Сварочный трансформатор переменного и постоянного тока
Обновлено: 14.05.2024
С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки.
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
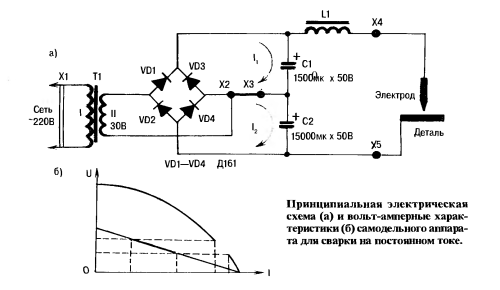
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
Существует два вида сердечника:
- броневой;
- стержневой;
- тороидальный (круглый).
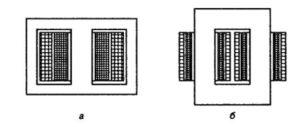
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 — напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
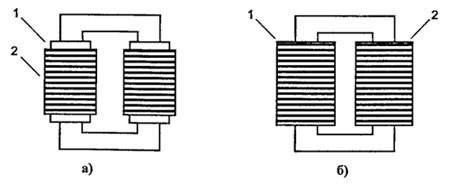
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Улучшение сварочного трансформатора
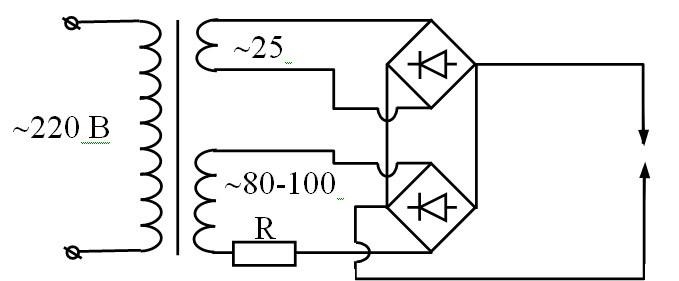
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
Виды и устройство сварочных трансформаторов
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности. Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу. Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Разница между сваркой переменным и постоянным током
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC - это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC - постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином "полярность".
Электрические цепи имеют полюса - отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину - в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP - вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 - легированные вольфрамовые электроды для сварки на постоянном и переменном токах.

Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Преимущества и недостатки аппаратов переменного тока для сварки
Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с "постоянки" на "переменку". Чтобы понять преимущества и недостатки работы аппаратов на переменном токе, сравним их с моделями, вырабатывающими постоянное напряжение.
В этой статье:
Различие переменного и постоянного тока
Во всех электрических сварочных аппаратах используется кабель массы и держателя/горелки. Один конец является плюсом, а второй — минусом. При замыкании контактов и удержании их на расстоянии 3-5 мм, образуется электрическая дуга, которой выполняется плавление кромок основного металла. При этом подается дополнительный присадочный металл для заполнения ширины шва:

Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц. Есть модели, способные вывести частоту до 100 кГц. После этого ток снова преобразовывается в постоянный и фильтруется.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.
Трансформатор КаВик ТДМ-252 AL
Выпрямитель ЭСВА ВС-300Б
Инвертор БАРСВЕЛД Profi TIG-217
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она "гуляет", труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга "плюется". Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева. Если не перегревать трансформатор, то он будет служить долгие годы.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение "скачет", аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор "выживет" в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:
Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для "переменки" электроды с целлюлозным покрытием.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 2 | 25-100 |
| 3-4 | 3 | 90-150 |
| 5-6 | 4 | 150-200 |
Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
Регулировка силы тока возможна двумя способами. Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Второй способ — ступенчатый. Он есть только у промышленных версий и заключается в переключении витков обмотки. Механизм действует быстро, но не позволяет установить точных значений. У большинства трансформаторов нет дисплея, поэтому дугу нужно пробовать на черновом металле каждый раз после изменения настроек.
Бывает, что сила тока убавлена до минимума, а металл все-равно прожигается. Тогда используют дополнительное приспособление — сталистую пружину, фиксируемую между прижимом массы и изделием. Ее витки создают дополнительное сопротивление, снижая силу тока. Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
Лучше использовать аппараты с постоянным током. Но если такой возможности нет, намотайте в один ряд поверх покрытого электрода оголенную медную проволоку. Она будет плавиться и добавляться вместе с присадочным металлом, смягчая сплав. Это сократит количество микротрещин при остывании чугуна.
Да, аппараты на переменном токе сильно гудят и тарахтят. Работать рядом целый день не комфортно. Снизить шум можно, установив аппарат на резиновый коврик, плотно стянув все соединения на корпусе, подложив в соприкасающиеся металлические части кожуха прослойки асбеста.
Если сам проводник целый, потребуется перемотать катушку трансформатора с нанесением нового слоя изоляции. В случае обрыва проводника нужна новая обмотка. Лучше доверить эту работу сервисному центру.
Инвертор постоянного или переменного тока – какой выбрать
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.

Виды сварочного тока
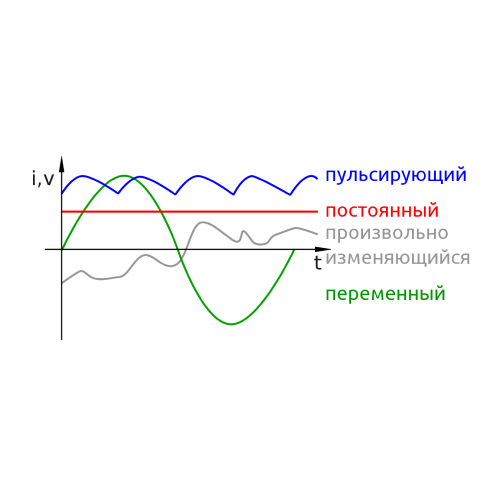
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
постоянный прямой полярности;
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током - уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Читайте также: