Сварочный трансформатор тдф 1001
Обновлено: 18.09.2024
Как повлияет на величину тока дуги увеличение зазора между пакетами магнитного шунта в трансформаторе СТШ-500?
Как осуществляется ступенчатая регулировка тока в трансформаторе СТШ-500?
Каково назначение емкостного фильтра в конструкции трансформатора СТШ-500?
Стабилизирован ли режим сварки при изменении сетевого напряжения в трансформаторе СТШ-500?
Какова форма внешней характеристики трансформатора СТШ-500 и чем в его конструкции она обеспечена?
В каких режимах может работать трансформатор СТШ-500?
Что необходимо предпринять для сварки на токах, превышающих номинальный ток трансформатора СТШ-500?
Лабораторная работа 3
ИЗУЧЕНИЕ КОНСТРУКЦИИ И ИССЛЕДОВАНИЕ РАБОТЫ
ОДНОПОСТОВОГО СВАРОЧНОГО ТРАНСФОРМАТОРА ТИПА ТДФ-1001-У3
Цель работы: изучить конструкцию и принцип работы трансформатора, освоить методику испытания и порядок снятия характеристик.
Основные сведения об устройстве и принципе работы
трансформатора ТДФ-1001
Рис. 3.1. Электромагнитная схема трансформатора ТДФ-1001-У3
Сварочный трансформатор ТДФ-1001-У3 предназначен для автоматической дуговой сварки и наплавки под флюсом переменным током от 400 до 1200 А. Трансформатор ТДФ-1001-У3 относится к системам с повышенным магнитным рассеянием. В средней части окна магнитопровода стержневого типа размещено неподвижное ярмо из трансформаторной стали (магнитный шунт) 9 с катушками обмотки управления О.У. (рис. 3.1 ). Шунт делит магнитопровод трансформатора на нижнюю и верхнюю части и предназначен для плавного регулирования тока сварочной дуги, а также для стабилизации установленного режима при колебаниях напряжения сети в пределах от +5 до -10% от номинального значения.
В верхней части магнитопровода размещены катушки 2 и 7 первичной обмотки, а над ними – секции вторичной обмотки с меньшим числом витков (катушки 4 и 5). Основные части вторичной обмотки расположены в нижней части магнитопровода (катушки 1,3,6,8) (рис. 3.1). Катушки первичной обмотки 2 и 7 включены параллельно между собой, а шесть катушек вторичной обмотки соединены секциями (рис. 3.2) для ступенчатого регулирования сварочного тока.
Рис. 3.2. Схема подключения обмоток трансформатора ТДФ-1001-У3
При подключении сварочной цепи к клеммам 1,2 можно получить токи от 700 до 1200 А, а к клеммам 2,3 – 400…700 А. Плавное регулирование тока нагрузки в пределах этих двух ступеней обеспечивается изменением величины тока iо.ув обмотках управления магнитного шунта. Эти обмотки состоят из четырех катушек, соединенных встречно-последовательно относительно наводимых в них ЭДС и укреплены попарно на обоих стержнях магнитного шунта. Наличие нерегулируемого воздушного зазора/2 (рис. 3.1) между шунтом и магнитопроводом трансформатора способствует лучшему формированию падающей внешней характеристики трансформатора.
Обмотка управления питается постоянным током от специального однополупериодного выпрямителя (рис. 3.3). Получение оптирающих импульсов, падаваемых на управляющий электрод тиристора, обеспечивается применением блока управления, собранного на транзисторном элементе «Логика» типа М-403. В блоке управления питающее напряжение преобразуется в импульсы, подаваемые на управляющий электрод тиристора выпрямителя, питающего обмотку управления ОУ. Угол открытия тиристора будет изменять ток iо.ушунта, соответственно будет управлять степенью его магнитной насыщенности. Регулятор плавного изменения сварочного тока (резисторR9) вынесен на пульт управления трансформатора.
Рис. 3.3. Принципиальная электросхема питания обмоток управления магнитного шунта
При выключенной ОУ шунта или минимальном токе iо.умагнитные потоки рассеяния будут максимальны, а ток дугиIд - минимальный, т. к. большая часть магнитного потока первичных обмоток 2 и 7 замыкается через шунт, снижая ЭДС во вторичных обмотках 1,3,6,8, включенных последовательно и согласно с вторичными обмотками 4 и 5. По мере увеличенияiоуувеличивается насыщенность стального сердечника шунта и возрастает магнитное сопротивление шунта, что уменьшает потоки рассеяния, повышает суммарную ЭДС вторичных обмоток (за счет большей ЭДС обмоток 1, 3, 6, 8), а следовательно, и величину сварочного тока. Таким образом, изменяя величину токаiоу, можно изменять магнитное состояние шунта, что в конечном счете дает возможность изменять сварочный ток:Iд=f(iоу).
Трансформатор может работать в режиме холостого хода, нагрузки или короткого замыкания и рассчитан на продолжительный режим работы (ПВ = 100%). Ток дуги Iди ток короткого замыканияIкзможно регулировать ступенчато изменением коэффициента трансформации путем секционирования вторичной обмотки и плавно – изменением индуктивного сопротивления трансформатора, управляя величинойiоу.
Сварочный трансформатор тдф 1001 характеристики
Сварочные трансформаторы типа ТДФ-1001 и ТДФ-1601 для питания дуги при сварке под флюсом однофазным переменным током частотой 50 Гц. Технические характеристики ТДФ-1001 ТДФ-1601.
Для автоматической сварки нашли применение сварочные трансформаторы типа ТДФ-1001 и ТДФ-1601, предназначенные для питания дуги при сварке под флюсом однофазным переменным током частотой 50 Гц. Трансформаторы рассчитаны для работы в закрытых помещениях, с повышенной индуктивностью рассеяния. Они обеспечивают создание необходимых крутопадающих внешних характеристик и плавное регулирование сварочного тока в требуемых пределах, а также его частичную стабилизацию при колебаниях напряжения в сети в пределах от 5 до 10% от номинального значения. Технические данные трансформатора типа ТДФ приведены в табл. 25.
25. Технические характеристики трансформаторов типа ТДФ
Номинальный сварочный ток, А
Пределы регулирования сварочного тока, А, на ступени токов:
Номинальное первичное напряжение, В
Первичный ток, А, при исполнении на:
Вторичное напряжение холостого хода, В, при сварочном токе:
Условное номинальное рабочее напряжение, В
Вторичное напряжение в зависимости от величин сварочного тока, В
Отношение продолжительности рабочего периода к продолжительности цикла ПВ, %
Потребляемая мощность, кВт
Внешние характеристики трансформаторов ТДФ-1001 и ТДФ-1601 показаны на рис. 96, а, б.

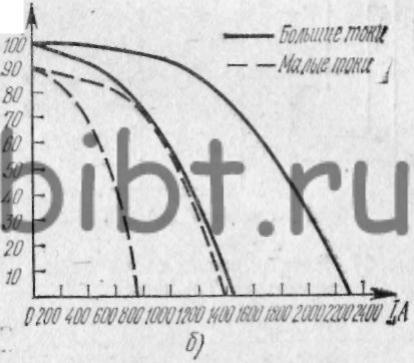
Рис. 96. Внешние характеристики трансформаторов:
Трансформаторы типа ТДФ-1001 и ТДФ-1601-стационарные установки в однокорпусном исполнении с принудительной вентиляцией. Установка состоит из трансформатора, сетевого контакта, вентилятора и блок-схемы управления.
Сварочные трансформаторы типа ТДФ-1001 и ТДФ-1601
Техническое описание сварочных трансформаторов
Для автоматической сварки нашли применение сварочные трансформаторы типа ТДФ-1001 и ТДФ-1601, предназначенные для питания дуги при сварке под флюсом однофазным переменным током частотой 50 Гц.
Сварочные трансформаторы рассчитаны для работы в закрытых помещениях, с повышенной индуктивностью рассеяния. Они обеспечивают создание необходимых крутопадающих внешних характеристик и плавное регулирование сварочного тока в требуемых пределах, а также его частичную стабилизацию при колебаниях напряжения в сети в пределах от 5 до 10% от номинального значения. Технические данные трансформатора типа ТДФ приведены в табл. 13 .
Таблица 13 . Технические характеристики трансформаторов типа ТДФ
| Параметры | ТДФ-1001 | ТДФ-1601 |
| Номинальный сварочный ток, А | 1000 | 1600 |
| Пределы регулирования сварочного тока, А: — на ступени «малых» токов — на ступени «больших» токов | 400-700 700-1200 | 600-1100 1100-1800 |
| Номинальное первичное напряжение, В | 220 или 380 | 380 |
| Частота, Гц | 50 | 50 |
| Первичный ток, А: — при исполнения на 220 В — при исполнении на 380 В | 360 220 | — 480 |
| Вторичное напряжение холостого хода, В: — при минимальном сварочном токе — при максимальном сварочном токе | 68 71 | 95 105 |
| Условное номинальное рабочее напряжение, В | 44 | 60 |
| Вторичное напряжение в зависимости от величин сварочного тока (Iсв), В | Uн=20+0,04 Iсв | Uн=50+0,00625 Iсв |
| Отношение продолжительности рабочего периода к продолжительности цикла (ПВ), % | 100 | 100 |
| Коэффициент полезного действия, % | 87 | 88 |
| Потребляемая мощность, кВт | 82 | 182 |
| Масса, кг | 740 | 1000 |
Внешние характеристики трансформатора ТДФ-1001 и ТДФ-1601 показаны на рис. 62 , а и б.
Рис. 62 . Внешние характеристики трансформаторов: а — ТДФ-1001, б — ТДФ-1601
Трансформаторы типа ТДФ-1001 и ТДФ-1601 — стационарные установки в однокорпусном исполнении с принудительной вентиляцией. Установка состоит из трансформатора, сетевого контактора, вентилятора и блоксхемы управления.
Для обеспечения эффективной и бесперебойной работы трансформаторов их необходимо правильно эксплуатировать. Перед этим надо внимательно осмотреть и заземлить устройство, проконтролировать обмотки на предмет обрыва и проверить изоляцию обмоток от корпуса, а при обнаружении механических повреждений устранить их.
Если предполагается вести работы на открытом воздухе, следует позаботиться о защите трансформатора от осадков, поскольку отсыревшая изоляция может быть пробита. Тогда замыкания между витками не избежать.
Во время работы нельзя допускать перегрева трансформатора, что негативно отразится на состоянии изоляции обмоток. Для недопущения этого не следует размещать трансформатор рядом с источниками тепла. Кроме того, надо регулярно очищать контакты от грязи, которая может препятствовать охлаждению рабочих частей устройства.
2. От источников постоянного тока работают сварочные преобразователи, составляющими которых являются сварочный генератор и привод (электродвигатель), смонтированные на одном валу. Электрическая энергия, вырабатываемая двигателем (на них обычно устанавливают асинхронные трехфазные двигатели), преобразуется в механическую, под воздействием которой якорь генератора вращается и вырабатывает сварочный ток с соответствующими параметрами. Сварочные преобразователи бывают стационарными и мобильными.
Если вместо электродвигателя устанавливают двигатель внутреннего сгорания (ДВС), тогда такой преобразователь называется агрегатом. При этом двигатель должен иметь мощность, как минимум, 30 л. с. В среднем для осуществления сварки требуется 5–6 кг горючего в час.
Сварочные агрегаты используются для работы в полевых условиях или в том случае, когда в электрической сети наблюдаются резкие колебания напряжения. Генератор и ДВС монтируются на общей раме (например, ПАС-400-VIII), которая может снабжаться снабжается колесами. Его можно установить, например, в кузове машины, на тракторе (например, сварочный агрегат СДУ-2). Ток, полученный от сварочного генератора, обходится дороже (например, расход электроэнергии при ручной дуговой сварке от сварочного преобразователя или агрегата составляет 7–8 кВт/ч на 1 кг наплавленного металла, а КПД в среднем равен 0,4–0,5 % из-за значительных потерь на холостом ходу; расход энергии у сварочных трансформаторов – 3,5–4,25 кВт на 1 кг наплавленного металла, а КПД – 0,6–0,7 %), чем тот, что дают сварочные трансформаторы, выпрямители. Поэтому целесообразно и экономически более выгодно применять агрегат в тех случаях, когда нет электрической сети. Именно поэтому до сих пор разработчики совершенствуют бензиновые (АДБ) и дизельные (АДД) сварочные агрегаты.
Преобразовали и агрегаты имеют конструктивно схожие генераторы. Сварочный генератор – это прибор, вырабатывающий за счет собственной внешней характеристики (для этого в зависимости от сварочного тока в генераторе меняется магнитный поток) постоянный ток, необходимый для стабильного горения сварочной дуги. Чаще всего встречаются генераторы с падающей внешней характеристикой, которые применяются для ручной дуговой сварки и автоматической сварки под флюсом. Для регулировки сварочного тока генератор оснащается специальным устройством.
В основу конструкции сварочных генераторов положена одна из двух систем (ранее было большое количество конструктивно различных электромагнитных систем) (рис. 22):
Рис. 22. Электрическая схема генератора: а – с независимым возбуждением: 1 – сеть; 2 – стабилизатор напряжения; 3 – понижающий трансформатор; 4 – селеновый выпрямитель; 5 – реостат; 6 – намагничивающий магнитный поток; 7 – диапазон больших токов; 8 – диапазон малых токов; 9 – перемычка; б – с самовозбуждением: 1 – намагничивающий магнитный поток; 2 – размагничивающий магнитный поток; 3 – ток намагничивающей обмотки; 4 – реостат; 5, 6, 7 – щетки на коллекторе якоря генератора; 8 – перемычка.
– С независимым возбуждением и последовательной размагничивающей обмоткой в сварочной цепи. Независимая обмотка работает от сети переменного тока и подключена через понижающий трансформатор. Благодаря выпрямителю возникает магнитный поток, который возбуждает требующееся для загорания сварочной дуги напряжение на щетках. Регулировка тока осуществляется путем переключения перемычки числа витков обмотки. В пределах диапазонов малых и больших токов сварочный ток корректируется реостатом. Представленная на рис. 22 схема реализовывалась в генераторе ГСО-500, который устанавливался на преобразователе ПСО-500. В последнее время генераторы данной конструкции почти не производятся;
– С самовозбуждением с намагничивающей параллельной и размагничивающей последовательной обмотками, например ПСО-300 М, С-300-1 и др. На полюсах генератора находятся две обмотки – намагничивающая и размагничивающая. В первой ток создает генератор с помощью третьей щетки (на рис. 22 она обозначена цифрой 6), которая устанавливается на коллекторе между основными щетками (цифры 5 и 7). Падающая внешняя характеристика возникает благодаря встречному включению обмоток. Для регулировки тока используется реостат со ступенчатым переключателем.
Основные технические данные преобразователей различных типов представлены в табл. 13.
Подъем (увеличение сварочного тока) и опускание пакета (уменьшение сварочного тока) осуществляются электродвигателем мош- ностью 0,25 кВт через систему передач, которая включается двумя магнитными пускателями, управляемыми двумя пусковыми импульсными кнопками. Точная регулировка силы тока должна производиться по амперметру пульта управления автомата.
Сварочные трансформаторы ТДФ-1001 и ТДФ-1601 являются более мощными однопос-товыми трансформаторами, предназначены для питания дуги однофазным переменным током частотой 50 Гц при автоматической и полуавтоматической сварке под флюсом. Регулирование тока осуществляется подмагничиванием магнитного шунта. Схема управления обеспечивает стабилизацию сварочного режима.
Трансформаторы выполняются в однокор-пусном исполнении.
Технические характеристики сварочных трансформаторов приведены в табл. 18.35.
рение дуги. Этому отвечают источники питания, обладающие падающей внешней характеристикой, т. е. те, у которых при увеличении силы тока понижается напряжение.
Сварочные агрегаты на постоянном токе, преобразователи и выпрямители подразделяются на одно- и многопостовые. Число постов, которое может быть подключено к многопостовому источнику тока, определяется по формуле
где 1Т— номинальный ток при продолжительной нагрузке, А; 1п — средняя сила тока поста, А; К — коэффициент одновременности работы постов (0,6—0,7).
Сварочный однопостовой агрегат САМ-300-2 состоит из сварочного однопостового генератора постоянного тока ГСО-300М и приводного электродвигателя, соединенных эластичной муфтой. Сварочный генератор имеет незначительную величину броска тока при коротком
Технические характеристики сварочных трансформаторов
Трансформаторы с развитым магнитным рассеянием
Трансформаторы типа ТС и ТСК представляют собой передвижные понижающие трансформаторы стержневого типа с повышенной индуктивностью рассеяния. Они предназначены для ручной дуговой сварки и наплавки, могут применяться для сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
Трансформаторы типа ТС, ТСК не имеют подвижных сердечников, склонных к вибрации, поэтому они работают почти бесшумно. Регулирование сварочного тока осуществляется изменением расстояния между подвижной I и неподвижной II катушками (рис. 1, в). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеяния и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линии будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика. Напряжение холостого хода в трансформаторах этого типа при сдвинутых катушках на 1,5-2 В больше номинального значения (60 – 65 В)
Конструкция трансформатора ТС-500 и внешние вольт-амперные характеристики показаны на рисунках. Технические данные трансформаторов ТС и ТСК приведены в табл. 1.
Для автоматической сварки нашли применение сварочные трансформаторы типа ТДФ-1001 и ТДФ-1601, предназначенные для питания дуги при сварке под флюсом однофазным переменным током частотой 50 Гц. Трансформаторы рассчитаны для работы в закрытых помещениях, с повышенной индуктивностью рассеяния. Они обеспечивают создание необходимых крутопадающих внешних характеристик и плавное регулирование сварочного тока в требуемых пределах, а также его частичную стабилизацию при колебаниях напряжения в сети в пределах от 5 до 10% от номинального значения. Технические данные трансформатора типа ТДФ приведены в табл. 2.
Технические характеристики трансформаторов СТШ-250 и ТСП-2
| Параметры | ТДФ-1001 | ТДФ-1601 |
| Номинальный сварочный ток, А | 1000 | 1600 |
| Пределы регулирования сварочного тока, А: — на ступени «малых» токов — на ступени «больших» токов | 400-700 700-1200 | 600-1100 1100-1800 |
| Номинальное первичное напряжение, В | 220 или 380 | 380 |
| Частота, Гц | 50 | 50 |
| Первичный ток, А: — при исполнения на 220 В — при исполнении на 380 В | 360 220 | — 480 |
| Вторичное напряжение холостого хода, В: — при минимальном сварочном токе — при максимальном сварочном токе | 68 71 | 95 105 |
| Условное номинальное рабочее напряжение, В | 44 | 60 |
| Вторичное напряжение в зависимости от величин сварочного тока (Iсв), В | Uн=20+0,04 Iсв | Uн=50+0,00625 Iсв |
| Отношение продолжительности рабочего периода к продолжительности цикла (ПВ), % | 100 | 100 |
| Коэффициент полезного действия, % | 87 | 88 |
| Потребляемая мощность, кВт | 82 | 182 |
| Масса, кг | 740 | 1000 |
Внешние характеристики трансформатора ТДФ-1001 и ТДФ-1601 показаны на рис. 2, а и б.
Трансформаторы типа ТДФ-1001 и ТДФ-1601 — стационарные установки в однокорпусном исполнении с принудительной вентиляцией. Установка состоит из трансформатора, сетевого контактора, вентилятора и блок-схемы управления.
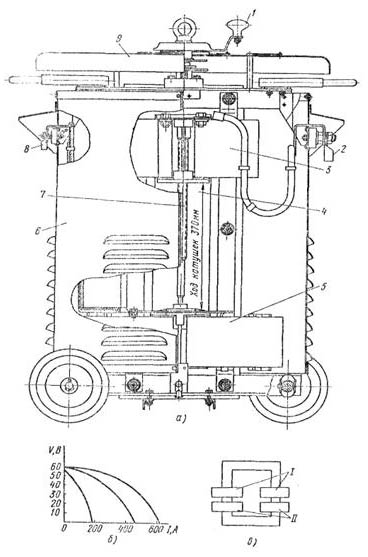
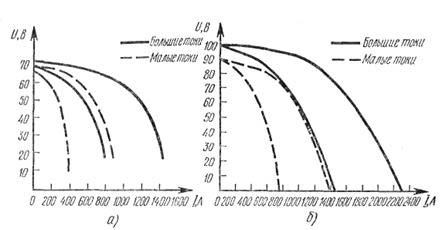
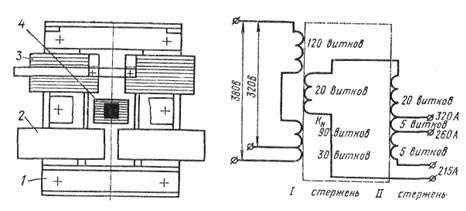
Рис. 3. Электрическая схема трансформатора СТШ-500: 1 — магнитопровод; 2 — катушка первичной обмотки; 3 — катушка вторичной обмотки; 4 — магнитные шунты
Трансформаторы для автоматической сварки
Трансформаторы выпускаются в стационарном исполнении, рассчитаны на продолжительный режим работы при принудительном воздушном охлаждении. Технические данные трансформаторов приведены в табл. 5.7
Заказать трансформатор для автоматической сварки
Трансформаторы серии ТДФ. В основу конструкции положен трансформатор с магнитным шунтом, подмагничиваемым постоянным током. На рис. 5.10 приведена упрощенная электрическая схема трансформатора ТДФ-1001.

На каждом стержне главного магнитопровода трансформатора 77 расположены катушки первичной W1 и вторичной обмоток. Вторичная обмотка состоит из двух частей: основной части W2О, расположенной у верхнего ярма главного магнитопровода, и дополнительной части W2Д, расположенной вместе с первичной обмоткой у нижнего ярма главного магнитопровода. Магнитный шунт с обмоткой управления W1 размещен в окне главного магнитопровода между обмотками W2Ои W1 на пути основного потока рассеяния трансформатора. Трансформаторы имеют плавно-ступенчатое регулирование сварочного тока.
Ступенчатое регулирование (две ступени) осуществляется переключением витков катушек вторичной обмотки. При переходе со ступени меньших токов на ступень больших токов часть витков основной вторичной обмотки отключается и подключается дополнительная часть вторичной обмотки, индуктивное сопротивление трансформатора при этом снижается. Плавное регулирование тока в пределах одной ступени производится подмагничиванием магнитного шунта. Большему току управления соответствует больший сварочный ток.

Обмотка управления магнитного шунта питается от однотактного тиристорного выпрямителя, состоящего из вспомогательного трансформатора Т2, тиристора KS, обратного диода VD и схемы фазового управления тиристором, выполненной на логическом элементе М-403.
Сварочные трансформаторы ТДФ оборудованы пускорегулирующей и защитной аппаратурой. Предусмотрена возможность местного и дистанционного (с пульта управления сварочного автомата) включения и регулирования сварочного тока. Трансформаторы имеют падающие внешние характеристики. При таких характеристиках получается хорошее формирование шва при работе со сварочными автоматами, снабженными системой автоматического поддержания заданного напряжения Дуги (автоматы с зависимой от напряжения дуги скоростью подачи электродной проволоки).
Между тем в отечественной промышленности в последние годы получили большое распространение более простые и надежные автоматы и автоматические головки с независимой от напряжения дуги скоростью подачи проволоки.
Сварочные трансформаторы ТДФ-1001 и ТДФ-1601 и другие трансформаторы с падающими характеристиками в составе автоматов такого рода не позволяют в ряде режимов сварки получить достаточную стабильность параметров сварного шва. Недостаточная выходная мощность трансформаторов этой серии сдерживала внедрение в производство прогрессивных и форсированных режимов, особенно при многодуговой сварке труб большого диаметра. Выпуск трансформаторов ТДФ прекращен в 1980 г.
Трансформаторы серии ТДФЖ. Номинальные параметры трансформаторов ТДФЖ соответствуют требованиям ГОСТ 7012—77 на трансформаторы для автоматической сварки под флюсом. Трансформаторы этой серии имеют тиристорное регулирование и обеспечивают импульсную стабилизацию процесса сварки .
Магнитопровод трансформатора наборный, бесшпилечной конструкции, изготовлен из стали марки 3414 толщиной 0,35 мм. Обмотки выполнены шиной, намотанной «на ребро». В трансформаторе ТДФЖ-1002 применена алюминиевая шина марки АДО, в ТДФЖ-2002 — медная шина марки МГМ.
Упрощенная принципиальная электрическая схема трансформатора ТДФЖ-1002 приведена на рис. 5.11, внешний вид трансформатора — на рис. 5.12.
Первичные 1,2 и вторичные 3, 4 обмотки силового трансформатора 77 состоят каждая из двух катушек, разделенных для удобства йа две последовательно соединенные секции. Между секциями катушек вторичной обмотки установлены обмотки импульсной стабилизации 5, 6. В окне трансформатора размещены две катушки реакторной обмотки 7, 8, позволяющей производить ступенчатое регулирование тока. В трансформаторе ТДФЖ-1002 полный диапазон регулирования разбит на две, а в ТДФЖ-2002 — на три ступени; третья ступень регулирования в трансформаторах ТДФЖ-2002 обеспечивает возможность сварки при больших (до 40 В) падениях напряжения в сварочных проводах.
В трансформаторе ТДФЖ-1002 для сварки в диапазоне малых токов катушки реакторной обмотки включены последовательно и согласно по отношению к первичной обмотке; в трансформаторе ТДФЖ-2002 катушки реакторной обмотки включены последовательно для сварки в диапазоне малых токов и параллельно — в диапазоне средних токов. При сварке в диапазоне больших токов реакторные обмотки не включаются.
Тиристорами VS1 и VS2 регулируется напряжение на первичной обмотке силового трансформатора 77. Защита силовых тиристоров VS1 и VS2 от коммутационных перенапряжений производится ЛС-цепями (С1 и Rl). Защита управляющих переходов тиристоров от случайных сигналов осуществляется резисторами R2 и R3 и конденсаторами С2 и СЗ. Импульсы управления поступают на тиристоры с фазосдвигающего устройства (ФУ), на вход которого подана разность сигналов задания рабочего напряжения и обратной связи.
Цепь задания рабочего напряжения питается от обмотки Т2.3 вспомогательного трансформатора Т2. После выпрямления диодным мостом VD1 и сглаживания конденсатором С4 напряжение подается через резистор R4 на стабилитрон VD2. Для параметрической стабилизации рабочего напряжения трансформатора используют делитель из резисторов R5 и R6. На потенциометр задания рабочего напряжения R 7 подается разность стабилизированного напряжения на стабилитроне VD2 и не-стабилизированного напряжения на резисторе R5. Таким образом, при росте сетевого напряжения сигнал задания на потенциометре R 7 уменьшается, а при уменьшении сетевого напряжения — увеличивается. Резисторы R8 и R9 служат для установления минимального и максимального значений рабочего напряжения трансформатора.
Напряжение задания с потенциометра R 7 сравнивается с сигналом обратной связи по рабочему напряжению. Цепь обратной связи состоит нз выпрямительного моста VD3, резисторов делителя напряжения обратной связи R10 и R11 и сглаживающего конденсатора Сб. В полностью сформированном виде напряжение обратной связи выделяется на резисторе R11.
Разность между напряжениями задания и обратной связи через фильтр (резистор R12, конденсатор С5) подается на вход ФУ.
Уменьшение напряжения на выходных зажимах трансформатора в результате воздействия какого-либо возмущения процесса (например, уменьшение вылета электрода) вызывает уменьшение сигнала обратной связи. Поскольку напряжение задания не изменилось, возрастает разностный сигнал на входе ФУ. Заряд времязадающего конденсатора ФУ ускоряется, уменьшается время от начала полупериода напряжения питающей сети до момента разряда конденсатора и поступления импульсов управления на силовые тиристоры. В результате напряжение на обмотках силового трансформатора возрастает до прежнего значения.
Трансформатор включается на сварку выключателем К1. При этом подается питающее напряжение на ФУ, на узел задания рабочего напряжения (обмотка Т2.3) и на выходное устройство ФУ (обмотки Т2.4 и Т2.5). На выходных зажимах силового трансформатора устанавливается напряжение холостого хода, соответствующее уставке потенциометра R 7.
В случае пробоя силовых тиристоров VS1 и VS2 при отсутствии сварки на вторичной обмотке трансформатора появится полное напряжение холостого хода. Для обеспечения безопасности обслуживающего персонала предусмотрена автоматическая защита. С этой целью выводы независимого расцепителя HP автоматического выключателя Q1, установленного на входе трансформатора, через размыкающий контакт магнитного пускателя К2 подключены на выходные зажимы трансформатора, что обеспечивает практически мгновенное отключение его от сети при появлении напряжения холостого хода в процессе настроечных работ.
На рис. 5.13 приведены внешние характеристики трансформатора ТДФЖ-2002 для диапазонов больших и малых токов; штриховыми линиями обозначены предельные естественные внешние характеристики силового трансформатора для этих диапазонов. Жесткость внешних характеристик обеспечивает поддержание постоянного напряжения дуги. Значение сварочного тока определяется скоростью подачи электродной проволоки. Параллельность внешних характеристик трансформаторов ТДФЖ позволяет ориентировочно установить рабочее напряжение на холостом ходу трансформатора. При замыкании электродной проволоки на изделие в момент зажигания дуги напряжение на выходе трансформатора резко падает, тиристоры фазорегулятора полностью открываются. Это означает, что независимо от режима сварки зажигание дуги всегда происходит на максимальном токе установленного диапазона.

На рис. 5.14 показаны записанные самописцем ток и напряжение первой дуги трехдугового стана для сварки труб большого диаметра при питании дуги от трансформатора ТДФЖ-2002 (рис. 5.14, а) и ТДФ-1601 (рис. 5.14, б). При сварке от трансформатора ТДФЖ-2002 с жесткими внешними характеристиками процесс саморегулирования дуги протекает более активно: постоянство длины дуги обеспечивается непрерывными колебаниями сварочного тока.
В некоторых случаях автоматической сварки, например при сварке под флюсом с зависимой от напряжения дуги скоростью подачи электрода, сварочный трансформатор должен иметь крутопадающие внешние характеристики. В траноформаторах серии ТДФЖ такие характеристики могут быть получены путем относительно несложной переделки схемы управления. Переделка сводится к замене отрицательной обратной связи по напряжению нагрузки обратной связью по току.
В главе третьей отмечалось, что в ТТ с воздушной реакторной обмоткой в окне силового трансформатора сигнал обратной связи по току может быть снят непосредственно с реакторной обмотки, ЭДС которой пропорциональна сварочному току. Для гальванической развязки элементов управления от питающей сети следует использовать разделительный трансформатор, первичная обмотка которого подключается к любой из двух катушек реакторной обмотки, а вторичная — на входные выводы выпрямительного моста цепи обратной связи (мост VD3 на схеме рис. 5.11). Поскольку кратность регулирования сварочного тока выше кратности регулирования напряжения, для формирования линейной шкалы управления током необходимо заново подобрать сопротивления резисторов в цепи задающего потенциометра (резисторы R8 и R9 на рис. 5.11). В случаях, когда должна бьггь обеспечена возможность сварки как на жестких; так и на падающих характеристиках, в различных диапазонах сварочного тока и с качественной стабилизацией по напряжению питающей сети, очевидна необходимость применения переключателя вида внешних характеристик.
Крутопадающие внешние характеристики трансформатора ТДФЖ-2002, подвергнутого рассмотренной переделке, показаны на рис. 5.16. Отношение тока короткого замыкания к рабочему току в трансформаторах не превышает 1,1. При колебании напряжения питающей сети в пределах от +5 до -10% от номинального значения сварочный ток изменяется не более чем на 2%.
Автотрансформатор сварочный АТС-01. Автотрансформатор сварочный АТС-01 предназначен для включения сварочных трансформаторов по двухфазной симметричной схеме (схеме Скотта). Такое включение позволяет при питании мощных однофазных трансформаторов ТДФЖ-2002 обеспечить равномерную загрузку трехфазной сети, а также получить при двух- и трехдуговой сварке фазовый сдвиг между токами двух дуг 90° эл., что при сварке труб под флюсом дает определенный технологический эффект.
Принцип работы автотрансформатора АТС-01 заключается в следующем. Одно из линейных напряжений питающей сети (например, UАВна диаграмме рис. 5.17, а) делится на две равные части: напряжение между точкой деления 0 и фазой С по значению равно 3/2 • UАви сдвинуто по фазе относительно UАВна 90° (270°). Это напряжение трансформируется до номинального значения UОХ= UАВиспользуется дня питания сварочного трансформатора 77 (рис. 5.17, б). Трансформатор Т2 включается на напряжение UАВ .При таком включении токи вторичных обмоток трансформаторов сдвинуты на 90° эл.
Делитель напряжения в автотрансформаторе АТС-01 и собственно автотрансформатор выполнены на едином трехстержневом магнитопроводе. На одном из крайних стержней расположены катушки делителя напряжения, на другом — катушки автотрансформатора. Средний стержень служит для развязки магнитных потоков делителя и автотрансформатора, сечение его в 2 раза больше сечения крайних стержней.
Конструкция автотрансформатора АТС-01 стационарная, с естественной воздушной вентиляцией. Технические данные автотрансформатора
2.7.3. Трансформатор с подвижным магнитным шунтом
Трансформатор с подвижным магнитным шунтом, рис. 2.14 имеет неподвижные первичную 1 и вторичную 2 обмотки, стержневой магнитопровод 3 и подвижный магнитный шунт 4. Каждая обмотка имеет по две катушки, расположенные на различных стержнях. Первичная и вторичная обмотки расположены на большом расстоянии друг от друга. Между ними располагается магнитный шунт, состоящий из двух половинок, сближающихся или удаляющихся друг от друга при работе винтового привода 5. Магнитный шунт расположен на пути прохождения потока рассеяния Фр1 и Фр2. Изменяя величину воздушного зазора lв между половинками шунта, меняют величину магнитного сопротивления прохождению потокам рассеяния.

Рис.2.14. Конструкция трансформатора с подвижным магнитным шунтом
В связи с тем. что первичная и вторичная катушки разнесены относительно друг друга, появляются значительные потоки рассеяния Фр1 и Фр2 . Аналогично конструкции трансформатора с подвижными обмотками, рассматриваемая - обладает повышенным внутренним индуктивным сопротивлением. Поэтому анализ режимов работы трансформатора, в том числе с помощью эквивалентной схемы замещения (рис.2.4) идентичен трансформатору с подвижными обмотками.
Падающая внешняя характеристика у трансформатора с подвижным магнитным шунтом получается за счет повышенного магнитного рассеяния благодаря размещению первичной и вторичной обмоток на значительном расстоянии друг от друга. Основное отличие этого типа трансформатора заключается в способе изменения индуктивного сопротивления Хт , которое определяется величиной потока рассеяния. Величина потоков рассеяния Фр1 и Фр2 определяется изменением магнитного сопротивления RmL , которое зависит от величины зазора ℓв между половинками шунта (6 и 7). Например, при раздвижении шунта потоки рассеяния замыкаются по воздуху и, следовательно, магнитное сопротивление шунта RmL увеличивается, а потоки рассеяния, ЭДС самоиндукции обмоток Ер1, Ер2 и индуктивное сопротивление уменьшаются, а ток I2 увеличивается.
Плавное изменение тока подвижным шунтом обеспечивает в существующих конструкциях трансформаторов кратность 3. 4, поэтому их дополняют ступенчатым - за счет изменения схем соединения катушек.
Серийно выпускались трансформаторы с подвижным магнитным шунтом типа СТШ-250 и СТШ-500, предназначенные для работы в монтажных условиях.
2.7.4. Трансформаторы с подмагничиваемым шунтом
Трансформатор, рис. 2.15 имеет стержневой магнитопровод 1 и неподвижный магнитный шунт 2 стержневого типа. Магнитная проводимость шунта регулируется с помощью обмотки управления 3, питаемой постоянным током. Первичная обмотка 4 закреплена у нижнего ярма, вторичная 5 (состоит из трех частей) у верхнего ярма магнитопровода.
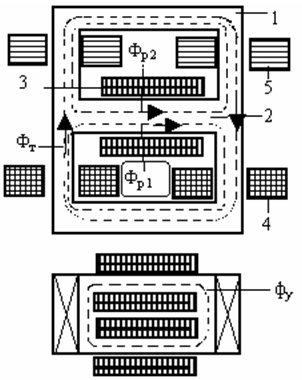
Рис. 2.15. Трансформатор с подмагничиваемым шунтом
Принцип работы и формирование внешней характеристики рассматриваемого трансформатора аналогичен трансформатору с подвижным магнитным шунтом. Отличие заключается лишь в способе изменения магнитного сопротивления шунта RmL. С этой целью на неподвижном магнитном шунте располагают обмотку управления 3, которая запитывается от отдельного регулируемого источника постоянным током. Изменяя величину тока в обмотке управления, меняют степень магнитного насыщения шунта, а, следовательно - магнитное сопротивление потоку рассеяния Фр1 и Фр2. Изменение величины тока Iу модулирует перемещение шунта и не обеспечивает создание дополнительной ЭДС в обмотках трансформатора, а выполняет роль регулятора магнитной проницаемости шунта. Как и у трансформаторов с подвижным шунтом, и с подвижными катушками потоки рассеяния достаточно велики, поэтому с увеличением сварочного тока вторичное напряжение - уменьшается.
Падающая внешняя характеристика у трансформаторов с подмагничиваемым шунтом получается благодаря увеличенному магнитному рассеянию, вызванному наличием магнитного шунта и размещением первичной и вторичной обмоток на значительном расстоянии друг от друга.
Основной способ настройки режима заключается в изменении индуктивного сопротивления трансформатора Хт при изменении магнитного сопротивления неподвижного шунта. Например, при увеличении тока Iу в обмотке управления увеличивается поток Фу , проходящий по стержню шунта. Возрастает магнитное сопротивление шунта RmL. Снижаются потоки рассеяния Фр1 и Фр2, замыкающиеся через шунт и уменьшается индуктивное сопротивление Хт, а сварочный ток I2 увеличивается.
Трансформаторы с подмагничивающем шунтом типа ТДФ-1001 и ТДФ-1601, предназначенные для механизированной сварки под флюсом выпускались в массовом производстве. Электромагнитная схема трансформатора ТДФ-1001 приведена на рис.2.15. Конструкция трансформатора ТДФ-1601 отличается количеством и расположением обмоток при сохранении общей компоновки и принципа действия. Обмотка управления запитывается от тиристорного регулятора, позволяющего плавно изменять сварочный ток с кратностью около 2, стабилизировать сварочный ток при колебаниях напряжения сети. Настройка на режим осуществляется как местно, так и дистанционно, даже в режиме нагрузки.
Плавное изменение тока нагрузки осуществляется изменением тока в обмотке управления магнитного шунта, а ступенчатое - обеспечивается переключением отдельных частей вторичной обмотки.
Контактор в цепи первичной обмотки позволяет включать силовые цепи трансформатора только на время сварки, что обеспечивает безопасность труда при сравнительно высоком напряжении холостого хода трансформатора ТДФ-1601. Для охлаждения трансформатора используется вентилятор.
Основное преимущество трансформатора с подмагничиваемым шунтом в сравнении с ранее рассмотренным трансформатором с механическим - отсутствие подвижных частей и, следовательно, более высокая надежность. Он обладает и всеми достоинствами электрического управления: - малой инерционностью; простотой программного и дистанционного управления; стабилизацией режима.
Сварочные работы. Практический справочник.

Читайте также: