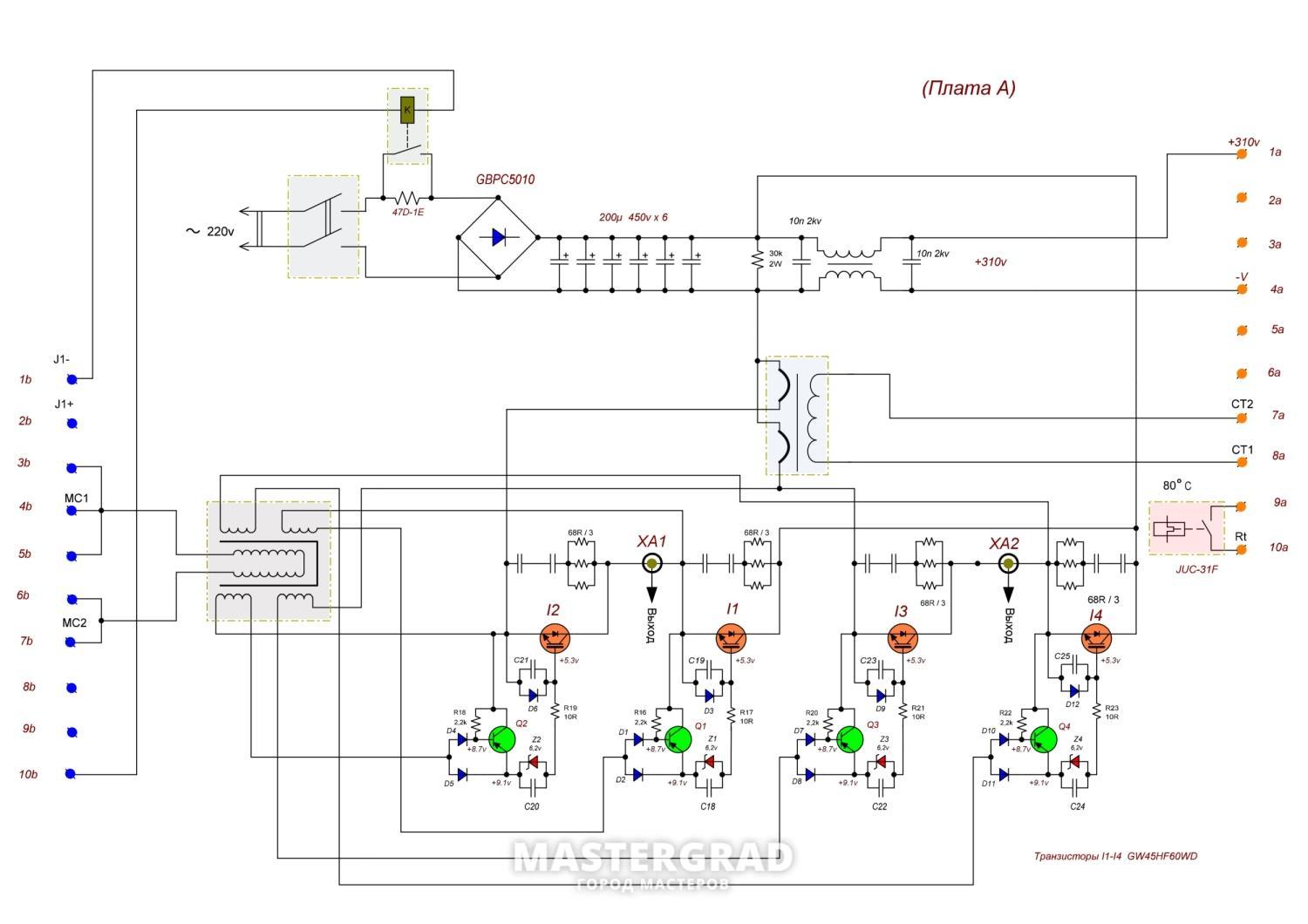
значит блок питания работает примерно через 10-30 сек опять начинает варить ,и так всё повторяется ,разобрал на вид нет сгоревших деталей ,всё новое всё пропаенное ,но как будто что то отходит какой то контакт ,IGBT транзисторы я тоже думаю все в норме ,если бы было что то пробито то они выгорели а сварочник то работает то нет ,наверное что то с модулем управления ,где посмотреть что померить ,вот схема инвертора .
sergilg , Первое что напрашивается в таком случае, что-то по перегреву перестает работать. Как только выключается сварочник, потрогайте плату управления не предмет нагретой детальки. Конечно перед этим обесточить сварочник. Ну это так, на всякий случай.
Да в том то и дело что ничего не греется вообще ,кроме двух транзисторов в блоке питания,так чуть тёплые ,вообще просто включаешь,без сварочных проводов ,и мерею там напряжение ,оно там то есть то нету ,просто тупо пропадает напряжение на выходе,ну и соответсвенно когда нету напряжения то и нет сварочной дуги
сделайте фото платы и выложите сюда будет более предметный разговор схема может быть и не ваша
Привет всем ,вот сейчас инвертор заработал ,перестал дёргатся то есть то нету напряжения на выходе ,схема точно от моего инвертора ,но нашёл отличие вот тут на выходе(обведено красным) с драйверов на импульсный трансформатор и силовые ключи ,напрямую идут дорожки ,а у меня в инверторе одна дорожка идёт напрямую а другая идёт через сопротивление 450ком,и парралейно стоит конденцатор 2,2мкф,выпаял конденцатор ,думал может он подкорачивает на высокой частоте ,но без него вообще не работает ,впаял обратно ,заработало,но на долго не знаю посмотрим,вот фото ,









Скорее всего где то не пропай либо холодная пайка я бы на всякий случай пропаял бы микросхемы на плате управления и остальную обвязку просмотрел бы, подобные плаваюшие проблемы самые сложные в обнаружении и ремонте тут приходится смотреть всё подряд.
Ответственный за аппарат товарищ высказал свое недоверие ко мне и недовольство с задержкой ремонта его оборудованием. Я упираться не стал и нашел авторизованный сервис Blueweld в Уфе. Тем паче что балластного реостата под рукой нет. У меня материальной заинтересованности вообще никакой не было, хотелось просто помочь товарищу.
Специально обученный товарищ сдал инвертор в сервис с четким описанием ситуации. Через неделю ремонтники позвонили и спросили зачем им привезли абсолютно исправный инвертор. По телефону им снова повторили, что аппарат варит как-то неправильно. Сервисники пообещали внимательно разобраться. Прошло еще 2 недели. Снова позвонили из сервиса и попросили забрать исправный инвертор, заплатить 400 рублей за диагностику. Ничего не нашли, но за труды взять не позабыли.
В день возвращения как раз подошел тот самый сварной, которому в упрек несколько раз передали слова сервисников: проблема или в сварщике или в электродах. По этому случаю были вскрыты две герметичные пачки электродов: троечка МР-3С и два с половиной СЭОК-46 (Спецэлектрод). "Виновник" были приглашен к инвертору и поварил в присутствии "узкого круга ограниченных людей". Отзыв сварщика от "исправного" инвертора абсолютно тот же самый, как и у меня: "Обрывает дугу".
Я думаю, что в сервисе или нет опытного специалиста или лень было тратить время на нетривиальный дефект.
Дальнейшие мыкания по сервисам признали нецелесообразным. Инвертор решили списать и купить новый на замену.
Этот остается не у дел и теперь появилась мотивация как следует разобраться с его схемой управления. Надо будет в первую очередь проверить на плате управления все конденсаторы и 3845.
PS прошу простить за программистов этого форума - ссылки на предысторию нормально не вставляются - срамота позорная. Попробовал несколько вариантов ссылок на посты - все не работает.
Продам Оборудование разное Б/У









































1. Машина подметальная КМ 70/30
2. Строп 4СЦ 26,5/4000 с крюками-ограничителями
3. Траверса линейная
4. Вращатель сварочный TGS 70
5. Машина для быстрой резки труб "Центо"
6. Ножницы высечные N 350-4 230V
7. Ручной электроинструмент T-Drill T-60
8. Сварочный аппарат
9. Сварочный аппарат MAGIC WAVE 3000
10. Сварочный аппарат transtig 3000 job
11. Станок SH 400 PLC- Platinum (17871 258/700)
12. Станок Точильно-шлифовальный ВЗ-897-01
13. Труборез с электроприводом в комплекте
14. Штабелер с электроподъемником PFAFF ЕНН 1216
15. Штабелер с электроподъемом PFAFF ЕНН 1030
16. Ванна для тестирования
17. Дорновщик FE-4
18. Дорновщик FE-4
19. Заклепочник GESIPA FIREBIRD M3-M10
20. Компрессор Sonetto 10 270
21. Компрессор Sonetto 20-10500
22. Раскаточный станок
23. Регулятор потока
24. Регулятор потока
25. Ручной насос KP 01
26. Ручной насос KP 01
27. Станок резки труб 845001
28. Станок резки труб 849000
29. Стол для пайки коллекторов
30. Стол для технического обслуживания
31. Стол подьемный HTF75
32. Труборез T-cu
33. Автоматическая ленточная пила ABS 320 B
34. Горизонтальная малогабаритная ленточная пила НВ 210 V
35. Комплект сварочного полуавтомата ВариоСинержик 5000 ZA-Евро
36. Лестница с платформой
37. Пила дисковая электр. "Турбо Cu-INOX"
38. Станок настольный сверлильный с колонной TSB 25
39. Станок радиально-сверлильный R 32 Basik
40. Станок трубогибочный CE-30-AF-PPT5-MA-0-SA-Partner
41. Заклепочник POP PB2500 2.4-4.8 мм
42. Комплект сварочного оборудования "VARIOSYNERGIC"
43. Сверлильно-фрезерная машина MBE-40
44. Станок абразивно-отрезной "Пила маятниковая ПМ-005"
45. Фаскосниматель GTW- 1500 WMT
46. Бонета Krios 250
47. Витрина AURORA SQ 250
48. Горка гастрономическая TESEY 250
49. Камера сборная быстромонтируемая 8,9х5,1х3,52
50. Камера сборная быстромонтируемая 8,9х5,1х3,52
51. КХН-11,02(1960х3160х2200) (холодильная камера)
52. Охладитель жидкости GFVC FD 050.1/11-44, 10 бар, 1-фазные вентиляторы
53. Охладитель жидкости OH541-2x290S3E-B25L2
54. Станок обрезки заусенцев 7901500403
55. Установка ОС 331 ^1094796)+Бак (Nibe)
56. Экструдер сварочный ручной РСЭ-3
57. Агрегат насосный AHC-13/1/2-HO11-S без 1 насоса
58. Сварочный аппарат VarioSynergic 5000
59. Сварочный аппарат VarioSynergic 4000
60. Агрегат SH03936 OA 151-MS-E112 без компрессора
61. Рама APE-M-4CES9Y-H-B2D2H1Y1 R404A 703610036
62. Сварочный аппарат Vario Star 457-2
РЕАЛИЗУЕТСЯ ТОЛЬКО ЧЕРЕЗ АУКЦИОН И В ТОМ СОСТАВЕ, В КОТОРОМ ОНО ПРЕДСТАВЛЕНО!
Читайте также: