Технология сварки ленточных пил по дереву
Обновлено: 17.05.2024

Виды сварки
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка

Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг

Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Особенности сварки ленточных пил. Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
Соединять концы полотна следует встык. Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге. Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура. Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения.
Важно иметь в своем распоряжении аппарат для сварки ленточных пил, позволяющий разместить концы полотна встык. Такое устройство можно изготовить самостоятельно по одному из чертежей, доступных в интернете.
Процесс пайки

Сварочный аппарат для сварки ленточной пилы.
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу. Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен. В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Как выполняется сварка ленточных пил своими руками? (видео)

Сложность соединения концов ленточных пил обуславливается различием параметров разных пил (по размеру и материалу) и тяжелыми условиями, в которых работает инструмент, испытывающий многократные циклические растягивающие и изгибающие нагрузки. В идеале место соединения должно быть таким же прочным, как и целое полотно, однако добиться этого непросто.
Спаянная ленточная пила
Существует два основных способа соединения ленточных пил: контактная стыковая сварка на специальных сварочных аппаратах и пайка.
Сварка ленточных пил своими руками: технология выполнения работы
После размещения ленточной пилы в станочном оборудовании и выбора режима сварки необходимо нажать кнопку пуска и контролировать выполнение процесса.
Технология соединения проста – ток посредством электродов подается на зажимные устройства, за счет чего края металла начинают оплавляться.

Сварка ленточных пил своими руками
При этом подвижное устройство толкает при помощи пружинного механизма торцы на встречу друг другу, формируя сварочный шов.
В ходе выполнения подобной процедуры нельзя забывать о времени сварки. На полуавтоматическом и ручном оборудовании за таким показателям следит станочник.
При использовании полной автоматики в зависимости от мощности агрегата необходимо выдерживать это значение на уровне 1-2 сек.
Наряду с временной характеристикой, на качество проведения работ влияет и чистота электродов.
Даже незначительные загрязнения могут создавать препятствия на пути прохождения электрического тока, что приведет к снижению номинальных значений и увеличению нагрузки на составные элементы станочного оборудования, их износ и срок службы.
После каждого использования необходимо осуществлять чистку всех поверхностей силовых узлов и агрегатов.
Посмотрим интересное видео о сварке ленточных пил своими руками:
Какие сварочные аппараты применяются
Чаще всего применяемые в обиходе аппараты для сварки ленточных пил разнятся лишь показателями производительности.

Наиболее простая конструкция – небольших габаритов станок, состоящий из следующих механизмов:
- простейший трансформатор;
- зажимные устройства (один неподвижный, другой сдвигаемый);
- электроды.
Мобильность одного из зажимных устройств позволяет осуществлять регулировку зазора между торцевыми частями будущей пилы. Крайне важно, чтобы в результате выполнения работ формировался одинаковой ширины шов, отличающийся надежностью и практичностью.
Такие высокие требования обусловлены регулярными циклическими нагрузками на ленточные пилы.
Технология выполнения работ схожа, изложенной выше, и подразумевает первоначальную установку ленточной пилы в зажимные механизмы. Соединяемые торцы должны плотно располагаться друг к другу.
Посредством ручек устанавливается необходимое усилие, формируемое за счет смещения подвижной части, и выставляется сила тока. При этом следует руководствоваться правилом: чем больше величина тока, тем больше должна быть осадка.
Величина и качество сварного шва находятся в прямой зависимости от названных параметров.
В большинстве случаев производители сварочного станочного оборудования в инструкции по эксплуатации указывают таблицы, содержащие сведения об изменении сечения в случае выставления конкретных значений тока и усилий.
Пайка ленточных пил
Высокотемпературная пайка ленточных пил также является приемлемым способом соединения, обеспечивающим, при условии качественного выполнения, достаточную прочность полотна. А для домашних условий пайка является наиболее доступным способом соединения порванной ленточной пилы.
Подготовка полотна. Перед пайкой соединяемые кромки полотна должны быть очищены от загрязнений.
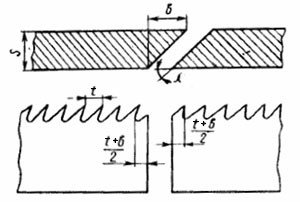
Соединение концов пилы осуществляется встык по скошенным граням, получаемым заточкой на абразивном круге. Форма скоса показана на рисунке ниже, его величина (в) колеблется в зависимости от ширины полотна и составляет от 8 до 12 мм, но часто величину скоса делают значительно меньше. Очень важно, чтобы скошенные поверхности были ровными плоскостями, и обеспечивалось их плотное прилегание друг к другу. Необходимо также обеспечить значение шага зубьев в зоне соединения характерное для данной пилы.
Пайка ленточных пил
Припои. Наилучшими припоями для пайки ленточных пил считаются серебряные (ПСр-45, а еще лучше — ПСр-65). Не стоит использовать серебренные припои с меньшим содержанием серебра, например ПСр-25 не годится.
Флюсы. Лучше всего приобрести какой-нибудь специальный пастообразный флюс, предназначенный для высокотемпературной пайки легированных сталей. Пастообразная форма флюса наиболее удобна для данной работы.
Если специальный флюс отсутствует, можно приготовить пастообразный состав самостоятельно. Взять 10 частей буры и смешать их с одной частью хлористого аммония. К полученной смеси добавляется вода до получения густоты пасты.
В принципе, в качестве флюса можно использовать и одну буру, но её неудобно наносить на стык.
Оборудование и приспособления. Нагрев при пайке можно осуществлять разными способами, но наиболее обычный — нагрев различными газовыми горелками. Пламя газовой горелки должно быть либо с небольшой нехваткой кислорода (если это возможно), либо нейтральным.
Температура пайки зависит от марки припоя. Если используется припой ПСр-45, имеющий интервал плавления 660-725°C, то будет достаточно температуры нагрева около 800°C. Не следует излишне перегревать соединение во избежание нежелательных структурных изменений в металле.
Необходимо иметь приспособление, в котором можно зажать концы пилы в нужном положении, точно совместив полотна по скосу и спинке полотна. Чертеж одного из возможных вариантов такого приспособления приведен на рисунке ниже.
Приспособление для пайки ленточных пил: 1 — выемка, обеспечивающая доступ пламени горелки.
Но возможны более простые варианты сделанные своими руками.
Самодельное приспособление для пайки ленточных пил
Процесс пайки. Пайка ленточных пил не отличается по своей сути от пайки высокотемпературными припоями других изделий (для получения большей информации по пайке см. статьи Пайка металлов и Пайка твердыми припоями). Она выполняется в такой последовательности.
Скошенные кромки покрываются флюсом, и концы пилы зажимаются в приспособлении таким образом, чтобы кромки плотно прилегали друг к другу, а спинки концов полотна прижимались к выступу в приспособлении. При нанесении флюса нужно стараться, чтобы он не покрывал никакие другие поверхности пилы, кроме самих скосов. Это исключит затекание припоя на те плоскости, где он не нужен, и откуда его придется убирать после пайки.
Пайка ленточных пил (
на соединение заранее помещен кусочек припоя
Производится нагрев соединения с помощью горелки до нужной температуры и подача припоя в стык соединения. Расплавившийся припой самопроизвольно, благодаря капиллярным силам, затягивается в стык между полотнами, о чем свидетельствует появление его полоски по всему периметру стыка. Припоя требуется совсем немного, поэтому нет необходимости в расплавлении его избытка.
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
Пайка ленточных пил: нагрев соединения
Пайка ленточных пил: припой заполнивший стык
Нужно дать время для остывания соединения в течение нескольких минут, и только потом снимать пилу с приспособления. Если все сделано правильно, то наплывы припоя на полотне должны практически отсутствовать. Если же они есть, их нужно убрать аккуратной зачисткой.
Пайка ленточных пил: зачистка соединения
Пайка ленточных пил: готовое соединение
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.

В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
Посмотрим видео о сварке ленточных пил полуавтоматом:
Трансформатор для сварки ленточных пил своими руками
При ответе на подобный вопрос необходимо сразу отметить, что процесс самостоятельной сборки трансформатора долгий и емкий. Более того, при отсутствии соответствующего образования, сборка электрической конструкции, способной с требуемой долей безопасности обеспечить эффективную и бесперебойную работу сварки, невозможна.

Сварочный аппарат для сварки ленточных плит
Попытка экономить увеличивает риск, в лучшем случае — получения готового продукта ненадлежащего качества, а в худшем – ожогов и травм. В связи с этим акцент целесообразнее сделать на готовых моделях.
Отличными моделями, позволяющими в домашних условиях осуществить сварку ленточной пилы своими руками, являются аппараты фирмы Griggio модификаций G 5-30, G 10-40, G 20-60, G 20-80.
Разница между этими моделями заключается в значениях ширины применяемого полотна.
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.

Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.

Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий;
поддержание сохранности профиля и высоты режущего элемента; - подготовка охлаждающих составов;
контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.

Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Полезные советы
Правильность сварочного шва можно с легкостью проверить путем сгибания пилы таким образом, чтобы шов находился сверху.
В случае образования правильной дуги и отсутствия трещин на месте соединения работа произведена качественно.
Появление дефектов сигнализирует о нарушении технологии выполнения работ и быстром остывании. V-образное соединение показывает, что шов получился чрезмерно мягким из-за неправильного отжига.
Кол-во блоков: 11 | Общее кол-во символов: 14244
Количество использованных доноров: 3
Информация по каждому донору:
Как сварить ленточную пилу
Ленточные пилы, как по дереву, так и по металлу изготовляются из режущего полотна, соединённого в кольцо. Поскольку во время работы они подвергаются циклическим нагрузкам на растягивание и изгиб место соединения по прочности в идеале не должно уступать материалу полотна. Поэтому для сварки ленточных плит используется специальное оборудование.
- Агрегаты, осуществляющие сварку сопротивлением. К их достоинствам относятся компактность и низкая стоимость. Однако имеют малую производительность.
- Оборудование для сварки оплавлением более громоздко и стоит дороже. Обладает высокой производительностью, может соединять ленты из любого материала.
- Автоматизированные системы, работающие по методу оплавления, применяются на крупных предприятиях.

Аппарат для сварки ленточной пилы
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
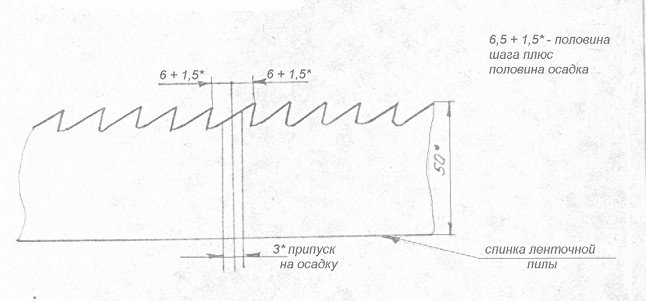
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.

Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.

Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Контроль качества
При небрежной сварке возможно образование следующих дефектов:
- смещение плоскостей полотна относительно друг друга случается из-за большого хода или малого тока,
- выплески расплавленного металла на поверхности ленты возникают при завышенном токе,
- непровар случается при низком усилии и малом ходе подвижного зажима или недостаточном токе.
У качественно сваренного полотна валик шва выступает над плоскостью не меньше 1,5 мм. Проверка осуществляет сгибанием ленты с радиусом 20 -25 см. Если получается окружность, а на шве не образуются трещины, беспокоиться не о чем. Если полотно изгибается в виде буквы V — металл передержали на отжиге. Появление трещин свидетельствует о поспешном охлаждении.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Заключение
Как следует из статьи освоить сварку пил несложно, особенно с помощью специализированных станков. Для качественного соединения необязательно иметь дорогостоящий станок. Дешёвые модели вполне успешно справляются с этой задачей, хотя с меньшей производительностью. В экстренных случаях можно обойтись вообще без оборудования, используя ручное сваривание и пайку.
Technoweld
Этот сайт был создан мной и не принадлежал никогда компании Техномеридиан хоть содержал координаты этого ООО.
Продукция
Области производства
Технология сварки ленточных пил.
Соединение ленточных пил в кольцо для работы на ленточнопильном станке или пилораме возможно:

- Пайкой.
Метод применялся ранее для не широких пил по древесине, до распространения аппаратов контактной стыковой сварки ленточных пил методами сопротивления и оплавления. Требует трудоемкой подготовки, в серийном производстве слабо применим, однако может быть использован для ремонта. - Сваркой полуавтоматом на формирующей подкладке.
В данном случае применяется легированная сварочная проволока и подогрев полотна перед и в процессе сварки.
Станки такие есть, часть оснащена встроенным нагревателем подкладки. Метод соединения не трудоемкий но длительный. Применяется для широких полотне по древесине. Имеет частичную замену в виде аппаратов для сварки ленточных пил оплавлением с возможностями сварки полотен до 210 мм, однако в России всего несколько таких машин. - Стыковой контактной сваркой сопротивлением.
Метод применим для сварки пил в небольших объемах так как по физике процесса чувствителен к дефектам обрезки торца полотна. Последнее трудно выполнить при резке больших объемов полотна, особенно биметаллического по металлу. Износ и местные небольшие повреждения ножей быстро дают о себе знать, а при резке жестких полотен он быстро достигает такой степени что появляются дефекты сварки. В связи с этим область применения метода ограничена. - Стыковой контактной сваркой оплавлением.
На сегодняшний день это основной метод сварки полотен от столярки до широких биметаллических пил по металлу и по древесине.
О двух последних методах и пойдет речь ниже.
Сварка ленточных пил сопротивлением
Суть метода в процессе разогрева материала пилы под воздействием проходящего через контакт торцев тока и усилия осадки. Происходит разупрочнение полотна в основном в зоне стыка, так как именно там локализуется основное выделение тепла. Под действием усилия осадки разупрочнённый материал начинает выдавливаться в грат, а расстояние между губками аппарата для сварки ленточных пил сокращается.
При достижении регулируемой потери длины происходит отключение тока и полотно остывает под действием усилия осадки, затем давление осадки снимается, полотно зажимается снова в разведённые губки машины в положение отжига для проведения термообработки с нагревом так же за счёт проходящего через полотно тока.
Параметрами режима являются:
- Начальное расстояние между губками (электродами) аппарата.
Это расстояние в основном зависит от толщины и жесткости материала полотна. При превышении этого расстояния полотно может терять устойчивость под действием усилия осадки, при малом расстоянии недостаточно материала выдавливается в грат и в шве вероятны непровары, свищи и посторонние включения. - Усилие осадки – чем больше сечение полотна и чем более вязкий металл тем больше необходимо усилие.
- Момент отключения тока при осадке – этот параметр регулирует степень осадки полотна и предупреждает опасное сближение электродов сварочного аппарата и их повреждение
Специфика состоит в том что распределение тока по ширине полотна будет неравномерно и зависеть от равномерности прижима полотна к электродам по ширине, и от состояния торцевых поверхностей.
Если первое достигается регулировками прижима и состоянием поверхности электродов (шлифованная или чисто фрезерованная плоская поверхность свободная от загрязнений) то второе только чистотой обрезки и выдерживанием строго перпендикулярного реза. Это необходимо для того чтобы нагрев происходил равномерно по всей ширине полотна на примерно одинаковую глубину.
Заусенцы, не перпендикулярность реза оси ленточного полотна , попадание загрязнений в зону зажима пилы, дефекты поверхности пилы в виде потертостей, отклонения толщины ленты будут вызвать неравномерный нагрев и либо получение шва с выраженной неравномерностью свойств либо визуальный брак.
С визуальными дефектами всё ясно – они очевидны. Однако, при нарушениях технологии, шов ленточной пилы может и не иметь визуальных дефектов. грат есть но он не равномерный по ширине полотна и разный по толщине. Такой дефект, в зависимости от чувствительности материала пилы к отжигу, может как критически сказаться на работе ленточной пилы, так и оказаться допустимым. Скорость охлаждения металла после сварки пилы в той зоне, где зона вблизи шва была более нагрета, будет меньше чем скорость охлаждения там где в контакт вступили относительно более холодные участки. Закалка структуры пилы произойдёт по разному, а кроме того,- в зоне замедленного остывания может не хватить давления осадки и появиться крупное зерно.
Если полотно жесткое, то оно скорее всего окажется требовательным к соблюдению параметров термообработки с целью получения приближенных к упругим свойствам основного материал пилы свойств шва и околошовной зоны.
Увы, так как изначальное состояние полотна после сварки оказалось разным по степени закалке и структуре выровнять свойства термообработкой не получится, и, если полотно к таким отклонением чувствительно то работоспособность такого шва в пиле окажется под большим вопросом…
В случае если полотно относительно мягкое и податливое, если при нормальной сварке допускает значительные отклонения температуры и времени термообработки при этом резко не меняя свойств,- скорее всего такой дефект окажется допустимым и, если и повлияет на работоспособность пилы,- то только в долговременной перспективе.
При простоте оборудования и относительной дешевизне аппаратов для сварки пил методом сварки сопротивлением именно эта “капризность” технологии к равномерному подводу тока при сварке и сдерживает применение при поточной сварке, сварке полотен с дефектами. Сферой применения метода сварки пил по технологии сварки сопротивлением оказывается сварка не широких полотен по древесине в небольших объемах, сварка части ленточных ножей, эпизодическая сварка биметаллических пил, сварка лент при производстве других видов продукции таких как бронирование кабелей, производство порошковой сварочной проволоки, шовных труб малого диаметра.
Сварка ленточных пил контактной сваркой оплавлением.

При этом методе сварки процесс после зажима концов полотна в губки аппарата сварки пил происходит по другой технологической последовательности:
- Губки аппарата для сварки пил разводятся приводом на небольшое расстояние составляющее около 0.2 мм и включается подача напряжения на сварочный трансформатор и к губкам;
- Начинается сближение губок с нарастающей скоростью. По мере сближения микро неровности торцов полотна вступают в контакт и проходящий через это локальное соединение ток расплавляет участки поверхности, а , также частично испаряет вступивший в контакт ( короткое замыкание) мостик их жидкого металла пилы.
По мере сближения в контакт вступают соседние участки полотна, количество микродуг от разрыва мостиков увеличивается, дуги перемешаются по всему сечению полотна равномерно прогревая торец.
Испарение части металла и выбрасываемые брызги выжигают кислород воздуха из зоны сварки и служат защитой нагретого металла торцов от окисления. - При достижении некоторого пути оплавления и желаемого прогрева концов пилы происходит резкое закрытие зазора с приложением к полотну усилия осадки. Сварочный ток при этом остается включенным до сближения губок аппарата до регулируемого расстояния между ними или отключается с настраиваемой задержкой времени (в зависимости от технологии заложенной в аппарат для сварки пил).
- Остывание полотна происходит при приложенном усилии осадки, в дальнейшем так же выполняется перезахват в положение отжига (либо вручную, либо автоматически) и дальнейшая термообработка с освобождением полотна от осевого давления при нагреве и остывании.
Подвижная губка при включенном отжиге должна свободно перемещаться хотя бы на небольшое расстояние. Будет это 0.3 или 1.0 мм с точки зрения технологии для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!
То же относится и сварке сопротивлением, однако далеко не все сварщики пил после зажима пилы в положение для отжига дополнительно ещё немного дожимают пружину осадки с этой же целью.
Равномерность прижима и электрического контакта пила – электрод
При этом методе должна быть достигнута как можно лучше, однако небольшие отклонения не приводят ни к каким последствиям при сварке и могут сказаться лишь на неравномерности отжига. Возможное явление – при точно настроенных прижимах отжиг всё равно начинается не равномерно именно на сваренном полотне. Это обусловлено усадкой шва и короблением полотна в сочетании с недостаточным усилием прижима пилы к электродам аппарата.
В таком случае уместно вспомнить что отжиг (отпуск) полотна процесс зависящий от температуры и времени. Снижение температуры и увеличение времени отжига в большинстве случаев позволяет подавить отрицательные проявления. Исключением являются те полотна которые очень резко меняют механические свойства при небольших отклонениях отжига по температуре и по длительности.. Увы, такие полотна так же не выносят различия свойств по ширине полотна в месте сварки а в данном случае они будут.
Начальное расстояние между губками и путь оплавления полотна.
На большинстве аппаратов кроме последних серий автоматов с сервоприводом путь оплавления задаётся механически формой кулачка аппарата для сварки пил. Он не изменяем и фиксирован и обычно составляет величину 2.5…3.0 мм. В таком случае начальное расстояние между губками рассчитывается исходя из толщины полотна но ” с конца”.
Расстояние между губками после сварки должно составлять не менее 2 толщин полотна,- в противном случае выдавливание расплава и разупрочнённого слоя в грат окажется затруднено и в шве могут быть дефекты; кроме того, скорость остывания будет высокой из за близкого расположения зоны шва к электродам и уровень закалки может быть такой сто полотно получит микротрещины ещё до того как будет произведён отжиг.
С точки зрения срока службы электродов до очередной перешлифовки рабочей поверхности это расстояние желательно увеличить. В большинстве случае его можно принять равным 2.5 толщинам полотна.
В грат должно выйти не менее чем 1 толщина полотна с каждой стороны – то есть минимальная потеря при осадке 2 толщины полотна пилы.
Искровой зазор не должен быть более чем 2 толщины полотна – это приведёт к дефектам.
Имеем для полотна толщиной 0.9 мм 0.9*2.5 +0.9*2+0.9*2+2.5 мм = 8.35 мм – начальное расстояние не должно быть меньше этого – то есть подбор режима начинать надо примерно с 8.5 мм.
Превышение оптимального начального расстояния может повлечь за собой как потерю устойчивости при осадке, так и неравномерность прогрева. Дело в том что при приближении зоны разогрева к охлаждаемым губкам аппарата для сварки ленточных пил возникает эффект выравнивания температуры по ширине полотна.
Слишком малое расстояние чревато повреждением электродов и прижимов или недостаточно глубокой осадкой полотна с дефектами в сварном соединении.
В случае если ваш аппарат имеет другой или регулируемый путь оплавления эту величину и требуется подставить в расчёт ориентировочной величины начального расстояния.
Скорость оплавления.
Она не постоянна при сближении полотна, однако для аппаратов где нарастание скорости задаётся кулачком она может быть изменена путём изменения постоянной частоты вращения двигателя. На аппаратах с сервоприводом подвижной губки это делается программно и позволяет менять и кривую нарастания линейной скорости сближения губок.
Скорость должна находится в балансе с током и напряжением на губках. Если ток и напряжение велико а скорость мала то в конце оплавление при разогреве полотна может увеличиваться искровой зазор. Это слышно и не слух, и видно как крупная и редкая искра, можно и пронаблюдать – попытаться сквозь искры, стоя чуть сбоку и, как минимум надев очки, разглядеть в процессе оплавления грани торца полотна. Если удалось – скорость и ток выбраны НЕ верно!
В случае малой мощности трансформатора и высокой скорости чаще не хватает нормально начать оплавление. Начало запаздывает и выглядит как закрытая расплавом часть шва из которой вылетают редкие искры, которая затем проваливается и начинается подобие нормального оплавления. Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и он разогрел только часть сечения полотна.
Это тоже потенциальный дефект.
Давление (усилие) осадки и момент отключения тока
Так как трансформаторы на аппаратах для сварки пил питаются через тиристорные контакторы переменным током 50 гц то момент физического отключения тока всегда может запаздывать на разное время в пределах до 10 микросекунд от времени подачи команды на отключение тока. Этот эффект вызывает некоторый разброс конечного расстояния между губками даже при неизменности остальных параметров протекания процесса сварки. И , этот эффект и можно использовать для подбора соотношения указанных параметров с оглядкой на оптимальные величины и разброс.
Оптимальная величина 2.5 * толщина полотна, меньше чем 2* толщина полотна вероятен брак, и как правило при неглубокой осадке менее 3* толщина полотна тоже вероятны включения в шве со снижением прочностных свойств.
Для полотна с толщиной 0.9 получаем диапазон значений от 1.8 до 2.7 мм, но при настройке стараемся ориентироваться на среднюю часть диапазона – то есть 2.0..2.5 мм.
После того как удалось при некотором соотношении получить несколько сварок в указанном диапазоне можно посмотреть что произойдёт если чуть задержать момент выключения тока. При нормальном усилии осадки это вызовет не резкое и предсказуемое сокращение усреднённой по сварке нескольких стыков дистанции между губками аппарата после сварки.
Если давление ( сила) осадки велико – произойдёт резкое сокращение, мало – практически никакой реакции.
Так же существует способ оценки соответствия по галтели в зоне выхода грата со стороны спинки пилы. Если усилие велико а ток отключен очень рано возникает низкий прочно сцепленный с пилой гребень и выраженная галтель с радиусным переходом в него. При обратной ситуации грат выходит как будто резко под углом 90 град и слабо сцеплен с пилой.
И та и другая ситуация не является оптимальной – при большом давлении осадки будет разброс параметров, а при малом недостаточная прочность шва.
По отжигу
К отработке режима отжига не стоит приступать ранее того как будут получены более менее стабильные результаты сварки- это пустая трата времени. Состояние пилы после сварки может быть различным и режим отжига зависеть будет от него. Изменяя параметры режима сварки вы изменяете и это состояние.
Затруднения при подборе режимов
- Разброс конечного расстояния при любых параметрах сварки выше разумного, хотя внешне всё выглядит нормально. Тут стоит проверить:
– Нет ли проскальзывания пилы в губках при осадке,
– Проведя ряд отжигов на не сваренном полотне,- оценить насколько повторяемо и однозначно полотно зажимается в губки и нет ли у полотна отклонений по толщине в сечении или дефектов покрытия с разной электропроводностью
– Поменять ступень трансформатора и попробовать подобрать режим при другом токе, на аппаратах для сварки пил с регулировкой скорости оплавления можно и попробовать менять скорость оплавления.
– Посмотреть не отклоняется ли в больших пределах уровень напряжения в сети
– Проверить нет ли в присоединении машины к электросети проводов заниженного сечения и некачественных контактных соединений - Полотно нарушено по геометрии – видно при зачистке зоны шва.
– состояние и настройка взаимного положения электродов и прижимов
– неправильный боковой зазор на гильотине или износ ножей вызывает деформацию полотна при резке в размер
– увеличена сверх необходимого установочная длина (начальное расстояние) между электродами аппарата для сварки пил
– слишком большое давление осадки при раннем отключении тока
– люфты в следствии износов в направляющих аппарата или деталях прижимной системы - Полотно имеет прогиб “саблю” по спинке, как его сваривать?
Ответ
– если полотно будучи размотанным и свободно лежащим некоторое время на столе выпрямляется – сваривать после того как полежит
– если такого не происходит устанавливать упоры аппарата по полотну ( по спинке) и при сварке пытаться точно повторить форму полотна и в зоне стыка тоже - Как лучше ставить полотно по зубу или по спинке?
– столярку, узкие биметаллические полотна, полотна по древесине если они не имеют прогибов – по зубу
– биметаллические по металлу, полотна с саблей – по спинке
Это связано с особенностями приработки пил в начальный период эксплуатации, так как в зоне сварки небольшие отклонения геометрии более чем вероятны
В старой версии сайта существовала не только подобное описание технологии, но со временем набралось немало комментариев с вопросами и ответами по различным вопросам технологии и реальным ситуациям с браком при сварке ленточных пил, а так же вопросами по обслуживанию оборудования накопленным за много лет. Восстановить всё это увы возможности нет.
Если у вас возникают технологические затруднения, вопросы по диагностике аппаратов для сварки пил, или проблемы с браком при сварке пил – обращайтесь, чем сможем поможем.
Этот сайт был создан мной и пока я был инженером по сварочному оборудованию компании Техномеридиан и содержал координаты этой компании. Сотрудничество прекращено
Читайте также: