Сварочный по алюминию своими руками
Обновлено: 05.10.2024
Пришло время и осциллятор дождался своего сварочного аппарата. Был приобретен б\у дуговой сварочный аппарат переменного тока, током до 200А. Для управления было куплено много деталюшек, у токаря из заготовки выточили переходничек для подключения сварочного рукава. Все для аргоновой сварки есть и я принялся за сборку
Первым наперво снял крышку с сварочного аппарата и понял что места внутри совсем мало. Единственное свободное пространство для установки самодельного осциллятора это крышка сварки и пространство над сварочным трансформатором. Это дело я пока решил отложить и принялся за силовую часть
Первым делом был удален массовый кабель со сварки и на его месте болгаркой прорезано отверстие для установки переходника
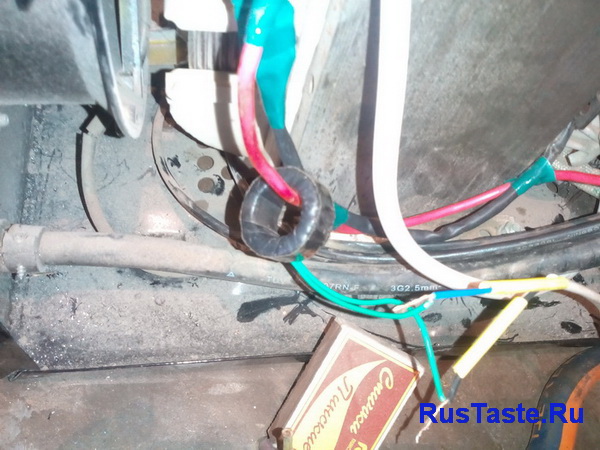
Была выточена деталь для подключения шланга горелки. На фото заготовка, текстолитовые прокладки для изоляции от корпуса и крепежные гайки.
Шланг в горелке так же является силовым кабелем, поэтому деталь изготовлена из цветного метала латунь. С одной стороны резьба полдюймовая водопроводная под штуцер шланги подачи газа, а также контргаек для установки на корпус. С другой стороны резьба под штуцер шлангу рукава.
На фото переходник готов к установке на корпус, а на следующей фото уже на корпусе. Закрепил на винты по моему резьба м6

Дальше было интересней. Начал собирать силовые части схемы.
Приобретены несколько релюшек реле для управления силовым трансформатором.
Реле использовались 12В, напряжение коммутации 250В 30А, для надежности пара таких реле была запараллелена. Такие реле можно заказать с Китая по 100 рублей
В этой же группе находится клапан подачи защитного газа. Клапан использовался от автомобиля с бензопровода, он справляется, но нужно использовать типа такого 12 бар. В Китае такой около 500 рублей
Тут же на управляющем проводе установлен обратный диод для защиты от самоиндукции катушек.
На лицевой панели установлен разъем под кнопку управления на держаке.
Этой кнопкой включается трансформатор сварки, открывается клапан и включается осциллятор. С Китая такой стоит 66 рублей, комплект мама-папа
По шине питания сварочного трансформатора установлен трансформатор тока 1:100. Он нужен был для управления работой осциллятора, но по итогу от трансформатора пришлось избавиться
Из-за малого количества свободного места, осциллятор решил закрепить под крышкой. Крепил через пластик, что бы не было короткого замыкания на плате. На вторичный трансформатор осциллятора намотал 4 витка сварочного провода, который раньше шел на держак. Принялся за примерку проводов идущих от реле, кнопки и к сетевым проводам
Под свечу зажигания приклеил маленький кусок текстолита.
Далее принялся за установку трансформатора питания, трансформатор 16В 2А. Рядом установил автомобильное реле 12В 15А, для управления реле трансформатора, клапаном и осциллятором. Реле установлено в разрез минусовой шины на осцилляторе.
Реле силового трансформатора, клапан и реле управляемое ими должны питаться от 12В, а на плате осциллятора 21В. Для понижения напряжения установил импульсный преобразователь 12В на XL4015 на 5А с запасом.

Приехал к заказчику, подключил внутри корпуса все шланги газа, подключили баллон с аргоном, подключил рукав. Рукав использовался от имеющейся сварки постоянного тока, но это значения не имеет.
Такой рукав можно купить отдельно, в Китае такой рукав стоит примерно 2300 рублей. Рукав 150А, длина 4м охлаждение воздушное
Запускаю сварку и первым делом не понравилась длина поджига дуги, всего 2-3мм. Разобрал обратно сварку, снял вторичную обмотку со вторичного трансформатора осциллятора. Снял с кабеля изоляцию, плотно скрутил провода с помощью дрели. Обмотал провод двумя слоями ПВХ изоленты и по новой намотал обмотку, в этот раз влезло не 4, а 8 витков. Теперь дуга поджига пробивает с расстояния 5-6мм.
Ну и собственно решили с другом уже попробовать поварить алюминий. Испытания начались на куске дюралюминия. Результат ужасный, дуга горит нестабильно и на расстоянии не более 2мм. Это очень не удобно и вот что надо сделать. Надо каким то образом поднять напряжение холостого хода трансформатора сварки. Разбираю опять сварку надо добавить виточков, но мотать то их некуда уже. Распилили трансформатор и извлекли катушку первички. Придумалось снять дополнительную сетевую обмотку на 380В. Провода сложили в 4 раза, замотали изолентой ПВХ и намотали шиной. Собрали и сварили трансформатор дуговой сваркой. Новую обмотку соединили последовательно и попробовали поварить. Дуга достигла длины 5мм, это было превосходно, но новая обмотка нагрелась так сильно что изолента просто расплавилась.
Опять разбираю трансформатор снимаю дополнительную обмотку, складываю провод уже в 8 слоев и по новой наматываю дополнительную обмотку. В этот раз витков меньше, напряжение холостого тока село, сократилась дуга до 3мм. Устали мы в общем, уже ночь на дворе и решили продолжить с утра
На следующее утро поехали на металлоприемку и купили метров 25 обмоточного алюминиевого провода сечением 28мм кв. Купили тряпочную изоленту, что бы дополнительно изолировать обмоточный кабель
Новый кабель намотал поверх сетевой обмотки, влезло где то 15 витков, что подняло напряжение холостого хода на 15В
Уже конкретно сварил трансформатор, так как вариантов по улучшению так и не нашлось. Хорошо соединил все провода и собрал сварку полностью. Что ж теперь можно и поварить. Дуга шас держится 2-4мм в зависимости от напряжения питания, но работа не без косяков
Во первых не получается расплавить массивную деталь и присадочная проволока наплавляется каплями, даже при максимальном токе сварки
Во вторых на месте сварки образуется какая-то черная гарь, что это может быть подскажите кто знает?
Я пробовал проваривать без присадки небольшие детали из одинакового алюминия, сварка более менее удается
Ребята фоток нет, потому что на момент сборки не было фотика хорошего под рукой. Даже итоговой фотки нет, что в сумме получилось. Если будет хороший фотик, не поленюсь и разберу как то сварку и покажу все изменения, но пока извините за неудобства
Сварка переменного тока до переделки выглядела так
Сварка постоянного тока от которой использовался рукав выглядит так
Если вы серьезно заинтересованный этой темой, рекомендую прочитать последнюю статью по самодельному аргонодуговому аппарату для алюминия
С ув. Эдуард
Правда ли так надежна пайка алюминия проволокой? Давайте проверим
Сварить алюминий не так сложно, как вы думаете. Оказывается, вы можете сварить алюминий без всякой аргоновой сварки! Теперь, чтобы запаять детали из алюминия, будь то радиатор, рама велосипеда или ваша любимая кастрюля, не придется искать специализированную мастерскую и отдавать большие деньги. Теперь все можно спаять дома! Но так ли все надежно это соединение?

Соединение получается не хуже сварного. И уж точно надежней любой холодной сварки. Для достижения идеальных результатов нужна практика. Потратьте немного времени и потренируйтесь на любых обрезках алюминиевых труб и результат не заставит себя ждать.
Для сварки мне понадобилось:
Горелку я покупал у себя в магазине, но можно также заказать в Китае. Мне попалась горелка, предназначенная специально для пайки низкотемпературными припоями. Температура нагрева 1300 градусов Цельсия. Горелку покупал за 8 долларов.


Пайка алюминия своими руками
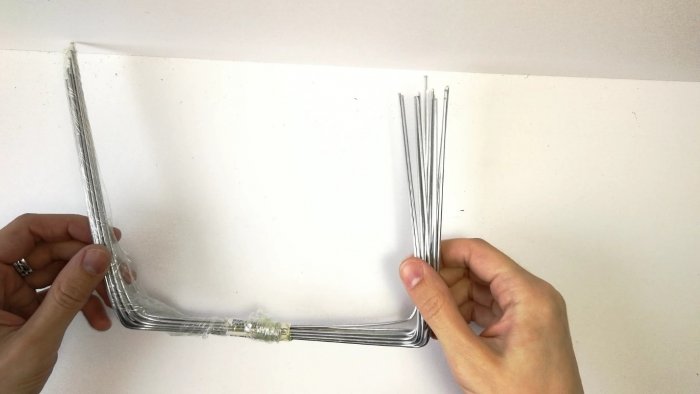
Прежде чем паять сломанную деталь, настоятельно советую попрактиковаться на обрезках трубок. Вам нужно научиться понимать, когда деталь достаточно прогрелась что бы ее можно было паять и в тоже время, нужно не перегреть деталь. Иначе ее можно пропалить.
Я тренировался на обрезке трубки 8 мм. Сделал 2 пропила и принялся варить. Первая попытка не удалась. Я перегрел деталь и пропил превратился в крупную дыру.
Вторая попытка была удачнее. Правда остались небольшие наплывы на трубке. При желании, их можно легко зачистить наждачной бумагой.

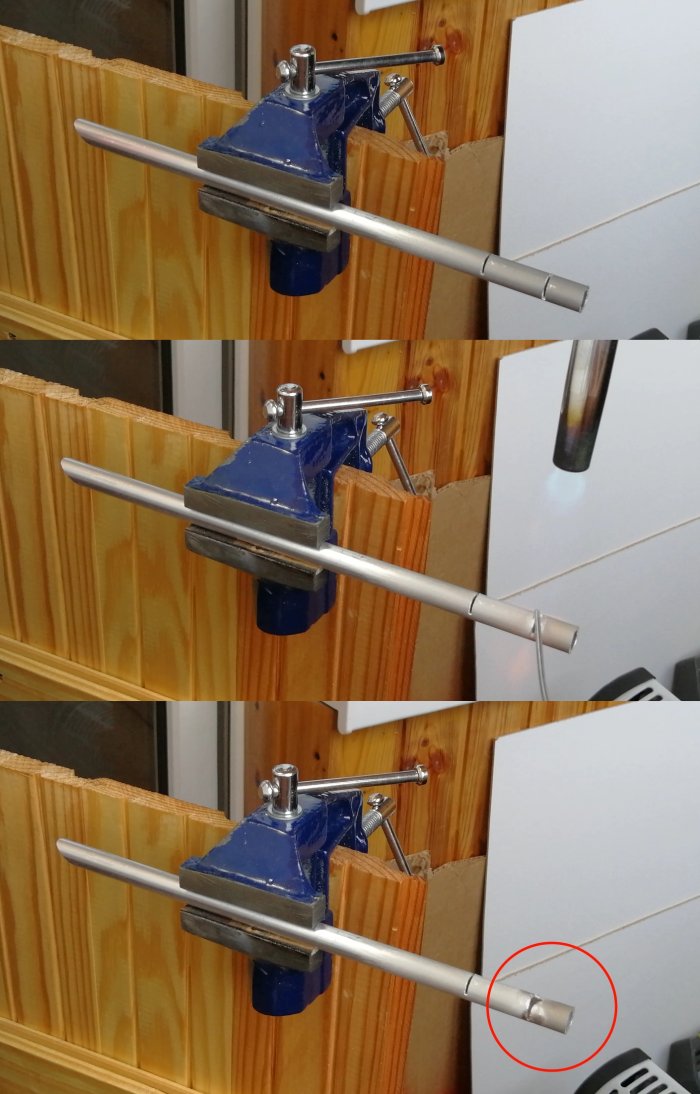
Теперь попробую более сложный вид спайки. Попробую спаять 2 трубки. Для этого разрезал трубку под углом и зафиксировал в тисках.


После сварки я зачистит угол от остатков флюса и наплывов алюминия. Получилось достаточно красивое соединение.

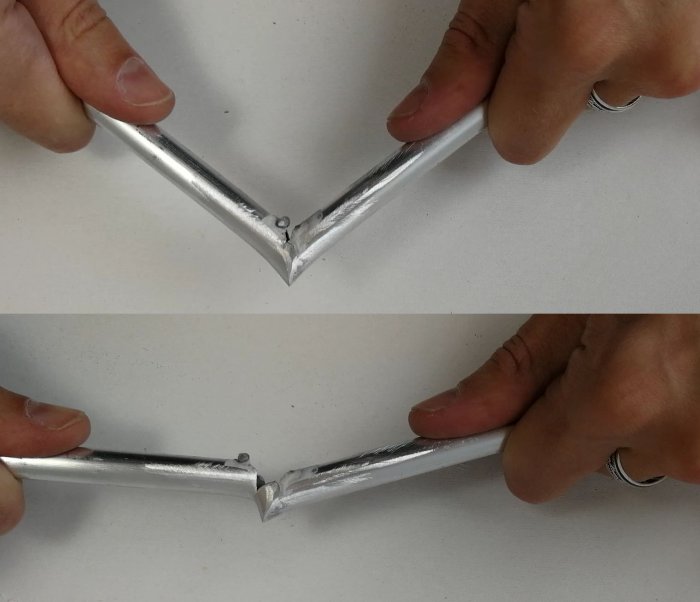
Трубку удалось разорвать. Нижний шов я прогрел слабо, а вот верхний оказался крепким орешком. Трещина пошла не по шву, а ушла в сторону.

Дальше попробую заварить профильную алюминиевую трубу. Стенки у нее толще чем у предыдущей трубки, поэтому прогревать ее нужно дольше.

Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.

Тогда я увеличил мощность горелки и еще немного прогрел припой. И вот тогда он весь растекся по детали и заполнил пропил.



Шов получился отличный. Если зачистить более мелкой наждачкой, то он станет практически незаметным.
Напоследок, решил попробовать запаять стальные винт и гайку.


Я попробовал открутить гайку пассатижами. В итоге только слизал всю резьбу болта, а гайка так и не сдвинулась с места.

При пайке я заметил, что по цвету пламени можно определить прогрелась деталь или нет. Пламя у горелки синего цвета, а когда деталь прогревается, пламя становится красным. В этот момент лучше всего наносить припой.
Способ мне очень понравился. Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Появились новые задумки для моих самоделок.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Свариваем алюминий без аргона
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила - блестящая, так как состоит преимущественно из алюминия, покрытие - белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
- - варить листовой алюминий;
- - алюминиевый профиль;
- - ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- - любые сварочные работы бочек или резервуаров;
- - сваривать токопроводящие шины;
- - и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Сварочник по алюминию из гаражного хлама .
Сварка алюминия - это всегда актуальная тема среди водномоторной братии . Только вот аргонщики уже давно с ценами оборзели , магазы с китайскими клонами , китайскИХ же клонов сварочных аппаратов ваще никогда совести не имели .
Не дуду рассказывать про синергетику , кубы , пульсы , импульсы и т.д. , расскажу как собрать сварочный аппарат из того , что под руками в гараже валяется . Надеюсь кто нибудь поделится и своим опытом в этом деле .
Сварочный аппарат по алюминию ( в принципе ) состоит из 3 составных частей .
1, Источник сварочного тока .
2, Газовое оборудование .
3, Осциллятор .
Источник сварочного тока
Для наших целей подойдёт любой сварочный трансформатор , который в прошлой жизни уверенно варил электродами диаметром от 3 мм.и больше .
Ну понятно , что это трансформатор выдающий переменный ток , постоянка не нужна ! Если есть диодный мост , то его надо отключить .
Св. трансформатор может быль любого типа , но он должен иметь регулировку сварочного тока . Это может быть и крутилка сверху ( как на дроссельных аппаратах ) , так и сварочник с балластным сопротивлением ( балластником ) в любом исполнении , как в заводском , так и в виде пружины , спирали или просто набора тенов ( таких как в обогревателях ).
Если сеть у вас "просажена " очень желательно использовать сварочник с питанием от 380в ( то есть с подключением на две фазы ) , но можно и на 220 в .
Газовое оборудование ( условно говоря )
Оно состоит из баллона с аргоном , редуктора ( кислородного , азотного и тому подобных ) шланги , горелка .
Горелки продаются в магазах , нам нужна горелка воздушного охлаждения ( с жидкостными не стоит заморачиваться в гаражных условиях ) .
Пару слов касаемо редуктора . Себе поставил два редуктора , последовательно друг за другом . Регулировка газа стала очень плавной , ровной , "без плевков" . Можно ещё и расходомер аргона поставить , но это если интересно заморочиться . Достаточно просто поднести горелку к щеке или глазу , что бы определить необходимый расход аргона .
Осциллятор
Вот в нём обычно и возникала загвоздка .
Я их переделал несколько вариантов . Расскажу про два самых удачных . Принципиальная схема у них одна и та же.
Один собран на трансформаторе от неоновой подсветки и имеет на выходе 10000 вольт ( это много он иногда пощипывает ) Ещё из за высокого напряжения , кожа на руках начинает как бы подгорать и к вечеру руки имеют запах , как будто тебя целый день на костре жарили и не отмывается этот запах гари .
К недостаткам этой конструкции можно отнести не очень стабильную работу на малых токах и дефицит используемых деталей ( например высоковольные конденсаторы трудно найти ) .
Но осциллятор безусловно рабочий .
Ещё один вариант осциллятора собран мною на основе трансформатора из микроволновки . Недостатков я не заметил . Отлично варит на малых токах ( да на любом токе - без проблем ) . Легко доступные детали , компактность , простота в изготовлении , абсолютно не бьёт током , не поджаривает сварного , допускает сварку " на массу " , имеет минимальные утечки " высокого напряжения на землю " , с ним аппарат варит очень мягко , "прощает ошибки " при сварке . Ну короче сам не нарадуюсь до сих пор .
О сварке аргоном алюминия для начинающих

Значит купил я себе вот такой аппарат, давно мечтал, откладывал в дальний ящик, ну когда нибуть…очень хочу. Тут звезды видно сошлись на небе и деньги были и аппарат подвернулся, еще и раздумывал стоит ли так опускать свой бюджет, но где-то внутренее я говорило "-Бери!"

Процитирую множество пользователей сварочных форумов.Типичный китаец.)))
Расскажу в своей заметке о сварке алюминия и советы для начинающего аргонщика от такого же как и вы, профессионалов полно на ютубе их всегда найдете легко)))
Первая проблема с которой я столкнулся (имея опыт в сварке) аппарат варит все, но не алюминий, или если варит то не так как у других.
Есть у меня такая книга "Сварка и резка металлов" Все в ней описано просто и понятно без всяких тайн.

Книга старая 1975г. но все виды сварки описаны, и мало что изменилось с тех времен, сейчас она не менее актуальна.
Я долго пытался разобраться и понять почему же я немогу сварить алюминий, пересмотрел кучу видео и прочитал много постов на форумах, а ничего не помогало. Все оказалось простосто. Плохой аргон или аргон не соответствующий заявленному.
Первый балон с аргоном я купил за 2 тр заправленный у бывшего сварщика, который провалялся в гараже ндцать лет. Когда вы варите алюминий плохим аргоном -первое что происходит это кромки не свариваются, не разрушается оксидная пленка и они не смыкаются, присадка скатывается в шарик покрытый оксидом и не сплавляется с основным металлом.
Второй баллон я купил в шарашкиной конторе, которая не завод, но оборудование по заправке имеет .углекислоты, кислорода и аргона и покупает его в цистернах, баках и разливает его в несамых лучших условиях с несамыми лучшими рабочими. И имеет документы на газы, в частности аргон 99,993.
Буру у них углекислоту и проблем не испытывал.
Но с аргоном все оказалось чуть лучше. Но сварка оказалась не айс, с переменным успехом .
Следующий баллон аргона был куплен уже не в шарашкиной конторе, просто потому что у них не было, а у поставщика с Краснодарского завода. Сомневаюсь что в промежутке между заменой аргона, я научился варить алюминий))) Но это просто земля и небо.

Вообщем вывод такой покупать аргон у проверенных поставщиков, потому как документы о 99,993 могут быть у любого а по факту с нарушением технологии заправляют…
Следующая проблема при сварке алюминия это проблема выбора тока!
Сначало вы в валиваете в деталь за сотню ампер и сварочная ванна еле еле появляется, а потом от этого тока деталь просто вся плывет. Алюминий коварный и теплоемкий . Лучше предварительно прогревать деталь до 200-300 градусов феном. И есть такое интересное правило если сварочная ванна не появляется спустя 2-4 секунды после зажигания дуги то тока мало. А вообще педалька рулит при сварке алюминия.
Дальше -выбор электродов
Для алюминия берите 2.4мм 3.2мм, ну просто потому, что все остальные быстро сгорают в виду коварности алюминия, с начало вы вваливаете за 100 ампер, а через несколько минут уже комфортно варите эту же деталь на 60-70 амперах. Тут 1.6 и меньше образуют огромный шарик на кончике электрода, и дуга будет плясать.
Подготовка металла перед сваркой. Алюминий просто необходимо готовить для сварки, удалить толстую накопившуюся оксидную пленку которая разобьется в процессе сварки и сварочный шов будет иметь вкрапления этой пленки это будет хорошо видно.
Оксидную пленку удаляем механически с остальными загрязнениями. Я удаляю борфрезами.
В случае тонкого металла, типа радиаторов и тп подходит травление . это химический способ разрушить оксидную пленку.
Вот выдержка из книги
Читайте также: