Сварочный трактор своими руками
Обновлено: 06.05.2024
Полезная модель относится к сварочному оборудованию, а именно, к сварочным тракторам, предназначенным для электродуговой сварки под слоем флюса. Сварочный трактор состоит из двухосной тележки и установленного на ней оборудования, включающего электродвигатель, кинематически связанный с механизмом перемещения тележки и, при помощи червячного редуктора, с механизмом подачи электродной проволоки, пульт управления, кассету для электродной проволоки, бункер для флюса, мундштук, механизм корректировки положения угла наклона электрода и сменные шестерни для регулировки скорости перемещения двухосной тележки. Электродвигатель установлен вертикально и на его выходном валу закреплен червячный редуктор, кинематически связанный с механизмом подачи электродной проволоки. На корпусе червячного редуктора закреплены пульт управления, кассета для электродной проволоки, бункер для флюса, правильный механизм, подающий и прижимной ролики, мундштук и механизм корректировки положения угла наклона электрода. В нижней части корпус червячного редуктора закреплен на планшайбе, установленной с возможностью вращения относительно вертикальной оси выходного вала электродвигателя и разъемно соединенной с опорной площадкой. Опорная площадка жестко закреплена при помощи стоек над ходовой тележкой. Конец выходного вала электродвигателя, разъемно скреплен с соосно расположенным дополнительным валом, на котором закреплена червячная пара, размещенная под опорной площадкой и кинематически связанная с механизмом перемещения ходовой тележки и сменными шестернями для регулировки скорости перемещения ходовой
тележки. Свободный конец дополнительного вала установлен в подшипниковой опоре, закрепленной на опорной тележке. Применение предлагаемой полезной модели позволит выполнять быструю переналадку сварочного трактора, что значительно расширит его технологические возможности и позволит производить сварку продольных, кольцевых и угловых сварных швов. Кроме того, конструкция такого сварочного трактора проста, надежна и компактна, что позволит применять его при сварке внутри сосудов малого диаметра и в труднодоступных местах. 2 з. п. ф-лы, 6 илл.
Полезная модель относится к сварочному оборудованию, в частности к сварочным тракторам, предназначенным для электродуговой сварки под слоем флюса.
Известен сварочный трактор АДС-1000-4, состоящий из двухосной тележки и установленной на ней колоны с коромыслом. На одном конце коромысла подвешена сварочная головка с бункером для флюса, а на другом - кассета для электродной проволоки. Настройка положения головки относительно каретки производится при помощи настроечных и регулировочных устройств. (Л.Ц.Прох и др. «Справочник по сварочному оборудованию», Киев., «Техника», 1978 г., стр.42, рис.28.)
Недостаток известного сварочного трактора состоит в том, что его конструкция громоздка и не удобна в эксплуатации, кроме того, технические возможности известного сварочного трактора ограничены, так как он позволяет производить сварку только продольных швов.
Наиболее близким аналогом к заявляемому техническому решению является конструкция сварочного трактора ТС-17М, состоящего из ходовой тележки и установленного на ней электродвигателя. На месте крышек корпуса электродвигателя, расположенного горизонтально, закреплен редуктор подачи электродной проволоки (механизм подачи электродной проволоки) и редуктор движения трактора (механизм перемещения ходовой тележки). Имеется бункер для флюса, кассета для электродной проволоки, пульт управления, правильный механизм, а так же мундштук, сменные шестерни для изменения скорости перемещения ходовой тележки и механизм корректировки положения угла наклона электрода. (См. Л.Ц.Прох и др. «Справочник по сварочному оборудованию», Киев., «Техника», 1978 г., стр.41, рис.27.)
Недостаток прототипа состоит в том, что технологические возможности известного сварочного трактора ограничены. Конструкция его громоздка и ее нельзя использовать при сварке в труднодоступных местах, например при сварке кольцевых швов внутри котла (приварка днищ к цистерне). Кроме того, при сварке крупного изделия, где необходимо выполнять сварные швы различных типов (продольные, сварные кольцевые швы внутри котла и снаружи, сварку угловых швов и т.д.) приходиться пользоваться сварочными тракторами ТС-17 и ТС-18, меняя их.
Целью полезной модели является создание универсального сварочного трактора, который бы объединял технические возможности сварочных тракторов ТС-17 и ТС-18, т.е. позволял бы производить сварку угловых, продольных, кольцевых сварных швов а так же производить сварку в труднодоступных местах.
Кроме того, конструкция сварочного трактора должна быть компактна, проста и надежна в эксплуатации.
Поставленная цель достигается благодаря тому, что в сварочном тракторе, состоящем из ходовой тележки и установленного на ней оборудования, включающего электродвигатель, кинематически связанный с механизмом перемещения ходовой тележки и при помощи червячного редуктора с механизмом подачи электродной проволоки, пульт управления, кассету для электродной проволоки, бункер для флюса, правильный механизм, подающий и прижимной ролики, мундштук, механизм корректировки положения угла наклона электрода и сменные шестерни для регулировки скорости перемещения ходовой тележки, согласно полезной модели, пульт управления, кассета для электродной проволоки, бункер для флюса, правильный механизм, подающий и прижимной ролики, мундштук и механизм корректировки положения угла наклона электрода разъемно закреплены на корпусе вертикально расположенного червячного редуктора, который закреплен на выходном валу вертикально установленного электродвигателя. В нижней части корпус червячного редуктора закреплен на планшайбе, установленной с возможностью
вращения относительно вертикальной оси выходного вала электродвигателя и разъемно соединенной с опорной площадкой, жестко закрепленной при помощи вертикальных стоек над ходовой тележкой. Конец выходного вала электродвигателя, разъемно скреплен с соосно расположенным дополнительным валом, на котором закреплена червячная пара, размещенная под опорной площадкой. Червячная пара кинематически связана с механизмом перемещения ходовой тележки и сменными шестернями для регулировки скорости перемещения ходовой тележки.
Свободный конец дополнительного вала установлен в подшипниковой опоре, закрепленной на ходовой тележке. При этом конец дополнительного вала снабжен выступом, выполненным с возможностью взаимодействия с пазом, расположенным на торце выходного вала электродвигателя.
Полезная модель поясняется чертежами, где на фиг.1 изображен общий вид сварочного трактора, на фиг.2 - вид по А на фиг.1, на фиг.3 - вид по Б на фиг.1, на фиг.4 - сечение по В-В на фиг.3, на фиг.5 - вид Г на фиг.4, на фиг.6 - кинематическая схема предлагаемого сварочного трактора.
Сварочный трактор состоит из ходовой тележки 1 и закрепленного на ней оборудования. Оборудование состоит из вертикально расположенного электродвигателя 2, на выходном валу 3 которого закреплен редуктор 4. На корпусе редуктора 4 закреплены пульт управления 5, кассета для электродной проволоки 6, бункер для флюса 7, правильный механизм 8, подающий и прижимной ролики 9 и 10, мундштук 11, механизм корректировки положения угла наклона электрода 12 и сменные шестерни 13 для регулировки скорости перемещения ходовой тележки.
Корпус редуктора 4 закреплен на планшайбе 14, которая в свою очередь разъемно закреплена на опорной площадке 15. Опорная площадка 15 при помощи вертикальных стоек 16 жестко закреплена на ходовой тележке 1. Выходной вал 3 электродвигателя разъемно соединен с дополнительным валом 17. На конце выходного вала 3 электродвигателя имеется паз, в который входит выступ, выполненный на торце дополнительного вала 17. (См. фиг.5)
Свободный конец вала 17 установлен в подшипниковую опору 18, жестко закрепленную на ходовой тележке 1. На дополнительном валу 17 жестко закреплена червячная пара 19, расположенная под опорной площадкой 15 и кинематически связанная с механизмом перемещения тележки.
Сварочный трактор работает следующим образом.
При включении электродвигателя 2 начинает вращаться его выходной вал 3, соединенный с дополнительным валом 17. При этом вращение одновременно через червячный редуктор 4, установленный на выходном валу 3 электродвигателя и червячную пару 19, закрепленную на дополнительном валу 17 передается механизму подачи электродной проволоки и механизму перемещения ходовой тележки.
Электродная проволока из кассеты для электродной проволоки 6 через правильный механизм 8, подающий и прижимной ролики 9 и 10 проходит в токоподводящий мундштук 11 к месту сварки. При соприкосновении с металлическим изделием возникает электрическая дуга. Дуга горит под слоем флюса, подаваемого из бункера для флюса 7. Одновременно начинает перемещаться ходовая тележка 1 и происходит сварка продольных швов.
При выполнении сварки кольцевых швов внутри емкости необходимо произвести переналадку сварочного трактора.
Для этого снимают болты, которые соединяют планшайбу 14 и опорную площадку 15. Затем разворачивают корпус редуктора 4, закрепленный на планшайбе 14 вокруг вертикальной оси О-О1. Вместе с редуктором 4, разворачиваются вокруг оси О-О 1 и все оборудование, жестко закрепленное на его корпусе, а именно, электродвигатель 2, пульт управления 5, кассету для электродной проволоки 6, бункер для флюса 7, правильный механизм, 8, подающий и прижимной ролики 9 и 10, мундштук 11 и механизм корректировки положения угла наклона электрода 12. Поворот корпуса редуктора 4 вместе с закрепленным на нем оборудованием производят на необходимый угол. Затем планшайбу 14 закрепляют на опорной площадке 15 при помощи этих же болтов и сварочный трактор готов к работе.
Благодаря вертикальному расположению электродвигателя и соединенного с ним червячного редуктора, предлагаемая конструкция сварочного трактора станет более простой, надежной и компактной, что позволит использовать ее при сварке в закрытых емкостях и в неудобных для сварки местах.
Крепление оборудования в сварочном тракторе на корпусе червячного редуктора, установленного на планшайбе, которая расположена с возможностью вращения вокруг вертикальной оси, позволит производить быструю его переналадку и выполнять на этом сварочном тракторе продольные, кольцевые наружные и внутренние швы, т.е. совмещать технологические возможности сварочных тракторов ТС-17 и ТС-18.
1. Сварочный трактор, состоящий из ходовой тележки и установленного на ней оборудования, включающего электродвигатель, кинематически связанный с механизмом перемещения ходовой тележки и при помощи червячного редуктора с механизмом подачи электродной проволоки, пульт управления, кассету для электродной проволоки, бункер для флюса, правильный механизм, подающий и прижимной ролики, мундштук, механизм корректировки положения угла наклона электрода и сменные шестерни для регулировки скорости перемещения ходовой тележки, отличающийся тем, что пульт управления, кассета для электродной проволоки, бункер для флюса, правильный механизм, подающий и прижимной ролики, мундштук и механизм корректировки положения угла наклона электрода разъемно закреплены на корпусе вертикально расположенного червячного редуктора, закрепленного на выходном валу вертикально установленного электродвигателя, причем в нижней части червячный редуктор закреплен на планшайбе, установленной с возможностью вращения относительно вертикальной оси выходного вала электродвигателя и разъемно соединенной с опорной площадкой, которая жестко закреплена при помощи вертикальных стоек над ходовой тележкой, при этом конец выходного вала электродвигателя, разъемно соединен с соосно расположенным дополнительным валом, на котором закреплена червячная пара, размещенная под опорной площадкой и кинематически связанная с механизмом перемещения ходовой тележки и сменными шестернями для регулировки скорости перемещения ходовой тележки.
2. Сварочный трактор по п.1, отличающийся тем, что свободный конец дополнительного вала установлен в подшипниковой опоре, закрепленной на опорной тележке.
3. Сварочный трактор по п.1, отличающийся тем, что конец дополнительного вала снабжен выступом, выполненным с возможностью взаимодействия с пазом, расположенным на торце выходного вала электродвигателя.
Что такое сварочный трактор?
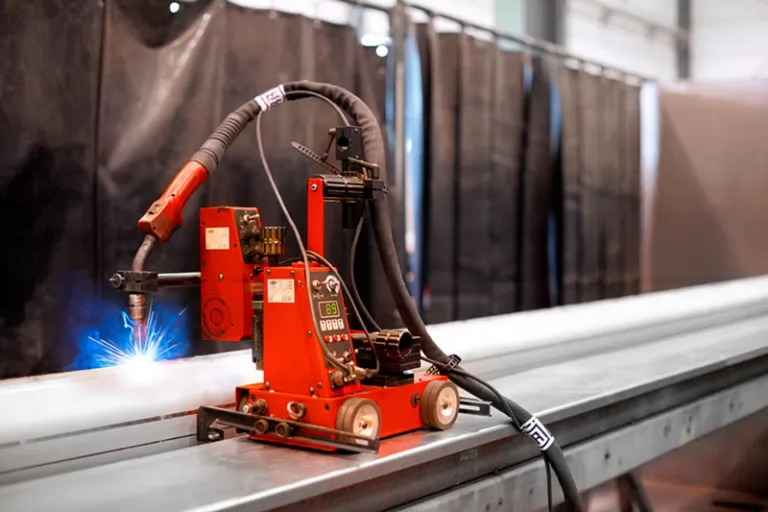
Разновидностью автоматического сварочника является сварочный трактор, осуществляющий сварку без участия человека. Оператор задает необходимые вольт-амперные показатели рабочего тока, контролирует передвижение агрегата. В автоматическом режиме возможна сварка в облаке защитного газа или под флюсом. Разработано несколько видов автоматов на колесном и рельсовом ходу. Многие из аппаратов многофункциональные, выполняют сварку в нескольких режимах.
Назначение сварочных тракторов
По сути, тракторный агрегат – это разновидность оборудования для промышленной автоматизированной электродуговой сварки с большой производительностью. Область применения каждой из моделей ограничена функционалом. В зависимости от конструкции подвижной рамы тракторный агрегат сварочный на колесах используется для стыковой или угловой сварки, возможно соединение элементов внахлест или «в лодочку» (стыки располагают под углом менее 45°). Когда в сварочном тракторе предусмотрены боковые ролики, осуществляется боковое соединение, в этом случае движение аппарата происходит по двутавровым балкам.
Самоходный автомат передвигается на колесах или по специальным рельсам. Вектор движения зависит от траектории сварного шва. Имеются мобильные агрегаты, которые без труда можно перенести в другое место. Сварочные тракторы используются при массовом производстве, некоторые модификации оснащаются дополнительными опциями:
- регулировкой подачи флюса, дозатором и отсосом излишков порошка (тракторы для сварки под флюсом обычно многофункциональные);
- лазерной настройкой контура шва (необходимая функция для выполнения швов сложной геометрии);
- направителя второй катушки сварочной проволоки;
- головкой подачи газа и сварочной проволоки (необходим для нержавеющих сталей, легко окисляемых цветных сплавов).
Тракторные сварочные механизмы отличаются высокой производительностью, низким процентом брака, хорошим качеством соединений.
Устройство
Типовая конструкция агрегата схожа у всех модификаций, включает несколько основных узлов:
- ходовая тележка бывает на колесном и рельсовом ходу (двигается по направляющим), от типа передвижения зависит тип образуемых швов;
- сменная катушка со сварочной проволокой необходима для бесперебойной подачи присадки в рабочую зону;
- механизм подачи проволоки бывает с разным числом направляющих и тянущих роликов;
- система направляющих определяет мобильность перемещения электрода; сварочная головка представляет собой тугоплавкий электрод для розжига и поддержания электродуги;
- пульт управления создан для рациональной настройки, агрегат предназначен для соединения заготовок различной толщины.

Обычно все управление размещается в корпусе тракторной тележки, иногда блок выносится отдельно для удобства пользования аппаратом.
Двигатель приводит в движение механизм подачи присадки и элементы ходовой части. С помощью редукторов изменяется частота и скорость вращения отдельных узлов. Сложность системы управления зависит от конструкционных особенностей профессиональной электротехники. Использование лазерных считывающих устройств, блоков непрерывного мониторинга полностью исключают влияние человеческого фактора на качество сварки. Аппарат способен работать дистанционно и независимо.
Классификация
Разработаны модели сварочных тракторов под все виды сварки. При выборе техники пользуются классификацией по многим признакам:
одномоторные оснащаются понижающими редукторами на узлах подачи присадки, модели легкие, мобильные, но с низкой производительностью, минимальным функционалом;
двухмоторные конструкции более массивные, но точность регулировки настройки существенно увеличивается, отдельно подается усилие на ходовую часть и узел подачи сварочной проволоки, устройства способны выполнять швы любой сложности.
- Агрегаты различаются по методу защиты металла от окисления, перегрева:
тракторы с открытой дугой аналогичны традиционным ручным электродуговым сварочникам;
модификации с подачей защитного газа работают с инертными смесями и активным газом, сопло расположено так, что облако создается непосредственно над ванной расплава, расход газа минимальный;
у сварочных тракторов для сварки под флюсом имеется автоматический дозатор порошка, защищающего металл от перегрева или окисления, образующего шлаковый слой.
- Количество головок у тракторов тоже бывает разным:
однодуговые предназначены для традиционной электросварки;
двух- и трехдуговые одновременно формируют несколько швов, параллельных друг другу.
рельсово-роликовые конструкции с параллельными или круговыми направляющими.
Специальных присадок и флюсов для трактора не требуется, используются расходники для обычной сварки.
Преимущества и недостатки
Сначала о плюсах. Главное достоинство трактора – стабильное качество, параметры поддерживаются стабильно в процессе сварки. Аппарат работает с заготовками любых размеров, толщины. Не требуется предварительной подготовки кромок, обеспечен быстрый розжиг дуги.
Из недостатков выделяют два фактора: сложность ремонта и большой вес оборудования. Еще один минус – высокая стоимость. Хотя окупаемость трактора краткосрочная, необходимо обладать финансовыми ресурсами для покупки агрегатов.
В целом при массовом производстве сварных изделий оборудование оправдывает себя за счет высокой точности швов и хорошей производительности.
Автомат сварочный — это давно известный тип сварочного оборудования, который широко применяется на производстве. Автоматические сварочные аппараты позволяют выполнять сварку без непосредственного участия сварщика. Необходим лишь оператор, который будет задавать автомату необходимые параметры, а тут в свою очередь будет выполнять работу без дальнейшего участия человека.

Существует множество разновидностей автоматического сварочного оборудования. Об одном из них мы расскажем сегодня. Речь пойдет о сварочных тракторах. Мы подробно расскажем, что из себя представляет трактор для сварки и какие у него есть достоинства.
Сварочный трактор: что это?
Сварочный трактор — это разновидность сварочного автомата. Он предназначен для электродуговой сварки, выполняет работу по заданным настройкам и оснащен колесами для удобного перемещения. Сварочный трактор — это самоходный автомат. Он двигается по заданной заранее траектории, либо по специальным рельсам. Вектор движения задается в соответствии со швом, который необходимо выполнить.
Зачастую тракторы не очень громоздки. Их можно перевезти из одного цеха в другой. Рельсы так же очень компактны и весят немного, их можно переносить вместе с аппаратом в нужное место. Сварочный трактор очень функционален. Он оснащен специальной сварочной головкой, через которую может подаваться защитный флюс, газ и сварочная проволока. Комплект оборудования состоит из самого трактора и тележки с пультом управления, механизмом подачи проволоки и прочим. Либо все управление может находиться прямо на корпусе трактора. Типичный пример — трактор сварочный АДФ модели 1002.

На данный момент тракторный агрегат сварочный на колесах — это самый простой, экономичный и при этом довольно эффективный тип автоматического оборудования. Он стоит не так дорого, как более технологичные установки, но отлично справляется с работой. Существует сварочный трактор для сварки под флюсом, трактор для сварки в среде защитного газа. Но зачастую стандартный трактор оснащен несколькими функциями одновременно.
Сварочные тракторы широко применяются на различных предприятиях и на заводах. Их можно встроить в действующее производство или использовать отдельно. Более дорогие модели могут обладать дополнительным функционалом, вроде регулировки количества флюса при сварке или специальной лазерной системой слежения для правильной геометрии шва. Производительность у тракторов не очень высокая (по сравнению с другими типами автоматов), но можно выполнять сварку под флюсом с помощью двух проволок и тогда производительность увеличится.
Достоинства сварочного трактора
У сварочного трактора множество достоинств по сравнению с другими автоматическими аппаратами. Первое, и одно из основных — это его простота и функциональность. Трактор стоит недорого, сконструирован из простых деталей и легко ремонтируется даже в условиях экстренной ситуации. Отсюда вытекает следующий плюс — это его надежность и простота технического обслуживания.
Однако, при всей своей простоте сварочный трактор способен сформировать швы с идеальной геометрией, что очень важно. При этом он все же считается портативным. Его можно перевезти или перенести без особых трудностей. Чего не скажешь о других автоматических аппаратах, которые зачастую стационарны и весят несколько сотен килограмм.

Еще один плюс — это простота освоения. На тракторе всегда есть дисплей либо ряд кнопок, которые интуитивно понятны. Чтобы настроить трактор не нужно иметь особую квалификацию или обладать специфическими знаниями в этой области. Все просто и понятно. А благодаря тому, что трактор движется с заданной скоростью, удается существенно экономить расходные материалы.
Неоспоримое достоинство трактора — это возможность сварки толстого металла. При этом не важно, какое именно будет соединение: встык, угловое или внахлест. Качество швов в любом случае будет отличным, если аппарат настроен правильно. Поскольку человеческий фактор практически исключен.
И последнее, что вам нужно знать — трактор способен производить качественную сварку без предварительной подготовки металла и разделки кромок. Вы экономите время и получаете большую производительность.
Вместо заключения
Сварочный трактор — это простой, но в то же время функциональный сварочный аппарат, который способен выполнять дуговую сварку в автоматическом режиме. Он движется по заданной траектории либо по специальным рельсам, и позволяет выполнять сварку без непосредственного участия человека. Все, что необходимо сделать мастера — это задать на панели управления все необходимые настройки. Остальную работу трактор сделает сам.
Трактор может выполнять множество типов сварки, быть большим и громоздким или компактным и недорогим. Он незаменим на производстве, где важно качество швов и их геометрия. Словом, сварочный трактор — это современный помощник для многим промышленных предприятий. Приходилось ли вам сталкиваться на практике с таким сварочным оборудованием? Расскажите о своем опыте в комментариях. Желаем удачи в работе!
Как сделать сварочный трансформатор своими руками?
Сварочный аппарат просто обязателен, если вы хотите надежно соединить металлические детали. Ему под силу не только сварка, но и резка металлических заготовок. При этом состав и толщина металла могут быть неограниченными. Существует множество разновидностей сварочного оборудования, но на сегодняшний день особой популярностью пользуются трансформаторные, инверторные и полуавтоматические.
Многие домашние мастера хотели бы заняться сварочным делом для себя или в качестве подработки, но стоимость заводских аппаратов кажется им слишком высокой. Это не удивительно, ведь чтобы приобрести более-менее качественный аппарат вам придется выложить от 100 долларов и до бесконечности. Не все обладают такой возможностью.

В этой ситуации лучше сделать сварочный аппарат самому. Ну а если вы ничего в этом не смыслите, то начните с малого — со сборки трансформатор. Трансформатор — это буквально сердце сварочного аппарата. На этом этапе у многих могут возникнуть бесконечные вопросы: как намотать сварочный трансформатор? Как рассчитать сварочный трансформатор? Как сделать сварочный аппарат? Не беспокойтесь. В этой статье мы расскажем, как сделать сварочный трансформатор своими руками и получить отличную основу для дальнейшего изготовления самодельного аппарата.
Общая информация
Как мы сказали выше, трансформатор — это сердце сварочного аппарата. Он необходим для преобразования поступающего извне напряжения в переменный или постоянный ток, пригодный для сварочных работ. Представляет собой две обмотки (первичную и вторичную), которые связаны индуктивно. Обмотки располагаются на сердечнике, который является магнитопроводом и изготавливается из электротехнической стали.
Не важно, что вы собираете: сварочные трансформаторы для дома или мощный профессиональный аппарат. Он в любом случае должен обеспечить необходимые вам характеристики для выполнения сварки. Обычно при сборке самодельного аппарата наматывают трансформатор, рассчитанный на силу тока около 150-170 Ампер и способный выдержать напряжение около 50 В.
Этих характеристик достаточно для бытового применения. Вы сможете варить практически любые металлы и использовать электроды диаметром до 3 мм. При желании можно варить и «четверкой», но швы не будут такими же качественными. Под больший диаметр электрода нужно собирать более мощный аппарат.
Также при сборке трансформатора учитывайте его габариты. Размер трансформатора увеличится, если вы пожелаете сделать более мощный сварочный аппарат. Соответственно вес и габариты аппарат тоже увеличатся. Если для вас критичен вес и размер сварочника, то мы рекомендуем сделать аппарат с более слабыми характеристиками.
Особенности аппаратов с самодельным трансформатором
Сварочный аппарат из самодельного трансформатора не будет похож на стандартный заводской сварочник из магазина. Вы должны четко осознавать эту особенность. Не думайте, что сможете в домашних условиях собрать аппарат, идентичный заводскому. Это, конечно, возможно, но в таком случае действительно легче купить готовое устройство в магазине и не мучиться.
Обратите внимание
Какие же особенности стоит учитывать? Прежде всего, домашний аппарат на самодельном трансформаторе не сможет каждый раз выдавать одни и те же характеристики, даже если вы их вручную установите. Проще говоря, вы можете установить силу тока в 120 Ампер, а аппарат в большинстве случаев выдаст либо большее, либо меньшее значение. Погрешность будет всегда. В большинстве случаев она не критична, но если вам важно держать все под контролем, то лучше присмотритесь к покупным аппаратам, в которых все сделано по уму.
В домашних условиях трудно сделать точный регулятор, который позволит без погрешностей регулировать параметры сварки. Но если вам нужно сварить теплицу или забор, то не беспокойтесь об этом. Аппарат с самодельным трансформатором подойдет для этих задач. И погрешности не сильно повлияют на результат.
Если вы изготовите трансформатор, работающий на постоянном токе, то он будет существенно дешевле заводского. Но его надежность будет под вопросом, поскольку заводские аппараты оснащаются системой предохранителей, что редко встретишь в самоделках. Тем не менее, благодаря самостоятельно сборке вы можете намотать трансформатор с любыми характеристиками, а значит сделать как мощный, так и слабенький аппарат. Достаточно произвести расчет сварочного трансформатора для вашего аппарата.
Если вы решите использовать самодельный трансформатор для дальнейшей сборки аппарата, то его (и все остальные компоненты) можно поместить на металлический каркас или в корпус от какого-нибудь электроприбора (блок питания от ПК, например). Также вы можете использовать для сборки любые схемы и модернизировать их при конструировании. Но не забудьте проверить все узлы самодельного аппарата (и трансформатора в частности) перед тем как впервые включить устройство в сеть и приступить к сварке.
Это основные особенности, на которые вам нужно обратить внимание. Мы не упоминали необходимость наличия элементарных знаний в области электротехники. Это и так понятно. Но если вы ими не обладаете, то предварительно изучите тему и только затем приступайте к сборке трансформатора.
Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.

Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой. Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.

Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Трансформатор постоянного тока
Из трансформатора можно собрать не только аппарат переменного тока, но и сварочник на постоянном токе. Соответственно, для этих целей нужно изготовить трансформатор постоянного тока. Такой трансформатор будет полезен для полуавтомата или инвертора. Он позволяет получить стабильную, легко поджигающуюся дугу. Подобному аппарату под силу сварка любых металлов, в том числе нержавеющей стали или чугуна.
Для сборки трансформатора постоянного тока вам понадобится всего 10-15 минут. Поскольку мы будем просто модернизировать трансформатор переменного тока, сделанный ранее. Вам необходимо подключить выпрямитель к вторичной обмотке. Выпрямитель должен быть собран на диодах.
У диодов должно быть нормальное охлаждение и они должны быть рассчитаны на ток с силой около 200 Ампер. Мы рекомендуем использовать диоды типа Д161. Также нам необходимо выровнять ток. Для этого нужно взять два конденсатора С1 и С2. Их основные характеристики должны быть такими: 15000 мкФ, напряжение 50В. Все компоненты собираются по схеме, которую вы можете видеть ниже. L1 — это дроссель, он нужен для регулировки тока. Х4 — это контакты, предназначенные для подключения держака электрода. А х5 — это контакты для подключения массы.

Данная схема сварочного трансформатора проверена временем и отлично себя зарекомендовала. Вполне рабочая схема, при этом очень удобная.
Чтобы собрать трансформатор для сварки своими руками не обязательно обладать специфичными навыками. Но желательно иметь хотя бы базовые знания в области электротехники и понимать, как их применить. Если у вас нет этих знаний, то потратьте буквально неделю на изучение темы. В интернете есть множество бесплатных учебников и наглядных видеороликов. После такого краткосрочного самостоятельного обучения вы уже будете больше понимать и сможете попытать свои силы в сборке трансформатора. А после соберете полноценного сварочного аппарат.
Ведь у самодельного аппарата есть множество достоинств. Он экономичный, недорогой, функциональный и ремонтопригодный. Вы сами выбираете, какие детали и какого качества использовать для сборки. Благодаря такой особенности дальнейший ремонт и техническое обслуживание самодельного сварочника не будет проблемой. И уж точно не «влетит в копеечку».
Словом, желаем вам удачи в изучении темы и в сборке самодельного аппарата! Делитесь своим опытом и советами в комментариях ниже. Это будет полезно для многих читателей.
Сварочный трактор. Автоматизация сварочного процесса

Ручная сварка длинных поверхностей утомительна, поэтому для повышения производительности операции, условия проведения которой в ходе сварки неизменны, пользуются механизированными приспособлениями — сварочными тракторами. Особенно хорош сварочный трактор при выполнении сварки под флюсом или в среде защитных газов.
Устройство и функционал
Появившись как альтернатива подвесному оборудованию, сварочные трактора сразу показали ряд своих технологических превосходств: лёгкость работы, универсальность, возможность получения качественного шва при неидеально ровной оси стыка и т. д.
Типовая конструкция агрегата включает в себя следующие узлы:
- Ходовую тележку (она может быть рельсового или безрельсового исполнения).
- Сменную катушку со сварочной проволокой.
- Механизм подачи.
- Систему направителей.
- Сварочную головку.
- Пульт управления.
Функциональность сварочного трактора увеличивается, если на его базе возможна установка дополнительных приспособлений и узлов. Это могут быть дозирующие устройства, направитель для второй катушки со сварочной проволокой, отсос излишков флюса и т. д. Непрерывно совершенствуются и системы управления: в современных конструкциях регулировка режимов сварки производится при помощи лазерной считывающей головки. Это позволяет полностью исключить человеческий фактор при мониторинге режима сварки, и обеспечить стабильность всех параметров сварного шва.

Для контроля направления движения в некоторых конструкциях предусматривают вынесенный на консоль передний ролик, который перемещается по поверхности готового сварного шва.
Последовательность работы сварочного трактора заключается в следующем. Устройство выставляют вдоль оси будущего сварного соединения (для массивных деталей с этой целью может быть использована свободная площадь на самих изделиях). Сварочный трактор подключается к ближайшему сварочному посту, после чего при помощи направителя устанавливается требуемая траектория движения сварочной проволоки от катушки к сварочному мундштуку. Одновременно регулируется интенсивность подачи сварочного флюса. Все исходные параметры работы агрегата должны соответствовать требованиям ГОСТ 8713-79.
При необходимости более сложных перемещений (например, по кругу) применяют сварочные трактора с рельсовыми путями. Конструктивно в подобном оборудовании изменяется лишь форма колёс, которые должны иметь направляющие реборды.

Технологические режимы сварки с применением тракторов
Кроме стандартного режима автоматической сварки рассматриваемая техника может выполнять также сварку одновременно двумя электродами с подачей сварочной проволоки от общей катушки, а также так называемую тандемную сварку, когда на одной тележке устанавливаются две автономных сварочных головки, питание каждой из которых производится от своего источника.
Источники питания для сварочных тракторов могут быть двух типов: тиристорные или инверторные. Последние отличаются компактностью, однако не рассчитаны для выполнения длинных сварных швов, и более требовательны к стабильности тока и напряжению в сети. Тиристорные приводы имеют повышенную мощность, поэтому их применяют при сварке габаритных и толстостенных изделий.

В зависимости от конструкции передвижной рамы сварочные трактора могут выполнять следующие виды сварки:
- Стыковую;
- Внахлёст;
- Обычную угловую;
- «В лодочку», когда стыки располагаются под углом меньше 45°;
- Боковую (в этом случае оборудование оснащается боковыми роликами, а перемещение сварочного трактора выполняется по двутавровым балкам).
Независимо от способа сварки, трактора оснащается механизмом управления режимами сварки, которое действует по принципу обратной связи: скорость перемещения тележки согласовывается с интенсивностью расхода флюса и сварочной проволоки. Критериями служат диаметр сварочной проволоки, энергетические характеристики разряда, глубина шва, способ поджига дуги и полярность процесса.
Применение тракторов позволяет:
- Обеспечивать стабильность механических характеристик сварного шва независимо от его сложности, состояния торца сварочной проволоки и иных факторов.
- Стабилизировать условия поджига сварочной дуги.
- Свести к минимуму все подготовительные работы по настройке сварочной проволоки и режима подачи флюса.
- Производить перепрограммирование параметров процесса сварки при изменении толщины свариваемых изделий, направления сварного шва и т. д.

Применение сварочных тракторов оправдано в условиях массового выполнения сварочных операций, поскольку такое оборудование – габаритное, и отличается соответственно более высокой ценой.
Выбор типоразмера сварочного трактора выполняется с учётом желаемой производительности (одномоторные агрегаты более лёгкие и компактные, но имеют меньшую мощность, чем двухмоторные). Кроме того, стоит помнить, что каждая конструкция оптимизирована производителем под определённые условия сварки (количество одновременно работающих дуг может быть от одной до трёх).

Наиболее распространённые модели сварочных тракторов
Сварочные трактора конструкции Института электросварки им. Патона (Украина) ТС-16 и ТС-17 выпускаются одномоторного исполнения, когда общий двигатель питает и механизм подачи проволоки, и самоходную тележку. Компактность устройства обеспечивается применением для несущих элементов лёгких сплавов. Имеется возможность для присоединения дополнительных узлов. Оборудование может работать с дугой как переменного, так и постоянного тока. Предельная сила тока (для ТС-17) составляет 1200 А, скорость сварки 16…126 м/ч, диаметр используемой проволоки 1,6…5,0 мм.

Сварочный трактор АДФ-1000 конструкции НПФ ИТС (Россия) отличается несколько меньшей мощностью (реализуемый ток – только постоянный, силой до 1000 А), но зато позволяет производить также и многослойную наплавку поверхности. Агрегат оснащён системой управления перемещением сменных колёс, а также цифровым регулирующим блоком. При диаметре используемой проволоки 2,0…5,0 мм обеспечивает скорость сварки в пределах 12…120 м/ч. Модификация АДФ-1002 позволяет работать в различных климатических условиях.

Сконструированный ЦНИИТМАШ сварочный трактор УТ-1250-3 работает по двухмоторной схеме. Агрегат рассчитан на токи до 1250 А, имеет возможность регулирования скорости подачи электродной проволоки. При диаметре проволоки 1,6…6,0 мм обеспечивает скорость сварки 10…80 м/ч.
Сварочные трактора модельного ряда ESАB (США) оснащаются различным количеством сварочных головок. В линейке такого оборудования имеются и типоразмеры с аккумуляторным питанием, что повышает мобильность техники. Реализуемые сварочные токи 600…800 А, при диаметре электродов 1,6…4,0 мм, и скорости сварки 60…100 м/ч. Работают только в паре с фирменными блоками питания.
Читайте также: