Сварочный полуавтомат импульсный режим
Обновлено: 17.05.2024
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 200 SPULSE SYNERGIC позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA. Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC PRO предназначен для использования в широком диапазоне сварочных видов работ.
START ALUWELD 200 MIG PULSE это инверторный сварочный аппарат нового поколения с импульсным режимом и синергетическим управлением
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC предназначен для использования в широком диапазоне сварочных видов работ.
Полуавтомат с двойным пульсом и синергетическими настройками управления. Наличие слотов памяти и предустановленных программ для сварки алюминия и стали в среде углекислого газа и в сварочной смеси. Дополнительная функция TIG и MMA сварки. Гарантия 2 года.
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA.
Инверторный многофункциональный цифровой полуавтомат с синергетическим управлением, созданный для промышленных предприятий среднего и тяжёлого машиностроения. Синергетические программы аппарата адаптированы для работы со диаметрами проволок от 0.8 мм до 1.6 мм и с большим количеством защитных газов и смесей.
Мощный сварочный инвертор TRITON ALUMIG 500P Dpulse Synergic DW – многофункциональный аппарат, который гарантирует чистую и точную сварку алюминия (чистого и сплавов), стали, нержавеющей стали, меди, никеля и чугуна с качественной проваркой корня шва.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC 380v предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC.
Представляем Вашему вниманию сварочный инверторный аппарат PICOMIG 180 PULS для полуавтоматической сварки MIG/MAG.
Helvi TP 220 XL Pulse - многофункциональный сварочный инвертор MIG Pulse/TIG/MMA c синергетическим управлением. Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Профессиональный полуавтомат MULTIMIG200 PFCDUAL PULSE SYN – мощный источник сварки с двойным импульсным режимом и синергетическим алгоритмом управления, что делает работу максимально эффективной и качественной.
Инверторный сварочный полуавтомат AuroraPRO SKYWAY 350 DUAL PULSE с водяным охлаждением и выносным подающим механизмом – это 3-х фазный аппарат, используемый для полуавтоматической сварки MIG-MAG, ручной дуговой сварки MMA и сварки в режиме TIG DC
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, меди, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Сварочный инверторный аппарат PHOENIX 355 PROGRESS PULS для импульсной полуавтоматической сварки MiG/MAG, стандартной полуавтоматической сварки MiG/MAG, сварки покрытым электродом MMA и сварки неплавящимся электродом TIG DC.
SAGGIO MIG 500-NS DOUBLE PULSE — инверторный сварочный полуавтомат с полностью цифровым управлением, построенный на новейших IGBT модулях, предназначен для широкого использования в автоматизации сварочных процессов, в отраслях по производству различных стальных конструкций.
Универсальный трехфазный инверторный источник питания с максимальным током 300 Ампер для MIG-MAG, MMA и TIG LIFT DC сварки.
Полуавтоматы МС-501 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
FUBAG INMIG 500 T DW SYN PULSE – промышленный сварочный полуавтомат, оснащенный выносным 4-х роликовым механизмом подачи проволоки DRIVE INMIG и горелкой FB 400
На строительной площадке, при монтаже, в мастерской или в заводском цеху - cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
Инверторный аппарат для импульсной сварки постоянным током, с жидкостным охлаждением с двумя отдельными устройствами подачи проволоки Мультипроцесс: Сварка MIG/MAG, сварка TIG с контактным зажиганием, сварка стержневыми электро-дами и строжка Строжка угольным электродом сечением до 13 мм² (551) Очень большие резервы мощности позволяют применять длинные промежуточные пакеты шлангов: 70 мм² до 30 м 95 мм² до 40 м Декомпактное, передвижное исполнение под кран и штабелер Progress: Настройка всех параметров сварки и функций, а также индикация параметров сварки на устройстве подачи проволоки, однокнопочное управление (Synergic) – удобная регулировка рабочей точки, запрограммированные сварочные задания (JOBs), выбор из списка сварочных заданий (JOB) Более эффективная сварка с применением технологий forceArc и rootArc Возможность подключения дистанционного регулятора (кроме R40) и функциональной горелки Оснащены серийными интерфейсами для соединения с ПК 4-роликовый подающий механизм для стальной проволоки 1,0 мм + 1,2 мм Мощная система охлаждения с центробежным насосом, пневматическим выключателем и большим баком емкостью 12 л.
Инверторный аппарат EWM Picomig 355 puls TKG с поддержкой нескольких методов импульсной сварки с простой однокнопочной панелью управления Synergic и интегрированным приводом механизма подачи проволоки.
Мощное трехфазное сварочное оборудование размером всего в один механизм подачи проволоки: это главная особенность CONVEX MOBILE 255 PULSE, инновационного многопроцессорного синергетического оборудования для сварки в режимах MIG / MAG, MMA и TIG с режимом «Lift».
Модульный инверторный аппарат для импульсной сварки MIG/MAG с отдельным механизмом подачи проволоки
Полуавтоматы МС-351 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
Современный энергоэффективный источник питания FastMig Pulse 450 обеспечит оптимальное техническое и экономическое решение вне зависимости от того, какие задачи сварки стоят перед вами. Ему доступны следующие сварочные процессы: стандартные, 1-MIG, импульсная сварка, сварка с двойными импульсами и MIG/MAG.
Линейка универсальных промышленных полуавтоматов Fubag расширилась новой флагманской моделью XMIG 500T DW PULSE LCD. Наличие специальных сварочных процессов и импульсного режима повышают качество и производительность сварки при решении технологически сложных производственных задач
Инверторный сварочный полуавтомат TELWIN Inverpulse 60.30 Wave - микропроцессорное многофункциональное сварочное оборудование MIG-MAG / FLUX / BRAZING / MMA / TIG DC-Lift с 4-х валковым механизмом подачи проволоки
Инвертор MIG-MAG-FLUX-MMA-TIG мультисварочный полуавтомат TELWIN Inverpulse 60.40 Wave Base - микропроцессорное многофункциональное сварочное оборудование MIG-MAG / FLUX / BRAZING / MMA / TIG DC-Lift с 4-х валковым механизмом подачи проволоки
Импульсная сварка полуавтоматом - что это? Руководство по импульсной сварке
Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Достоинства импульсной сварки
- Сниженное образование дыма и разбрызгивание металла. При этом в сварочный шов попадает только наплавленный металл, что позволяет снизить расходы материалов и увеличить эффективность сварки. В результате снижается время на доработку шва, а рабочая зона остается чистой, без дыма.
- Экономия присадочного материала. При импульсной MIG-сварке достигается оптимальная скорость подачи присадочной проволоки определенного сечения.
- Сниженное тепловложение. За счет контролируемого тепловложения исключается деформация свариваемого металла, его прожиг, улучшается внешний вид и качество сварочного соединения. Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.
- Качественный сварочный шов. Благодаря контролируемому тепловложению, высокой стабильности сварочного цикла, сниженному разбрызгиванию металла, достигается качественный шов с плотным формированием и правильным охватом корня шва.
- Высокая производительность. При импульсной MIG-сварке достигается быстрый процесс наплавки и сварки металлов. Универсальность метода, его простота в освоении позволяют начинающим сварщикам в кратчайшие сроки освоить процесс импульсной сварки полуавтоматом.
Что такое импульсная сварка полуавтоматом
Импульсная MIG-сварка – это неконтактный способ переноса металла из присадочной проволоки в сварочный шов. В результате исключается прямой контакт проволоки со сварочной ванной. В рабочем цикле происходит кратковременное изменение величины высокочастотного тока в момент импульса. Благодаря этому снижается тепловложение и образование брызг.
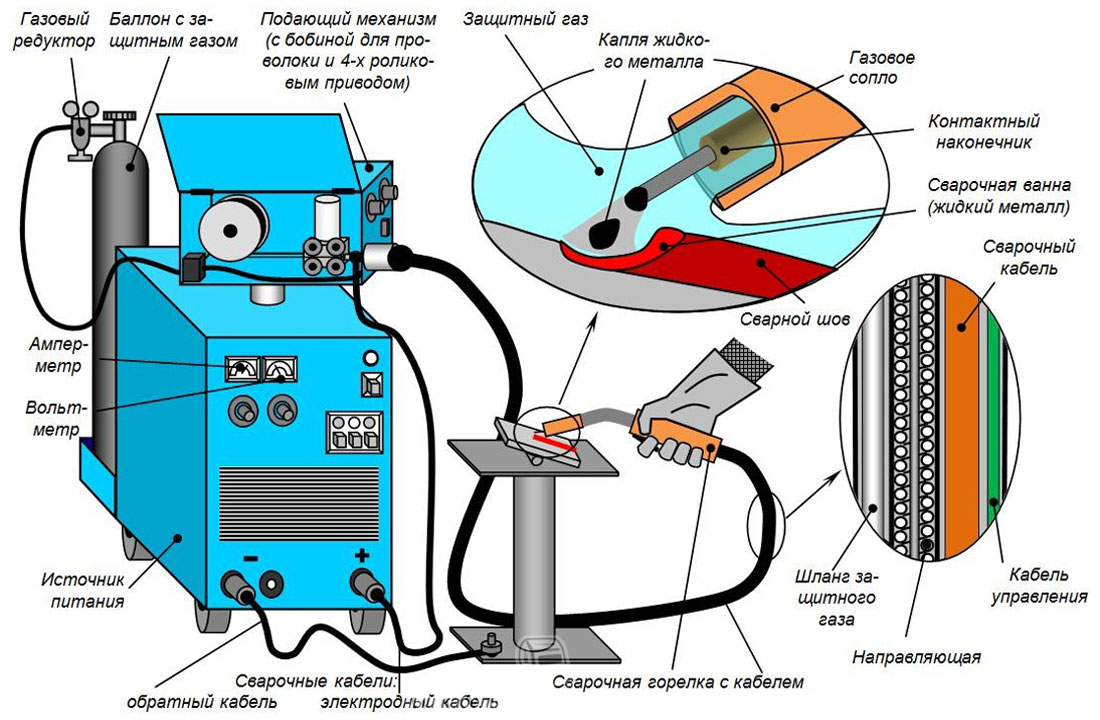
При каждом импульсе создается капля расплавленного металла на кончике проволоки, затем происходит отрыв капли металла, и она вталкивается в сварочную ванну. Капля перемещается в шов (ванную) через сварочную дугу. На каждый пульс по одной капле.
В режиме импульсной MIG-сварки величина тока снижается, когда не нужна дополнительная энергия, что позволяет остыть заготовке. Период «остывания» дает возможность использовать импульсный процесс для сварки тонкостенных и листовых материалов.
Отличие импульсной сварки от других способов переноса металла
- Перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
- Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
- Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Импульсная сварка MIG обладает всеми преимуществами вышеописанных методов сварки и практически не имеет недостатков, за исключением высокой стоимости оборудования. Подходит для сварки разных марок сталей, цветных металлов и сплавов на их основе.
Подключение и настройка
- Нужно обеспечить надежное заземляющее соединение. В период импульса возникают высокие токи, поэтому должен быть надежный контакт с заземлением.
- Необходимо проверить правильность подключения всех кабелей.
- Рекомендуется использовать силовые кабели длиной до 15 метров, чтобы сократить величину индуктивности. При сматывании кабелей большой длины увеличивается индуктивность, которая сглаживает импульсы.
- Не рекомендуется наматывать кабели вокруг токопроводящих предметов для повышения эффективности импульсной сварки.
Настройка формы волны импульса очень важна при импульсной сварке. К каждому полуавтомату MIG с импульсным режимом идет руководство по эксплуатации и настройке, где подробно описан процесс настройки инверторного аппарата. Правильная настройка импульсного режима MIG-сварки позволяет добиться качественного провара и красивой формы шва.

Выбор полуавтомата для импульсной MIG-сварки
Для достижения высокого качества и эффективности импульсной сварки полуавтоматом, необходимо правильно подойти к выбору MIG-аппарата.
Основные рекомендации по выбору оборудования:
- Проверьте наличие синергетического алгоритма настройки. Данная функция значительно упрощает и ускоряет процесс настройки полуавтомата, что особенно актуально для начинающих сварщиков.
- Некоторые модели современных полуавтоматов, кроме классического режима «Пульс», могут работать в режиме «Двойной пульс» или «Double Pulse». Такой режим позволяет добиться более контролируемого тепловложения и красивой «чешуйчатой» формы шва, как при трудоемкой TIG-сварке.
- Сварка импульсная полуавтоматом сопровождается высокими токами, что приводит к сильным нагревам горелки. Поэтому выбирайте крупные горелки и, по возможности, с жидкостным охлаждением.
Подведем итоги
Импульсная MIG-сварка обеспечивает хорошую производительность, экономичность, высокое качество сварочного соединения, контролируемое тепловложение и форму шва.
Такие аппараты подходят для сварки практически всех типов металлов и сплавов.
Импульсная MIG/MAG сварка полуавтоматом: что это и как работает?
Технологии пластического присоединения металлических элементов постоянно развиваются. Появляются новые методы, способы термического соединения материалов. Импульсная сварка применяется для монтажа опорных конструкций, при прокладке трубопроводов, в промышленном и гражданском строительстве на всех этапах возведения сооружений. Полуавтоматы используются на производстве и в быту, на крупных предприятиях и в небольших мастерских.

Что такое MIG-сварка?
Это способ бесконтактного переноса присадочного металла в стык для получения однородного соединения. Сварочная проволока, разогреваемая электродугой, плавится, металл по каплям стекает в ванну расплава. Благодаря высокочастотной характеристике сварочного тока можно изменить тепловложение при минимальном разбрызгивании. Это главное отличие технологии от струйного и крупнокапельного переноса присадки, свойственной другим видам сварки.
При импульсном электропитании капля выталкивается в рабочую зону за счет частого изменения плотности дуги.
Технология импульсной сварки с точки зрения физики - это многоэтапный процесс. При подаче питания за счет разности потенциалов возникает и разгорается электродуга. Пруток начинает разогреваться, формируется небольшая капля. Когда она отделяется с кончика проволоки, то перемещается на поверхность свариваемой заготовки. После проходки диффузионный слой кристаллизуется. При перемещении полуавтомата происходит циклическое повторение операций. На месте стыка образуется равномерный шовный валик.
Преимущества полуавтоматов
Аппараты с подачей присадочной проволоки часто оснащаются полупроводниковыми преобразователями для получения импульсного электропитания. Функциональность таких источников питания намного выше, чем у генераторов и выпрямителей. Когда нужен идеальный сварочный шов, герметичное надежное соединение, лучше выбирать инверторы с функцией высокочастотного преобразования переменного тока.
Хотя стоимость полуавтоматов MIG/MAG выше, чем у других сварочников, разовые вложения быстро окупаются за счет снижения расходов на осуществление процесса получения неразъёмных соединений. Следует сказать несколько слов о достоинствах подобного оборудования.
- Экономия на расходниках. MIG-сварочники более универсальные, при использовании присадочного прутка определенного диаметра с помощью регулировки скорости вращения роликов формируют валики необходимой толщины. Для выполнения различных задач не нужно постоянно менять катушки. Пруток толщиной 1,1 мм способен заменить проволоку диаметром 0,9 мм и 1,3 мм. Другими словами, не придется тратить время на замену расходников. В результате ощутимо снижаются непроизводительные расходы, увеличивается производительность труда. Секвестрируется статья расходов на покупку, хранение и транспортировку вспомогательных материалов. Вместо двух-трех разных катушек сварщику достаточно одной.
- Малая область разбрызгивания, низкое дымообразование при сваривании цветных металлов. MIG-полуватоматы часто применяют для изготовления изделий из легированных и металлов и цветнины. Цветные металлы при нагреве выгорают. Когда временной интервал нагрева в процессе соединения заготовок сокращается, металл не успевает деформироваться, ограничивается дымление. По сравнению с традиционным оборудованием для сварки, импульсные модификации выгодно отличаются низким разбрызгиванием. За счет специфичной формы дуги обеспечивается смачивание при падении капли. Минимизируются потери металла, эффективнее расходуется присадка. Меньше прогорает спецодежда, не нужно ограждать рабочую область, снижается риск возгорания от случайных искр. Сварщику проще контролировать зону сварки. Еще один плюс – швы не нужно тщательно зачищать, на очистку поверхности не тратятся абразивы и стальные щетки.
- Контролируемое тепловложение. Это свойство актуально при работе с тонкими листовыми материалами, сортовым и фасонным прокатом. Для импульсной сварки характерен низкий разогрев. В зоне термического влияния полуфабрикаты не успевают деформироваться, снижается склонность готовых изделий к растрескиванию, меньше процент брака. Полуавтоматы – оптимальное оборудование для нержавеющей стали, никелевых, медных и алюминиевых сплавов, дюралей, которым свойственна высокая чувствительность к термическому воздействию.

Сравнение импульсной сварки с другими методами
В отличие от других технологий, MIG-сварке не характерны холодные наплывы. Метод намного эффективнее и экономичнее крупнокапельного или струйного. При переносе металла короткими замыканиями расплав сильно разбрызгивается. Хотя заготовки не успевают сильно прогреваться, швы получаются негерметичными, неравномерными.
При крупнокапельном переносе сложно контролировать толщину формируемого валика, расходники быстро заканчиваются. Часто приходится менять катушки. При сварке толстостенных полуфабрикатов большие капли удобнее, быстрее наполняют ванну расплава. Но при падении они способны вытягиваться и «залипать», сбивается горение дуги. Еще один минус – для расплавления присадки необходимо большое тепловложение. Хотя по скорости формирования шва крупнокапельный метод опережает импульсный. С экономической и эстетической точки зрения второй метод предпочтительнее.
Струйный перенос характеризуется жесткой вольт-амперной характеристикой. Несмотря на производительность наплавки, большую глубину проплавления, по числу доступных пространственных положений импульсная технология функциональнее. К тому же при струйном переносе из-за высокого тепловложения велика вероятность прожогов.
Подключение и настройка аппарата
При генерации импульса необходимо надежное заземляющее соединение. Для подключения лучше приобретать силовой кабель с двойной изоляцией. Оптимальная длина – до 15 метров. При меньшей повышается индуктивность. Запрещено наматывать отрезки провода вокруг токопроводящих элементов, при возрастании индукции импульсы сглаживаются.
Большое внимание уделяется настройке. От этого зависит качество конечного продукта. Важно убедиться в правильности присоединения всех элементов оборудования. Настраивая форму импульсной волны, добиваются эстетичности соединения.
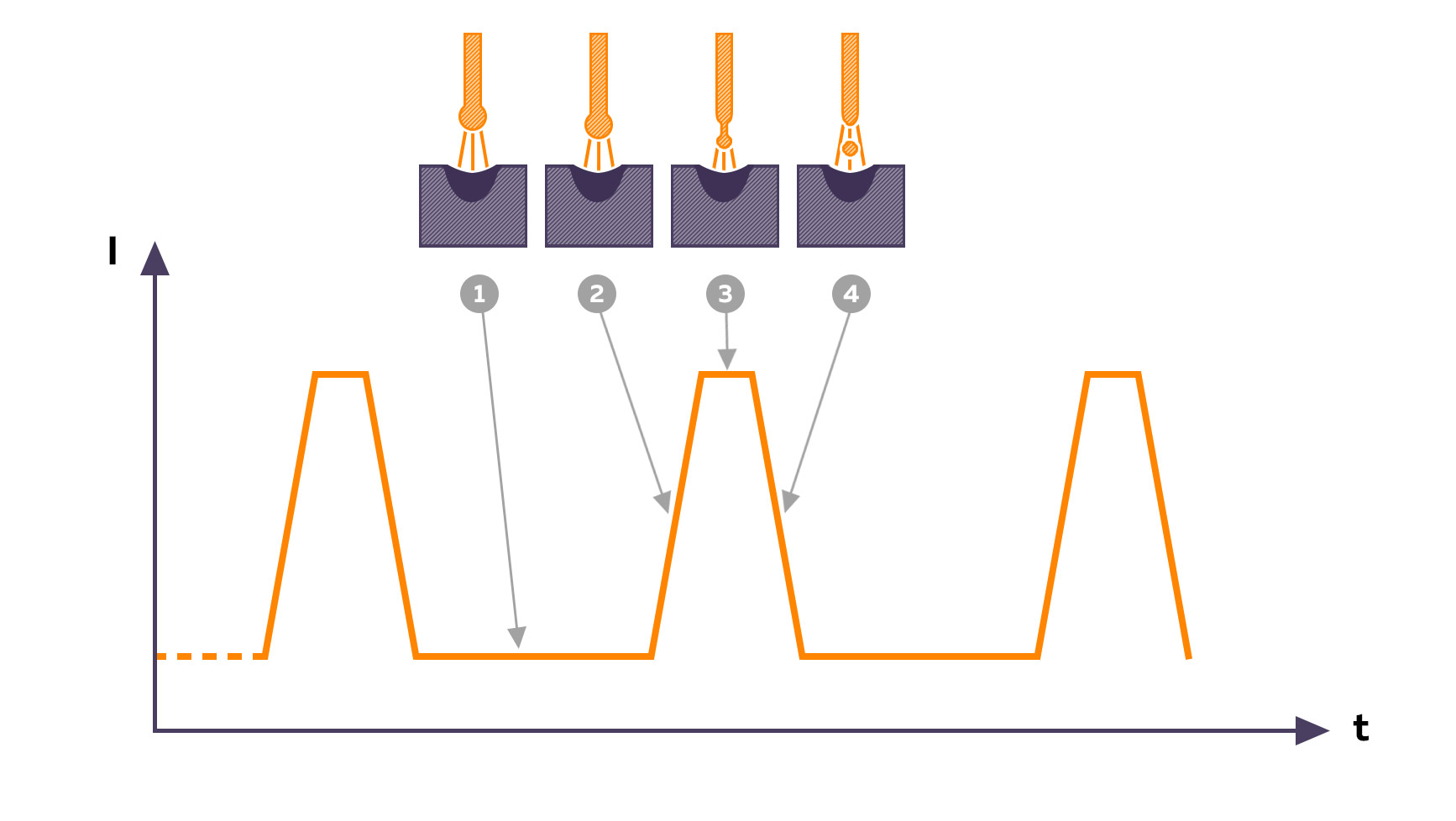
- Сила тока минимальна, но достаточна для поддержания дуги;
- Сила тока увеличивается;
- Сила тока максимальна, оксидная пленка разрушается, капля отрывается от электрода;
- Сила тока падает. Сварочная ванна остывает.
Настройка формы волны
Существует всего четыре волновых формата:
- классическая синусоида формирует мягкую, широкую, умеренно шумную эдектродугу с неглубоким проваром большой площади;
- прямоугольная кривая обеспечивает стабильное горение, характеризуется глубоким проплавлением даже при быстрой проходке;
- скругленная прямоугольная позволяет контролировать размер ванных расплава, формирует гладкую, слегка пологую дугу, актуальна при работе с тонкостенными полуфабрикатами;
- треугольная – самая эффективная, уменьшает степень деформации сварочного шва за счет минимального нагрева при электротоковой пиковой нагрузке.
Настройка формы волны осуществляется по инструкции, приложенной к каждому полуавтомату. На некоторых моделях имеется возможность регулирования кривой. Можно индивидуально настраивать амперные характеристики, сходя из особенностей присадочного прутка и конкретных условий.
Источник питания на полупроводниках способен генерировать волну заданной геометрии. Также можно регулировать динамику изменения высоты и ширины волны. При таком подходе улучшается качество шовных валиков, удается получить однородные соединения без деформации зоны термического влияния. Также оптимизируется процесс каплеобразования, при убывании волны удается добиться оптимального смачивания при переносе металла.
Аппараты с функцией управления кривой на выходе укомплектовываются наборами предустановочных настроек. Сварщик имеет возможность управлять скоростью возрастания или убывания электроволны, продолжительностью пика, добиваясь нужной волновой геометрии.

Другие рекомендации
Сложности возникают при термическом соединении тонкостенного металлопроката постоянным током обратной полярности. В этом случае электрод подключается к плюсовой клемме, минус зацепляется на массу. Смена полюсов позволяет сместить область максимального прогрева на кончик проволоки, она быстрее плавится, усиливается каплеобразвоание. Соединяемые детали при этом прогреваются намногомедленнее.

Настройка импульсного режима в любом случае ограничена. Полностью зависит от возможностей сварочника. В современных инверторных моделях предусмотрена синергия – взаимозависимость основных параметров, их взаимного влияния друг на друга. Все параметры токовых характеристик подбираются автоматически при изменении ампеража или напряжения. Профессионалы предпочитают пользоваться ручными настройками. В процессе работы в зависимости от вида свариваемого металла, формата полуфабрикатов опытные сварщики регулируют:
- Частоту или динамическое изменение импульса, добиваются переноса оптимального количество капель расплава за единицу времени. Повышая частотность, увеличивают частоту каплеобразования, скорость сварки. Шовные валики получаются объемными.
- Высоту дуги. Меняя расстояние от кончика присадочной проволоки до ванны расплава, оптимизируют металлоперенос соответственно скоростному режиму. При высокочастотной импульсной технологии длина дуги увеличивается, при снижении частотности – сокращается.
Правильная настройка позволяет добиться качественного соединения деталей, исключить непровары и другие дефекты. Можно получить красивую форму шва.
Преимущества импульсного режима при сварке алюминия
Применение MIG-технологии уменьшает прогрев заготовок, значительно снижается риск коробления сварной конструкции. При определенных навыках можно сваривать тонкий прокат без прожогов, получать швы мелкой чещуйчатости. Готовые изделия будут иметь хороший товарный вид.
Технология с использованием импульсов позволяет избежать дефектов шовного валика. При замедлении скорости подачи проволочной присадки быстро разжигается электродуга. При стабильном горении скоростной режим можно нормализовать.
После кристаллизации ванны расплава не формируется конечный кратер. За счёт уменьшения значений рабочего тока удается сглаживать усадочные раковины, они заполняются жидким металлом до застывания, без усадки.
Главной проблемой при сварке алюминия остается высокая пористость соединения. От них уменьшается прочность швов на изгиб, кручение, велика вероятность разгерметизации при сварке круглых и профилированных труб. При импульсной подаче тока расплавленный металл постоянно перемешивается, пары газа удаляются, соединение становится однородным. Меняя частоту и амплитуду, можно контролировать глубину провара. Это особенно актуально при сварке тонких заготовок.
Выбор оборудования
Производители предлагают профессиональное и бытовое оборудование для импульсной MIG-сварки. Можно найти аппараты, работающие от однофазной сати 220 В и трехфазной напряжением 380 В, мощностью сварочного тока до 400 А.
У всех инверторов схожий принцип работы, они различаются по ВАХ, различают модификации с жесткой и мягкой вольт-амперной характеристикой.
Для новичков предпочтительнее инверторы с синергетическим управлением. Когда сварщик меняет скоростной показатель подачи присадки, блок управления автоматически корректирует форму волны и частоту рабочего электротока. Электроника избавляет от необходимости ручной настройки, подстраивается к скорости вылета присадки, сразу реагирует на изменение угла наклона сопла горелки. Когда нет опыта, такая модель позволяет добиться хороших результатов.
Некоторые модификации современных полуавтоматов для MIG-сварки работают в нескольких режимах:
- «Пульс» с классическими настройками волны;
- «Двойной пульс» с контролем металлопереноса, возможностью регулировки основных параметров второго импульса. Можно изменить частотный показатель аппарата, установить необходимое значение нижнего ампеража базового электротока.

При сварке толстостенных заготовок из цветных и черных металлов горелка полуавтомата MIG/MAG сильно нагревается. При большом объеме работ рекомендуются модели с жидкостным охлаждением или большим соплом, чтобы был воздухообмен.
Можно найти головки полуавтоматов с функцией быстрого переключения скоростей вылета проволоки. Расширяется диапазон применения аппарата. Важно убедиться в совместимости расходника с инверторной моделью.
Форсаж дуги, антизалипание и горячий старт имеются практически на всех инверторах. При работе на большом расстоянии от источника питания желательно контролировать рабочее напряжение. Определяется параметр между выходными разъемами. AC-Waveform – это функция выбора формы волны переменного электротока. Обычно производители ограничиваются максимум 2 волновыми формами, но для точного соединения небольших полуфабрикатов важно изменять форму выходной кривой.
При покупке сварочного оборудования для автосервисов по кузовному ремонту, небольших мастерских обязательно учитываются условия эксплуатации, динамика включения, интенсивность эксплуатации. Имеет значение толщина заготовки, химический состав обрабатываемого сплава.
Особенности и технология импульсной сварки

В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого - поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
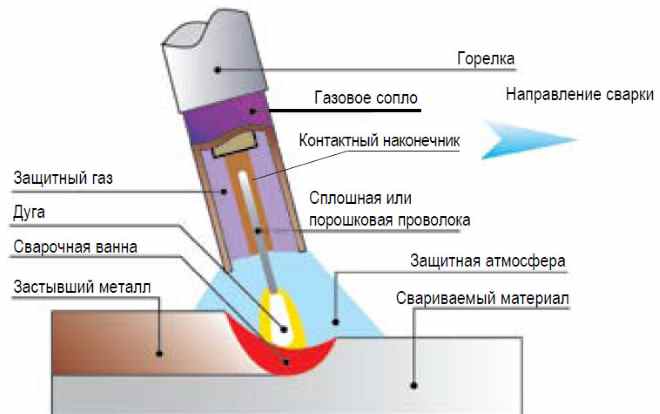
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
Происходит повторение цикла.
Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
Варить можно любой металл, включая алюминий и нержавеющую сталь. Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Для работы потребуется минимальное количество дополнительного оборудования.
Дугу и форму сварочной ванны легко контролировать. Этому способствует и то, что рабочую зону не заволакивает дымом.
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.

Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Импульсная сварка полуавтоматом
Импульсный режим сварки полуавтоматом - это неконтактный способ капельного переноса металла в шов, современная технология сварки алюминия и других цветных металлов. При сварке этим способом на базовый ток накладываются импульсы пикового тока..
Admin » 08.10.2020, 18:03 » Категория: Все о работе и карьере

Импульсная сварка полуавтоматом
Что такое импульсный режим сварки
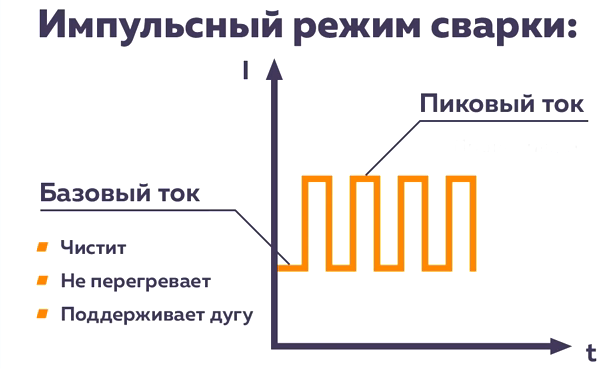
Импульсный режим - это современная технология для сварки алюминия и других цветных металлов. При сварке этим способом на базовый ток накладываются импульсы пикового тока.
Базовый ток хорошо очищает зону сварки, поддерживает нужную температуру сварочной ванны и стабилизирует горение дуги. А пиковый ток обеспечивает равномерный и глубокий провар металла за счет переноса присадочной проволоки в сварочную ванну по одной капле за импульс.
- Сила тока минимальна, но достаточна для поддержания дуги;
- Сила тока увеличивается;
- Сила тока максимальна, оксидная пленка разрушается, капля отрывается от электрода;
- Сила тока падает. Сварочная ванна остывает.
Преимущества импульсного режима сварки:
- Обеспечивает контролируемое тепловложение
- Качественная сварка алюминия и других цветных металлов
- Эффективно очищает оксидную пленку
- Подходит для сварки тонких заготовок
- Поддерживает стабильное горение дуги
- Меньше разбрызгивание металла
- Меньше пористость шва
- Аккуратный шов
Импульсная MIG-сварка обладает рядом преимуществ:
Что такое импульсная сварка полуавтоматом

Импульсный режим сварки
Отличие импульсной сварки от других способов переноса металла
- Капельный метод - перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
- Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
- Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Итоги
Импульсная MIG-сварка обеспечивает хорошую производительность, экономичность, высокое качество сварочного соединения, контролируемое тепловложение и форму шва.
Такие аппараты подходят для сварки практически всех типов металлов и сплавов.
P.S.
Некоторые модели современных полуавтоматов, кроме классического режима «Пульс», могут работать в режиме «Двойной пульс» или «Double Pulse». Такой режим позволяет добиться более контролируемого тепловложения и красивой «чешуйчатой» формы шва, как при трудоемкой TIG-сварке.
Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды (Н.А. Юхин, 2007)
Техника ручной дуговой сварки при работе по сооружению трубопроводов, предназначенных для прокачки горячей воды и пара. Особенности работы аргонодуговой сварки, покрытыми электродами и ацетиленокислородным пламенем. В книге представлены сведения по технологии и технике сварочного процесса соединений труб и ремонте трубопроводов. Пособие предназначено для сварщиков, работающих с т.
Ручная дуговая сварка неплавящимся электродом в защитных газах (Н.А. Юхин, 2007)
В настоящем издании описаны принципы и особенности ручной дуговой сварки неплавящимися электродами в среде защитных газов. Приведены данные о материалах, используемых в технологии, оборудовании и техниках дуговой сварки: - Дуговая сварка неплавящимся электродом - Дуговая сварка в защитных газах. - Аргонодуговая сварка. - Сварка в контролируемой атмосфере. - .
Газовая сварка и резка металлов (Д.Л. Глизманенко, 1969)
В учебнике кратко описаны основные способы сварки и резки металлов, приведены свойства свариваемых металлов и сварочных материалов, дано описание оборудования и аппаратуры для газовой сварки и резки металлов, технологии газовой сварки и резки, излагаются основные сведения по техническому контролю, организации производства и технике безопасности. В 5-м.
Металловедение для сварщиков, сварка сталей (Л.С. Лившиц, 1979)
В книге даны основные положения металловедения, их значение для сварки металлов и свойств получаемых соединений. При рассмотрении некоторых прикладных вопросов металловедения сварки основное внимание уделено сталям, как материалам, наиболее широко применяемым в различных отраслях народного хозяйства. Книга рассчитана на инженерно-технических работников с.
Читайте также: