Технологический процесс сварки кузова автомобиля
Обновлено: 06.05.2024
Многие повреждения кузовов устраняют, используя газовую, ручную электродуговую, полуавтоматическую электродуговую в среде защитного углекислого газа, контактно-точечную и аргонно-дуговую сварку.
Газовая сварка применяется при ремонте кузовов для выполнения прихваток, нанесения латунных припоев в местах концентрации напряжений и ряда других операций. Недостатки газовой сварки – значительные коробления свариваемых деталей, их перегрев и трудоемкость доводки поверхности.
При газовой сварке используется газовая горелка, в которой смешиваются в определенных пропорциях кислород и ацетилен, давая при воспламенении пламя высокой температуры. Оба газа поступают по шлангам от газовых баллонов через редукторы, снижающие давление. Инжекторная горелка работает следующим образом. При открытии вентиля 9 для зажигания пламени кислород под давлением 50 …400 кПа (в зависимости от типа горелки) через трубку 3 и осевой канал инжектора с большой скоростью подается в смесительную камеру, создавая разряжение в канале. Благодаря этому горючее, поступающее к ниппелю под относительно малым давлением, подсасывается (инжектируется) в корпус горелки и далее, проходя снаружи инжектора, попадает в смесительную камеру. Образовавшаяся в смесительной камере горючая смесь, состав которой регулируют вентилями, выходит из горелки через мундштук и поджигается.
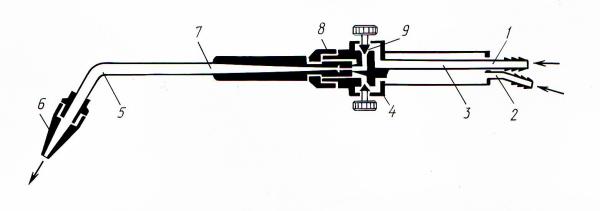
Рис. Газовая горелка:
1 – ниппель подачи кислорода; 2 – ниппель подачи горючего; 3 – трубка; 4 – корпус горелки; 5 – наконечник; 6 – мундштук; 7 – смесительная камера; 8 – инжектор; 9 – кислородный вентиль
Пламя направляется на свариваемый участок. когда металл плавится, к нему подносится стальной пруток, конец которого также расплавляется. С помощью прутка достигается необходимая толщина соединения в месте сварки. В процессе сварки газовую горелку передвигают вдоль обрабатываемой поверхности и одновременно подают пруток. Горелку располагают под наклоном вдоль оси сварного шва таким образом, чтобы пламя было направлено влево. Конец пламени удерживают на расстоянии около 1 мм от поверхности расплавленного металла. Перемещая горелку справа налево, наконечник наклоняют в сторону выполненного сварного шва, а струей пламени прогревают линию сварки. Сварку выполняют сплошным или точечным швом. Сварку точечным швом используют в качестве предварительной операции, предназначенной для прихватки двух соединяемых кромок.
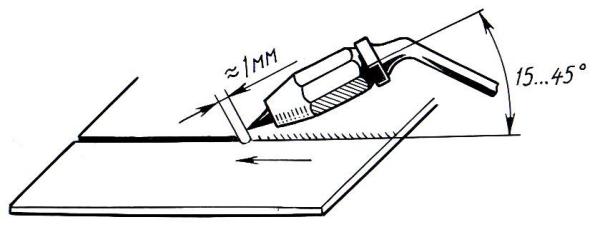
Рис. Положение сопла горелки относительно сварного шва
Ручная электродуговая сварка широкого применения при ремонте кузовов легковых автомобилей не находит, так как получить качественный сварной шов при соединении стальных листов толщиной 0,7…1,0 мм не представляется возможным. Однако для некоторых силовых элементов основания кузова с толщиной металла более 1 мм этот вид сварки может использоваться.
Электродуговая сварка более доступна из-за простоты процесса и оборудования и дешевле газовой. Кроме того, она вызывает незначительные коробления свариваемого металла, причем только в зоне сварного шва.
Качество сварного шва определяется диаметром электрода и силой тока, которые выбирают в зависимости от толщины соединяемых деталей. Перед сваркой кромки соединяемых деталей тщательно подгоняют друг к другу, а затем детали прихватывают вдоль шва. Силу тока для прихватки принимают несколько большую, чем для непрерывной сварки.
После зажигания дуги регулируют силу тока короткого замыкания, пока она не станет на 15…20 % больше требуемой силы рабочего тока. В процессе сварки поддерживают по возможности короткую дугу, устанавливая электрод под углом 10…15° к вертикали и продвигаясь вдоль шва без колебаний. Сварку, как правило, ведут слева направо.
При сварке металл электрода подается к свариваемой детали каплями, которые легче присоединяются к положительному полюсу, поэтому сварку производят на обратной полярности, т. е. электрод присоединяют к отрицательному полюсу. При этом исключено прожигание металла и выше качество сварного соединения благодаря более устойчивой дуге.
Полуавтоматическая электродуговая сварка в среде защитного углекислого газа получила наибольшее распространение при ремонте кузовов легковых автомобилей. Основные преимущества этого вида сварки:
- зона нагрева узкая, в связи с чем свариваемые детали не подвергается значительным тепловым деформациям
- не требуется тепловой изоляции околосварочной зоны
- лакокрасочное и противокоррозионное покрытия разрушаются в меньшей степени, снижается опасность их воспламенения
- улучшаются механические характеристики сварных швов (прочность, ударная вязкость) при соединении деталей
При этом виде сварки в зону дуги подают защитный газ 3, струя которого, обтекая электрическую дугу в зоне сварки, подается в зону сварки через отверстие мундштука 2 и предохраняет металл 5 от воздействия атмосферного воздуха, окисления и азотирования.
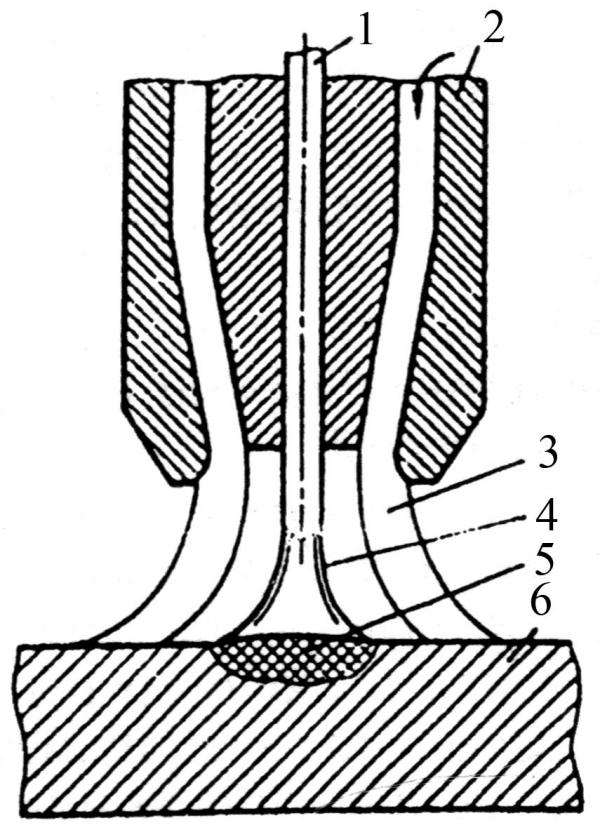
Рис. Схема сварки в углекислом газе:
1 – электрод; 2 – мундштук; 3 – защитный газ; 4 – электрическая дуга; 5 – наплавленный металл; 6 – деталь
В качестве защитного газа используют химически неактивные (инертные) газы – аргон, гелий или их смеси (способ MIG) либо активные газы – СО2 и различные газовые смеси, оказывающие химическое воздействие на расплавленный металл в зоне сварки (способ MAG). Способ MAG предназначен для сварки малолегированных и углеродистых сталей и благодаря высокой эффективности широко применяется при ремонте кузовов легковых автомобилей. Поскольку углекислый газ не является абсолютно нейтральным, с целью уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок. Омеднение сварочной проволоки гарантирует ее сохранность от коррозионного повреждения при хранении, обеспечивает хороший электрический контакт в токоподающем механизме аппарата и дает надежную дугу. Для сварки деталей кузова применяют проволоку диаметром 0,8 мм.
Сварку кузовов в среде углекислого газа производят с использованием полуавтоматов, которые позволяют сваривать листовой металл толщиной до 3 мм, сплошным прерывистым или точечным швом, а также по выполненным отверстиям.
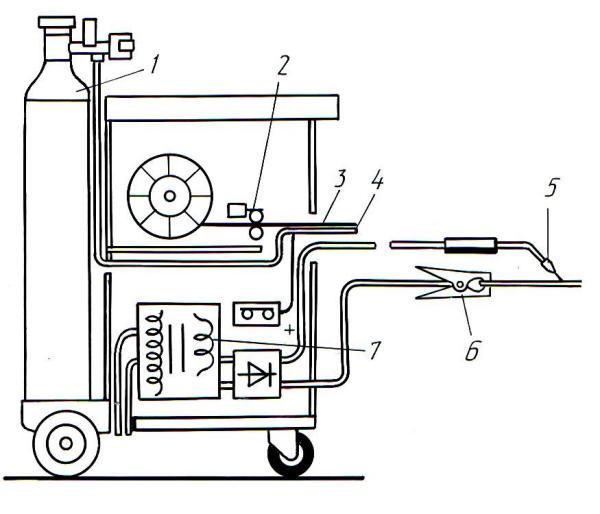
Рис. Схема полуавтомата для сварки в среде защитных газов:
1 – баллон с углекислотой; 2 – механизм подачи проволоки; 3 – проволока; 4 – трубопровод подачи газа; 5 – горелка; 6 – заземление; 7 – трансформатор
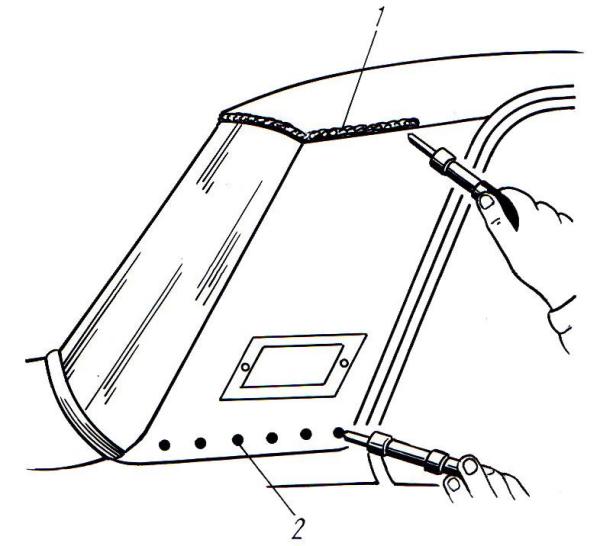
Рис. Виды сварки:
1 – сплошным швом; 2 – точечная
При сварке заземление соединяют с деталью кузова, подвергаемой сварке и выбирают вид сварки (точечная, сплошной шов и т. д.). Открывают кран баллона с углекислотой и включают полуавтомат. При контакте проволоки со свариваемой деталью она автоматически подается механизмом подачи, одновременно в горелку подается углекислота из баллона.
Аргонодуговая сварка применяется при ремонте деталей кузова из алюминиевых сплавов и титана. При этом способе сварки электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью. В зону сварки подается защитный газ — аргон. Присадочный материал вводится в сварочную дугу в виде проволоки так же, как при газовой сварке. Аргон защищает расплавленный металл от окисления кислородом воздуха. Наплавленный металл получается плотным, без пор и раковин.
Режим сварки определяется двумя основными параметрами: диаметром электрода и силой тока. Диаметр вольфрамового электрода составляет 4…10 мм, а сила тока 100…500 А.
Контактная сварка – это процесс образования неразъемного соединения в результате нагрева металла проходящим электрическим током и пластической деформации зоны соединения за счет сжатия.
Она ведется различными способами, в том числе точечным. При нем детали соединяются по отдельным участкам касания, называемым точками.
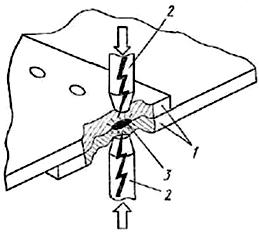
Схема контактно-точечной сварки:
1 – нахлестное соединение; 2 – электроды; 3 – литое ядро (точка)
При таком виде сварки свариваемые детали 1 собирают внахлестку и зажимают усилием между двумя электродами 2, подводящими ток большой силы (до нескольких десятков тысяч А) к месту сварки от трансформаторного источника переменного тока невысокого напряжения (3…8 В). Обычно для контактной сварки используют, способный в повторно-кратковременном режиме генерировать очень большой ток, порядка нескольких тысяч ампер, при очень незначительном напряжении, равном единицам вольт.
Детали нагреваются кратковременным (0,01..0,5) импульсом тока до появления расплавленного металла в зоне контакта. Нагрев сопровождается пластической деформацией металла и образованием литого ядра (сварной точки). Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактных деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. В связи с этим сечение электродов выполняется относительно большим, а материал электрода обладает большой тепло- и электропроводностью.
Сжатие и токоподвод осуществляются электродами либо с двух сторон соединения (двусторонняя сварка), либо со стороны одной из деталей (односторонняя сварка). Последняя используется редко, в основном, когда затруднен доступ к одной из сторон соединения. При этом для увеличения плотности тока в зоне сварки под соединяемые детали подкладывают токоподводящую медную пластину.
Для точечного соединения тонколистовых кузовных панелей внахлест применяются ручные аппараты контактной сварки, за характерный внешний вид получившие название «сварочные клещи». Их также можно использовать для временной прихватки панелей кузова и сварки тонких прутков крест-накрест.
Конструктивно они представляют собой компактный сварокузовных деталейчный трансформатор, снабженный рукояткой. Вторичная обмотка трансформатора заканчивается консольными держателями, в которых закрепляются электроды. Один из держателей на клещах обычно неподвижный, а другой имеет возможность перемещаться. Усилие сжатия создается рычажным механизмом.
Сварка в кузовном ремонте

Важно отметить, что сварка листов тонкого металла очень отличается от сварки деталей, сделанных из толстого металла. При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
Вы можете иметь отличные навыки владения сваркой металлических конструкций из толстого металла, но не все эти умения могут пригодятся при сварке автомобильного листового металла. Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Есть одно сходство между электродной и газовой сваркой толстого металла и тонколистового автомобильного металла. У толстых и тонких металлов, сваренных качественно и прочно, шов выглядит одинаково ровным и красивым.
Типы сварочных соединений в кузовном ремонте

Сварочные соединения в кузовном ремонте делятся на три категории: встык, внахлёст и соединение внахлёст с пазом.
Сварное соединение встык наиболее сложное для новичка. Но после практики и понимания принципа, это соединение не сложно сделать с помощью хороших сварочных аппаратов MIG / MAG или TIG .
Соединение встык делается, когда листы металла стыкуются краями друг с другом с небольшим зазором между ними. Зазор необходим, так как металл расширяется при сварке.
Соединения внахлёст делается с небольшим наложением листов металла друг на друга. В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
Соединение внахлёст с пазом требует применения специального инструмента для подготовки одного из листов. Далее край одного листа подсовывается под фланец другого и приваривается. С лицевой стороны всё выглядит, как непрерывный лист металла. Выпуклость остаётся с обратной стороны. Края листов, иногда, провариваются с двух сторон, чтобы герметизировать стык.

Инструмент для подготовки металла для соединения внахлёст с пазом
Существует ряд проблем с соединением внахлёст и внахлёст с пазом. Одна из которых — необходимость сваривать соединение дважды, если хотите, чтобы оно было герметичным. Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Соединение встык предпочтительнее применять при наложении металлических заплат и ремонтных вставок.
Фиксация
Очень неудобно делать сварной шов, если привариваемая деталь не закреплена. Хорошая фиксация обеспечивает стыковку и нужный зазор между листами металла.

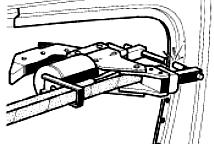
Различные крепления, используемые для фиксации деталей перед сваркой
Существует множество методов фиксации деталей перед сваркой. Выбор зависит от ситуации и от предпочтений. К примеру, магниты подойдут для фиксации заплатки перед её приваркой, но будут бесполезны для удержания на месте заднего крыла автомобиля.
Среди множества фиксирующих методов и приспособлений основными являются: зажимные щипцы различных конфигураций, специальные магниты, сварочные зажимы для соединения встык (edge clips), струбцины. Каждый из перечисленных способов фиксации представляет целый класс фиксирующих приспособлений и существует в различных формах, размерах и конфигурациях. Есть приспособления, специально разработанные для фиксации соединений стык, внахлёст и внахлёст со смещением.
Зажимные щипцы можно назвать основными фиксирующими приспособлениями, которые применяют при сварке в кузовном ремонте. Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.

Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык могут применяться при фиксации ремонтных вставок. Требуют наличия доступа с обратной стороны панелей. Легко устанавливаются и снимаются, а также не мешают при сварке.
Такие зажимы обеспечивают аккуратную стыковку краёв с ровным небольшим зазором. Позволяет отрегулировать и установить листы разной толщины для сваривания. Позволяет выравнивать поверхности по одной линии.
Они не приспособлены для использования на сильно изогнутых , но очень удобны при фиксации прямых панелей.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Типы сварки
В кузовном ремонте чаще всего применяют электрическую сварку полуавтоматом. Но, до сих пор, в некоторых случаях, применяется и газовая сварка.
Используется сварка MIG , TIG и контактная точечная.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930‑х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Сварка MIG / MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота ( N2 ), водорода ( H2 ). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG / MAG , сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG / MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG / MAG . Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG / MAG .
При сварке оборудованием MIG / MAG , важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Сварка TIG

Сварка TIG (tungsten inert gas – сварка вольфрамовым электродом в среде инертного газа), также известно сокращение GTAW (Gas tungsten arc welding – дуговая сварка вольфрамовым электродом в среде защитного газа). Это электродуговая сварка, в которой применяется неплавящийся вольфрамовый электрод. В область сварки поступает защитный газ (аргон или гелий), который защищает от атмосферного воздействия, а также, применяется присадочный металл. Эта сварка является наиболее сложной в освоении. В кузовном ремонте сварка TIG , в основном, применяется при ремонте автомобилей, имеющих алюминиевый кузов.
Кислородно-ацетиленовая газовая сварка
Это старый метод соединения тонколистовых металлов, который по-прежнему, в некоторых случаях применяется. В этом виде сварки, смесь кислорода и ацетилена питает пламя, температура на конце которого достигает 3500 градусов по Цельсию. Кислород и ацетилен находятся в разных баллонах, а их смешивание происходит в горелке. Сварку осуществляют как с применением присадочного металла, так и без него. Кислородно-ацетиленовая сварка расплавляет кромки листового металла, образуя прочную связь. Может применяться для осаживания растянутого металла.
Ремонт кузова автомобиля — пошаговая инструкция для новичков
Стоимость восстановительного ремонта автомобиля, даже после небольшого ДТП или других повреждающих факторов, бывает достаточно высока. Но ведь, кажется, что в проведении этих работ нет ничего особо сложного. Если есть желание, время и соответствующие ресурсы, то ремонт кузова авто своими руками выполнить вполне под силу. Разберём технологию поэтапно.
Дефектовка

В первую очередь нужно определиться с объёмом производимых работ, а для этого автомобиль необходимо вымыть и тщательно осмотреть.
Геометрия
Сначала нужно удостовериться в целостности пространственной геометрии кузова.

Контроль производится по измерению расстояний между контрольными точками. Если же информации по непосредственным точкам нет, то можно ориентироваться на видимую силовую структуру. Расстояния между элементами крепления подвески, силового агрегата должны быть симметричными.
Если геометрия пострадала, то восстановление кузова автомобиля своими руками возможно, но крайне затруднительно. Дело в том, что для этой цели нужно специальное оборудование, практически целый стенд, позволяющий вытягивать кузов в произвольном направлении. Это оборудование недешёвое.
Можно конечно попытаться использовать подручные средства, такие как различные растяжки и домкраты, но качественно выполнить восстановление кузова автомобиля такими средствами довольно затруднительно.
Потому, если нет возможности использовать соответствующий стенд, то приобретать его, смысла нет – ремонт в сервисе выйдет дешевле.
Коррозия

Следует внимательно отнестись к пятнам ржавчины. Сквозная коррозия также не должна «пройти мимо». Если на краске лишь ржавое пятно, то это ещё не означает, что основа насквозь не прогнила – под краской металла может уже и не быть. Все эти места необходимо проверить (простейший способ – постукивание, по звуку станет понятно).
Мелкие вмятины

Зачастую начинают ремонт кузова авто только из-за наличия множества мелких повреждений. Хотя контроль остальных пунктов это не отменяет.
Когда же требуется сварка или замена детали, то без покраски уже не обойтись. Зато можно действовать более простыми методами, а результат также позволит обойтись без шпатлёвки. Хотя если это не принципиально – то можно и ещё упростить процедуру, но уже ближе к покраске.
Ремонт

Если ремонт кузова автомобиля требует восстановления геометрии, то по выше обозначенным причинам сделать его самостоятельно довольно затруднительно. Процесс, если вкратце, состоит из вытягивания в трёх мерном пространстве заранее определённой точки кузова. Для этого необходимо не только «вычислить» эту точку геометрически, но и предугадать поведение кузова при вытяжке, а тут требуется опыт.
Потому рассмотрим более простой и более часто требующийся вид ремонта.
Замена элементов обвеса и сварочные работы

Сначала производим замену элементов обвеса, которые проще и дешевле именно заменить, нежели восстанавливать. Это могут быть двери, капот, крылья, крышка багажника и пр.
Далее устраняем последствия проявления коррозии. Сквозные дефекты вырезаются полностью до «живого металла», куда затем приваривается свежий материал. Где коррозия не достигла такого размаха – просто очищаем поверхность до металла.
Выправление небольших вмятин
Кузовной ремонт кузова автомобиля, практически никогда не обходится без работ по устранению деформаций в виде вмятин. Причём, чаще всего, это именно вмятины, т.к. сам корпус машины выпуклый, и внешние воздействия чрезмерной силы создают деформации именно в виде вмятин вовнутрь.

Ремонт уже более серьёзных повреждений требует полного снятия лакокрасочного покрытия. Для этой цели удобно использовать шлифовальную машинку, с соответствующей насадкой. Главное не перегревать металл (не доводить до посинения), иначе у него меняются свойства.
Другое дело, когда по периметру вмятины вытянулся металл достаточно сильно (глубокая вмятина). Здесь необходимо «провести» его обратно, чтобы он вернулся к первоначальному виду. Т.е. воздействовать, необходимо начиная с периметра, плавно выводя поверхность к первоначальному виду. Для этой цели потребуется небольшая наковальня и резиновая киянка (или деревянный молоток). Железным молотком пользоваться нежелательно, поскольку он сам производит деформации жести.
Наковальня прикладывается к внешнему краю вмятины, а изнутри, воспользовавшись киянкой, металл возвращают на его «законное» место.
Восстановление сильных деформаций
Сам процесс аналогичен предыдущему – необходимо выправлять вмятину от периметра, приближаясь к центру. Только уже используется не киянка и наковальня, а точечный нагрев металла, а затем уже механическое воздействие. В процессе нагрева он становится более пластичен и податлив. Степень нагрева подбирается опытным путём.
Если использовать промышленный фен – то тут сложностей не ожидается. Однако когда применяется точечная сварка – необходимо внимание, иначе можно прожечь металл насквозь. Форма электрода зависит от формы самой вмятины – круглые удобно исправлять круглым электродом, а длинные – широким.
Другие методы
Для этого приваривают (точнее прихватывают) сварочный электрод к тому месту поверхности металла, которое необходимо вытянуть в данный момент. Далее, воспользовавшись либо специальной оснасткой, либо обратным молотком вытягивают металл. После чего электрод отламывается, а поверхность в месте сварки шлифуется. Это достаточно простой и эффективный метод восстановления формы, если производится ремонт кузова автомобиля своими руками, ведь из дорогого оборудования требуется только сварочный аппарат. Обратный молоток же можно даже изготовить самостоятельно.
Ещё один метод восстановления – это напайка металла во вмятину. В этом варианте деформация не исправляется, просто в образовавшуюся «яму» напаивают специальный припой. Этим методом поверхность можно вывести практически идеально, да так, что специализированный прибор по измерению расстояния до металла (толщину краски) не покажет следов ремонта.
Для напайки потребуется припой, флюс (с кислотой) и нагреватель (мощный паяльник). Поверхность тщательно очищается, после чего производится лужение (наносится небольшой слой припоя). Далее постепенно наплавляется весь необходимый объём, главное чтобы его было достаточно. По окончании пайки, поверхность необходимо тщательно промыть, т.к. флюс химически активен, что может привести к появлению коррозии.

Конечно, так поверхность идеальной не сделать – потребуется соответствующая механическая обработка. Далее, механически стачиваются излишки, до получения правильной формы. После производится полировка, по результатам которой уже и получается идеальная поверхность.
Ремонт и восстановление кузова автомобиля таким методом произвести в гаражных условиях очень просто. При этом даже не придётся что-либо разбирать. Правда покраска всё равно потребуется. Мелкие неровности можно и просто выровнять шпатлёвкой, можно и крупные, но это ненадёжно. Однако это уже тема другой статьи.
Сварка кузова автомобиля (инвертором и электродом): рекомендации о подготовке металла и правильной технологии процесса сварки
Корпус автомобиля представляется важной составляющей средства передвижения, как и остальные элементы и детали. Корпус подвергается постоянному риску, так как граничит с наружными факторами влияния.

На обшивку оказывается механическое влияние близлежащих предметов, прочим транспортом и техникой при наступлении неординарных ситуаций. Это в свою очередь ведёт к порче формы деталей и утере общего красивого вида.

Ко всему агрессивное влияние оказывает внешняя среда в виде грязи, воды, снега, солевых масс – из-за чего появляется ржавчина и трещины. В таких случая необходим ремонт кузова автомашины.

Содержание
Что такое сварка кузова автомобиля
Сваривание кузова легковушки – это трудный процесс, независимо от типа сварки будто дугой, точечной или иного типа. Во всяком случае она нуждается в отличном сварном аппарате для работ на обшивке авто, большого умения и профессионализма сварщика – всё это в сочетании обеспечит хороший итог.

Неимение надлежащего опыта и подходящего сварочного агрегата не даст возможности получить точность и тонкость шва.

Работы со сваркой на кузове нужно осуществлять в специально устроенной для этого комнате, где предусмотрена розетка с подсоединением к сети с необходимыми составляющими частоты, силы тока, уровня напряжения, либо подсоединение газа.

Сваривание кузова собственноручно получится проделать только в нетрудных ситуациях и для реставрации обшивки в местах, где красота шва не играет большой роли.









Тонкости сварки кузовов

Потому понадобится проделать анализ нанесённого вреда и наметить лучшие свойства будущего шва.

Ещё нужно принять во внимание такие аспекты:
- Месторасположение дефекта. Отражается на комфорте реализации работ и на выбор метода сваривания;
- Характер разрушения – точечное, по типу разрыва или трещины. Это скажется на размерах свариваемого шва;
- Потребность применить заплату. Требуется при большом нарушении кузова.

Выявив форму повреждения, приняв к сведению все вышеупомянутые аспекты, можно подобрать сварочный прибор. Если имеющаяся модель не отвечает минимальным технологическим запросам по проведению работ, тогда советуется обратиться в профи автосервис.

Разновидности аппаратов сварки









Сваривание кузова автомобиля полуавтоматом
Заваривание полуавтоматом с электродами является самым приемлемым типом оборудования, подходящим для ремонта технического средства.

Осуществление сварки с применением полуавтомата на легковушке, даёт возможность без добавочных затруднений подступить к любому углу автотранспорта для создания варочного шва. Здесь не понадобится больших знаний в сфере сварки и опытности в работах.
- Полуавтомат под сварку в техническом обустройстве сложен незамысловато: для его работы используется такой же трансформатор тока, что и во всём похожем оборудовании, особенностью является только подходящее расходное сырьё.
- Заваривание полуавтоматическим прибором делается с использованием сварной проволоки d:0,2-2 мм и углекислого газа. Часто проволока обладает медным покрытием, предоставляющим хороший электрический контакт.
- Углекислота нужна для невозможности процессов окисления, ведь не даёт раскалённому металлу вступать в связь с кислородом. Так в ходе сваривания машины используется углекислый газ в баллоне, полуавтомат нуждается и в редукторе для понижения давления.

Лучший результат можно получить при условии верной настройки этого агрегата. Для сварки полуавтоматом на СТО даёт возможность корректировать силу тока и скорость передачи проволоки. Добившись точной настройки агрегата – это даст возможность устраивать незаметные для глаз прочные швы на плоскости кузова автомашины.

Мастеру без опыта советуется делать сваривание на глушителе авто инвертором. Провести сварку глушителя электрической сваркой сможет только мастер с опытом и через сварку точечного типа, без перемещения электрода.

Сварка инвертором
В наше время всё чаще стали применять для сварных работ на кузовах инверторы. Это модернизированный, небольшой и облегчённый прибор для сварки, функционирующий на современных элементах и со свойственным ему методом преобразования тока.









Он имеет низкую чувствительность к заниженному току и предоставляет лёгкое разжигание дуги.
- Для сварщика с минимальным опытом – инверторная сварка в приоритете. Действительно, инвертор стоит выбрать для ремонта машины, ведь его не получится освоить только ребёнку.
- Используемые в рабочем процессе электроды не отличаются от расходного сырья при классической сварке. Однако стоит заметить, что при всей своей простоте, итоги сварки инвертором редко имеют качественные швы.
- Часто швы выходят толстыми и неровными, из-за неравного нагрева металла возникают искривления, даже если работать прибором с мастерством. Потому инвертором завариваются неприметные для глаз места на кузове машины: в багажнике, под крыльями и другие места.

До начала работы нужно подстроить ток, ориентируясь на то, как утолщены детали и сырьё, подобрать электрод и подсоединить клемму массы к рабочей плоскости.

На вопрос автовладельцев о подходящей сварке для сварки кузова авто можно прислушаться к специалистам, которые советуют для реставрации кузовных деталей на видных делянках применять полуавтомат с электродом.

Когда нарушения находятся в участках машины сокрытых для глаз, тогда подойдёт инвертор. А для ремонта глушителя авто собственными силами лучше прибегнуть к холодной сварке.
Читайте также: