Сварочный кондуктор что это
Обновлено: 04.05.2024
Сварка в промышленных условиях значительно отличается от сварки в гараже и дома. В промышленных цехах этот процесс должен проходить без остановки и в больших объемах. Все должно происходить точно и в ускоренном темпе, каждая деталь должна быть подготовлена, все характеристики рассчитаны. И при всем этом нужно исключить или свести к минимуму травмирование рабочего персонала.
Характеристика
Для выполнения этих задач в промышленности используются разного рода вспомогательное сборочно-сварочное оборудование. Его можно разделить на следующие основные группы.
- Сборочно-сварочные кондукторы.
- Сборочные стенды и установки.
- УСП (универсальные сборочно-разборочное приспособление).
- Переносные сборочно-сварочные приспособления.
Сварочно-сборочный кондуктор – это приспособление, предназначенное для предварительной сборки и фиксации материала, особенно для фиксации громоздких предметов. Это устройство позволяет надежно закрепить свариваемые части в нужном положении. Хороший и удобный кондуктор значительно повышает уровень производительности работ и качество товара, тем самым значительно увеличивает прибыль.
В зависимости от размера продукта, производства или места использования агрегаты делятся на такие варианты.
- Малые – в основном используют на дому для определенной малой конструкции. К примеру, это может быть сварка рамки с прямым углом или создание стоек для перил. Малые кондукторы легко транспортируются из-за относительно небольшого размера и легкого веса.
- Большие используются в цехах и на заводах для более масштабных целей. Например, такого рода кондукторы применяют в машиностроении. И в отличие от малых, их сложнее транспортировать, и по размеру они в несколько раз больше.
В зависимости от фиксации материала и возможности передвижения стола, на котором с ними работают, агрегаты делятся на следующие варианты.
- Полностью фиксирующие – это кондукторы, как и следует из названия, фиксируют материал, полностью обездвижив его.
- Полуфиксирующие – это кондукторы, которые фиксируют материал, но при этом они могут вращать одну его часть в фиксированном положении.

В зависимости от целей и задач, которые сварщики ставят перед собой, существует очень много видов кондукторов.
Назначение
Есть два основных назначения сварочных кондукторов.
- Упростить работу сварщика по максимуму.
- Свести к минимуму травмирование сварщика и его помощников.
Упрощение работы
Каким образом кондуктор упрощает работу сварщика? А упрощать он может разными способами.
- Фиксировать металлоконструкции в нужном положении. А это немаловажно для сварщика, потому что человек не может долго держать предметы в одном положении – при каждом прикосновении электрода к материалу тот рефлекторно отталкивается. В основном фиксация нужна для сварки материала под прямым углом. Потому что придерживать человеку предмет под прямым углом очень сложно, как и было выше сказано.
- Ускоряет ход работы. Скорость улучшается из-за быстрого фиксирования всего материала в финальной форме, не используя сам сварочный аппарат.
- Дает возможность осуществлять объемные работы.
- Почти в каждом большом кондукторе находится место для металлического сосуда или ведра, чтобы охладить металл в воде.
Уменьшение травмирования сварщика и его помощников
Самое преобладающее назначение кондуктора – это сохранение здоровья рабочего. В основном без кондуктора его функцию выполняет помощник сварщика. После такой работы он может получить серьезные ожоги или другие травмы.
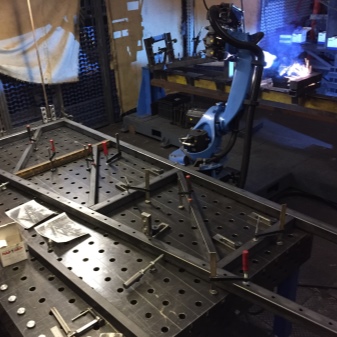
На сегодняшний день также существуют роботизированные сварочные кондукторы для большей ликвидации физического контакта человека с этой работой. Это еще больше позволяет уменьшить риск травмирования рабочего персонала.
Такие устройства в основном используют в машиностроении, так как там нужна более высокая точность и механизация производства.
Правила использования
Правила использования зависят от модели кондуктора. Для начала это простые правила работы с любым оборудованием. Работать с обыкновенным столом с манипулятором несложно. Конечно, для работы со сложными и автоматизированными кондукторами лучше всего просмотреть прилагаемую инструкцию. Ну а если у вас обычный кондуктор, то нужно работать следующим образом.
- В первую очередь стоит разместить части будущей конструкции в нужной вам форме.
- Затем нужно укрепить все части прочно с помощью тисков. Если кондуктор автоматизирован – вам будет легче, ну а если он механический, то вам придется приложить чуть больше усилий. В нынешнее время большинство цехов оснащены всевозможным оборудованием, которое используется на автоматизированной основе. Но нельзя исключить и работу мастеров, которые взаимодействуют с металлом вручную. Для них самый лучший способ облегчить ручную работу – это оборудовать свой кондуктор гидравлическими, электромагнитными, пневматическими или вакуумными зажимами. Тогда будет легче фиксировать металл.
- Теперь уже можно варить материал как удобно.
- После сварки металла его нужно охладить. Ну а если у вас сварка с азотным приводом охлаждения, вам будет значительно проще, и охлаждение пройдет быстрее. Если у вас обычный сварочный аппарат, то лучше всего подождать, чтобы металл сам остыл, так изделие остается более прочным. В некоторых случаях металл можно охладить водой, однако, это может привести к его непрочности и недолговечности.
- Последнее, что нужно сделать после охлаждения – ослабить фиксаторы, и работа готова.
Далеко не все горят желанием приобрести сварочно-сборочный кондуктор себе в гараж или для использования в бытовых условиях. Все-таки это производственный уровень работы.
Но для цехов и заводов такое вспомогательное оборудование только будет улучшать качество и скорость работы. На сегодняшний день невозможно запускать производство без сварочно-сборочных кондукторов.
В следующем видео представлен обзор сварочного кондуктора.
Описание кондукторов для сварки - что это такое, где и как используется

Сварные работы в цеху – это вам не сварка « на коленке» в гаражном боксе. Там, как и дома в огороде сойдут инвертор и электроды «в рассыпуху». Но в заводских условиях картина совсем иная.
Спецтехнологии и высокоточные приспособления выводят сварку на другой уровень.
Они обеспечивают работу сварщика в соответствии с техникой безопасности, а сам процесс протекает быстрее. Это важно, где объем определяет доход работодателя. Охарактеризуем подробней одного из молчаливых помощников сварщика.
Называется кондуктором, но сам не варит. Помогает, чтобы сварка прошла без сучка и задоринки. Как и что надо сделать, чтобы сработать без изъянов?
Общая характеристика
У сварочного кондуктора много «псевдонимов». Его называют просто сварочным, сварочно-сборочным, просто сборочный. Или говорят для сборки или сварки. С помощью сего приспособления фиксируют и наметывают сборку конструкций, которые предстоит варить.
Сборочная модель на удивление прочно состыкует части будущей конструкции. Сварка будет проходить без лишних неудобств, процесс – контролироваться.
Заметим, сварочным кондуктором приспособление зовется в просторечье. На ценнике в торговом заведении будет написано «cтол-манипулятор сварочный».
Профессионалы также больше выбирают номенклатурный термин. С помощью этого устройство фиксируют вращение труб, равно конструкций солидного размера.
Разница между самими устройствами может крыться в принципе, на основе которого они работают. Отсюда – разные модели. Могут быть в виде не кухонного, но стола, где расположились тиски, обеспечивающие механическую фиксацию конструкций для сварки.
Когда представлены полной электромеханической версией прибора, легко смещают части конструкций, куда требуется. Объединяет все виды кондукторов одна деталь.
Представлена жестким каркасом из металла. А уж на него монтируют все остальные приспособления.
Предназначение

Дело не только в удобстве в работе. Они интенсифицируют процесс сварки. Времени тратится меньше, а готовой продукции выходит больше.
Выгодно? Конечно! А иногда без сборочного кондуктора «ни туды и ни сюды». Как без него провести, допустим, роботизированные сварные работы.
Правила обращения

Их диктует модель кондуктора. В основном все понятно по умолчанию. Поработать за обыкновенным стационарным столом манипулятором не составит сложностей.
Размещаем, как требуется, части будущей конструкции, зажимаем механическим тисками и приступаем! Для работы с кондукторами уровнем повыше, не лишне почитать прилагаемую конструкцию. Из нее узнаете отличия облюбованной модели.
Если процесс не автоматизирован, вам придется "поиграть мускулами" самим, чтобы прочно состыковать части конструкции. Кто кроме вас – исполнителя лучше знает, как расположить свариваемые поверхности.
На производстве с высокой степенью автоматизации человеческий фактор почти минимизирован. Цеха там оснащены необходимым оборудованием с высокотехнологичными процессорами.
Правда, на менее продвинутых производствах или в кустарных условиях мастера тоже не остались один на один с бездушным металлом. Производители сварного оснащения выпускают немалый ассортимент полезных подручных средств также для них.
Можно обзавестись гидравлическими, пневматическими, электромагнитными, а то и вакуумными зажимами. Тогда понадобится совсем немного усилий, чтобы зафиксировать части будущей конструкции в нужном положении.
Заключение
Тем не менее, мало кто загорится идей установки сборочного кондуктора у себя в гараже или сарае во дворе. Объем работ и размах у домашних умельцев не тот.
Стол-манипулятор – это уже производственный масштаб. В домашних условиях рациональней и дешевле применять фиксаторы поменьше и попроще, те же струбцины.
Без сварочных кондукторов сегодня не может быть серьезного производства. Экономят трудозатраты и расход материалов.
Если у вас есть опыт в этом деле, можете размещать свои комменты на нашем сайте. Работы вам без дефектов!
Что такое сварочный кондуктор?
Сварка в условиях цеха разительно отличается от сварки в гараже. Если в случае с домашней сваркой вы просто включаете инвертор и варите штучными электродами, то на производстве применяются не только особые технологии, но и специальные приспособления. Они призваны упростить труд сварщика и ускорить работу. Поскольку зачастую именно от количества выпущенной продукции зависит прибыль предприятия.

Об одном из таких приспособлений мы и расскажем в этой небольшой статье. Речь пойдет про кондуктор для сварки, он не сборочный кондуктор или сварочный кондуктор. Вы узнаете, что собой представляет это приспособление, для чего оно необходимо и как его использовать.
Общая информация
Кондуктор сварочный (сварочно-сборочный кондуктор, сборочный кондуктор, кондуктор для сборки, кондуктор для сварки и т.д.) — это специальное приспособление, предназначенное для фиксации и предварительной сборки металлоконструкций, с которыми вы будете работать. С помощью сборочного кондуктора детали надежно фиксируются на одном месте, их удобно сваривать и следить за ходом выполнения работ.
Название «сварочный кондуктор» является разговорным. В профессиональных кругах и в магазинах это приспособление называется «сварочный cтол-манипулятор». Зачастую его используют для фиксации вращения труб, а также других крупногабаритных деталей. Например, металлических балок.
Но сборочный кондуктор на самом деле можно применять с любыми деталями. Производители выпускают кондукторы всех форм и размеров, чтобы вы могли работать с деталями и конструкциями любой величины. Принцип действия кондуктора может отличаться от модели к модели. Где-то это просто стол с механическими тисками, фиксирующими деталь. А где-то это полноценный электромеханический прибор, способный перемещать детали в заданном направлении. Но, вне зависимости от модели кондуктора, он всегда будет иметь жесткий металлический каркас, на который «нанизываются» весь остальной функционал.
Зачем нужны кондукторы? Во-первых, они упрощают труд сварщика. Если он использует вращающий кондуктор для труб, то может вращать трубу в заданном направлении, не меняя при этом своего положения и выполняя сварку, по сути, стационарно. Во-вторых, такие приспособления не просто удобны, они также ускоряют сварочные работы, в перспективе увеличивая прибыль предприятия. И, в-третьих, порой без сборочного кондуктора просто не обойтись. Например, при роботизированной сварке.
Как использовать?
Использование кондуктора во многом зависит от модели самого приспособления. Но в большинстве случаев в этом нет ничего сложного, все интуитивно понятно. Если вы используете простейший стационарный стол-кондуктор с механическими зажимами, то расположите на нем деталь и зафиксируйте в нужном положении с помощью этих же зажимов, упоров или фиксаторов.
Если вы используете более технологичные кондукторы, то ознакомьтесь с инструкцией к данной модели. Поскольку у каждого приспособления могут быть свои нюансы использования.
Вне зависимости от типа кондуктора, вам, скорее всего, придется принимать непосредственное участие при фиксации деталей. Поскольку именно вы будете определять, в каком положении должна находиться эта самая деталь. Конечно, существуют и полностью автоматизированные производства, где работа человека сведена к минимуму. Но там используются не просто кондукторы, о которых мы рассказываем. Там используются высокотехнологичные агрегаты.
Чтобы мастеру не приходилось прикладывать много физических усилий при фиксации деталей, производители предусмотрели пневматические, гидравлические, вакуумные или электромагнитные зажимы. Достаточно приложить минимум усилий, чтобы они начали свое движение и зафиксировали деталь.
Вместо заключения
Конечно, сборочный кондуктор — это не то приспособление, которое вы будете держать у себя в гараже для сварки своими руками. Это приспособление более профессионального уровня, и это нужно понимать. Для домашней сварки воспользуйтесь штучными фиксаторами (например, струбцинами). Они будут эффективны в этих условиях.
А на производстве все же необходимы сварочные кондукторы. Они упрощают и ускоряют работу. А вы когда-нибудь использовали эти приспособления в своей практике? Поделитесь своим опытом в комментариях ниже. Желаем удачи в работе!
Сварочный кондуктор что это

Компания ООО «Робототехника», обеспечивает проектирование и изготовление технологической оснастки для выполнения сварочно-сборочных операций.
Сварочный кондуктор - это специализированное приспособление, которое обеспечивает стабильность сварочного процесса при термическом воздействии на изделие. Качественный кондуктор упростит сварочные работы, удерживая изделие или составные части изделия в неподвижном состоянии. Независимо от того, является ли сварка полностью ручной, частично автоматической или полностью роботизированной, сварочный кондуктор гарантирует однозначное позиционирование, необходимый прижим, сохранение геометрии при сварке, а также упрощает процесс сборки, тем самым увеличивая итоговую производительность и высокое качество.
Существует огромное количество технологической оснастки и элементов для сварочно-сборочных процессов. Два основных типа:
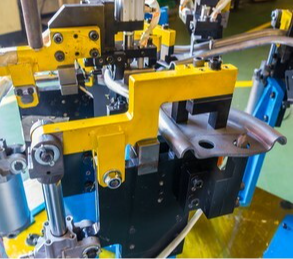
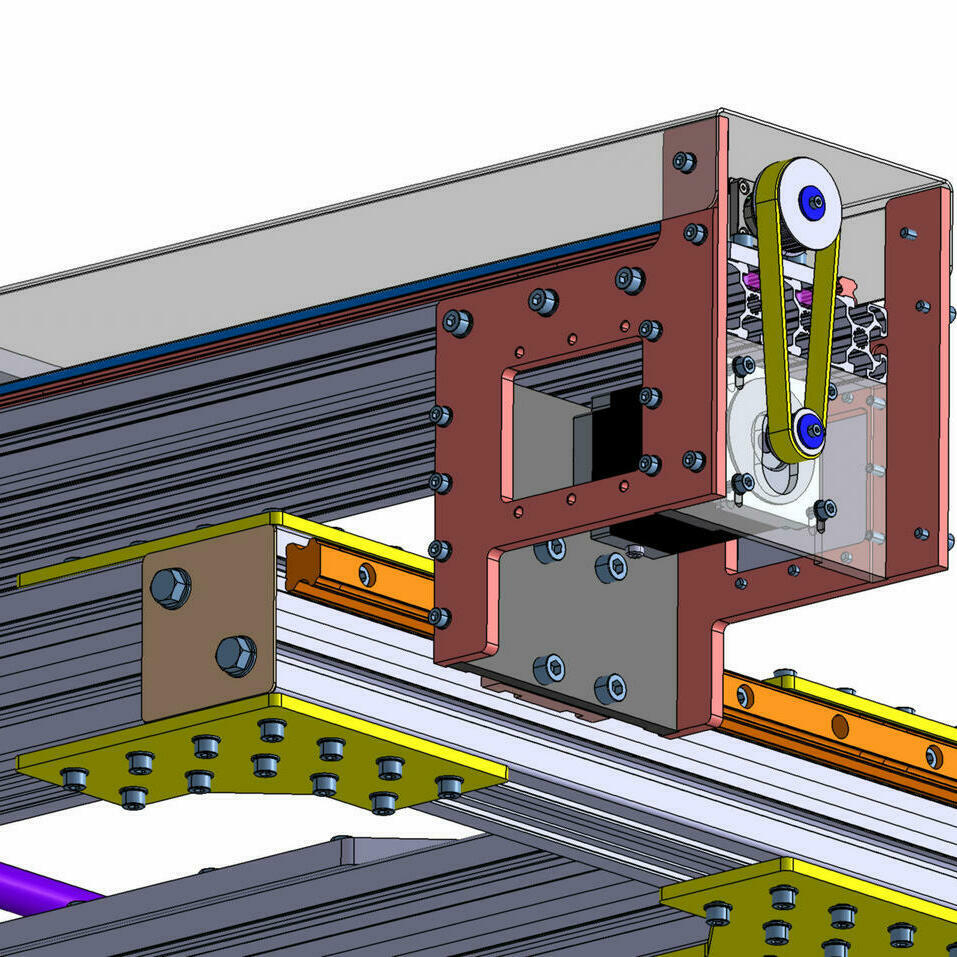
Оснастка для инструмента: Позволяет перемещать сварочную горелку в соответствии с геометрией изделия и необходимыми параметрами наложения сварочного шва, такие как позиционирование, угол наклона и направление движения горелки.
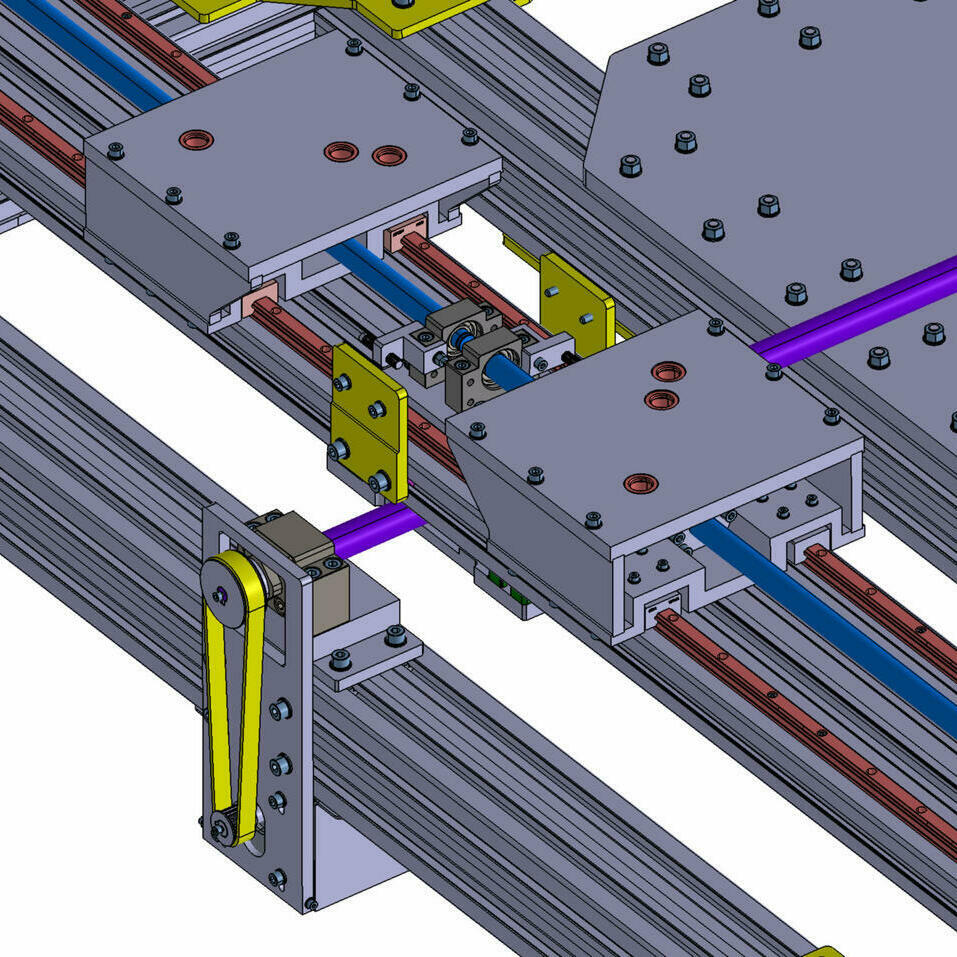
Предназначена для позиционирования изделия по ложементам и жесткой фиксации с помощью прижимов, которые в свою очередь бывают ручными механическими, автоматическими пневматическими или электромеханическими.
Технологическая оснастка является обязательным элементом сварочного кондуктора на предприятиях, которые выпускаю продукцию средней и высокой серии.
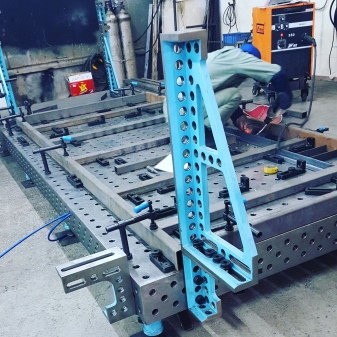
Наша компания обладает высокими компетенциями в области проектирования и конструирования сварочных кондукторов с применением любых типов технологической оснастки, для сборки и сварки как простых изделий, так и геометрически сложных металлоконструкций. Собственный штат конструкторов и инженеров-технологов реализовали более 50 проектов в различных отраслях машиностроения, станкостроения и металлообработке.
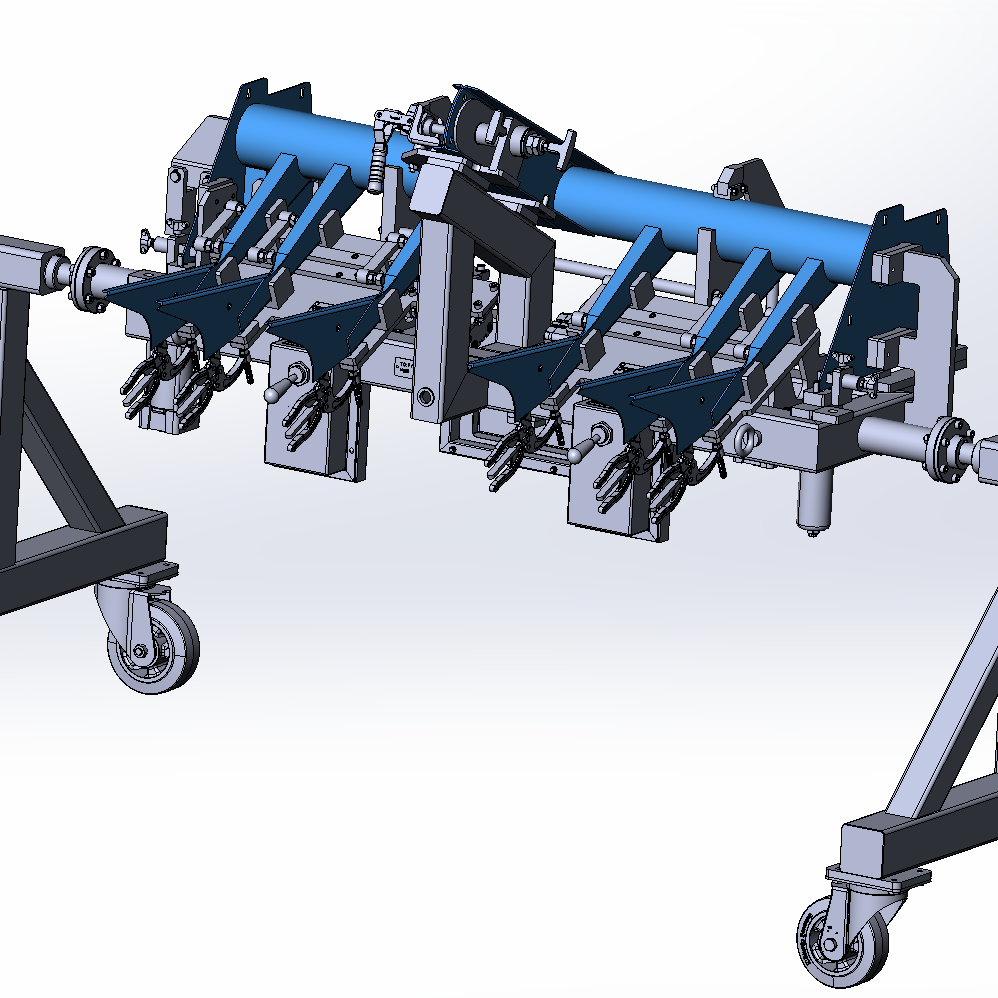
Автоматическая переналаживаемая технологическая оснастка для сварки изделий мелкой серии. Применяется в роботизированном сварочном комплексе.

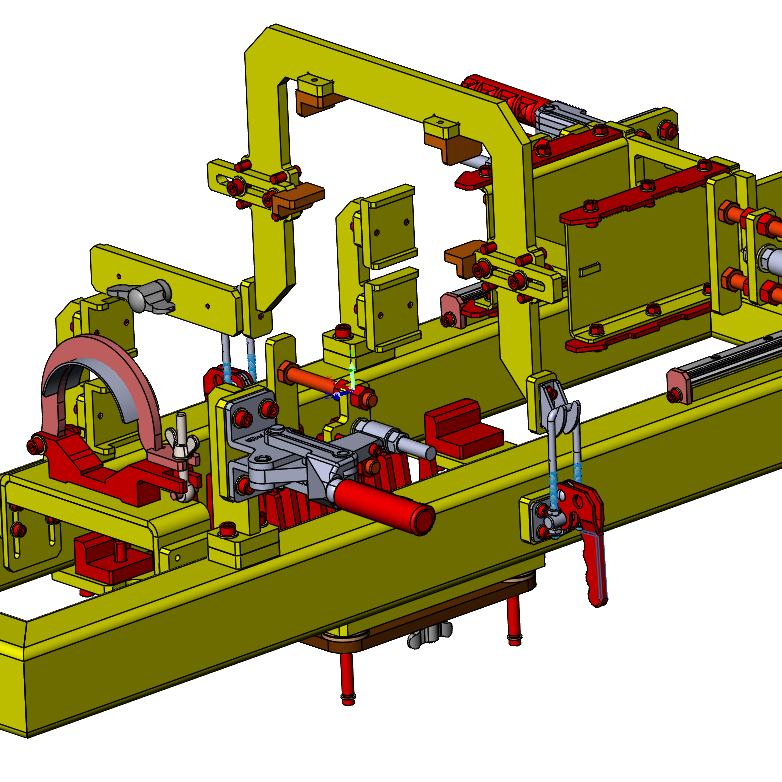
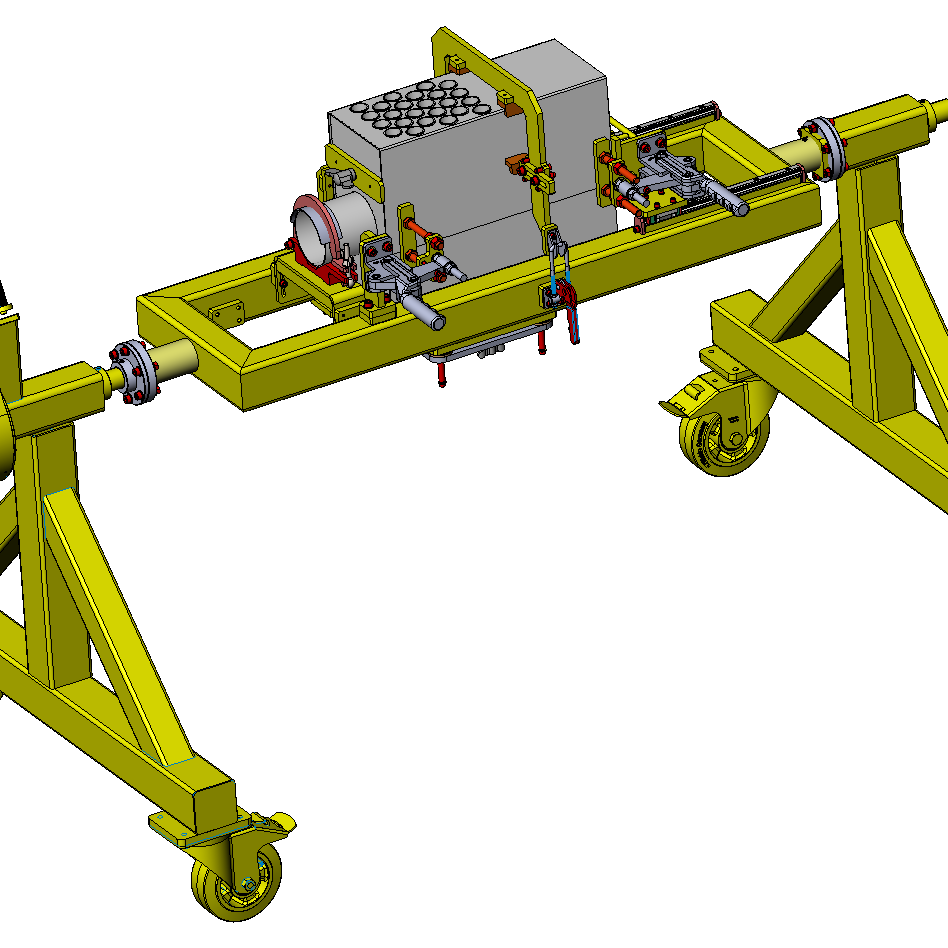
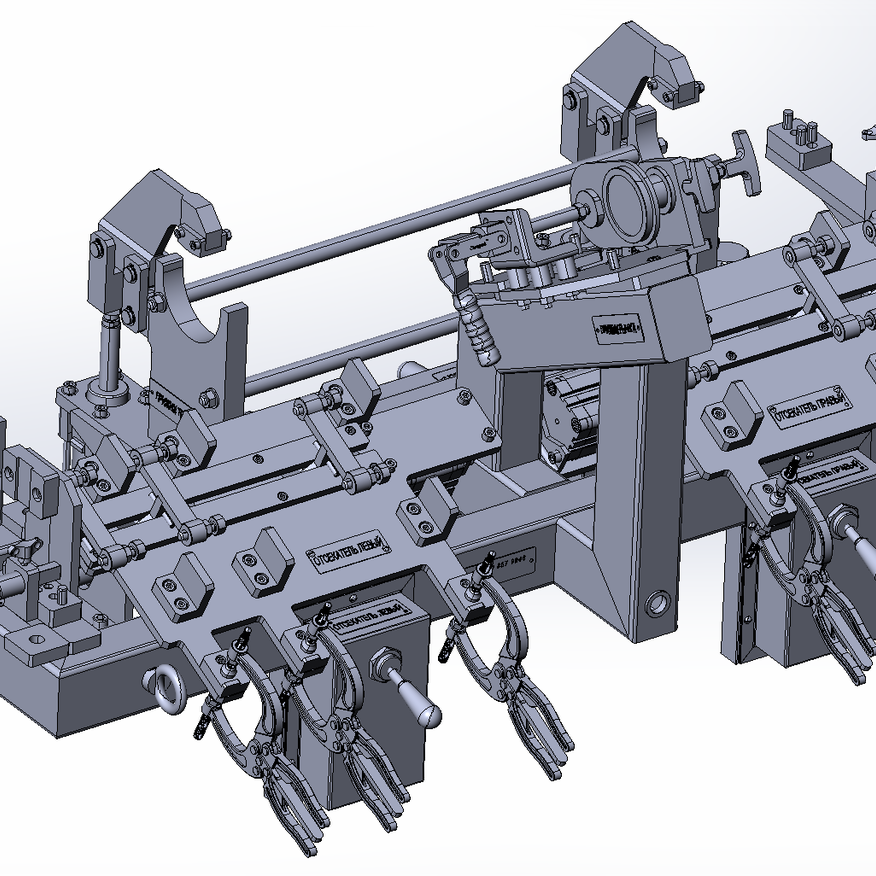
Сварочно-сборочный кондуктор на поворотной опоре оснащенный ложементами, упорами и ручными механическими прижимами для сварки водонагревателей.

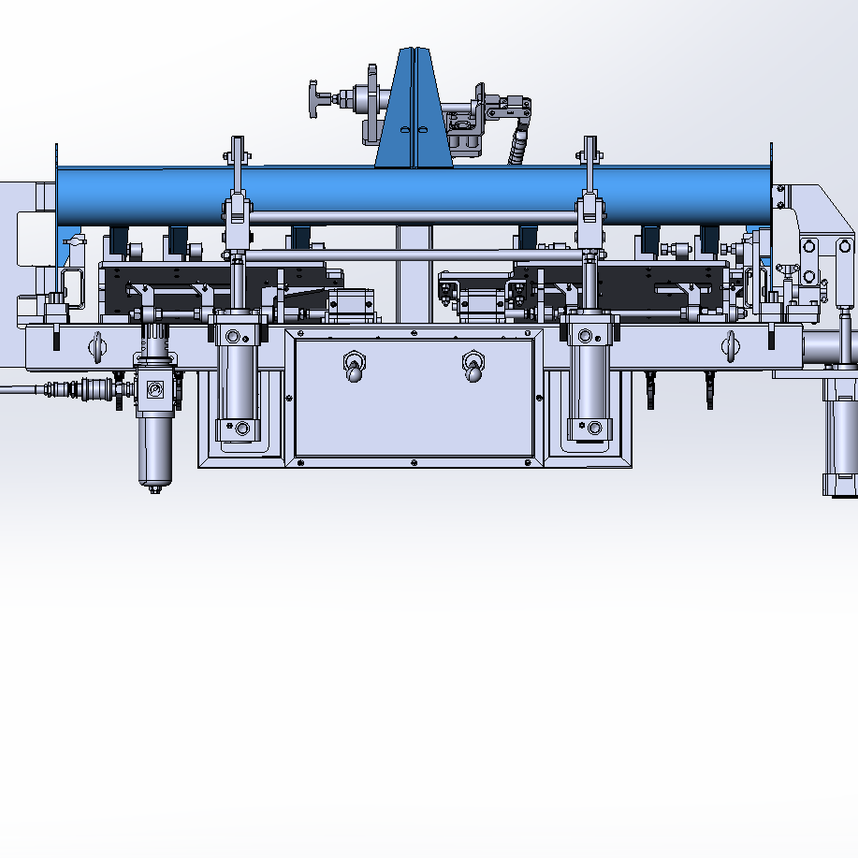
Передвижная технологическая оснастка с автоматической пневматической системой прижимов для сварки составных частей аграрной техники.
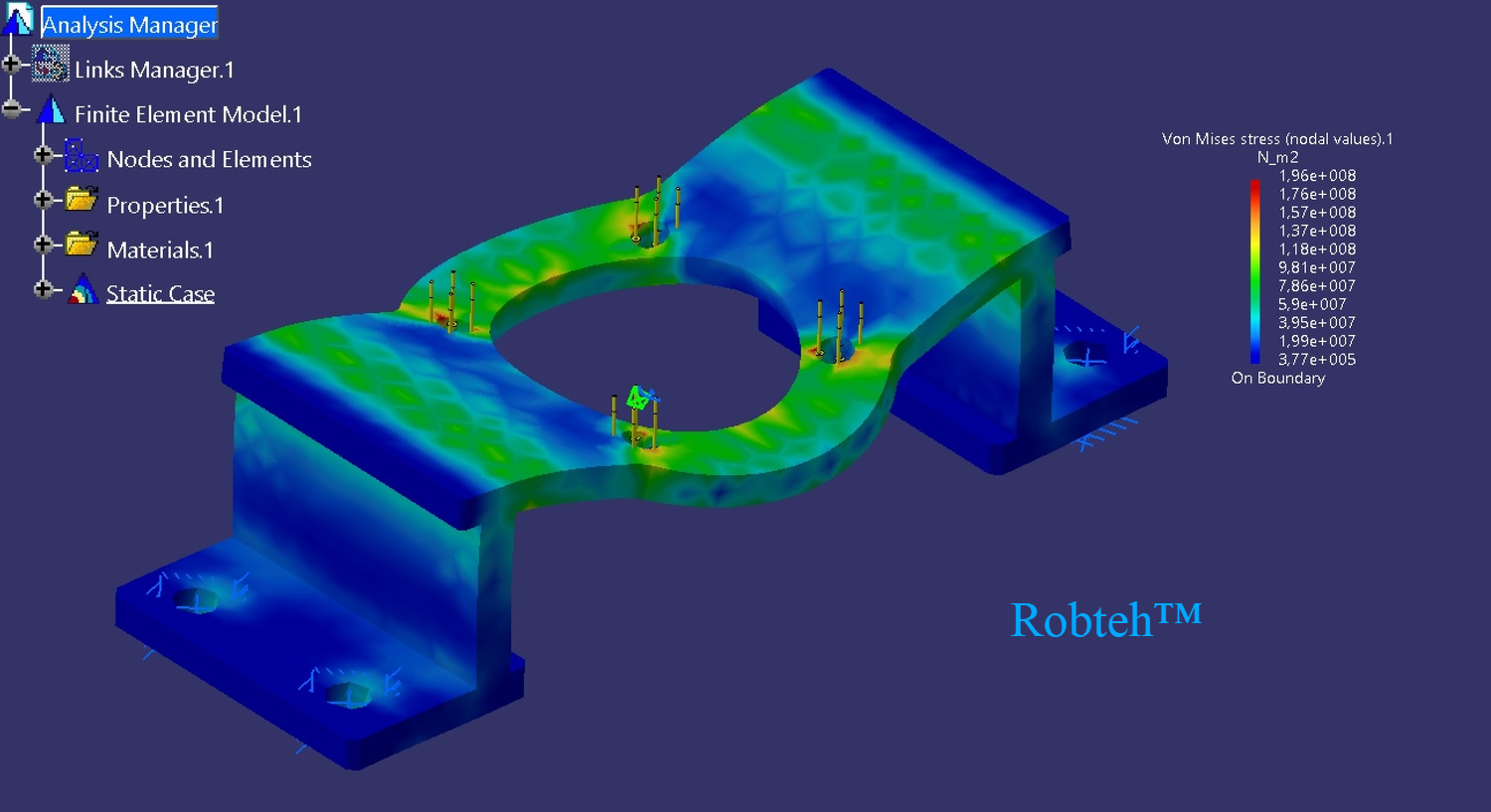
После согласования технического задания (ТЗ) с заказчиком, наши конструктора приступают к проектированию и созданию 3D моделей технологической оснастки в соответствии со всеми требованиями ТЗ, а также стандартов ГОСТ 31.211.42-93 / ЕСКД. Создание 3D моделей осуществляется при помощи современных программ САПР.
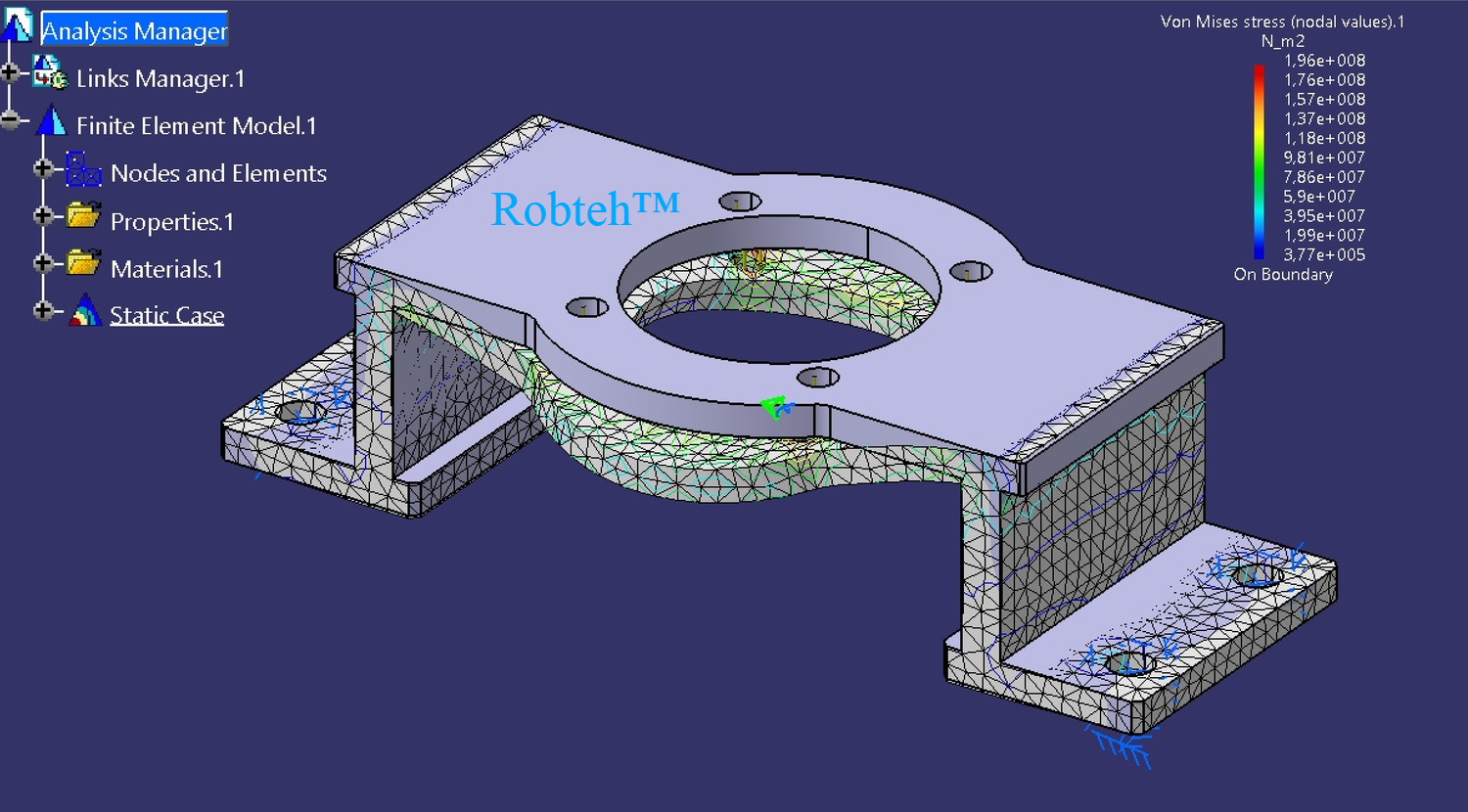
В процессе проектирования наши специалисты выполняют все необходимые расчёты нагрузок, а также симуляцию работы оснастки в составе роботизированных комплексов или систем, что позволяет выявить и исключить возможные ошибки, «узкие места» на стадии производства технологической оснастки.
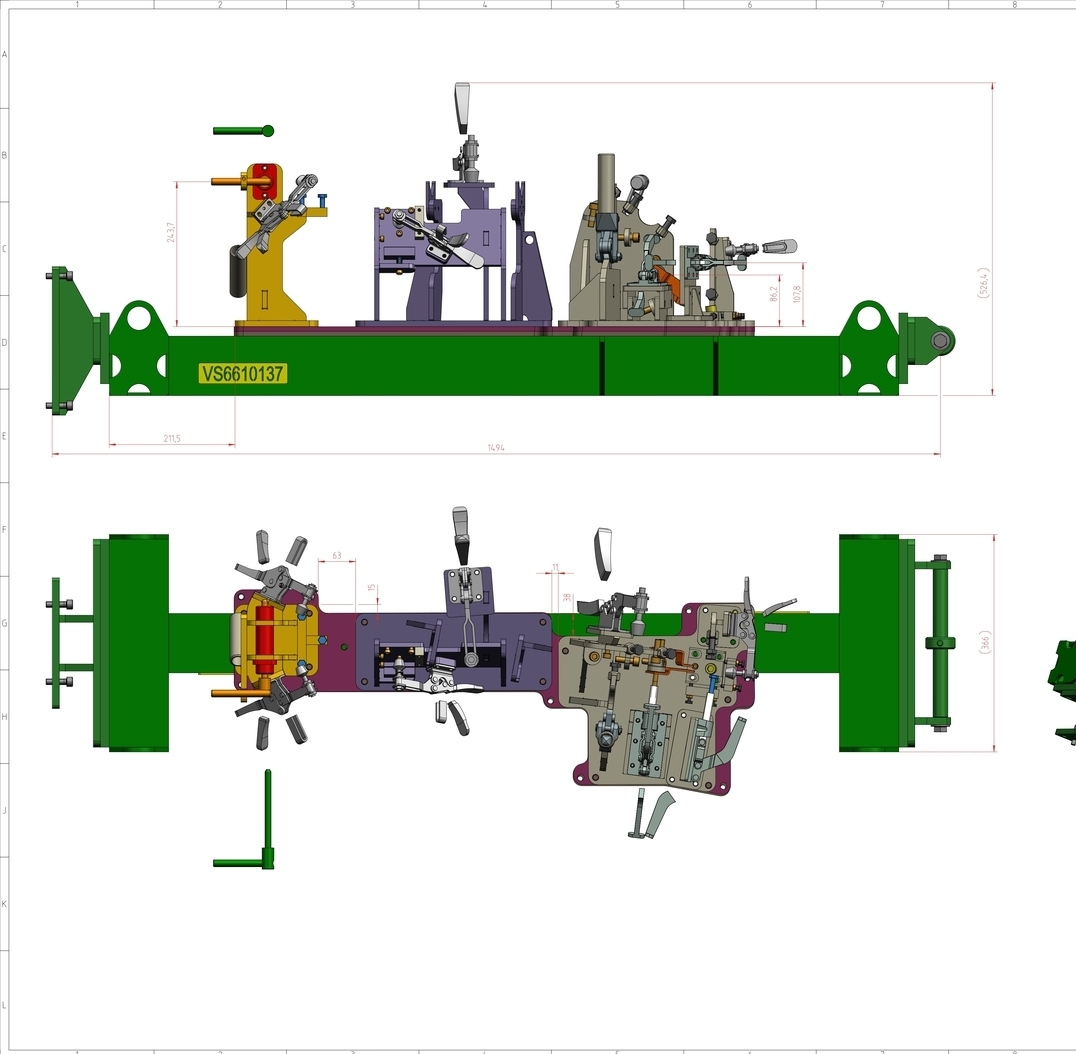
По завершению финальных согласований 3D моделей оснастки, обеспечивается подготовка полного комплекта конструкторской документации, который включает в себя: сборочные чертежи, чертежи деталей, спецификации, пояснительную записку, ведомости покупных изделий, а также таблицы расчётов.
Для изготовления технологической оснастки применяется высокотехнологическое и современное оборудование, станки с ЧПУ. При производстве оснастки гарантируется точность изготовления от 0,05 мм. При необходимости, производиться упрочнение (закалка) материала применяемых в базовых местах и местах сопряжений оснастки с деталями / изделиями собираемых в ней, что гарантирует высокую работоспособность, а также стойкость оснастки к износу. Для защиты оснастки от внешних воздействий применяется гальваническое покрытие или жидкостная окраска в несколько слоёв.



После изготовления оснастки, производиться проверка её размеров, калибровка и настройка. Что позволяет получить клиенту полностью готовое изделие применимое сразу к работе.
3D модель и конструкторская документация

Заготовительное производство на станках ЧПУ

Сварочно-сборочные работы и тестовые испытания

Покраска составных частей и финишная сборка
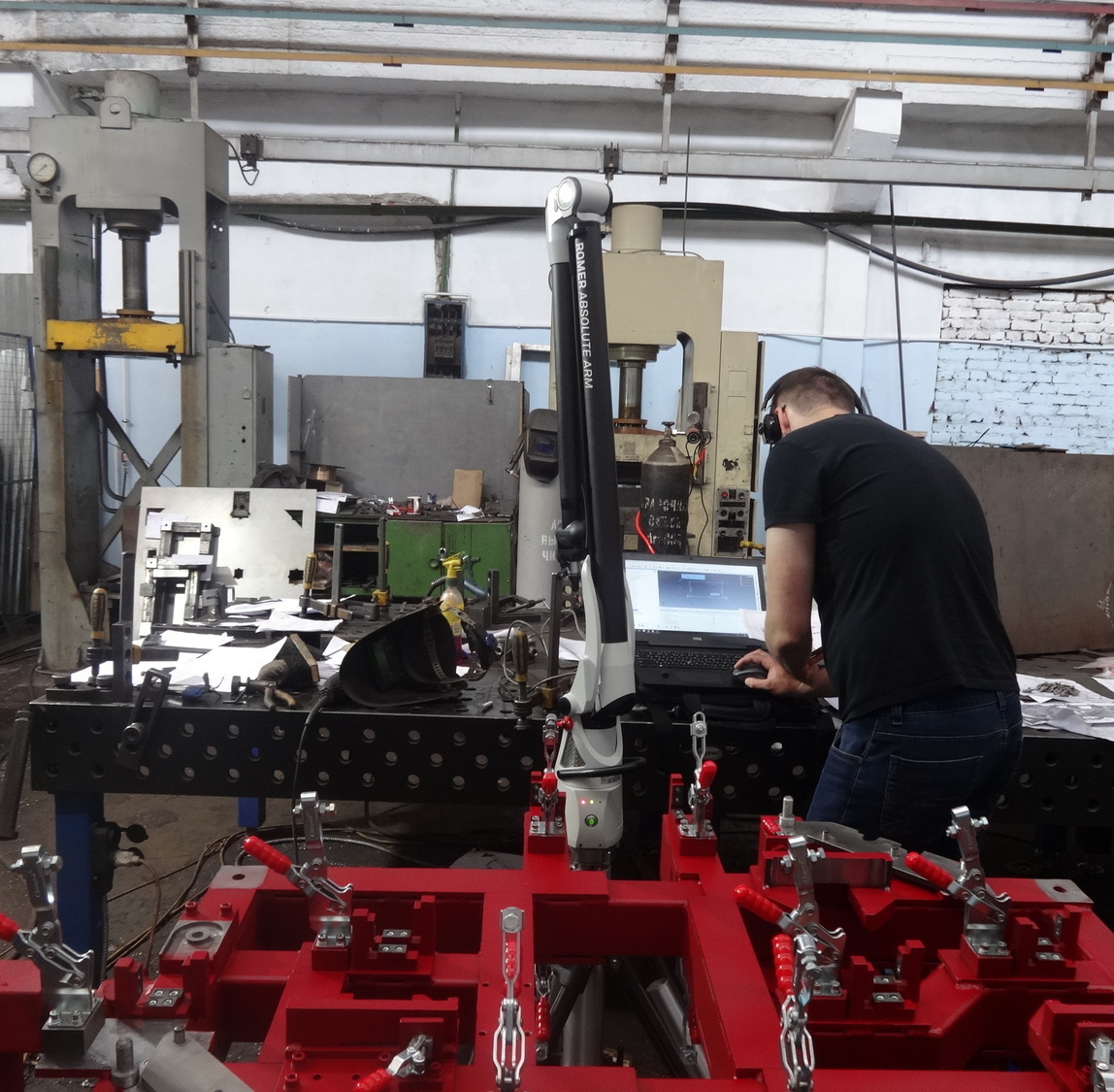
Измерения геометрии, поверка всех поверхностей

Отгрузка на производство клиента и отладка
Мы тщательно следим за процессом производства технологической оснастки, соблюдаем все требования и замечания клиента, а также строго следуем Конструкторской документации. Мы проводим тестовые испытания оснастки на собственном производстве и предоставляем клиентам возможность провести предварительную приемку системы. После финишной сборки проводится измерения КИМ и делается заключение.
Готовый кондуктор с оснасткой отгружается на производственную площадку заказчика где производится сварка образцов. В виду большого опыта в сварочных технологиях и процессах мы предлагаем пусконаладочные работы и отработку технологии сварки, а также обучаем специалистов по использованию наших систем.
Описание кондукторов для сварки — что это такое, где и как используется

- Общая характеристика
- Предназначение
- Правила обращения
- Заключение
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.

Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.

Название «сварочный кондуктор» является разговорным. В профессиональных кругах и в магазинах это приспособление называется «сварочный cтол-манипулятор». Зачастую его используют для фиксации вращения труб, а также других крупногабаритных деталей. Например, металлических балок.
Но сборочный кондуктор на самом деле можно применять с любыми деталями. Производители выпускают кондукторы всех форм и размеров, чтобы вы могли работать с деталями и конструкциями любой величины. Принцип действия кондуктора может отличаться от модели к модели. Где-то это просто стол с механическими тисками, фиксирующими деталь. А где-то это полноценный электромеханический прибор, способный перемещать детали в заданном направлении. Но, вне зависимости от модели кондуктора, он всегда будет иметь жесткий металлический каркас, на который «нанизываются» весь остальной функционал.
Установочно-закрепляющие механизмы
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
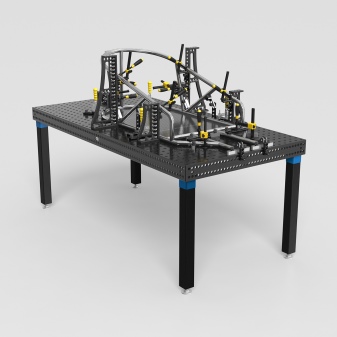
Технические характеристики кондуктора «СЛОТ-СТОЛ»
| Тип кондуктора | 4100 | 4200 | 4300 | 4400 |
| Размер рам, м. | 3.0 x 1.5 | 3.0 x 1.5 | 3.0 x 2.0 | 3.0 x 2.5 |
| Максимальная нагрузка, кг | 50 | 100 | 100 | 100 |
| Диапазон вертикального поворота | 360° | 360° | 225° | 225° |
| Выравнивание нагрузки | — | пневматическое | пневматическое | пневматическое |
| Тормозной механизм | ручной | ручной | ручной | ручной |
При соблюдении инструкции по эксплуатации сборочно-сварочных столов производитель гарантирует долговечность и высокую износостойкость сборочно-сварочных столов.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.



Технология сварки металлических труб

Для медных труб применяется технология газовой сварки
Чтобы соединение было крепким и герметичным, перед монтажом необходимо подготовить детали системы. Следует проверить ровность краев, снять фаски и отшлифовать металл на расстоянии 10 мм от среза. После этого нужно обработать зачищенные места растворителем, чтобы их обезжирить.
Чтобы сваривать трубы различного предназначения используются электроды с таким составом покрытия:
- рутилово-кислое (RA) — для монтажа холодного и горячего водоснабжения в коммунальной сфере;
- рутиловое (RR) — для сборки отопительных систем, работающих под высоким давлением;
- рутилово-целлюлозное (RC) — применяется в конструкциях, требующих обеспечения высокой надежности стыков;
- универсальное (B) — для сборки всех видов трубопроводов в жилом секторе и на производстве.

Метод холодной сварки можно использовать для временного соединения труб
Варить трубы из металла можно используя такие технологии:
- Электросварка. Проводится вручную или с помощью автомата. Принцип действия основан на создании электронной дуги, возникающей при коротком замыкании. Этот процесс сопровождается выделением большого количества тепла, вызывающего плавление металла. Для создания шва используются плавящиеся или неплавящиеся электроды.
- Газовая сварка. Стыки труб плавятся под воздействием горящего газа, одновременно с накладыванием на него металла, выполняющего функцию соединительной муфты. Образуется монолитный стык, имеющий однородную структуру с соседними деталями.
- Холодная сварка. Данный метод применяется при монтаже трубопроводов низкого давления или их ремонтах в труднодоступных местах. Суть метода состоит в обматывании вокруг стука бандажа, пропитанного клеящим составом быстрого застывания.
Выбор варианта является правильным, если соответствует особенностям системы и характеристикам теплоносителя.
Применение магнитов

При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.

Если процесс не автоматизирован, вам придется «поиграть мускулами» самим, чтобы прочно состыковать части конструкции. Кто кроме вас – исполнителя лучше знает, как расположить свариваемые поверхности.
Соединение труб
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.

Конструкция
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.
Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины. Для работы с деталями большой толщины следует применять F — струбцины.
Читайте также: