Технология производства сварочной проволоки
Обновлено: 20.09.2024
Проволока является длинномерным металлическим изделием, схожим по внешнему виду со шнуром либо нитью. Из нее производятся электрические провода, сварочные электроды, пружины, канаты, тросы и т.д. Современные меткомбинаты выпускают проволоку не только с привычным круглым сечением, но и овальным, трапецеидальным, а также шестиугольным. Диаметр описанной вокруг него окружности изменяется в пределах от десятых долей миллиметра до нескольких сантиметров. Рассмотрим подробнее технологию производства длинномерного метиза.
Волочение проволоки
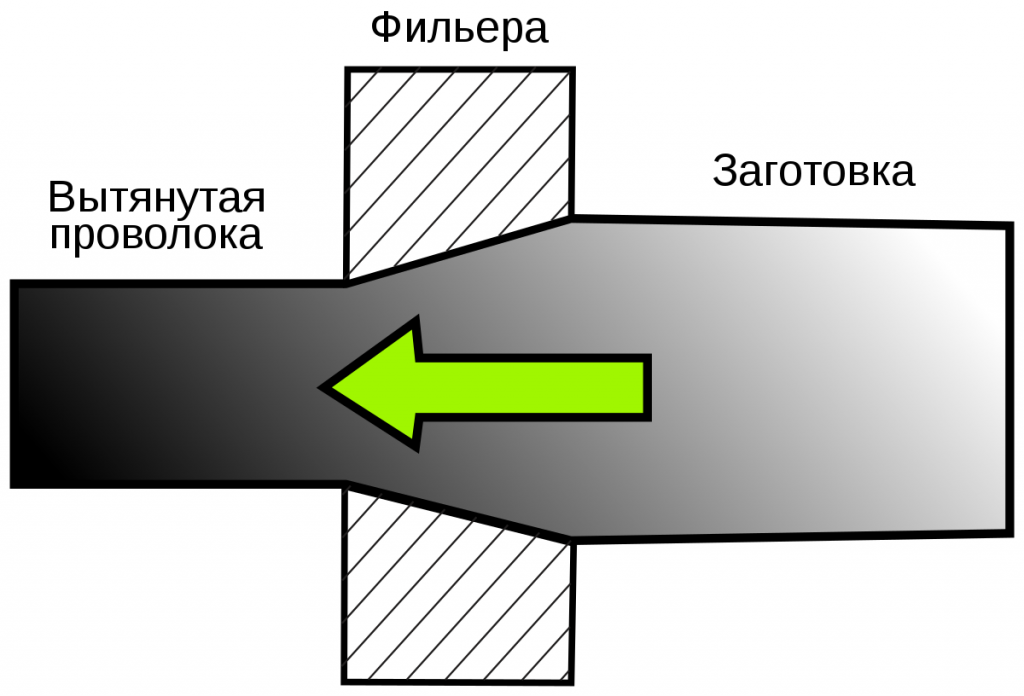
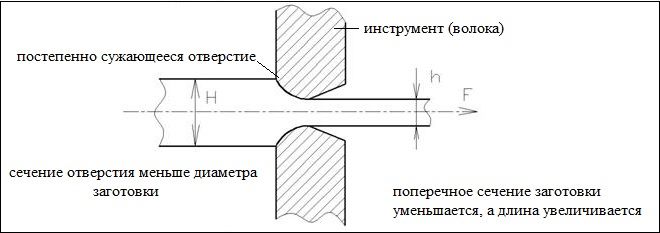
Волочение проволоки представляет собой особую технологию, предусматривающую протягивание металла сквозь фильеру (так в металлургии называется сужающееся отверстие, бывающее круглым и фасонным) в инструменте, именуемом «волока». В результате диаметр сечения заготовки уменьшается, а ее длина, наоборот, возрастает. Последовательность этапов процедуры волочения выглядит следующим образом:
травление исходного материала. Проводится в сернокислом растворе с температурой, колеблющейся возле отметки 50°С. Цель этой операции – снятие окалины с промежуточных продуктов производства (то есть заготовок) для повышения срока службы технологической матрицы;
нейтрализация травильного раствора с последующей промывкой заготовок;
предварительный отжиг сырья. По завершении данного этапа у металла повышается пластичность, и его структура становится мелкозернистой;
заострение концов заготовок. Выполняется эта процедура с помощью ковочных валков или молота;
собственно, этап волочения;
Полученная проволока подвергается дополнительным технологическим операциям – нарезанию на требуемой длины отрезки, выравниванию (правке), снятию концов и т.д.
Важные особенности процесса
Специалисты единодушно придерживаются мнения о существовании у техпроцесса волочения одного значительного недостатка – это небольшой показатель деформирования проволоки. Причина данного явления кроется в ограничении уровня деформации прочностью выходящего конца промежуточного продукта производства, который является объектом приложения соответствующей силы деформирования.
В качестве исходного материала процедуры волочения используется, преимущественно, катанка из углеродистых и легированных сплавов, а также из цветных металлов. Этот процесс будет выполнен качественно только при наличии у сырья определенной микроструктуры (например, сорбитной, когда речь заходит о стальной катанке).
Ранее стальную проволоку, как правило, подвергали патентированию. Данная операция предусматривает:
нагревание металла до температуры, при которой происходит аустенизация (1050°С≤Т≤1100°С);
его выдержка в свинцовом (элемент Рb) либо солевом расплаве. Эта экспозиция обычно проводится при температуре Т≈500°С.
Современная технология производства проволоки не требует таких сложных действий. Металл с требуемой структурой гарантированно выходит с прокатного агрегата. Непрерывный высокоскоростной волочильный станок одной из последних модификаций оснащен системой охлаждения комбинированного типа – воздух совместно с водой. Именно такой комплекс предоставляет возможность изготовить катанку с необходимой микроструктурой.

Оборудование для волочения
Выполнение всех технологических операций волочения проволоки осуществляется на специальных агрегатах – станах. Они оборудованы своего рода «глазком» – волокой, сквозь которую протягивается длинномерный метиз. Его диаметр больше данного параметра самой волоки. По критерию «конструкция механизма протяжки» рассматриваемые станы подразделяются на 2 типа:
машины, выполняющие намотку металла на барабан;
механизмы, в которых металл перемещается о прямой.
Станы второго типа производят продукцию, не требующую комплектовку в бухты (это трубы и тонкие металлические стержни – прутки). Выпуск же именно проволоки осуществляется на барабанных агрегатах. Кстати, на них также производятся трубы из разного металла, отличающиеся малым сечением.
Барабанные станы подразделяются на такие виды:
станы многократные (конструкция одних рассчитана на функционирование без скольжения, а других – со скольжением).;
агрегаты многократные, работающие на основе принципа противонатяжения проволоки.
Технологическая операция волочения длинномерного метиза выполняется однократными станами всего за один проход. В многократных агрегатах эта процедура реализуется за два-три прохода, но само волочение осуществляется с использованием непрерывной схемы. На производственных площадях калибровочных цехов крупных меткомбинатов размещено до двух десятков единиц оборудования, различающихся по мощности и предназначенных для выпуска проволоки.

Изготовление фильер осуществляется в соответствии с требованиями металлокерамической технологии. В качестве сырья используется термокорунд, а также карбиды таких элементов как вольфрам (W), ванадий (V), тантал (Та), титан (Ті), молибден (Мо), бор (В). Данным сплавам присуща небольшая вязкость, повышенная твердость и отличная устойчивость к истиранию.
Волока является очень надежным инструментом. Обеспечивается это ее укладкой в вязкую и весьма прочную стальную обойму. Конструкция последнего приспособления:
не оказывает на фильеру воздействие, работающее на сжатие;
в ходе волочения снижает уровень растягивающих напряжений.
Следует отметить один важный момент, касающийся изготовления очень тонкой стальной проволоки (с диаметром меньшим 0,2 мм). Для этого используются волоки, созданные из синтетического минерала, получившего название технический алмаз.
Сегодня наблюдается тенденция применения сборных волок. Их конструкция предоставляет возможность производить длинномерный метиз в условиях повышенного гидродинамического трения. Кроме того, сборная волока:
гарантированно сокращает затраты электроэнергии, требуемые для реализации технологического цикла волочения;
обеспечивает увеличение производительности агрегатов на 20%-30%.
Удаление окалины – разновидности операции и ее нюансы
Эффективность процесса волочения напрямую зависит от качества обработки поверхности. Сегодня для удаления окислов железа (Fе 2 О 3 , FеО и Fе 3 О 4 ) – окалины – применяются три способа. Рассмотрим их несколько подробнее.
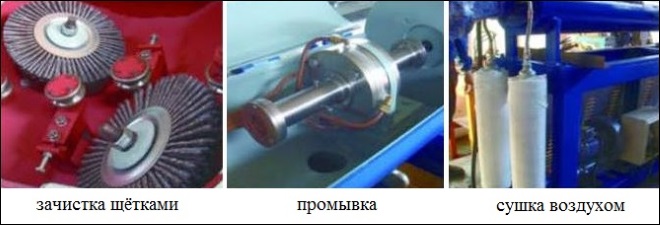
Механическая очистка
Механическая очистка – наименее финансово затратная операция не в ущерб качеству достигнутого результата. По этой причине данный метод получил наибольшее распространение. Осуществляется он путем периодического перегибания проволоки в различных плоскостях между роликами, являющимися компонентами спецконструкции, с финишной очисткой заготовки щетками со стальным ворсом.
Химическая очистка
Химические способы требуют значительно больших расходов. Проводятся они с использованием следующих веществ – НСl (соляная кислота) и Н 2 SО 4 (серная кислота). Таким образом, химическая очистка сопряжена с опасностью для работников. Поэтому меткомбинаты применяют эту технологию, лишь когда без нее действительно не обойтись. При этом допускаются к ее проведению только сотрудники, прошедшие специализированный курс обучения. Химической очисткой обрабатываются длинномерные метизы из высоколегированных кислотостойких нержавеющих сталей.
Электрохимическая очистка
Выполняется данная операция электролитическим травлением. Оно подразделяется на два вида – анодное и катодное. Менее опасным и более эффективным считается первый. Роль анода в нем играет подвергаемая очистке заготовка. А в качестве катода выступает свинцовая, железная либо медная пластина.
Катодное травление сопряжено со следующими опасностями:
активное выделение элемента Н 2 (это водород). Его контакт с атмосферным кислородом может привести к взрыву;
отрыв окалины с трудом поддается контролю. По этой причине формируется т.н. «травильная хрупкость».
Процедура удаления оксидов железа химическими реагентами должна завершаться тщательной промывкой промежуточного продукта производства. Тогда поверхность заготовки освободится от кислотного раствора, остатков травильных веществ, окалинного шлама, загрязнений и солей элемента Fе. При проведении промывки не непосредственно после химобработки все перечисленные соединения просто засохнут.
Технические требования
Сегодня наибольшее распространение получила проволока, изготовленная из стали конструкционной углеродистой. Ее производство регламентируется ГОСТом 7305-91. Рассмотрим технические требования, выдвигаемые данным нормативным документом к подобной конечной продукции.
В качестве сырья должна использоваться сталь:
качественная углеродистая конструкционная 50, 45, 40, 35, 30, 25 и 20;
полуспокойная качественная углеродистая конструкционная 20пc, 15пc и 10пc;
кипящая качественная углеродистая конструкционная 20кп, 15кп, 10кп и 08кп.
Поверхность длинномерного метиза должна быть свободной от:
периодически повторяющихся выступов, либо, наоборот, углублений, сформированных прокатными валками – отпечатков;
скоплений углублений, образовавшихся на этапе проката – рябизны;
углублений произвольной направленности, имеющих к тому же неправильную форму – царапин;
пленочных отслоений, свидетельствующих о нарушении целостности металла, которое возникло в ходе раскатывания газового пузыря;
канавок с невыступающими кромками и с дном плоской либо закругленной конфигурации – рисок;
окисных пленок, характеризующихся рыхлой структурой, сформировавшихся при контакте металла с влагой – ржавчины;
вкраплений частиц окалины, вдавленных при волочении – вкатанной окалины;
отслоений металла, соединенных с его основой, ориентированных по направлению проведенной прокатки – плен;
продольно ориентированных дефектов, плотно прилегающих к поверхности, вызывающих нарушение сплошности материала изготовления – закатов, глубиной, превышающей половину величины предельно допустимых отклонений по параметру «диаметр проволоки». Факт незначительного омеднения длинномерного метиза, вызванного нанесением подсмазочного слоя до выполнения процедуры волочения, не выводит изделие в категорию брака.
Производится проволока должна на катушках либо в мотках. Ее намотку нужно проводить так, чтобы:
витки не перепутывались;
была обеспечена возможность свободного сматывания в любом из вариантов производства;
когда моток освобождается от перевязей, длинномерный метиз, сворачиваясь, не формировал «восьмерку».
В состав мотка должен входить один отрезок проволоки.
На катушке недопустимо наличие больше трех отрезков длинномерного метиза. Там, где они разделены, необходимо прокладывать закладки. Вариант замены отметок мест разделения – вывод с последующим закреплением на одной из щек катушки концов кусков проволоки.
Допускается чтобы в партии имелись катушки либо мотки, масса куска проволоки в которых была бы меньше указанного в таблице числа на 50%. Но их количество не должно превышать 10% от общего веса произведенной продукции.

Масса отдельного куска длинномерного метиза в любом варианте производства (катушка либо моток) зависит от диаметра изделия. Нормами ГОСТа 17305-91 установлено требуемое соответствие данных параметров. Оно представлено в таблице.
Особенности производства порошковой проволоки
Порошковая проволока представляет собой непрерывный электрод, который состоит из металлической оболочки и сердечника. В качестве оболочки служит холоднотканная лента низкоуглеродистой стали толщиной 0,2 – 0,8 мм. Сталь должна быть пластичной это обеспечит правильное формирование и волочение проволоки. Сердечник состоит из смеси руд, ферросплавов, минеральных порошков. Производство линий порошковой проволоки является востребованным бизнесом, поскольку существует постоянный спрос на продукцию. Главным предназначением порошковой проволоки является сопровождение процесса сварки и наплавки как ручной, так и автоматизированной. Наибольшее применение имеет проволока для сварки низколегированных и углеродистых сталей.

Состав порошковой проволоки
Классифицируется сварочный материал по назначению:
- для сварки на высокой скорости в один проход;
- для сварки труб;
- для сварки металлоконструкций;
- общего назначения.
Чаще всего производится самозащитная проволока, ее особенность в составе смеси сердечника – в равных пропорциях деоксидирующие и шлакообразующие присадки. Благодаря такому составу при сварке отпадает необходимость в использовании внешнего флюса и газа.
Технология производства порошковой проволоки
Процесс изготовления заключается в наполнении металлической оболочки сердечником и осуществляется на автоматизированной линии по производству проволоки сварной. Технологический процесс сводится к следующим этапам:
- подготовка исходных материалов;
- формирование профиля;
- засыпка сердечника в профиль;
- волочение;
- контроль.
Подготовительный этап состоит в том, чтобы очистить ленту от влаги и масла, а также происходит ее нарезка в соответствии с необходимым диаметром сечения. Далее, разрезанную ленту наматывают на катушку для более удобного использования. Сердцевина – шихта также нуждается в предварительной подготовке. В соответствии с пропорциями технологического процесса смешиваются компоненты наполнителя. Этот процесс осуществляется в смесителях линии производства порошковой проволоки.
Когда же масса станет однородной можно приступать к следующему процессу – засыпанию шихты в корытообразный профиль металлической ленты. На этом этапе важно подобрать оптимальную скорость протяжки ленты, если она будет заполняться неравномерно это повлияет на качество конечного продукта. После засыпания шихты лента закрывается и формируется круглый профиль. На следующем этапе происходит волочение – профиль протягивается между барабанами волочильной установки, в результате чего уменьшается диаметр до нужного размера. Последний этап проходит на большой скорости – до 350 м/мин, это увеличивает производительность и снижает себестоимость. Готовое изделие следует проверить на соответствие заданным параметрам. Это происходит путем расчета коэффициента заполнения – соотношение массы сердцевины к единице длины изготовленной проволоки. Для каждой марки рассчитывается свой показатель, но в среднем коэффициент укладывается в 25 -40 %. На этом технологический процесс изготовления порошковой проволоки окончен, ее можно готовить к реализации.
Спецификация отдельных узлов производственной линии
В России производством линий порошковой проволоки занимаются крупнейшие машиностроительные компании:
- Вулкан ТМ;
- ТИМ-МЕТИЗ;
- ТМ Велтек.
На рынке присутствуют также и иностранные поставщики:
- Atlantic Chinna;
- DEM;
- Bohler.
В целом линия имеет стандартный набор узлов, отличительными чертами разных производителей может стать система управления, качество материала, из которого изготовлены узы, максимальная мощность и производительность.
Линия по производству проволоки сварной состоит из следующих узлов:
- механизм подачи;
- узел обезжиривания;
- узел подачи шихты;
- формовочная машина;
- узел волочения;
- намоточный механизм.
Узел подачи оснащен двойными конусами удерживателя, механизмом поднятия катушки и толкателем. Эти устройства приводятся в действие пневматическим приводом. Масса узла 1000кг.
Узел обезжиривания оснащен 24 плоскими форсунками, двумя помпами, четырьмя нагревателями, вентилятором. Максимальная скорость обработки ленты – 100 м/мин.
Система подачи шихты включает в себя емкость для смешивания компонентов наполнителя и системой транспортировки его в формовочные секции.
Максимальная производительность – 150 кг/час, ёмкость – 30 л.
Формовочная секция представляет собой ленту толщиной 0,9 мм, шириной 14 мм, выполненную из малоуглеродистой стали. Работает в направлении –слева направо, скорость протяжки – 100 м/мин.
Секция волочения имеет четыре направляющих вала, систему охлаждения, фильеру. Изготовлена из стали марки FC 250.
Намоточный механизм оснащен катушкой и удерживателем, которые приводятся в действие пневматическим приводом. Скорость намотки – 250 м/мин, максимальный вес – 1000 кг.
В собранном виде линия по производству сварной проволоки занимает 15 метров в длину и 4 в ширину, высота 4,2 м, общая масса – до 14 тонн. При подготовке помещения для размещения автоматизированной линии необходимо учитывать ее габариты, а также необходимость водоснабжения и электропитания (трехфазное, не менее 380 В). Средняя производительность в год при полной загрузке может составить 4000 тонн готовой проволоки.
Освоение технологии производства сварочной проволоки с ультразвуковой очисткой поверхности от остатков технологической смазки
В линии волочильного стана смонтирована ультразвуковая установка и освоена промышленная технология производства сварочной проволоки с ультразвуковой очисткой поверхности от остатков технологической смазки с целью улучшения потребительских свойств готовой проволоки. Использование очищенной сварочной проволоки в современном сварочном оборудовании позволяет избежать нарушений электроконтакта в процессе сварки, а следовательно прерывания дуги, разбрызгивания металла и других факторов, ухудшающих качество сварного шва.
Ключевые слова: сварочная проволока, технологическая смазка, ультразвуковая очистка, моющий раствор, коэффициент разбрызгивания.
В настоящее время значительные объёмы производимой продукции цехов холодного передела металлургических предприятий, специализированных метизных производств и даже небольших предприятий составляет сварочная проволока из стали различных марок. В ОАО «Ижсталь», как и на большинстве металлургических предприятий, в процессе волочения используется сухая смазка на основе солей жирных кислот. Наличие на проволоке остатков технологической смазки в линии современных сварочных автоматов и полуавтоматов нарушает электрический контакт, что приводит к прерыванию дуги, колебаниям величины сварочного тока, разбрызгиванию металла и в конечном итоге ухудшает качество сварного шва. Нормативные документы на сварочную проволоку регламентируют количество остаточной смазки на поверхности проволоки (согласно ГОСТ 2246 не более 0,05 % массы проволоки). Но даже незначительное содержание технологической смазки на поверхности негативно влияет на качество сварки.
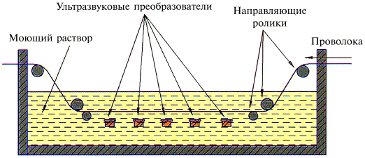
С целью обеспечения сварочно-технологических характеристик проволоки готового размера ее подвергают дополнительной обработке — меднению, травлению в растворах минеральных кислот, механической очистке поверхности, промывке или обезжириванию как садочными способами, так и «в нитку». В условиях ОАО «Ижсталь» для гарантированного улучшения сварочно-технологических характеристик проволоки и линии волочильного стана UDZSA 2500/6 была смонтирована установка ультразвуковой очистки поверхности, которая позволяет обрабатывать проволоку готового размера в диапазоне 0,8—3,0 мм. При прохождении проволоки через ванну установки ультразвуковой очистки (рис. 1) остатки технологической смазки и загрязнений размягчаются под воздействием ультразвука и смываются моющим раствором.
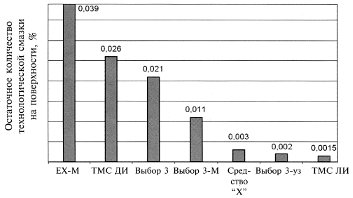
При выборе моющего раствора учитывали, что моющие среды должны обладать высокой химической активностью, эффективно разрыхлять, разрушать или растворять остатки загрязнений. В то же время жидкость должна обладать антикоррозионными свойствами, так как готовая проволока поставляется без консервации, а условия хранения и транспортировки далеки от идеальных. С целью достижения максимального эффекта очистку поверхности в условиях ОАО «Ижсталь» были опробованы следующие моющие составы: «Выбор 3» и «Выбор 3-М» по ТУ 9144-01-5902130737-2001: «Выбор 3-УЗ» по ТУ 2383-03-0121858111-2007; «ТМС ЛИ» и «ТМС ДИ» по ТУ 2383-001-56478541-05; «ЕХ-М» по ТУ-У 13429874-001-95; состав собственного производства, состоящий из кальцинированной соды (Na2CO3), жидкого натриевого стекла (Na2SiO3) и тринатрийфосфата (Na3PO4) — назовем это средство «Х».
Сравнение результатов очистки сварочной проволоки различными моющими средствами представлено на рис. 2. Концентрации моющих средств и температуры их растворов были установлены в соответствии с рекомендациями поставщиков и изготовителей моющих средств.
Для повышения качества промывки жидкость для очистки «возбуждают» путем ввода в нее ультразвуковых колебаний. При ультразвуковой обработке в жидких средах возникает явление кавитации — захлопывание газовых пузырьков, образующихся при сжатии и расширении жидкости. Кавитация сопровождается возникновением высоких мгновенных гидростатических давлений, которые отрывают прилипшие к поверхности металла частицы загрязнений. Источниками ультразвуковых колебаний служат пьезоэлектрические преобразователи, изготавливаемые из пьезокерамики на основе цирконата-титаната свинца. Из практики известно, что наиболее эффективны для очистки поверхностей ультразвуковые колебания частотой 18—25 кГц, которые обеспечивают кавитацию при наибольшей удельной мощности и экономичности. Передача ультразвуковых колебаний в раствор осуществляется излучателями, которые имеют размеры и форму, выбранные на основе теоретических расчетов.
Потребляемая мощность одного излучателя — не более 100 Вт, что наряду с высоким к. п. д. (90—95 %) ультразвукового генератора, собранного на электронных микросхемах, позволяет достичь удельной акустической мощности 2,0—2,5 Вт/см². Такой мощности достаточно для наступления в растворе интенсивных кавитационных явлений. Увеличение мощности при той же частоте в основном не приводит к изменению параметров очистки. Для более полной передачи ультразвуковых колебаний в моющий раствор ультразвуковые излучатели изготовлены из коррозионностойкой стали и вынесены непосредственно в рабочий объем жидкости, а для того, чтобы в рабочей зоне не было так называемых мертвых зон, расстояние между излучателями выбрано исходя из длины волны ультразвуковых колебаний в металле.
Немаловажное влияние на качество ультразвуковой очистки оказывает непосредственно скорость волочильного стана. Так, при использовании одного и того же моющего средства и одинаковых концентрациях и температурах рабочего раствора результаты очистки при изготовлении проволоки на разных скоростях будут различны — остаточное количество технологической смазки будет тем меньше, чем ниже скорость волочения проволоки. На рис. 3 представлена зависимость степени очистки от скорости волочения проволоки. Было доказано, что на степень очистки сварочной проволоки от остатков технологической смазки с использованием ультразвуковой установки оказывают влияние несколько факторов — тип моющего средства и его концентрация, температура рабочего раствора моющего средства и скорость волочения проволоки на готовый размер. Кроме того, проволока с очищенной поверхностью обладает улучшенными сварочно-технологическими характеристиками по сравнению с проволокой без очистки. Как показали испытания в сварочной лаборатории ОАО «Ижсталь», коэффициент разбрызгивания при сварке с применением очищенной проволоки не превышает 5 % при типовом коэффициенте 15 %.
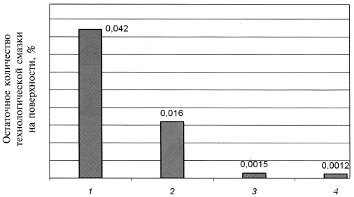
Рис. 3. Зависимость степени очистки от скорости волочения проволоки (цифры у столбцов — остаточное количество смазки по вариантам изготовления проволоки: 1 — без ультразвуковой очистки; 2 — с ультразвуковой очисткой при скорости волочильного стана 220 м/мин (3-я ступень); 3 — с ультразвуковой очисткой при скорости волочильного стана 170 м/мин (2-я ступень); 4 — с ультразвуковой очисткой при скорости волочильного стана 120 м/мин (1-я ступень)
К настоящему времени в условиях ОАО «Ижсталь» при производстве легированной сварочной проволоки удалось достичь заметного улучшения ее сварочно-технологических характеристик. Таким образом, доказана возможность изготовления проволоки с более жесткими требованиям (до 0,0015 %) против 0,05 % по ГОСТ 2246. На рис. 4 приведено сравнение остаточного количества технологической смазки после ультразвуковой очистки и с нормируемым ГОСТ 2246.
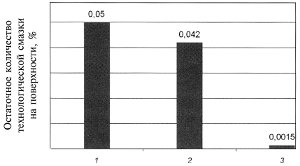
Рис. 4. Сравнение остаточного количества технологической смазки (%) при разных способах очистки: 1 — в соответствии с требованиями ГОСТ 2246; 2 — без ультразвуковой очистки; 3 — с ультразвуковой очисткой
Выводы
В ОАО «Ижсталь» внедрены технология и оборудование для ультразвуковой очистки сварочной проволоки, обеспечивающее получение проволоки с количеством остаточной технологической смазки на поверхности до 0,0015 % против 0,05 % по ГОСТ 2246.
Процесс ультразвуковой очистки позволил повысить сварочно-технологические характеристики сварочной проволоки: коэффициент разбрызгивания составил 5 % при сварке с применением очищенной проволоки против 15 % при сварке с применением проволоки серийного производства.
Результаты проведённой работы целесообразно распространить на технологию производства высоколегированной проволоки, что позволит устранить экологически вредные операции травления в растворах минеральных кислот. Однако для этого необходима корректировка ГОСТ 2246 в части дополнения разрешённых способов обработки поверхности проволоки, обеспечивающих отсутствие следов смазки.
Области использования проволоки сварочной CBO8Г2С, ее характеристики и особенности

Во время сварки полуавтоматом с использованием защитного газа вам потребуется прибегнуть к использованию присадочной проволоки. Она нужна для того, чтобы стыки были заранее заполнены металлом.
Скорее всего возникнет вопрос выбора нужной проволоки, коли вы ею прежде не эксплуатировали .Есть некие сложности в расшифровке брэнда спирали ,каковых гораздо больше чем марок электродов.
Для вас, мы опишем общераспространённую модель спирали. Это сварочная спираль св08г2с технические возможности каковой дают возможность применять ее в больших количествах сварочных работах.
Это проволока в целях сварки — СВО8Г2С, подходящая на множество вариантов сварочных работ с её многофункциональной технической характеристике. Вы сможете понять и расшифровать марку данного типа, а также увидеть её химический состав.
- Общая информация
- Преимущества
- Разбор марки
- Рекомендации
- Итог
Марки и классификация
Проволока классифицируется по применению: общего и специального. Первая применяется для сварки широко диапазона сталей, цветных сплавов. Специальная, например титановый сплав, используется редко, только для отдельных видов нержавейки. Ею варят титан и его сплавы.
По покрытию проволоку делят:
- непокрытая;
- омедненная;
- покрытая флюсом.
Каждый сплав требует специального, подходящего именно для него, расходного материала. Основные марки:
- стальная;
- алюминиевая;
- порошковая.
Каждый тип проволоки сварочной имеет ГОСТ, по которому изготавливается и в соответственно значений стандарта проверяется по специальной технологии. В группы входит металл, разный по химсоставу. Его определяют по содержанию легирующих элементов и углерода
В крупных цехах и в домашних мастерских наибольшей популярностью пользуются изготавливаемые по ГОСТ 2246-70 разновидности проволоки стальной сварочной, используемой для сварки. Из нее делают электроды. Выбрать нужный материал можно, ориентируясь на состав, указанный в маркировке: сначала Св – сварочная, затем обозначение легирующих компонентов и их состав в процентах.
Например, омедненная проволока Св08Г2С по ГОСТ 2246-70 содержит:
- углерода 0,08%;
- марганца 2%;
- кремния до 1%.
Остальные компоненты не превышают суммарно 3% и каждого из них менее 1%.
А в конце маркировки указывает на химический состав повышенного качества. В нем пониженное содержание серы и фосфора. О – значит омедненная.
Низкоуглеродистая проволока широко используется для сварки металлоконструкций и арматуры на строительных площадках. Для создания столбов и опор линий электропередач, трубопроводов и корпусов кораблей использую омедненную проволоку Св08Г2СА.
Для цветных сплавов, высоколегированной нержавейки и стали, содержащей тугоплавкие вещества, создается по ГОСТ 7871-75 сварочная алюминиевая проволока. Выпускается диаметрами тянутая и прессованная. Предназначена она для работы на полуавтоматах.
Отличительные особенности
Если сравнивать сварочную проволоку СВ08Г2С с другими аналогами, то она имеет такие отличия:
- Стабильность сварочной дуги, что снижает возникновение прилипания электрода к поверхности свариваемого металла.
- Поддерживает широкий спектр различных режимов сварки.
- Подходит для многих типов полуавтоматических промышленных стендов и аппаратов.
- Сводит к минимуму разбрызгивание расплавленного металла, что улучшает прочностные характеристики сварочного шва.
- Повторный розжиг дуги производится легко и быстро.
- Экономит расходные материалы, например, медные наконечники.
Все перечисленные особенности позволяют на практике сваривать любые металлические конструкции посредством прочного и надежного шовного соединения, при этом кромки деталей провариваются полностью и не имеют негативных пропусков, пористости и других подобных дефектов.
Имеет сварочная проволока Св08Г2С ГОСТ2246-70 характеристики технические:
- предел прочности 550 Мпа;
- ударная вязкость 70 Дж/см2;
- предел текучести 450 Мпа.
Предъявляются требования к сплошности металла. Не допускаются поры и химические включения.
Омедненную сплошную проволоку отличают от других расходных материалов положительные технические качества:
- устойчивая горение:
- сварка длинной дугой;
- высокая прочность и герметичность шва;
- легкое зажигание дуги первичное и повторное;
- малое разбрызгивание;
- длительный срок службы наконечников.
Плавление омедненной проволоки происходит равномерно, что значительно уменьшает разбрызгивание. Шов образуется ровный, без гребешков. Расход материала за счет этого почти на 40% меньше по сравнению со светлыми видами проволоки.
Где используется легированная проволока
Чаще всего проволока СВ08Г2С применяется при проведении работ на сварочных автоматах и полуавтоматах в промышленных условиях. Применяя ее, можно проводить ручную сварку различных изделий из стали. Применяя этот расходный материал, можно получить сварное соединение высокого качества. Шов получается ровным и чистым.
Сферы применения
Проволока этой марки незаменима при выполнении следующих операций:
- образование валика на соединительном шве;
- заполнение пространства между краями свариваемой заготовки.
При выполнении сварочных работ этот метиз является основным элементом технологических процессов. Без нее не обходится сварка в таких сферах, как:
- строительство;
- машиностроение;
- самолето-, кораблестроение.
Также отметим, что эта легированная проволока для сварки может использоваться в качестве эффективного присадочного материала. Одна из характерных особенностей – высокий коэффициент наплавки. Благодаря этому обеспечивается высокое качество выполнения сложных мероприятий по наплавке.
В последнее время высоколегированная проволока для сварки активно применяется при выполнении работ в газовой атмосфере. Для создания такой среды обычно используется аргон или смесь этого газа с другими. Часто для образования этой среды применяется углекислый газ. Выбор в пользу последнего продиктован его меньшей стоимостью в сравнении с аргоном. Когда сварочные работы проводятся в среде углекислого газа, то используется постоянный ток. Отметим, что такая среда рекомендована для выполнения работ по сварному соединению изделий из углеродистых сталей.
Методы испытаний
Проволока сварочная определенного диаметра на приемку поступает с одной плавки и партии. Сначала она проходит визуальный контроль. На поверхности не должно быть царапин, пятен. Диаметр замеряется микрометром в нескольких точках. Для этого отбирается 5%, но не менее 3.
С отобранных мотков вырезаются по 2 куска с начала и конца мотка для проведения испытаний на физические свойства стали: на разрыв, упругую деформацию и другие. Проволоку определенной длины закрепляют в специальном оборудовании, и лаборанты фиксируют в протоколе каждое значение.
Определение содержания ферритной фазы
Содержащийся в стали феррит ослабляет его механические свойства: твердость, прочность, пластичность. Определить его содержание можно по специально отлитому образцу. При производстве сварной проволоки содержание ɑ-фазы измеряется дважды.
- При разливе металла берется ковшовая проба – специальной ложкой сталевар зачерпывает жидкую сталь из ковша и выливает в кокиль.
- От уже готовой проволоки отрезают куски, укладывают в медные тигли, и расплавляют вольфрамовым электродом. Жидкую сталь переливают в кокиль.
Остывшие с определенной скоростью образцы разрезают. Поверхность шлифуют и полируют с охлаждением, не давая им нагреться. После травления с помощью электронного микроскопа изучают структуру и сравнивают с образцом.
Определения массовой доли следов мыльной смазки
Количество мыльной смазки определяется по разнице веса проволоки до и после очистки. Отбираются образцы весом до 200 гр. Взвешиваются с точностью до 0,0002гр. После этого поверхность обрабатывается бензолом, толуолом или эфиром. Взвешивание каждого образца повторяется.
Начальник ОТК Металлургического комбината ЧЛПК Овчаров В. П.: «Контроль химсостава осуществляется предварительно по ковшовым пробам. Затем от каждой партии отбирается 5%, но не менее 2 бухт. Отрезаются образцы и сдаются в химическую лабораторию. Часть веществ определяются быстро с помощью спектрального анализа. Остальные методом растворения, выжигания и химического взаимодействия. Только после этого выписывается сертификат на соответствие по химическому составу с указанием каждого элемента с точностью до 0,001%».
Рекомендации

Как дополнение, мы предоставим вам немного рекомендаций по поводу приобретения сварочной спирали. Этими же наставлениями вы можете воспользоваться при закупке иных сварочных частей.
Сертификат соответствия — это первая просьба у продавца-консультанта до приобретения. Сертификат показывает действительно ли проволока подходит по стандартам сертификата.
Это спасёт вас от некачественных и поддельных составляющих. Не стоит также забывать о редкой возможности подделки сертификата.
Маркировка, упаковка, транспортирование и хранение
Учитывая размер изделия и требования к чистоте поверхности, маркировка товара производится на ярлыках, прикрепленных на мотки. В случаях пластиковых катушек, наклеивается на ее торце.
Порядок данных в маркировке строго регламентирован.
- Цифрой обозначается диаметр.
- Св – сварочная.
- Состав. Цифрами и буквами указывается содержание углерода и основных легирующих веществ. Буква А в конце обозначает улучшенное качество.
- Тип покрытия или его отсутствие.
- Вид переплава.
- ГОСТ, по которому изготавливается продукция.
Проволока выпускается в кассетах весом 1 – 15 кг, на пластмассовых катушках весом до 20 кг. Намотка рядная, равномерная. Мотки и бухты могут весить 80 кг. Каждая катушка или бухта содержат проволоку только одной плавки и партии. Они обматываются в 2 слоя непромокаемой – промасленной, бумагой и укладываются в картонные или деревянные ящики. На каждую партию выписывается Сертификат качества. В нем содержится:
- товарный знак изготовителя;
- номер партии;
- ГОСТ;
- химический состав.
На каждом сертификате стоит его регистрационный номер, на который ссылаются при выписывании копий. Кроме этого подписи начальника цеха и ОТК.
Транспортировка допускается любым типом транспортных средств крытого типа.
Хранение производится на складах, в сухих закрытых помещениях. Высота штабелей на должна превышать 1,5 м. Ширина проходов более 1 м.
Зачем следует знать коэффициент наплавки?
Выполняя работы по наплавке, специалист должен знать, какой коэффициент наплавки имеет используемая им проволока. Под ним следует понимать величину, которая описывает наплавляемый за конкретное время металл при определенной силе тока. Коэффициент наплавки метиза обычно составляет не менее 8,5 г/А*ч. Обычное его значение зависит от:
- химического состава метиза;
- типа покрытия изделия;
- полярности и рода тока, который используется для выполнения наплавки.
Производительность операций по наплавке во многом зависит от коэффициента наплавки метиза СВ08Г2С. Также этот показатель влияет на число потерь сварочного шва на испарение, а также на разбрызгивание и окисление. Еще рассматриваемый показатель определяет коэффициент расплавления основного металла, а также целый ряд других важных характеристик и операций по сварке.
Область применения
Проволока выпускается разного сечения, поэтому с её помощью соединяются тонкостенные и толстые металлы: например, в быту часто применяется диаметр в 2 мм для ремонта небольших деталей, а сечение в 6 мм — используется в машиностроительной промышленности для сварки основания станков или других мощных металлоконструкций.
Проволока сварочная омедненная СВ08Г2С-О и ее применение:
- ручная сварка, когда для защиты используют аргон и его смесь с CO2, при этом применяется неплавкий вольфрамовый электрод;
- полуавтоматический вариант с защитой аргоном;
- в качестве легирующей присадки для сварочной ванны, когда плавящийся флюс образует защитное облако от возможного окисления, а застывающие шлаки — твердую поверхность с аналогичными свойствами защиты во время кристаллического формирования шва.
СВ08Г2С-О имеет лучшую совместимость со всеми выпускаемыми полуавтоматами, помогает надежно соединять вручную любые углеродистые стали с высоким качеством швов. Известные эксперты сварочных технологий отмечают особую уникальность проволоки с такой маркировкой для формирования валика шовного соединения и равномерного заполнения расплавленным металлом зазоров между кромками деталей.
Волочение проволоки: технология и оборудование — волочильные станы и станки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

Линия производства проволоки по методу волочения
Основные этапы
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.

Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
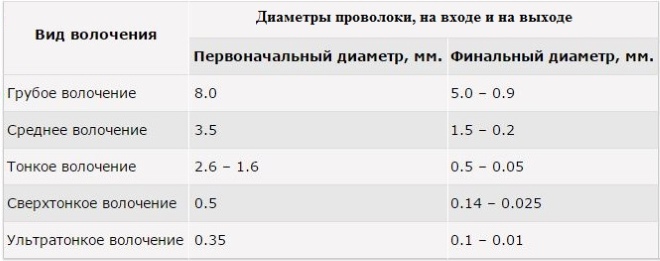
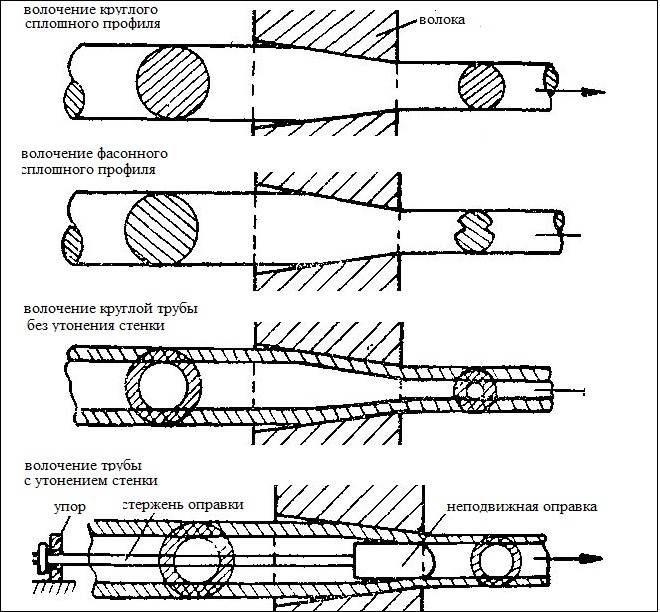
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Волочение медной проволоки
Чтобы более подробно познакомиться с технологией волочения, можно рассмотреть ее на примере того, как делают медную проволоку. Заготовки для выполнения такой операции получают методом литья, после чего их сплавляют между собой и прокатывают. Чтобы волочение медной проволоки было выполнено максимально качественно, с поверхности заготовки необходимо удалить оксидную пленку, для чего ее обрабатывают раствором кислоты.
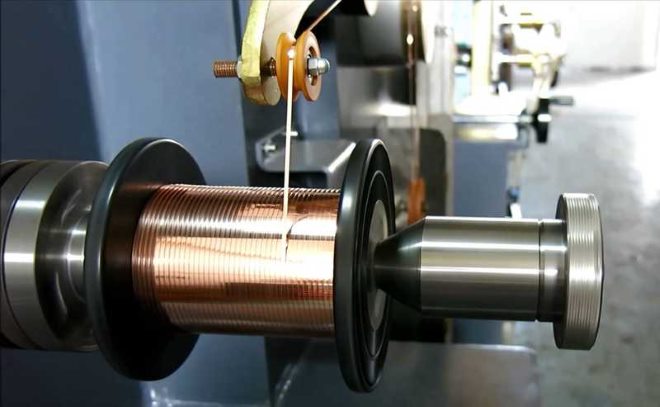
Намотка готовой проволоки на барабан
Сам процесс волочения мало чем отличается от производства сварочной проволоки (или любой другой). Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
- комплексные растворы;
- специальные эмульсии;
- комплексные вещества.
Использование таких составов, через которые проволока проходит в процессе своего формирования, позволяет получать изделия, наружная поверхность которых отличается максимальной чистотой.
Читайте также: