Своими руками дроссель для полуавтомата сварочного
Обновлено: 27.04.2024
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.

Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост

Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.

Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель

Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки

Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.

Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
Дроссель для сварочного аппарата своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение

В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления

Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка

Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Изготовление самодельного дросселя для полуавтомата
Выходной дроссель для сварочного полуавтомата сглаживает токовые пульсации, уменьшает разбрызгивание металла при сварке и поддерживает сварочную дугу при кратковременном коротком замыкании. Прост в изготовлении и настройке даже в условиях домашней мастерской.

В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.

Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Предназначение дросселя
Сварка с применением полуавтомата производится постоянным током отрицательной полярности на проволоке, толщина которой варьируется в пределах 0.5÷3.0 мм. Чем меньше ее диаметр, тем ниже значение сварочного тока и тем стабильнее горение дуги. Во время сварочного процесса расплавленный металл проволоки поступает в сварочную ванну в виде непрерывного потока капель. Этим обеспечивается стабильность дуги и качество сварочного шва. При краткосрочном образовании непрерывного потока металла возникает ток короткого замыкания, а при разрывах происходит его резкое уменьшение. Если в выходную схему полуавтомата включен дроссель, то в первом случае он препятствует мгновенному росту тока, а во втором — компенсирует падение его величины за счет «запасенной» энергии.

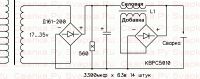
В сварочных полуавтоматах применяют дроссели с фиксированной, ступенчатой (см. рис. выше) или регулируемой индуктивностью. Первый тип применяется при сварке на постоянных режимах, во втором случае дроссель выполнен с несколькими отводами, а в третьем индуктивность регулируется изменением величины зазора в магнитопроводе или механическим перемещением сердечника. При нестабильном источнике внешнего питания наилучшим вариантом для полуавтомата является регулировка зазором, так как она позволяет опытным путем подбирать сварочный режим с устойчивой дугой и без разбрызгивания металла. А оптимальный метод решения проблемы стабильности и качества сварочного процесса — это использование в полуавтомате дросселя в сочетании со схемой вольтодобавки на входном трансформаторе.
Как рассчитать сечение провода обмотки
Для расчета сечения и выбора подходящего провода в первую очередь необходимо определить предельную плотность тока. Ее величина зависит от материала проводника и временно́го режима работы полуавтомата, который определяется паспортным значением параметра ПН (ПВ) — продолжительности нагружения. Формула расчета плотности тока по величине ПН выглядит так:

Здесь Jп — плотность тока в А/мм² для заданной в процентах величины ПН, а J — при долговременных режимах.
Для медных проводников трансформаторов и дросселей J обычно принимают равной 3,5 А/мм².
При использовании алюминиевых проводов необходимо применять понижающий коэффициент 1,6 (см. таблицу).
| ПН (%) | Jп | ПН (%) | Jп | ПН (%) | Jп | |
|---|---|---|---|---|---|---|
| Медь | 20 | 7.8 | 40 | 5.5 | 60 | 4.5 |
| Алюминий | 4.9 | 3.5 | 2.8 |
Чтобы определить сечение провода (S) для намотки дросселя полуавтомата, необходимо паспортное значение максимального тока (I max) разделить на Jп. К примеру при I max=150 А и ПН=40% сечение медного провода будет равно 27 мм². Точный тип проводника (провода или шинки) выбирается по справочнику с округлением в большую сторону.

Вычисление количества витков производится по формуле с использованием габаритов сердечника, которые также определяются расчетным путем. Но народные умельцы всего этого, как правило, не делают, т. к. собирают дроссель для полуавтомата на основе имеющегося в наличии магнитопровода. Обычное количество витков у такого изделия при токе 150–200 А — несколько десятков (40÷60). В отличие от величины сечения ошибка здесь не очень критична. В худшем случае она может привести к тому, что качество сварки не улучшится.
Что потребуется для изготовления
Для того чтобы изготовить дроссель для полуавтомата своими руками, в первую очередь следует сделать требующиеся расчеты, а затем подготовить необходимые материалы и инструмент. В процессе работы потребуются:
- паяльник (от 100 Вт) с принадлежностями;
- слесарные тиски;
- пассатижи, круглогубцы, молоток и пр.;
- сердечник и корпус катушки;
- гетинакс (или подобное) для зазоров;
- лакоткань;
- киперная лента;
- эпоксидка или клей;
- медный или алюминиевый провод (или шинка);
- две клеммы под винт.
Кроме того, необходим брусок для закрепления корпуса катушки, а также кусочки любого пластика или дерева для ее расклинивания.
Пошаговая инструкция по сборке дросселя своими руками
Для изготовления сварочного дросселя не требуется никаких схем или чертежей. Все достаточно понятно и очевидно, нужно только знать, сколько витков и каким проводом предстоит намотать. В качестве сердечника можно использовать любой набор трансформаторного железа, вплоть до пакета прямоугольных пластин. Однако наилучшим вариантом будет использование сердечника типа ПЛ, т. к. он собирается из двух монолитных С-образных половинок и зазоры между ними можно использовать для регулировки индуктивности будущего дросселя.
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
При разборке старого трансформатора необходимо очень аккуратно снять катушки, освободить их от проводов и зачистить до блеска место соединения половинок сердечника. Далее последовательность действий выглядит так:
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.
Сварочный полуавтомат из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции - далее.

В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.

Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.

Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.

Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.

Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.

Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.

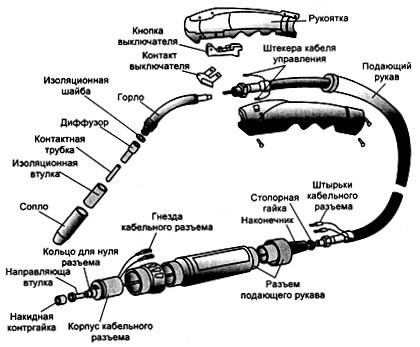
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.

Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:

При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.

Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
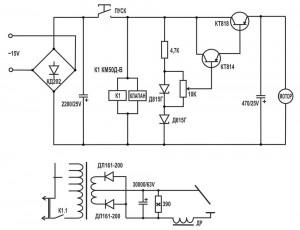
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.

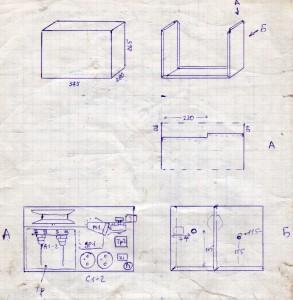
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
К сожалению у меня нет методики расчета дросселя. 40 витков берется для сердечника 11..12 см.кв. Можно сделать дроссель с отводами, 20..25..30..35 и 40 витков (или 20..30..40), потом поиграться с коммутацией и регулировкой зазора. Лучший вариант оставить.
доброго времени.админ,объясните- что значит "вольт добавка"?точнее куда его присоединять.паралелить чтоли.силавой провод понятно-это масса от диодного моста (или на горелку).
кстати схема уменя получилась.заменил все дитали.все заработало.извените,что грешил.
и хотелось бы еще узнать как вы решаете пробле с бобиной проволоки.на что вы ее насаживаете.что бы подача не прерывалась
максим
Вот так нужно подсоединять.
Пол поводу бобины с проволокой не понял и что за схема? Аватар у вас незнакомый, кто вы?
я все схему обираю уже год на ne555.которая 5 раз сгорала.вы для меня ее разработали.я под другим именем зарегестрировался.
бобина(катушка) со сварочной проволокой.на что вы ее насаживаете,чтобы крутилась.я ее пока просто на штырь(болт) нацепил.но когда движок крутит проволока соскакивает.
я так пологаю с вольт добавкой дуга еще круче должна быть?
Тут посмотрите, крепить можно как угодно (как позволяет фантазия). Я так понял у вас проволока слетает, то есть как на катушке спиннинга. Нужно поставить тормоз, обычная пластина из текстолита, она прижимает катушку и не дает ей раскручиваться дальше.
уважаемый Админ. подскажите пожалуйста. есть транс от телевизора СТ 270-1, подойдет он для дросселя? и еще, сечение 1,2 мм кв и 20 мм кв провод какой диаметр должен быть? у меня полечилось (1,2 мм кв - диаметр 0,75 мм) и (20 мм кв - диаметр 12,7мм) правильно я посчитал или нет?
ой, прошу прочения, ТС 270-1
алекс
Трансформатор тот что нужен. ТС это медные обмотки, а ТСА это алюминиевые обмотки, только в этом разница, а сердечники одинаковые.
Если провод диаметром 12,7 мм., то сечение равно:
Площадь круга равна пи эр в квадрате. (П*R в квадрате).
R = 12,7/2 = 6,35 мм
40,3*3,14 = 126 мм. кв. То есть сечение при диаметре 12,7 мм равно 126 мм.кв.
Сечение 1,2 мм. кв. у провода примерно диаметром 1,2 мм.
0,36*3,14 = 1,13 мм.кв.
скажите еще пожалуйста. у меня есть провод с этого транса 0,6 мм кв можно его скрутить в два чтобы получилось сечение 1,2 мм кв или вольтодабавку мотать на один керн в два раза больше витков т.е. ни 90 а 180 витков. и на силовую можно использовать алюминиевый провод, если да то сколько витков нужно мотать на один керн и какое сечение? СПОСИБО!
С сечением вы опять ошиблись.
Сечение провода диаметр 0,6 мм равно:
0.09*3,14 = 0,28 мм.кв. Отсюда следует, что нужно как минимум 4 провода диаметром по 0,6 мм, что бы получить сечение 1,2 мм.кв. Скрутить можно, но 4 штуки.
Можно намотать 180 витков на один керн равномерно. Затем на этот же керн мотать 40 витков силовой обмотки тоже равномерно, то есть обе обмотки на одном керне. Алюминий будет греться, а если делать его сечение толще, то не уместится у вас туда 40 витков, так что только медь. Ну если нету меди, пробуйте алюминий (но я предупредил).
Читайте также: