Сварочный трансформатор стн 500
Обновлено: 20.09.2024
topa и регулятора показана на рис. 129. Корпус трансформатора должен быть заземлен проводом сечением 6—10 мм2.
Рис. 128. Сварочный трансформатор СТЭ-34 с регулятором.
ма таких трансформаторов разработана акад. В. П. Никитиным Трансформаторы ТСД в отличие от СТАН и СТН имеют устройства для дистанционного регулирования тока. Технические данные трансформаторов типа СТН приведены в табл. 60. Внешний вид трансформатора СТН-500 показан на рис 130. Трансформатор СТН-500-1 отличается от СТН-500 тем, что имеет алюминиевые обмотки с выводами, армированными медью.
130 Сварочный трансформатор СТН-500
Трансформаторы данного типа являются однопостовыми и предназначены для питания сварочным током одной дуги. Вторичные обмотки трансформатора и реактивная обмотка регулятора расположены на общем железном сердечнике (ярме) и включены навстречу друг другу (рис. 131, а). Благодаря этому магнитные потоки, возникающие в сердечнике при прохождении тока по вторичной обмотке и по обмотке регулятора направлены навстречу друг другу. Схема сердечника трансформатора показана на рис. 131,6 В верхней части сердечника, где расположена обмотка регулятора, имеется воздушный зазор, величину которого можно регулировать враще-
І Вацтиая плитах Є
Рис 131 Схема соединений обмоток трансформатора и регулятора СТН-500
ниєм рукоятки регулятора. При вращении рукоятки по часовой Стрелке воздушный зазор увеличивается. Вследствие этого магнитный поток в этой части сердечника уменьшается, а также уменьшается индуктивное сопротивление, вызываемое обмоткой регулятора, отчего сварочный ток возрастает. Наоборот, вращение рукоятки против часовой стрелки вызывает обратные явления, приводящие к уменьшению сварочного тока. При холостом ходе трансформатора сварочная цепь разомкнута, и так как через обмотку регулятора ток не идет, она работает как часть вторичной обмотки трансформатора.
Трансформаторы данного типа могут иметь также не встречное, а согласное включение обмотки регулятора. Такие трансформаторы применяют при сварке тонкого металла на малых токах, так как при малом сварочном токе напряжение вторичной цепи в них повышается; это увеличивает устойчивость горения дуги при сварке на малых токах.
Действительно при понижении сварочного тока воздушный зазор в верхней части сердечника, как уже указывалось выше, должен быть уменьшен с целью повышения индуктивного сопротивления обмотки регулятора. Уменьшение этого зазора вызывает увеличение той части магнитного потока, которая ответвляется в маг - нитопровод регулятора. Вследствие этого увеличивается электродвижущая сила, возникающая в витках обмотки регулятора; эта электродвижущая сила при согласном включении обмотки регулятора складывается с электродвижущей силой вторичной обмотки и увеличивает вторичное напряжение трансформатора холостого хода. Поэтому трансформаторы данной конструкции имеют внешнюю характеристику, отвечающую типу а (рис. 127).
Сварочные трансформаторы с дросселем насыщения. Наличие подвижных частей и переменного воздушного зазора в магнитопро - воде сварочного трансформатора связано с рядом неудобств в эксплуатации; при малых токах снижается устойчивость горения дуги, может появиться вибрация пакета регулятора, гудение аппарата во время работы, искажение кривой сварочного тока в результате возможных перекосов подвижного пакета регулятора; необходимо применение электрического привода для перемещения пакета при дистанционном управлении процессом. Перечисленных недостатков нет в трансформаторах с дросселем насыщения, в которых отсутствуют подвижные части магнитопроводов и регулируемые воздушные зазоры. Конструкции таких сварочных трансформаторов разработаны в Уральском политехническом институте.
Схема сварочного трансформатора с дросселем насыщения дана на рис. 132. Аппарат состоит из однофазного трансформатора 1 и дросселя насыщения 2, изготовляемых отдельно и жестко соединяемых при сборке в один агрегат. Между магнитолроводами трансформатора и дросселя имеются постоянные воздушные зазоры 8 = 3—4 мм.
Сварочный ток регулируется дросселем насыщения, имеющим обмотку управления Wy, питаемую током через селеновый выпрямитель Вс и реостат R. С помощью реостата изменяется ток в обмотке Wy дросселя насыщения 2, что приводит к изменению величины общего магнитного потока трансформатора. Трансформатор имеет первичную обмотку Wb две вторичные обмотки W2a и W2b и съемную шину П для переключения вторичных обмоток. Ток короткого замыкания превышает рабочий ток на 16—25%. Коэффициент рас-
вторичной оомотки я2= —— имеет два и а2 = 0,5 в зависимости от положения шины
Рис. 132. Схема сварочного трансформатора с дросселем насыщения и его внешние характеристики при токе до 200 а (/) и до 400 а (II):
а — схема, 6 — внешние характеристики
Внешние характеристики трансформатора при разлго. ных значениях а2 и при максимальных сварочных токах 200 и 400 а показаны на рис. 132, б.
Заводом «Электрик» выпускаются трансформаторы СТЭ-24 и СТЭ-34 с дросселем насыщения типа ДН, пред назначенные для ручной дуговой сварки неплавящимся электродом на переменном токе в среде аргона. Магнитная цепь дросселя состоит из двух магнито - проводов. На одном из сердечников каждого магнитопровода помещена рабочая обмотка, включаемая в цепь сварочного тока. Оба магнитопровода с рабочей обмоткой охватываются общей подмагни - чивающей обмоткой постоянного тока. Величина сварочного тока регулируется изменением тока подмагничивания. С подмагничива - ющей обмоткой сцеплен стальной пакет рассеяния с небольшим воздушным зазором.
і Увеличением индуктивности рассеяния обмотки постоянного тока обеспечивается ускоренный переход тока через нулевое значе-
ние, что повышает устойчивость горения дуги, особенно при малых сварочных токах. Постоянный ток для питания подмагничивающей обмотки получают от сети переменного тока через селеновый выпрямитель. Дроссель насыщения имеет два взаимно перекрывающих диапазона регулирования сварочного тока.
На каждой ступени ток плавно регулируется с помощью реостата, включенного в цепь подмагничивающей обмотки.
Для трансформатора СТЭ-24 применяется дроссель ДН-300-1, рассчитанный на номинальный ток 300 а и пределы регулирования 50—300 а, для трансформатора СТЭ-34 — дроссель ДН-500 на 500 а и пределы регулирования 60—500 а.
Трансформаторы с развитым рассеянием. Промышленностью выпускаются однопостовые однокорпусные трансформаторы типа ТС и ТСК с развитым рассеянием, регулируемым изменением расстояния между обмотками. Конструкция их разработана Всесоюзным научно-исследовательским институтом электросварочного оборудования (ВНИИЭСО). Технические данные этих трансформаторов приведены в табл. 60. Магнитопровод трансформатора выполнен в виде вертикальных стержней, на каждом из которых расположено по одной катушке первичной и вторичной обмоток, соединенных параллельно. Катушки первичной обмотки неподвижные, а вторичной подвижные. Перемещение катушек вторичной обмотки осуществляется вручную с помощью винта, проходящего через верхнее ярмо. Наибольший сварочный ток достигается при сближении катушек, наименьший — при их удалении друг от друга. При одновременном переключении катушек трансформаторов с параллельного соединения на последовательное возможно использование малых сварочных токов в пределах от 15 до 160 а. Обмотки трансформаторов ТС и ТСК алюминиевые, а их выводы армированы медью. Трансформаторы ТСК отличаются от ТС наличием конденсатора, обеспечивающего увеличение коэффициента мощности (cos Ц-).
СВАРКА И РЕЗКА МЕТАЛЛОВ
Аппарат для сварки: какой выбрать
Самый популярный способ крепления металлических деталей – сварка. И заниматься ею можно не только во промышленных масштабах. В быту сварочные работы используются также часто, причем речь не всегда о сварщиках, …
Расходные материалы, необходимые для сварки
Чтобы выполнить сварку прочно и качественно, недостаточно иметь только сварочный аппарат. Дополнительно потребуется подобрать расходные материалы с учетом вида свариваемого металла. Перед началом работы определите, что именно вам нужно, и …
Критерии выбора сварочных аппаратов
Есть несколько факторов, анализировать которые при выборе сварочного аппарата нужно обязательно в магазине сварочного оборудования. Следует учесть рабочий диапазон температур, а также мощность. Рекомендуется учесть возможность смены полярности, и показатель …
Устройство и обслуживание сварочных трансформаторов
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. При сварке на малых токах (60—100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70—80В.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
- трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
- трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Трансформаторы с нормальным магнитным рассеянием и с отдельным дросселем
Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока при помощи передвигающегося контакта путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
Трансформаторы с нормальным магнитным рассеиванием и реактивной обмоткой на общем сердечнике. Реактивная обмотка включена в сварочную цепь последовательно с таким расчетом, что ее поток направлен навстречу основному потоку трансформатора. Действие реактивной обмотки и регулирование сварочного тока аналогичны действию дросселя.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении. Могут применяться для наплавки и сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
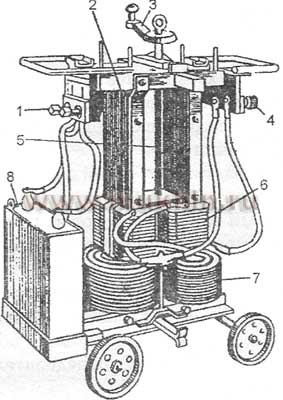
Рис. 69. Конструктивная схема трансформатора ТСК-500 со снятым кожухом: 1 — сетевые зажимы для проводов; 2 — сердечник; 3 — рукоятка для регулирования тока; 4 — зажимы для подсоединения проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока (см. рис. 69), Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 69 показана конструктивная схема трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмотки 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается, и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности. Принципиальная электрическая схема трансформатора ТД-500 аналогична.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов. Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 В или 380 В.
Трансформатор ТД-500 — однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
Сварочный трансформатор стн 500 это
рис.1. Характер распределения магнитных силовых линий вокруг сварочной дуги.
Электрическая дуга — это мощный источник тепла и света. Тепловая мощность дуги определяется уравнением
Доля основного металла в металле шва. Погонная энергия.
Независимо от типа и способа выполнения, сварной шов состоит из определенной доли основного и электродного металла. Количественное содержание того или иного металла в шве будет зависеть от вида сварки, величины сварочного тока, напряжения на сва. Подробнее
Ионизирующее действие материалов электродных покрытий, покрытий разных марок и флюсов.
Газы даже при температурах, намного превышающих комнатную, состоят из недиссоциированных молекул, т. е. являются изоляторами. Наличие в газе положительно и отрицательно заряженных ионов и электронов делает его проводником электрического тока.
Коэффициент плавления, наплавки, потери на угар и разбрызгивание, производительность сварки
На производительность процесса электрической дуговой сварки влияют следующие факторы: сварочный ток; коэффициент плавления ап, который указывает, сколько электродного металла плавится под действием сварочного тока в 1 а за единицу вр. Подробнее
КПД сварочной дуги
Электрическая энергия, потребляемая дугой, в основном превращается в тепло. Тепловую мощность электрической дуги можно принять равной тепловому эквиваленту q0 электрической энергии
Методы изготовления электродов для ручной дуговой сварки.
При массовом производстве электродов сухие смеси приготовляются заранее и хранятся в специальных закрытых емкостях.
Приготовление замеса (обмазочной массы) производят смешиванием готовой сухой смеси с определенным количеством раствора жи. Подробнее
Дуговая сварка лежачим электродом
В некоторых случаях может использоваться сварка лежачим электродом, заключающаяся в том, что в разделку стыкового соединения или в угол тавровых соединений укладывается толстопокрытый электрод, прижимаеиый к изделею медной накладкой сп. Подробнее
(Что нужно знать сварщику о сварочном оборудовании)
Сварочный трансформатор тсд 500
Технические характеристики и схема сварочного трансформатора ТД-500
Сварочный трансформатор ТД 500, с момента начала выпуска которого прошли уже десятилетия, до сих пор успешно применяется для сварки изделий из металла.
Популярность и востребованность аппарата в промышленности и строительстве объясняется простотой эксплуатации, функциональными возможностями и относительно малой стоимостью. Помимо этого, аппарат отличается надежностью и возможностью использования даже в экстремальных условиях.
Схема
Сварочный аппарат ТД 500 отличается простотой конструкцией. Понижающая характеристика образуется путем высокого индуктивного рассеяния, образуемого установкой первичной и вторичной обмоток (ОП и ОВ соответственно) по оси сердечника.
Плавность регулировки поставляемого тока производится приближением либо удалением ОВ от ОП. Помимо того, возможно управление током перекидыванием обвивки, при этом образуется два интервала регулировки:
- При установке I интервала (низкие токи) выполняется последовательное подключение катушек. Некоторая группа витков ОП отсоединяется, что приводит к увеличению напряжения холостого хода на контактах ОВ до 76 В. Таким образом добиваются устойчивости дуги на низких токах.
- Во II интервале (большие токи) реализовано параллельное соединение катушек. На контактах холостого хода происходит снижение напряжения ОВ до 60 В.
Интервалы изменяются посредством барабанного переключателя с отведенной на крышку корпуса ручкой. Секторный токоуказывающий механизм зафиксирован на сердечнике под крышкой и соединен посредством рычага с подвижной обвивкой.
Определение тока выполняется по специальной шкале через смотровое стекло кожуха. Градация шкалы выполнена для обоих диапазонов сварочного тока при номинальном напряжении сети и при напряжении на выходных контактах вторичной цепи при сварке, равном 30 В.
Емкость-фильтр оборудования образуется из конденсаторов С, снижающих образующиеся при производстве работ радиопомехи. Также функцией фильтров является увеличение мощности.
Особенности эксплуатации и подключения
ТД 500 – модель, предназначенная для регулирования параметров напряжения при выполнении электросварки металлических изделий. Устройство широко распространено благодаря малой стоимости и простоты эксплуатации. Производительности аппарата хватает для производства работ по сварке металлических элементов.
Устройство предназначено для выполнения ручной дуговой сварки покрытыми электродами. Согласно паспорта, ТД-500 – однофазный преобразователь электротока, с повышенным рассеянием магнитного поля. Зазор воздуха зависит от того, на сколько сдвинуты подвижные обмотки.
Регулятор тока приводится в действие перемещением ходового винта, вращаемого вручную. При этом происходит сдвиг обмоток завинчиванием в гайку.
Повышенное рассеяние магнитного поля происходит за счет особенностей размещения обмоток. Одна перемещается совместно с винтом, другая – неподвижно зафиксирована в точке крепления.
Трансформатор отнесен к группе стандартных приборов, выпускающимся серийно. Устройство отличается высокой мощностью, потому подключение его должно выполняться с использованием кабелей большого сечения, в противном случае соединительные провода под воздействием тока нагреются и расплавятся.
Подсоединение должно выполняться аттестованным работником. Отдельное внимание уделяется местам стыковки кабелей, так как они являются точками, вероятность возникновения поломок в которых наиболее высока. При отсутствии плотного контакта между окончаниями кабеля и клеммами из меди, эти места подвержены перегреванию из-за недостаточной площади соприкосновения. Такая неисправность приводит к возникновению короткого замыкания.
[stextbox избежание этого нужно максимально плотно, но не пережимая, скрутить точки сопряжения и постоянно наблюдать за плотностью прилегания.[/stextbox]
Место расположения трансформатора для недопущения короткого замыкания не должно быть влажным.
Важным моментом является охлаждение, так как у ТД 500 есть некоторые проблемы с нагреванием и отводом излишков тепла. Кроме устанавливаемой отдельно принудительной системы вентилирования, нелишним будет отыскать место установки с естественной вентиляцией либо зону прохлады. При выполнении наружных работ такие места – затененные, открытые для ветра.
Определенные инструкцией рабочие параметры устройства превышать не рекомендуется, действовать только в допускаемых интервалах. Нельзя забывать о максимальных сроках непрерывной работы. Для ТД 500 этот параметр равен 60%. то есть из 10 часов аппарат должен работать только 6, а 4 часа – находиться в выключенном.
[stextbox При возникновении неисправностей или поломок в процессе эксплуатации следует незамедлительно отключить аппарат от питающей сети. Новое подключение допускается выполнять только после полного устранения причин неисправности.[/stextbox]
Преимущества
Трансформаторы ТД-500 обладают следующими преимуществами:
- Простота конструкции. Благодаря этому устройство отличается высокой надежностью и ремонтопригодностью, легкостью в обслуживании.
- Широкий интервал регулирования параметров. Аппарат эффективно работает в условиях крупного производства при необходимости выполнения широкого спектра задач в различных режимах эксплуатации.
- Относительно малое напряжение при холостой работе, что обеспечивает высокую экономичность использования.
- Возможность выполнения не только сопряжения деталей свариванием, но и их резание. Мощности трансформатора достаточно для работы в таком режиме.
- Отсутствие эффекта магнитного вздутия.
- Безопасное и удобное выставление требуемых для работы показателей посредством перемещения расположенных на корпусе рукоятей.
Недостатки
К недостаткам трансформаторов относятся:
- Значительная масса, составляющая 210 кг. Данный недостаток компенсируется высокой мощностью и возможностью работы с крупными деталями.
- Плохая работа с низкими токами. Устройства неэффективны для выполнения работ по свариванию тонкостенных элементов, так как рабочий интервал рассчитан преимущественно для работы с заготовками большой толщины.
- Непригодность для проведения работ в домашнем хозяйстве.
- Выполнение сварки переменным током, что приводит к ухудшению качества шва по сравнению с работой на постоянном токе.
[stextbox читайте на нашем сайте статью об отличиях сварочного трансформатора и инвертора[/stextbox]
Технические характеристики
Основные технические характеристики сварочного трансформатора ТД 500 следующие:
- номинал напряжения на холостом ходу – 60 В;
- номинал сварочного тока – 500 А;
- мощность – 32 А.
Регулирование сварочного тока выполняется в таких пределах:
- основной интервал – 240-650 А;
- дополнительный диапазон – 90-240 А;
- параметр мощности – 0,65;
- длина – 720 мм;
- ширина – 570 мм;
- высота – 835 мм.
Вес трансформатора составляет 0,21 т.
Меры и техника безопасности
При эксплуатации трансформатора ТД-500 необходимо соблюдать следующие правила личной безопасности и меры предосторожности.
Перед включением нужно осмотреть корпус устройства и убедиться в его целостности. При прекращении поджига дуги аппарат следует немедленно отключить от питания и убедиться в исправности конденсаторов, не пробовать многократно ее возбудить.
Использование прибора должно выполняться при неукоснительном соблюдении правил, изложенных в инструкции. Ремонт и уход за преобразователем должны выполняться только при отключении его от питания. После выключения преобразователю необходимо дать время на остывание.
Производители
Изготовлением ТД-500 занимается несколько производителей. Среди них наиболее крупные объемы поставок предлагают:
- ЕТА-групп, г. Санкт-Петербург, РФ;
- ООО «Винтор», Винницкая область, Украина;
- электромашиностроительное предприятие «СЭЛМА», г. Симферополь, Крым.
[stextbox Петрович Алексеенко, сварщик, стаж работы 35 лет: «Несмотря на кажущуюся громоздкость и не современный внешний вид, трансформаторы для сварки переменным током ТД-500 до сих пор востребованы на различных производствах. Аппараты обладают «советским» ресурсом работы и прослужат еще долгие годы».[/stextbox]
Трансформаторы сварочные.
Существуют разные по мощности и конструкции виды сварочных трансформаторов; они предназначены для питания электрической дуги при ручной или машинной сварке, резке или наплавке металлов однофазным переменным током промышленной частоты 50 Гц.
Рис. 1. Принципиальная схема устройства и работы сварочного трансформатора
Рис. 2. Устройство сварочного трансформатора СТН-500-1
Сварочный трансформатор преобразует электрическую энергию напряжением 220 или 380 В в электрическую энергию напряжением холостого хода 60 В, необходимую для дуговой сварки металла.
Основными конструктивными элементами сварочного трансформатора (рис. 1) являются: магнитная система 2, обмотки ВН 1 и НН 3 и реактор (дроссель), предназначенный для регулирования вторичного тока — тока сварки путем изменения воздушного зазора магнитной цепи. Реактор состоит из неподвижной магнитной системы 4 и ее обмоток 5 и подвижной 6, изменяющей воздушный зазор между ними. При подсоединении, как указано на схеме, проводов от трансформатора и реактора к свариваемой детали 7 и электроду 8 посредством токодержателя 9 между ними возникает дуга, плавящая металл.
В настоящее время сварочные трансформаторы изготовляют в однокорпусном исполнении: обмотки трансформатора и реактора размещены на общей магнитной системе и закрыты одним кожухом.
На рис. 2 показан сварочный трансформатор типа СТН-500-1 (для сварки и наплавки металла). Его технические данные: первичное напряжение 380 и 220 В, вторичное напряжение холостого хода 60 В, номинальный сварочный ток 500 А, с регулированием в пределах 1500—700 А, номинальная мощность на зажимах вторичной цепи 15 кВт, потребляемая из сети 33 кВ-А.
Магнитная система сварочного трансформатора СТН-500-1 собрана из покрытых лаком пластин электротехнической стали толщиной 0,5 мм и является общей для обмоток трансформатора и реактора.
Обмотки трансформатора выполнены в виде цилиндрических катушек, каждая из которых состоит из двух слоев первичной обмотки 1 из изолированного алюминиевого провода и двух наружных слоев вторичной обмотки 2 из неизолированного алюминиевого провода.
Катушки насажены на стержни магнитной системы и соединены между собой при напряжении питающей электросети 380 В последовательно, при 220 В — параллельно.
Между слоями обмоток и между обмотками проложены деревянные рейки, образующие воздушные каналы.
Обмотки трансформатора выполнены с изоляцией класса А и для обеспечения влагостойкости пропитаны лаком и запечены.
Обмотки 4 реактора выполнены из неизолированного алюминиевого провода с асбестовыми прокладками, пропитанными теплостойким лаком.
В верхнем ярме магнитной системы (на участке реакторной обмотки) имеется разъем — воздушный зазор, регулирование которого осуществляется перемещением подвижного пакета 5, набранного из пластин электротехнической стали.
В подвижный пакет вмонтирована гайка, в которую входит ходовой винт 6. Рукоятка 7 винта выведена наружу кожуха 10. Подвижный пакет прижат книзу с помощью двух пружин 8, это обеспечивает отсутствие значительной вибрации и гудения.
Ходовой винт перемещается в специальной планке, прикрепленной к рамке, приваренной к остову трансформатора.
Если рукоятки вращать по часовой стрелке, то зазор увеличивается, уменьшается индуктивное сопротивление, и, следовательно, возрастает сварочный ток, если против часовой стрелки, то сварочный ток уменьшается.
Для указания значения сварочного тока в конструкции трансформатора предусмотрен механизм, состоящий из токоуказателя, закрепленного на угольниках активной части, и сектора, вращающегося на оси под воздействием рукоятки ходового винта.
На секторе закреплена шкала механического токоуказателя, которая отградуирована в амперах и указывает значения сварочного тока при номинальном напряжении подводимой сети и при напряжении 30 В на выводных зажимах вторичной обмотки.
С торцовых сторон трансформатора закреплены пластмассовые доски с зажимами: к зажимам 3 подведены концы первичной обмотки (220 или 380 В), а к зажимам 9 — конец вторичной обмотки и один конец реакторной обмотки. Вторые концы вторичной и реакторной обмоток соединены между собой внутри кожуха.
Трансформатор снабжен емкостным фильтром, предназначенным для ослабления помех радиоприему, создаваемых трансформатором при сварке.
Конденсаторы фильтра (два по 0,01 мкФ) смонтированы на задней стороне доски зажимов ВН и подключены к зажимам первичной обмотки трансформатора и к заземленному кожуху. При пробое конденсатора первичная обмотка соединяется с кожухом, что может быть опасным для жизни обслуживающего персонала; поэтому включение трансформатора в сеть без заземления не допускается!
Для перемещения трансформатор имеет четыре колеса 11 и две ручки.
В боковых стенках кожуха 10 трансформатора находятся отверстия, служащие для естественного охлаждения активной части воздухом. Кожух защищает трансформатор от попадания внутрь атмосферных осадков, благодаря чему трансформатор может работать на открытом воздухе, и от случайных механических повреждений активной части.
Измерительные трансформаторы. В современных электротехнических установках напряжение достигает 750 кВ и выше, а токи измеряются десятками килоампер и более. Для непосредственного их измерения потребовались бы очень громоздкие и дорогостоящие электроизмерительные приборы. В отдельных случаях такие измерения были бы совсем невозможны. Кроме того, при обслуживании приборов, непосредственно подключенных к сети высокого напряжения, обслуживающий персонал подвергался бы большой опасности поражения током. Применение измерительных трансформаторов расширяет пределы измерения обычных электроизмерительных приборов и одновременно изолирует их от цепей высокого напряжения.
Измерительные трансформаторы применяют для подключения амперметров, вольтметров, ваттметров, приборов релейной защиты и электроавтоматики, счетчиков для учета выработки и расхода электрической энергии. От их работы зависит точность учета электрической энергии и измерения электрических параметров, правильность и надежность действия релейной защиты
при повреждениях электрического оборудования и линий электропередачи.
3)Параллельная работа трансформаторов.
В большинстве случаев при значительной мощности электрической установки целесообразно иметь не один, а несколько трансформаторов меньшей мощности, включенных параллельно на общую нагрузку. Такое дробление общей трансформаторной мощности позволяет лучше решать проблему энергоснабжения потребителей, отключать часть трансформаторов при уменьшении нагрузки, проще проводить профилактический ремонт трансформаторов и пр.
При параллельной работе двух или нескольких трансформаторов должны быть выполнены следующие условия:
Номинальные напряжения на высокой и низкой стороне должны быть одинаковы. Допускается разность коэффициентов трансформации не более 0,5 %.
Группы соединения обмоток должны быть одинаковы.
Напряжения короткого замыкания должны быть одинаковы. Допускается отклонение от среднего значения ик не более чем на ±10 %.
Не рекомендуется параллельная работа трансформаторов с отношением номинальных мощностей, большим трех.
Группа соединений обмоток определяется фазовым сдвигом векторов линейных и фазных напряжений первичных и вторичных обмоток. Исходной является векторная диаграмма напряжений на первичной стороне.
Наиболее распространенные группы соединений первичной и вторичных обмоток двухобмоточных трансформаторов приведены в табл. 1-19.
Наиболее распространенные группы соединений обмоток трехобмоточных трансформаторов и автотрансформаторов — следующие:
четные группы Д/Д/Д-0-0
нечетные группы У0/Д/Д-11-11; Уо/Уо/Д-0-11
Группа соединений обмоток обозначается на щитке трансформатора и в проверке не нуждается. Группы соединений, отличные от стандартных, могут быть получены при соединении однофазных трансформаторов в трехфазную группу.

Примечание. Наиболее часто применяются группы соединений 1, 3 и 5.
При включении на параллельную работу трансформаторов с разными группами соединений в лучшем случае возникает расхождение векторов напряжений на 30°, что вызывает уравнительные токи, в 3—5 раз превышающие номинальные токи трансформаторов. Трансформаторы с четными группами соединений включаться на параллельную работу с трансформаторами и нечетными группами соединений не могут; недопустимо включение групп 12, 4 и 8 с группами 6, 10 и 2.
Неравенство коэффициентов трансформации у параллельно работающих трансформаторов тоже повлечет за собой уравнительные токи. Если, например, включаются на параллельную работу два трансформатора с коэффициентами трансформации, то на вторичной стороне появится разность напряжений
При этом уравнительный ток
где zjpi, zTpn — полные сопротивления обмоток трансформаторов, Ом.
Эти сопротивления можно определить по известным напряжениям к. з. по формуле:
где Iн, UH — номинальный ток и напряжение во вторичных обмотках трансформатора.
Уравнительный ток является индуктивным током, и хотя в некоторых случаях он может оказаться выше номинального тока трансформатора, но с учетом того, что он находится с током основной нагрузки почти в квадратуре, допускается кратковременное включение таких трансформаторов на параллельную работу, на время перехода с одного трансформатора на другой.
Неравенство напряжений короткого замыкания вызовет распределение нагрузки между параллельно включенными трансформаторами, непропорциональное их номинальным мощностям. Такое же распределение нагрузок возникает и при неодинаковых коэффициентах, трансформации включаемых на параллельную работу трансформаторов. Коэффициент трансформации может быть при необходимости изменен, если эксплуатационные условия потребуют этого. Для изменения коэффициента трансформации предусматриваются ответвления у трансформаторных обмоток.
Переход от одного ответвления к другому может осуществляться одним из двух видов переключателей: ПБВ, работающим при снятом напряжении (без возбуждения), и РПН, осуществляющим регулирование под нагрузкой.
Переключатель, работающий при снятом напряжении, обычно имеет три ответвления: среднее и ±5 %. У трансформаторов, выпускаемых в последние годы, при тех же пределах регулирования предусматривается пять ответвлений со ступенью 2,5 %. ПБВ не может переключать ответвления под нагрузкой.
Рис. 1-55. Схемы включения регулирующих ступеней обмотки трансформатора: а — тонкая регулировка; б — грубая и тонкая регулировка; в — реверс грубой регулировки и тонкая регулировка П — переключатель; Р — регулирующие ступени

При наличии напряжения хотя бы на одной из обмоток возможно тяжелое повреждение трансформатора, так как дугой могут быть замкнуты два ответвления, что равнозначно витковому замыканию. ПБВ используется преимущественно при сезонных изменениях нагрузки, когда изменяются потери напряжения в сети и для поддержания его требуется изменить коэффициент трансформации.
Переключатели для регулирования под нагрузкой значительно сложнее, чем ПБВ. РПН выполняются либо в виде выносных вольтодобавочных автотрансформаторов, либо в виде встроенных в бак трансформатора регулировочных устройств.
При встроенном РПН переключатель ответвлений размещается в самом баке трансформатора или автотрансформатора. Устройства РПН выполняются на значительно больший диапазон регулирования (до ±20 %), чем ПБВ, и на большее число ступеней. Увеличение числа ступеней повышает плавность регулирования и облегчает работу контакторов, коммутирующих ток нагрузки. Возможные схемы включения регулирующей части обмотки РПН приведены на рис. 1-55.
Главной схемой называют порядок соединения основного оборудования станции (генераторов и трансформаторов) между собой и с отходящими линиями. Существует большое разнообразие главных схем, однако их можно разбить на две большие группы; схемы, имеющие поперечные связи (шины), и блочные схемы, в которых связь генераторов между собой осуществляется либо на шинах высшего напряжения станции, либо в случае «чистых»
блоков генератор—трансформатор—линия на шинах удаленных подстанций (в сети).
Надежность станции и ее маневренные свойства во многом определяются ее главной схемой, и поэтому выбор схемы при проектировании электростанции, а также составление эксплуатационных схем действующей станции принадлежат к числу важнейших проектных и эксплуатационных задач.
Главная схема должна обеспечивать безотказную выдачу мощности электростанции, другими словами, быть надежной. Надежность является одним из основных требований, предъявляемых к схемам электрических соединений станций и подстанций.
Здесь, как и в [59], под надежностью понимается свойство системы, аппарата, схемы выполнять свои функции в разнообразных условиях эксплуатации при сохранении заданных параметров процесса. Надежность относится к категории фундаментальных понятий, характеризующих поведение технических устройств в эксплуатации. К сожалению, пока не существует универсального критерия или метода, позволяющего оценить надежность энергетических устройств с учетом всего разнообразия влияющих на работу факторов (технологических, конструктивных, схемных, оперативных). Вследствие этого количественная оценка надежности, иапример, главных схем, которая может быть получена в настоящее время, является неполной. Поэтому при выборе главной схемы совершенно необходим предварительный отбор вариантов на основе качественного анализа надежности и пригодности схемы в заданных условиях. Отобранные варианты сравниваются затем по количественным показателям, определенным через вероятностные характеристики и параметры.
Вторым важным требованием, предъявляемым к главным схемам, является их экономичность, т. е. требование минимальных затрат материальных ресурсов и времени при сооружении распределительного устройства (РУ) в соответствии с выбранной электрической схемой электростанции и минимальных ежегодных расходов на его эксплуатацию.
При оценке экономичности главных схем исходят из принятой методики анализа экономической эффективности технических решений, сравнивая так называемые расчетные затраты на выполнение различных вариантов схем, учитывающие и капитальные вложения и ежегодные эксплуатационные расходы.
За критерий выбора варианта главной схемы принимают простое условие наименьших ежегодных расчетных затрат. Приближенно экономичность схемы может быть оценена также по числу содержащихся в ней выключателей, так как в укрупненных показателях стоимости ячейки РУ учитывается не только стоимость оборудования (выключатель, трансформаторы тока и напряжения), но и затраты на ее строительную часть и монтажные работы.
Наконец, весьма существенным является требование маневренности главной схемы, под которой понимают возможность легкого приспособления схемы к изменяющимся условиям работы как в эксплуатации, так и при расширении станции, а также возможность ремонтов оборудования РУ без нарушения нормальной работы присоединений (ремонтопригодность). Маневренность схемы не может быть просто определена количественными показателями и оценивается обычно на основании общего анализа схемы, формализация которого встречает большие затруднения. В последнее время наметились пути такой формализации с помощью теории графов, однако надежной методики пока не существует.
Особняком стоит важное требование безопасности обслуживания РУ; в числе прочих факторов, от которых она зависит, — простота и наглядность главной схемы. Наглядность схемы и ее хорошая обзорность в натуре значительно повышают оперативную надежность, уменьшая вероятность ошибочных действий персонала.
Схемы электрических соединений станции или подстанции в однолинейном или трехлинейном изображении являются основными техническими документами при проектировании, монтаже и эксплуатации электрических установок.
Однолинейные схемы, в которых все соединения показаны только для одной фазы, используются наиболее широко при проектировании, расчетах режимов, разработке схем релейной защиты и автоматики. В процессе эксплуатации применяются упрощенные однолинейные схемы, называемые оперативными. В них для наглядности показано только основное оборудование, а положение выключателей и разъединителей соответствует действительному в момент составления схемы.
Трехлинейные схемы составляются для всех трех фаз с указанием на них также всех соединений вторичных цепей. Ввиду их громоздкости эти схемы имеют ограниченное применение: преимущественно при монтажных работах, эксплуатационных проверках и ремонтах отдельных фаз.
Читайте также: