Технология орбитальной сварки труб
Обновлено: 02.07.2024
Пресс-центр
| 15 июня | POLYSOUDE TIGer: Представляем будущее дуговой наплавки! |
| 14 января | Какой бы сложной ни была задача по сварке нержавеющих сталей Super, Hyper или Lean Duplex (Дуплекс), предложенные Полисудом решения будут превосходить все прочие |
| 10 октября | Релиз продукта: Откройте для себя наши новые источники сварочного тока P4-3 и P6-3 |
| 1 мая | Полисуд приглашает на выставку "МЕТАЛЛООБРАБОТКА 2019" |
| 4 февраля | В АО "НПО "ЦНИИТМАШ" состоялись переговоры с делегацией фирмы "POLYSOUDE S.A.S. (Франция) |
| 1 ноября | Международная презентация-семинар на заводе фирмы POLYSOUDE S.A.S., г.Нант, Франция |
| 14 июля | Полисуд приглашает на выставку "Schweissen & Schneiden 2017" |
| 2 марта | Совместимость источников тока POLYSOUDE с AMI и Swagelok |
| 8 февраля | Итоги 11-ой выставки металлообработки и сварки, г. Красноярск |
Ближайшие события
Выставка "RUSWELD 2022"
Фирма ПОЛИСУД С.А.С. (Франция) приглашает посетить специализированную выставку "Оборудование, технологии и материалы для процессов сварки, резки и контроля качества сварных соединений".
О компании POLYSOUDE

ПОЛИСУД - Ваш партнёр в орбитальной сварке
Последовательное повышение производительности и качества – цель, провозглашенная ПОЛИСУДом и его партнерами.
Ведущий мировой производитель установок для орбитальной сварки ПОЛИСУД С.А.С. (POLYSOUDE S.A.S.), Франция, исходя из своего более чем 50-летнего опыта, предлагает Вам для решения производственных задач свои оборудование и услуги:
⇒ Стандартные установки с интуитивной системой управления для сварки трубопроводов в любых пространственных положениях.
⇒ Широкую палитру оборудования для сварки соединений «труба – труба» и «труба – трубная доска», включающую:
головки закрытого типа серий UHP, MW и K для сварки без присадки труб диаметром от 1.6 до 170 мм, с толщиной стенки до 2.75 мм, позволяют
• получать как стыковые соединения труб;
• осуществлять приварку «калачей» и отводов труб;
• компенсировать допуски по внешнему диаметру трубы и её терморасширение при сварке посредством запатентованной зажимной системы.
головки открытого типа серии MU IV для сварки труб диаметром от 8 до 275 мм позволяют
• осуществлять сварку тонко- и толстостенных труб, приварку фланцев с подачей холодной или подогретой присадочной проволоки или без неё;
• выполнять сварку с колебаниями электрода или без них.
сварочные автоматы POLYCAR для сварки труб диаметром от 32 мм и выше позволяют
• осуществлять сварку способами: ВИГ-холодная проволока, ВИГ-подогретая проволока, плазма;
• выполнять сварку в щелевую разделку;
• при необходимости производить сварку продольных швов.
Что такое орбитальная сварка
Для монтажа трубопроводов в полевых условиях используется орбитальная сварка. Это автоматизированный процесс соединения бесповоротных стыков. Труба проваривается головкой, закрепленной на вращающемся устройстве. Специальный зажим плотно фиксирует аппарат в рабочей зоне. Для работы необходимы навыки оператора. Сварщик выбирает необходимый режим в зависимости от размера, толщины стенки, химического состава сплава. В процессе работы следит за параметрами.

Особенности орбитальной сварки
Дуга в автоматическом режиме проворачивается по всей окружности, труба равномерно проваривается со всех сторон. Стыковая сварка труб орбитальными аппаратами незаменима в труднодоступных местах, где сложно проварить неподвижную заготовку.
Сварочный автоматизированный процесс представляет собой ручную или аргонодуговую электросварку с использованием тугоплавкого вольфрамового электрода и наплавочной проволоки. При зажигании дуги кромки оплавляются, создается ванна расплава. Присадка образует на месте стыка аккуратный валик. Головка проходит по всей окружности (орбите). Заготовки при работе не вращаются, остаются неподвижными.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов; ;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
- снижается риск дефектов шовного валика;
- регулирование дуги снижает область разбрызгивания ванны расплава;
- соединение частей трубопровода, трубных досок можно производить в любом пространсвенном положении;
- широкий диапазон свариваемых сплавов: углеродистых и легированных сталей, цветного металла;
- возможность работать с присадкой и без нее;
- отсутствие окалины на шве;
- процесс протекает без образования дыма.
- высокая стоимость аппаратов;
- сложность ремонта и обслуживания оборудования;
- низкая скорость тонких трубопроводов (головка медленно движется по небольшой орбите).
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм. Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170. По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.
Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Технология сварки
Для выравнивания концов применяют отрезные станки, обеспечивающие вертикальную ровную кромку. Толстостенные трубы подготавливают к работе в заводских условиях: производят разделку кромок, срезают под углом 30°. Тонкостенный прокат заплавляют без присадки.
До орбитальной сварки труб проводятся подготовительные работы. Производится очистка концов от заусенцев, загрязнений. Подготовленные отрезки центруют, укладывают на установленном расстоянии друг от друга. Для орбитальной сварки труб малого диаметра достаточно приобрести съемную головку. Она крепится на универсальных зажимных системах. Поверхность стыка делят на сектора, для каждого задаются индивидуальные режимы с учетом давления собственного веса заготовки в нижней части. Расплавленный металл не должен провисать сверху. Параметры рабочего тока, скорость подачи присадочного прутка устанавливает оператор в зависимости от марки стали, формы заготовки. Орбитальный аппарат крепится в области стыка.
Сваривание металла производится автоматически. После заделки всех секторов оборудование отключается самостоятельно.
Орбитальные аппараты узкоспециальные. Их приобретают для монтажа трубопроводов большой протяженностью, для ремонта теплообменников и котлов. Это наиболее перспективный метод монтажа трубного проката. В быту подобное оборудование применять нецелесообразно из-за длительного периода окупаемости.
Сварка нержавеющих труб: аргонодуговая, орбитальная
Трубопроводы из нержавеющей стали, благодаря уникальным свойствам материала, широко применяются во многих отраслях промышленности и коммунальном хозяйстве. Для получения надежных соединений сварку труб из нержавеющей стали делают по специальным технологиям. Это усложняет монтаж, но в ряде случаев необходимо для выполнения требований нормативных документов. Например, в международных актах указывается, что орбитальную сварку нержавеющих труб нужно применять обязательно, если они контактируют с пищевыми продуктами.

Особенности сварки нержавейки
Чтобы без изъянов сварить трубы из нержавейки, особенно тонкостенные, нужно учитывать ее отличия от обычного металла. Теплопроводность нержавеющей стали на 70% меньше, поэтому металл на стыке перегревается. В результате повышается вероятность прожига. Для устранения этого недостатка значение сварочного тока устанавливают на 20% меньше чем для черного металла.
Из-за большого коэффициента температурного расширения зона стыка может деформироваться и потрескаться. Для устранения последствий этого явления оставляется зазор между свариваемыми трубами. Нагретому металлу есть куда расширяться, поэтому деформация сводится к нулю.
Если соединение выполняется высоколегированными электродами, они будут перегреваться, так как у нержавеющей стали высокое электрическое сопротивление. Поэтому скорость плавления электродов возрастет, а качество шва снизится. Если иной способ сварки невозможен, их нужно укоротить до минимума.
Подготовительные работы
Перед сваркой труб из нержавеющей стали проводится подготовка места стыка. Чтобы шов был качественный, необходимо:
- Зачистить кромки напильником, наждачной бумагой или абразивным инструментом.
- Участки нержавеющих труб возле стыка обезжирить ацетоном. Этот растворитель также помогает поддерживать электрическую дугу на стабильном уровне, что положительно сказывается на качестве соединения.
- Стыкуя трубы не забывать о зазоре между ними, чтобы не было деформации.
- Закрыть теплостойким материалом поверхности возле стыка, чтобы на них не попадали капли расплавленного металла.
Способы сварки труб из нержавеющей стали
В заводских условиях заготовки из нержавеющей стали соединяют лазерной, плазменной и высокочастотной сваркой. Домашним мастерам доступны следующие методы:
- Ручную дуговую сварку выполняют короткой дугой, не двигая электрод поперек шва. Чтобы повысить коррозионную стойкость шва и избежать горячего растрескивания в составе его обмазки должен содержаться феррит. Работа с такими электродами проводится постоянным током обратной полярности. Иначе дуга будет неустойчива. При наложении швов по вертикали и на потолке величина тока снижается на 30%. Электроды перед работой прокаливают, чтобы исключить образование пор водородом.
- Сваркой под флюсом соединяют трубы из нержавеющей стали со стенками толщиной 3 — 50 мм. За счет плавного перехода между основным металлом и швом достигается высокая коррозионная стойкость. Этот способ менее трудоемкий, чем предыдущий, так как кромки обрабатываются при толщине стенок больше 12мм, а не от 4 как при ручном дуговом способе. Работа производится электродом с вылетом в 2 раза меньшим стандартного значения. Флюс предварительно прокаливается.
- При сварке в среде углекислого газа образуется много брызг и оксидная пленка поверх шва. Поэтому коррозийная стойкость соединения невысока. Для ее повышения применяются специальные эмульсии.
- Для сварки в среде инертного газа характерна стабильность дуги и меньшее выгорание легирующих добавок. Работа выполняется постоянным током прямой полярности плавящимися и вольфрамовыми электродами.
Технология аргонодуговой сварки труб из нержавеющей стали
Соединение заготовок из нержавеющей стали этим способом ведут неплавящимся электродом из вольфрама, закрепленного в центре сопла горелки. Через него аргон поступает к стыку, создавая защищенную зону. Шов создается в результате плавления присадочной проволоки, подаваемой вручную или автоматически.
При наложении шва нельзя делать поперечных движений горелкой с электродом и присадочной проволокой. При их выходе за пределы защищенной зоны качество соединения снизится. Сварку рекомендуется проводить с поддувом аргона на обе стороны. Нельзя касаться поверхности заготовок электродом даже для розжига дуги. Опытные сварщики используют для этого пластины из графита или угля, перенося затем дугу на стык. После завершения работы зона стыка в течение 10 — 15 секунд должно находиться в аргоновой среде. Это ускорит остывание шва, и предотвратит окисление электрода.
При сварке труб из нержавейки необходимо обдувать место соединения аргоном как снаружи, так и изнутри. Проблема решается просто:
- в торец одной из труб забивают пробку из любого подручного материала;
- на стык наматывают скотч или изоляционную ленту;
- через торец другой трубы с помощью горелки закачивается аргон;
- после заполнения газом всего объема забивают вторую пробку;
- снимают скотч или изоляционную ленту, начинают сваривание.
Орбитальная сварка нержавеющих труб
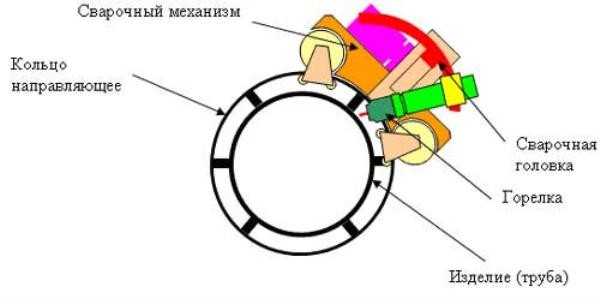
В основу этого способа заложен аргонодуговой метод, но сварочная головка движется по окружности трубы, вдоль стыка, создавая непрерывный шов. Отсюда и название. Процесс полностью автоматизирован и контролируется процессором. Длину дуги выставляют путем крепления головки на направляющих в нужном положении.
Программа, заложенная в процессор, изменяет параметры процесса в зависимости от положения головки во время ее движения по орбите. Для этого стык по длине делится на горизонтальные, вертикальные и участки под углом. При прохождении головки по любому из них автоматически изменяются значения параметров:
- скорость движения головки;
- величина сварочного тока;
- скорость подачи присадочной проволоки;
- расход аргона.
Поскольку на всех участках орбиты условия сварки оптимальны, формируется однородный шов высокого качества. Для соединения труб диаметром 8 — 275 мм используется головка открытого типа. На трубопроводах большего сечения, предварительно заполненных инертным газом, применяется закрытая конструкция. Стыковка труб из нержавеющей стали с толстыми стенками проводится в несколько проходов с изменением угла наклона головки. Длительность процесса увеличивается, поэтому в комплект оборудования включается блок ее принудительного охлаждения.
Не важно, каким способом свариваются трубы из нержавеющей стали. Главное качество шва, от которого зависит надежность и срок эксплуатации трубопроводов. Можно и вручную добиться хороших результатов, но лучше обзавестись полуавтоматом для аргонодуговой сварки (TIG). Он универсален и позволяет качественно сваривать различные металлы толщиной от 1 мм.
Орбитальная сварка

Орбитальная сварка применяется при соединении труб большого и малого диаметра в различных промышленных и хозяйственных сферах. Сваривание происходит в автоматическом режиме, для этого используется специальное навесное оборудование. Мастер только задает параметры и контролирует процесс.
По сравнению с ручным способом сварного соединения орбитальная сварка позволяет свести процент брака к минимуму, ускорить выполнение работ, добиться максимального качества исполнения. О том, какое оборудование используется для орбитальной сварки, как проходит сам процесс, вы узнаете из нашего материала.
Отличия ручной и орбитальной сварки труб
Бесповоротный стыковой тип шва является самым сложным видом сварного соединения труб любого диаметра. Для простого соединения двух труб достаточно обладать навыками сварки в любом пространственном положении, которыми чаще всего обладают только мастера высшей квалификации. Многим начинающим сварщикам при формировании верхней части шва кажется, что остальная его часть будет такой же простой, как и начало. На самом деле это не всегда так.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
После верха производится сваривание боковых вертикальных стыков, что уже намного сложнее. А заканчивается процесс выполнением потолочного шва на нижней части трубы. Такая операция для новичков, имеющих недостаточный опыт, – нелегкая задача.

Основные отличия автоматической орбитальной сварки от ручной заключаются в следующем:
- орбитальную головку можно повернуть вокруг обрабатываемой заготовки на угол до 360°;
- технологическая оснащенность процесса современными системами числового управления позволяет свести к минимуму задействование ручного труда оператора;
- чаще всего (в 9 случаях из 10) используются вольфрамовые электроды.
Эффективность орбитальной сварки в большей степени зависит от чистоты применяемого аргона. К примеру, для сварных работ в обычных заводских условиях используется газ чистотой до 99,95 %, а для соединения нержавеющих труб способом орбитальной сварки в некоторых случаях необходим аргон ультравысокой чистоты, значение которой может достигать 99,9998 %.
Сферы применения орбитальной сварки
Оснащенность специальным оборудованием позволяет выполнять всю работу в автоматическом режиме, задача сварщика заключается только в выставлении необходимых настроек и наблюдении за ходом процесса. Кроме этого, подача защитного газа и присадочной проволоки в сварочную зону также осуществляется автоматически. Говоря простым языком, метод орбитальной сварки очень схож со сваркой полуавтоматом, только специалисту отводится не первостепенная роль в процессе, а движение горелки может осуществляться по круговой траектории.
Автоматы орбитальной сварки трубных стыков используются при следующих технологиях:
- ведение работ по линейному монтажу трубопроводов;
- крепление фланцевых соединений;
- соединение отводов, тройников и другой трубной арматуры с отрезками трубного проката;
- сваривание теплообменников из трубы.
Использование установок орбитальной сварки трубопроводов приводит к минимизации брака, увеличению производительности при прокладке трубопроводов, сборке котлов и установке теплообменников. Кроме этого, значительно упрощается обслуживание и ремонт ТЭС, инженерных коммуникаций, газовых магистралей нефтепроводов.
Выполнить технологию орбитальной сварки достаточно просто. Для этого сначала надо установить деталь во вращатель, который предназначается не только для ее фиксации, но и для перемещения, когда в этом возникает необходимость. Помимо этого, в процессе сварного соединения частей труб применяются центраторы. Такое оборудование оснащается сварочной головкой для орбитальной сварки, предназначенной для формирования шва при помощи электрической дуги во время ее перемещения по линии стыка. Здесь не используются какие-либо специфические функции, которые бы удивили сварщика с большим опытом.
Преимущества и недостатки орбитальной сварки
Сегодня популярность использования установок орбитальной сварки с каждым годом увеличивается. Причина этого, безусловно, заключается в наличии ряда следующих особых преимуществ:
- Технология позволяет достичь высокой производительности без снижения эффективности и качества.
- Процесс сваривания можно выполнить как с помощью присадочных материалов, так и без них.
- Орбитальный способ сварки почти исключает шлак и вредные для человеческого организма испарения. Благодаря этому негативное воздействие на сварщика сводится к минимуму.
- Параметры сварки контролируются автоматически. Иначе говоря, сварщик-оператор только задает необходимые настроечные параметры, а рабочий режим поддерживается посредством оборудования.
- Правильный выбор модели сварочной каретки в сочетании с комплексом позволит без особых проблем соединять любые металлы, включая стали и даже титан. Обладая определенными навыками и опытом, сварщик сможет выполнить сварку латунных или бронзовых заготовок.
- Процесс нанесения шва выполним из любого пространственного положения.
- Технологичность процесса позволяет обеспечивать достаточно низкий процент брака. Так как обработку детали производят по заданному алгоритму, а человеческий фактор при этом сведен к нулю, то в итоге получают высококачественные сварные соединения.

У орбитального способа сварки, как и у любого другого метода соединения деталей, имеются свои недостатки, среди которых можно выделить:
- Достаточно большую стоимость оборудования.
- Сложное техническое обслуживание и ремонт оборудования.
- Довольно низкая скорость обработки тонкостенных трубопроводов (зависит от вида применяемой орбитальной головки).
Еще один плюс скрытого характера заключается в том, что сваривание труб одного диаметра дает возможность организовать серийное производство. Надо всего один раз установить оптимальные настройки, и линия запустится до окончания всей партии деталей. А отсутствие человеческого фактора окажет существенное влияние на повышение качества сварного соединения.
Компоненты оборудования для орбитальной сварки
Аппарат орбитальной сварки представляет собой объединение трех крупных узлов: системы подачи газа, источника сварочного тока, кроме этого, используются сварочные «головки». Система подачи газа применяется такая же, как и в любом полуавтоматическом оборудовании. А об источнике тока и сварочной головке стоит сказать немного больше.
Источником тока служит инвертор, способный выдать от 30 до 400 ампер, недалеко от которого размещают газовый баллон. Инвертор имеет программируемую панель управления. Помимо этого, есть модели, оснащенные дистанционным управлением. В корпусе предусматривается установка принтера, который выдает распечатку на бланке с техническими результатами выполненных работ.

Чтобы выполнить настройку оборудования орбитальной сварки, необходимо задать следующие параметры: толщину стенок и диаметр трубы, необходимый объем газа, угол наклона и скорость перемещения электрода, скорость подачи присадочной проволоки, силу сварочного тока и его напряжение.
Существует несколько типов сварочных головок, с помощью которых можно сваривать металлы толщиной до 170 мм. Они, в свою очередь, подразделяются на три основные группы:
- Открытого исполнения. Такой тип головок для орбитальной сварки используют при соединении толстостенных труб, когда необходимо выполнить многократные повторы цикла. Их преимуществом является возможность оператора контролировать длину дуги на протяжении всего процесса.
- Закрытого типа. Процесс орбитальной сварки происходит в камерах закрытого типа, которые заполняются для полной защиты всех элементов инертным газом. Высокий уровень надежности является их основным достоинством. Даже от частичной разгерметизации стыка качество сварного соединения не ухудшится, так как кислород не сможет проникнуть внутрь.
- Для трубных досок. Такая разновидность орбитальной сварки используется для реставрации теплообменников, состоящих из множества элементов. Процесс позволяет значительно упростить соединение деталей, одновременно снижая воздействие человеческого фактора.
Для сварки труб определенного диаметра должны использоваться соответствующие типы головок. Например, для сваривания металла диаметром в диапазонах от10 до 170, от 33 до 90 и от 17 до 50 мм должен использоваться инструмент типа РКВ и РКС.
Орбитальная сварка труб малых диаметров является высокоскоростной, не требующей дополнительного оборудования. В то время как для соединения трубного проката больших размеров потребуются специальные кронштейны, необходимые для передвижения по ним сварочной головки для орбитальной сварки. Траектория перемещения головки также программируется, коррекцию всех настроек можно делать в процессе работы, в том числе и с помощью дистанционного управления. Для достижения максимального качества шва при сваривании труб большого диаметра можно дополнительно менять положение электрода.
Требования к орбитальной сварке и настройка оборудования
При подготовке поверхностей к свариванию выравнивание торцевых поверхностей выполняют на отрезных станках, которые позволяют обеспечить ровную вертикальную кромку. Обработка толстостенных труб производится в заводских условиях: после разделки кромок делается фаска под углом 30°. Прокат с тонкими стенками следует заплавлять без использования присадки.
Рекомендуем статьи
Не существует определенного ГОСТа, в котором была бы полностью описана вся технология орбитальной сварки. Но положения следующих документов можно частично использовать на практике:
- ГОСТ 10157-79. Аргон газообразный и жидкий. Перечислены технические условия применения.
- ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Излагается описание сварочных процессов и приводятся основные определения и термины.
- ГОСТ 6996-66. Сварные соединения. В нем представлены данные о методах определения механических параметров.
- ГОСТ 16037-80. Сварные соединения стальных трубопроводов. Содержит информацию об основных типах, конструктивных элементах и размерах.

Перед проведением орбитальной сварки труб необходимо выполнить подготовку поверхностей. Сначала зачищают концы от загрязнений и заусенцев. После этого следует отцентровать подготовленные заготовки и разместить, выдержав между ними необходимый зазор.
Чтобы выполнить орбитальную сварку труб малого диаметра, достаточно иметь съемную головку, закрепив ее на универсальных приспособлениях зажимного типа. Стыковую поверхность следует разделить на секторы, для каждого задать индивидуальные параметры, учитывая давление собственной массы заготовки в нижней области. Нельзя допускать провисание сверху расплавленного металла.
Выбор параметров скорости подачи присадочного прутка, рабочей силы тока оператор-сварщик производит самостоятельно, опираясь на марку обрабатываемой стали и геометрическую форму детали. Аппарат орбитальной сварки прикрепляется в области стыковой части соединения.
Процесс орбитальной сварки нержавеющих труб выполняется оператором в следующей последовательности:
- настройка орбитальной системы;
- выбор и установка подходящего типа орбитальной головки;
- закрепление аппарата вдоль линии планируемого сварочного шва;
- включение сварочного оборудования.
Если установка выполнена правильно, то сварочный аппарат сам выполнит следующие действия:
- выйдет на режим с помощью прогревания электрода;
- создаст участок шва в первом секторе свариваемых заготовок;
- продолжит соединение труб из нержавеющей стали в оставшихся секторах.
Процесс орбитальной сварки металла выполняется в автоматическом режиме. Когда все секторы будут заделаны, то аппарат отключится самостоятельно.
Орбитальный тип оборудования является узкоспециализированным. Оно используется для ремонта котлов и теплообменников, а также для соединения трубопроводных магистралей большой протяженности. Технология орбитальной сварки нержавеющих труб как метод монтажа трубного проката является одним из наиболее перспективных. В быту использование такого устройства является нецелесообразным по причине большого срока окупаемости.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Способы сварки труб

Существуют различные способы сварки труб, которые выбираются в зависимости от параметров трубопровода, материала его изготовления, условий проведения работ и т. д. В конечном счете, все это должно обеспечивать качественное соединение, полностью соответствующее условиям эксплуатации трубы.
В связи с этим необходимо понимать особенности технологий, чтобы не допустить ошибок, на устранение которых придется потратить много сил и времени. В нашей статье мы расскажем, как сваривают различные трубы между собой, что нужно сделать на этапе подготовки, какие выбрать расходные материалы и как выполнять сложные швы.
Подготовка труб к сварке
Независимо от того, какой способ сварки труб будет применяться, перед началом работ нужно проверить, соответствуют ли трубы и детали трубопровода официальным нормативным требованиям. Концы деталей и труб должны быть соответствующей формы, подходящей для конкретного процесса сварки.
Именно поэтому подготовительные работы перед сваркой – это чаще всего механическая обработка кромок.

Если трубы небольшого диаметра, можно использовать торцеватели, труборезы или фаскосниматели, но если диаметр превышает 520 мм, то для обработки их кромок необходимы уже орбитальные фрезерные машины или шлифмашинки.
Иногда для кромок может потребоваться термическая обработка. Это может быть воздушно-плазменная или газокислородная резка.
Рекомендовано перед началом работ хорошо очистить внутренние поверхности труб от грязи и влаги, а кромки зачистить до блеска.
В отдельных случаях можно сваривать трубы с разной толщиной стенок, но при этом нужно помнить о существующих ограничениях.
Если в трубопровод будут включаться дополнительные элементы, которые имеют отличия по толщине стенок, то нужно устанавливать переходники заводского изготовления, имеющие промежуточную толщину.

3 вида сварки труб
Электросварка
Это самый популярный способ сварки труб сегодня. А вот несколько лет назад лучшим вариантом считалось использование газовой горелки. Электросварка имеет невысокую стоимость и проста в исполнении – этим и объясняется ее популярность. По-другому ее еще называют контактной или дуговой. С точки зрения типа прилагаемых усилий она относится к дуговой группе термомеханических работ.
Холодная сварка
Метод холодной сварки четко регламентирован и применяется, когда нужно получить герметичные неразъемные соединения. При данном способе свариваемые детали не нагреваются, а стыковка осуществляется через деформацию, то есть холодная сварка происходит за счет давления на детали. Происходит разрушение оксидного слоя и соединение в результате диффузии атомов.
Газовая сварка
Разные виды труб когда-то соединялись таким способом, но в настоящее время газовая горелка устарела, хотя по-прежнему с ее помощью можно надежно смонтировать коммуникации. Используют специальные виды газовых горелок, которые могут нагреть предмет до очень высокой температуры.
Виды свариваемых труб
Выбирая способ сварки медных труб, нужно учитывать их назначение, герметичность шва и прочие характеристики. Всего используют три вида сварки: контактную, газовую и электродуговую.
Самый популярный и перспективный метод – электродуговая сварка с неплавящимся электродом из вольфрама и присадочным компонентом в виде проволоки, имеющей в составе раскислители.
Азот используется в качестве защитного газа, тогда сварка становится дешевле.
Но при сваривании тонкостенных изделий рекомендуется использовать аргон.
Сварка стальных труб
И в производстве, и в быту наиболее популярна сварка стальных труб. Очень многое зависит от квалификации мастера. А в качестве сварочного оборудования обычно используют газосварки, электросварки и полуавтоматы.
Как уже упоминалось выше, перед тем как приступить к сварке, проводится тщательная очистка кромок от окислов и загрязнений. Далее снимается фаска, чтобы получить V-образную площадь. Именно благодаря ей шов будет герметичным и прочным.
При использовании газовой горелки одного шва достаточно. Чтобы не случилось «непровара», окончание шва слегка накладывают на начало. При этом присадочный материал должен быть одного сорта с металлом свариваемого изделия.
Полуавтоматическая и электросварка сегодня самые распространенные виды сварочных работ. В любом случае сначала следует процесс подготовки труб. И уже потом соединяемые части центрируются и прихватываются равномерно в нескольких точках, обычно трех-четырех.
Первый шов чаще всего делается «тройкой», заполняя фаску на две трети по высоте. После того как шов проверен и очищен от шлака, электрод меняется на «четверку» и выполняется дополнительный шов.
Сварка оцинкованных труб
Оцинкованные трубы варят по специальной технологии, чтобы не нарушить цинковое покрытие. Чтобы оно не выгорало, на место стыка наносится флюс. Под его слоем цинк сначала нагревается до вязко-жидкой консистенции, а затем плавится, не испаряясь и не выгорая. Этот метод хорошо защищает изделие от коррозии в местах сварки.
Работая с оцинкованным изделием, необходимо, чтобы вентиляция была хорошей, так как от паров цинка сварщик может получить легочное заболевание или даже задохнуться.
Выбор электродов для сварки стальных труб
При планировании сварки стальных труб рекомендуется обратить внимание на качество расходных материалов, они должны быть проверены временем. Это важно, так как от электродов, которые вы выберете, будет многое зависеть при сварке.
Вот несколько моделей электродов, которые по оценкам экспертов можно считать лучшими:
- Электроды УОНИ – позволяют сделать довольно качественный сварочный шов, но при этом им необходима стабильная дуга и невысокая скорость самой сварки. Такие электроды подойдут как профессионалам, так и новичкам, поскольку качество сварки здесь очень достойное.
- Электроды АНО-21 и 24 – эта модель электродов работает на переменном токе. Они пользуются большой популярностью в бытовой сварке, так как могут варить конструкции различного рода, при этом имеют привлекательную стоимость и обеспечивают хороший и качественный сварочный шов.
- Электроды МР-3 – можно назвать лучшим вариантом для сварки стальных труб.
- Электроды LB-52U – японского производства, неплохо проявили себя в сварке металлических трубопроводов и конструкций. Они обеспечивают стабильность дуги, а само сварочное соединение получается прочным и красивым.
В любом случае ясно одно: качественная сварка металлических труб зависит не только от качества используемых материалов, но, как ни банально это звучит, от умения и опыта самого мастера-сварщика.
Основные способы сварки труб
Тот или иной способ сварки труб используется в зависимости от материала, из которого они изготовлены, а также от дальнейшего их применения. При этом практически всегда в сварочных работах используется переменный электрический ток. Это имеет экономическую целесообразность и обоснованность, так как прочие виды электроэнергии могут быть слишком невыгодны с точки зрения финансовых затрат. Сварные соединения – это определенное количество элементов, которые соединяются между собой сварными швами.
Как правило, используют такие виды соединений:
Существует правило для заготовок с толщиной стенок более 3 мм: нужно разделывать их кромки. Стыковой угол раскрытия варьируется от 60°до 70°. С торцов детали удаляют фаски, причем способ их удаления может быть механическим либо каким-то другим.

Стыковой способ сварки труб – самый распространенный, поскольку не позволяет стыкам деформироваться во время обработки. Кроме того, подобные соединения имеют самое маленькое внутреннее напряжение, в отличие от других видов. Поэтому такие изделия будут показывать свою прочность как при динамических, так и при статических нагрузках. В них имеются также угловые сечения, которые бывают:
- одинарными (если труба имеет диаметр до 500 мм);
- двойными (если труба имеет диаметр свыше 600 мм).
Разновидностью стыкового соединения является сварка труб углового типа. Используется, когда необходимо соединить трубу с каким-то элементом или с такой же трубой под заданным углом. Сварочные работы при этом соответственно будут выполняться:
Качественные характеристики такого соединения высоки, хотя прочность этого типа сварки будет чуть меньше, чем стыкового.
Такой тип сварки труб, как «внахлест», применяется в основном при работе с отдельными элементами или даже трубами из пластика, поскольку соединение металлических заготовок очень ненадежно.
Сварка поворотных и неповоротных стыков труб
Правила для сварки поворотных стыков или труб большого диаметра следующие:
- В зависимости от толщины изделия скорость его поворота должна быть равна скорости, с которой ведется проводник. Соответственно, чем толще заготовка, тем дольше она сваривается.
- Идеальное положение для сварочной ванны – 30° от верхней точки.
- Если имеются участки, где заготовку можно повернуть на 180°, следует проводить работы в несколько этапов. Первый – две верхние четверти диаметра трубы свариваются в два приема, обязательно навстречу друг другу в один либо два слоя. На втором этапе изделие переворачивают и доваривают оставшийся стык. И, наконец, деталь снова поворачивают на 180°, и на этом этапе шов доваривается до конца.
- В два этапа провариваются вертикальные стыки. Весь периметр места соединения нужно зрительно разделить на два участка с помощью вертикальной прямой линии. Несмотря на то, что участков два, они имеют три положения: горизонтальное, потолочное и нижнее. Горизонтальное находится между потолочным и нижним (20° от верхней точки заготовки). А потолочный участок занимает около 20° от самой нижней точки изделия. Работа начинается строго с потолочного положения, и электрод постепенно уводится к нижнему. Каждый из участков нужно обрабатывать короткими дугами, которые можно рассчитать по формуле: D(эл) / 2.
- Стыки по горизонтали следует сваривать углом назад. Электрод нужно расположить на 80° по отношению к оси. Все работы выполняются на средней дуге, что одинаково подходит и для сварки труб малого диаметра, и большого.
- Изначально обработка производится в потолочном положении, постепенно увеличивается толщина шва, при этом само шовное соединение у толстостенных заготовок должно быть максимально ровным.
- Следующий этап обработки происходит в полувертикальном положении.
- Электродом создается горизонтальная площадка.
- На завершающем этапе работы следует проводить в нижнем положении, таким образом, можно использовать электроды толщиной до 5 мм.

Не секрет, что неповоротные стыки сваривать гораздо сложнее. По этой причине при ручной дуговой сварке следует придерживаться определенной технологии:
Если неукоснительно следовать всем перечисленным правилам, шов получится ровным и красивым, и, разумеется, прочным и герметичным.
Сварка толстостенных труб и на просвет
Технология сварки толстостенных труб
Если заготовка имеет толщину свыше 20 мм, необходимо обратиться к технологии работ с толстостенными трубами. С помощью этого способа сварки труб можно усилить прочность шва на 10–15 %. Как правило, подобной обработкой занимаются два сварщика. Один формирует шов, а другой отвечает за толщину слоя.
Такие работы выполняются следующим способом:
Сварка труб на просвет
Первым делать обрабатывать следует прихват трубы, поскольку благодаря этому не возникнет корневой деформации. Количество точек прихвата рассчитывается в зависимости от размера детали. Но прихват нужно выполнить таким образом, чтобы детали не сходились в местах стыка.
После этого производится зачистка всех мест соединения. Если будут обнаружены дефекты, полученные в результате сварки на просвет, например, трещины, их необходимо удалить. Только окончив зачистку, можно приступать к заполнению шва. Хотя данная операция считается абсолютно несложной, все же иногда, чтобы заполнить стык, необходимо до 30 % корня.

При проведении работ рекомендовано оставить для дальнейшей облицовки углубление примерно в 1,5 мм. Тогда материал сформирует качественный шов, заполнив собой эту выемку. На данном этапе сварки труб нужно обратить внимание на два нюанса: шов заполняется под рассчитанным рабочим углом, а в работе используется короткая дуга.
В конце хочется напомнить еще раз, что процесс сваривания труб и сама технология определяются множеством факторов, которые нужно учитывать, занимаясь сварочными работами. Одним из главных технологических требований является непрерывность шва при любом способе сварки труб. То есть он должен замкнуться именно в том месте, где начался. Только в этом случае можно получить герметичное, прочное и надежное соединение.
Читайте также: