Тепловые характеристики сварочного пламени
Обновлено: 21.09.2024
Для газопламенной обработки металлов в качестве горючих газов в основном применяются различные углеводороды и только в некоторых случаях водород.
Строение пламени при горении углеводородов в кислороде или в воздухе характеризуется наличием трех зон:
Форма, вид и относительные размеры этих зон зависят от соотношения кислорода (Vк) и горючего газа (Vг) в смеси, т. е. регулирования пламени, характеризуемого коэффициентом B = Vк/Vг.
Процесс горения проходит в несколько стадий.
Первая стадия - подготовка горючего к сгоранию - характеризуется распадом углеводорода в конечном виде на углерод и водород. Так, например, реакция распада ацетилена имеет вид:
Реакция ускоряется в случае присутствия кислорода в смеси с углеводородом. Реакции распада осуществляются внутри ядра пламени.
Вторая стадия горения характеризуется образованием СО и Н2. Выделяющийся в результате распада углерод окисляется находящимся в смеси кислородом по реакции
Продукты этой реакции определяют состав второй зоны пламени.
При горении элементарные частицы углерода накаливаются, их свечение и показывает границу ядра пламени. Если кислорода в горючей смеси достаточно, за этой границей ядра свободного углерода уже нет.

При избытке кислорода (B > 1) уже во второй зоне пламени начинается третья стадия горения, заключающаяся в том, что образующиеся СО и Н2 частично окисляются в СО2 и Н2О.
Вторая зона находится непосредственно за ядром и имеет вид клина сероватого цвета. При избытке кислорода эта зона уменьшается в своих размерах, а при недостатке кислорода (избытке ацетилена) вокруг ядра видна область белого цвета, где углерод догорает за счет реакции с кислородом воздуха.
При B = 1 процессы окисления СО и Н2 осуществляются в третьей зоне за счет кислорода воздуха по реакциям:
Продукты сгорания вместе с попавшим в пламя воздухом образуют факел оранжево-фиолетовых оттенков при B = 1, желто-оранжевых оттенков при B < 1 и фиолетовых при B >1.
Строение и схема изменения состава ацетилено-кислородного пламени при B = 1 показана на рис. 29, а внешний вид пламени при различных значениях B - на рис. 30. Однако на состав пламени, кроме того, могут влиять происходящие при высоких температурах реакции диссоциации газовых молекул (рис. 31). Так, например, непосредственно за ядром, где имеет место наивысшая температура, происходит частичный распад молекулярного водорода по реакции:
Поэтому во второй зоне пламени обычно кроме СО и Н2 имеется кислород и атомарный водород. Примерный состав этой зоны в момент горения при р = 1 следующий: 60% СО, 20% Н2, 20% Н и небольшое количество (~10 -3 -10 -5 %) свободного кислорода. Экспериментальный отбор газа, кроме того, показывает присутствие также и некоторого (около 8%) количества азота из воздуха.
В пламени с избытком кислорода (B > 1,3) во второй зоне кроме СО, Н2 и Н имеются значительные количества С02 и Н20 и большее количество свободного кислорода. Эта зона пламени горячее (имеет более высокую температуру, чем при B = 1-1,1) вследствие дополнительного теплового эффекта сгорания СО в С02 и Н2 в Н20 и обладает более высокой окислительной способностью по отношению к нагреваемому и расплавляемому металлу.

Регулировка ацетилено-кислородного пламени осуществляется по внешнему виду.
Пламя заменителей ацетилена (различных углеводородов, наиболее часто пропан-бутана) принципиально подобно ацетилено-кислородному и имеет три зоны. Соотношения количеств кислорода к горючему газу, дающих пламя нормальной регулировки, зависят от состава этих горючих газов. Так, при пропано-бутановых смесях значение B примерно равно 3,5.
Как правило, регулировка пламени газов-заменителей, осуществляемая по внешнему виду, сложнее, чем ацетилено-кислородного, так как зоны пламени менее четкие. Наиболее трудно производить регулировку по внешнему виду водородно-кислородного пламени, которое не имеет ядра. В этих случаях регулировку следует осуществлять с использованием ротаметров.
Химическое взаимодействие пламени с металлом
Взаимодействие металла с пламенем определяется свойствами металла, температурой, давлением и составом газовой фазы пламени. Состав газовой фазы устанавливается при сварке посредством регулирования пламени. Теоретические основы регулирования впервые разработаны А. Н. Шашковым.
Одним из наиболее распространенных процессов, происходящих при воздействии пламени на металл, является окисление. Типовой реакцией окисления при сварке является
Направление реакции, т. е. окисление (слева направо) или восстановление окисла (справа налево) зависит от концентрации (парциального давления) кислорода в газовой фазе, контактирующей с металлом, температуры взаимодействия и свойств окисла (сродства металла к кислороду, определяющего стойкость окисла, его устойчивость против разложения, диссоциации). При определенных условиях такие обратимые реакции достигают равновесия, т. е. скорости реакции как слева направо, так и справа налево становятся равными. Для конкретных реакций (например, для окисления - диссоциации окислов определенного металла) достижение равновесия определяется температурой и составом газовой фазы. Например, равновесие различных газовых смесей с железом и его окислами представлено на рис. 32. Из рис. 32, а следует, что при общем давлении 1 кгс/см 2 окисления железа при температурах сварочной ванны (заштрихованная область) при его взаимодействии со смесью водорода и паров воды не будет происходить только в случае содержания водорода в смеси более 45% (т. е. паров воды менее 55%). Такое водородно-кислородное пламя может быть получено при В=Vк /V в = 1/4 по реакции:

Пламя при горении углеводородов имеет больше составляющих, и поэтому необходимо учитывать парциальные давления не только Н2 и Н2О, но и СО и СО2. Как показано выше, в ацетилено-кислородном пламени с B < 1 имеется свободный углерод, в связи с чем может происходить науглероживание металла.
При B > 1 во второй зоне пламени появляется СО2 и Н2О, допустимое количество которых (когда при сварке железа не образуется FeO) позволяет определить максимальное значение B.
Так, если пренебречь влиянием парциальных давлений, пользуясь рис. 32, можно подсчитать В, при котором пламя будет находиться в равновесии с FeO:
Если учесть влияние парциальных давлений и кислорода воздуха, попадающего в пламя, максимальное значение В будет не 1,435, а примерно 1,3. Таким образом, применительно к железу пламя при В < 1 является науглероживающим, а при р >1,3 - окислительным. Пламя со значениями В = 1 - 1,3 для расплавленного железа является отчасти восстановительным и носит название пламени нормальной регулировки.
Пламя с В > 1,3 может применяться лишь для нагрева твердого железа или сталей с малым количеством других элементов (например, при поверхностной закалке).
Элементы, имеющие большее сродство к кислороду, чем железо (Al, Si, Мп, Сг и т. д.), могут интенсивно окисляться тогда, когда реакции образования FeO не происходит. Они легко окисляются не только в чистом виде, но и находясь в виде примесей или легирующих добавок в железных сплавах, причем чем больше их в сплаве, тем их окисление будет интенсивнее. Поэтому при сварке легированных, особенно средне- и высоколегированных сталей, в ряде случаев необходимо применять регулировку пламени с другими значениями В, чем при сварке нелегированных сталей. Окисление некоторых элементов, например Al, Тi, Si и др., вообще не удается исключить ни при какой регулировке пламени. Поэтому, например, алюминий, магний и их сплавы необходимо сваривать газовой сваркой с применением дополнительных средств защиты сварочной ванны от окислов посредством применения флюсов.
Некоторые элементы (Ni, Си и пр.) окисляются слабее, чем железо, и меньше окисляются, находясь в сталях в виде легирующих добавок.
Однако при сварке условия равновесия металла и газовой фазы не достигаются, и в результате взаимодействия пламени с металлом возможно образование таких окислов, которые в равновесных условиях не образуются.
Вследствие растворимости в расплавленных элементах их окислов (например, NiO в никеле) образовавшийся в какой-то период окисел, растворяясь в ванне, не взаимодействует более с восстанавливающими газами, приводя в конечном счете к окислению сварочной ванны. Степень этой окисленности тем меньше, чем меньше B. Но при уменьшении B, как показано выше, в пламени появляется повышенное количество свободного водорода, что может отрицательно сказаться на сварке некоторых металлов.
Поэтому при газовой сварке различных металлов и сплавов подбирают такое соотношение кислорода и горючего газа, которое позволяет получать наиболее благоприятный характер взаимодействия пламени со свариваемым металлом.
Температура ацетилено-кислородного пламени и нагрев металла пламенем
Температура является одной из важнейших характеристик пламени. Чем выше температура пламени, тем эффективнее процессы нагрева и плавления металла.
Экспериментальные исследования Н. Н. Клебанова по определению температуры ацетилено-кислородного пламени нормальной регулировки мощностью 500 л/ч дали следующие значения:

Аналогично, но с другим характером перепада (градиентом), изменяется температура и в поперечном сечении пламени, уменьшаясь от оси пламени к периферии.
Нагрев металла пламенем обусловливается лучистым (5-10%) и в основном конвективным теплообменом между потоком горящих газов и соприкасающейся с ним поверхностью металла.
Общее количество тепла q (в ккал/см 2. сек), вводимое пламенем в единицу времени через единицу площади нагреваемой поверхности металла, равно
где а - коэффициент теплообмена, равный сумме коэффициентов конвективного (ак) и лучистого (ал) теплообмена, в ккал/см 2 ·сек·°С;
Тг - температура потока газов в °С;
Тм - температура поверхности металла в °С.
Теоретические расчеты распространения тепла при нагреве металла газовым пламенем разработаны акад. АН СССР Н. Н. Рыкалиным, а экспериментальные исследования проведены М. X. Шоршоровым и А. К. Нинбургом.
При соприкосновении с поверхностью металла газовый поток пламени растекается, образуя при перпендикулярном направлении потока симметричное относительно центра пятно нагрева (рис. 34, а).
Характер распределения удельного теплового потока по пятну нагрева схематически предоставлен нижней частью рис. 34, а и приближенно может быть выражен математической формулой:
где qr - удельный тепловой поток в любой точке А пятна нагрева на расстоянии r от центра в кал/см 2 •сек;
qmax - максимальный удельный тепловой поток на оси пламени в кал/см 2. сек;
е - основание натуральных логарифмов;
R - коэффициент сосредоточенности в 1 /см 2 .
При отклонении оси пламени от перпендикуляра к поверхности изделия на угол 90° - ф пятно нагрева вытягивается по направлению оси и сужается с боков (рис. 34, б). Интенсивность нагрева впереди ядра пламени увеличивается, а за ним - уменьшается.

Распределение теплового потока по пятну нагрева горелкой с различными наконечниками при перпендикулярном направлении пламени представлено на рис. 35.
При перемещении пламени относительно поверхности металла нагретые газы соприкасаются с более холодным металлом, в связи с чем растет ввод тепла в единицу времени. Эффективная мощность пламени с увеличением расхода газа также увеличивается, но в меньшей степени, чем расход горючего. Вследствие этого эффективный к. п. д. ηu с увеличением мощности пламени падает. Значение ηu определяется по формуле:
где qэф - количество тепла, полученное металлом, в кал/сек;
qn - полная тепловая мощность пламени, соответствующая низшей теплотворной способности горючего (для ацетилена 12 600 кал/л).

где Va - расход ацетилена в л/ч.
Результаты экспериментальных исследований qэф и ηu для сварочных горелок с различными наконечниками представлены на рис. 36.

На эффективную мощность пламени в наибольшей степени влияет расход горючего. Однако некоторую роль играют и другие параметры режима нагрева: угол наклона пламени к поверхности металла, скорость перемещения пламени, скорость истечения газов, значение коэффициента В, толщина металла, его тепло-физические свойства и др.
Вследствие меньшей концентрации тепла при воздействии на металл пламенем по сравнению с электрической дугой характер распределения температур в металле при нагреве пламенем является более плавным, с меньшим градиентом, а относительная доля тепла, используемая на проплавление металла при сварке, уменьшается.
Полный коэффициент проплавления может быть определен из формулы

где υ - средняя скорость перемещения горелки в см/сек;
Fnp - площадь поперечного сечения металла шва в см 2 ;
у - удельный вес металла в г/см 3 ;
Sпл - теплосодержание расплавленного металла при температуре плавления в кал/г;
Va - расход ацетилена в л/ч.
Изменение полного к. п. д. в зависимости от толщины металла с использованием различных горелок и горючих газов при ручной газовой сварке представлено на рис. 37.

Как следует из рисунка, полный к. п. д. при газовой сварке мал, и остальное тепло сжигаемого горючего составляет различные потери. Например, при ацетиленокислородной сварке стали толщиной 3 мм затраты тепла на нагрев свариваемого металла вокруг расплавляемой зоны (ванны, шва) составляют около 45%. При увеличении толщины свариваемого металла или его теплопроводности составляющая расхода на его нагрев вне расплавляемой зоны увеличивается.
Важное значение для проплавления металла и управления сварочной ванной имеет и механическое действие пламени, достигающее по оси пламени максимальной величины. При сварочных горелках большой мощности удельное давление газов пламени достигает 0,1 кгс/см 2 .
Газовая сварка ввиду ее меньшей производительности и тепловой эффективности по сравнению с дуговой применяется в основном для сварки стали малых толщин, чугуна и некоторых цветных металлов. При больших толщинах газовая сварка стали применяется только в тех случаях, когда по каким-либо причинам затруднено применение электросварки.
Основными путями повышения производительности газовой сварки является рациональное использование тепловой мощности пламени, в частности подбором мощности и регулировки, позволяющим получать хорошее качество сварки при увеличении ее скорости, а также использованием в частных случаях тепла отходящих газов.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Технология ручной дуговой сварки
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом — дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковые ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку.
Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества. Сварочную проволоку всех марок в зависимости от состава разделяют на три группы: низкоуглеродистая, легированная и высоколегированная.
Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях (рис. 1) — нижнем, вертикальном, горизонтальным, потолочном, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом.
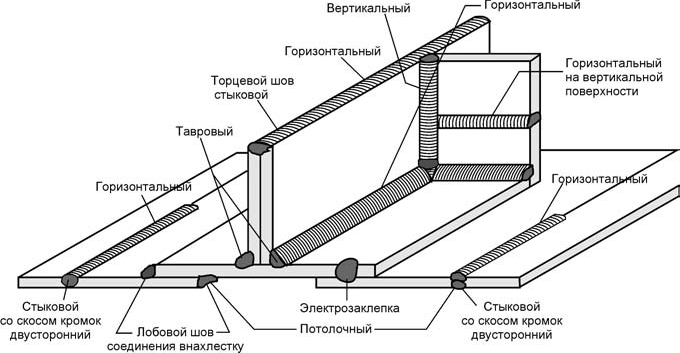
Рис. 1. Виды сварных швов
Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла.
Выбор режима. Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки.
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Примерное соотношение между толщиной металла S и диаметром электрода dэ при сварке в нижнем положении шва составляет:
Сила тока в основном зависит от диаметра электрода, но также зависит и от длины его рабочей части, состава покрытия, положения в пространстве сварки.
Чем больше ток, тем больше производительность, т. е. большее количество наплавленного металла:
где Q — количество наплавленного металла; αн — коэффициент наплавки, г/(А·ч);
Однако при чрезмерном токе для данного диаметра электрода, электрод быстро перегревается выше допустимого предела. Это приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока приблизительно можно определить по следующим формулам:
при сварке конструкционных сталей для электродов диаметром 3—6 мм:
где dэ — диаметр электрода, мм.
Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10—20% ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узком интервале 16—30 В.
Техника сварки. Дуга — мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка возникает во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает в себя три этапа: короткое замыкание электрода на заготовку, отвод электрода и возникновение устойчивого дугового разряда.
Дуга может возбуждаться двумя приемами: касанием конца электрода к свариваемому изделию и отводом от изделия перпендикулярно вверх на расстояние 3—4 мм (рис. 2), или быстрым боковым движением электрода к свариваемому изделию и отводе электрода от изделия («чирканьем» электродом по изделию, подобно зажиганию спички). Прикосновение электрода к изделию должно быть кратковременным, иначе он приваривается к изделию. Второй способ удобнее, но неприемлем в узких и неудобных местах.
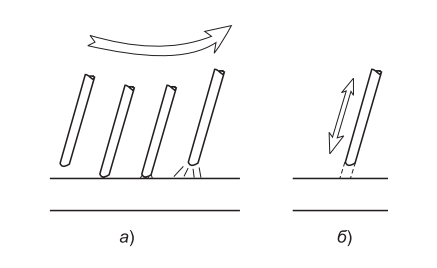
Рис. 2. Методы зажигания дуги: а — боковым движением; б — касанием электрода
В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах
где Lд — длина дуги, мм; dэ — диаметр электрода, мм.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и обеспечивает получение высококачественного сварного шва, так как расплавленный металл быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Кроме этого, сварка на длинной дуге электродами с покрытием основного типа, приводит к пористости металла шва. Для правильного формирования шва при сварке плавящимся электродом необходимо электрод по отношению к поверхности свариваемого металла держать наклонно, под углом 15—20° от вертикальной линии. Изменяя угол наклона электрода, можно регулировать глубину расплавления основного металла и влиять на скорость охлаждения сварочной ванны. На рис. 3 показано влияние наклона электрода и наклона свариваемого изделия на глубину проплавления основного металла.
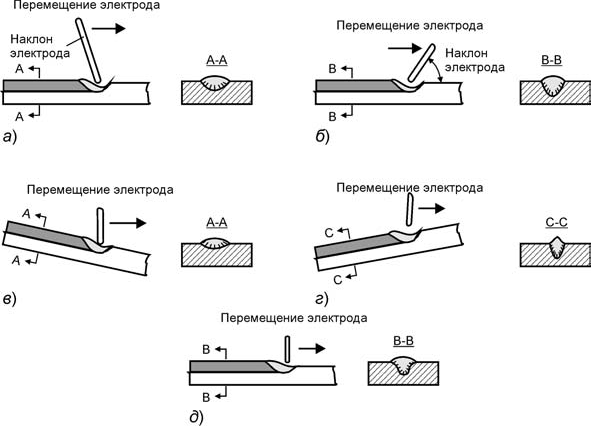
Рис. 3. Влияние наклона электрода и наклона свариваемого изделия на глубину проплавления основного металла: а — сварка углом вперед; б — сварка углом назад; в — сварка вертикальным электродом под уклон; г — сварка вертикальным электродом на подъем; д — сварка вертикальным электродом горизонтальной поверхности
Кроме длины дуги на качество сварного шва также влияет величина сварочного тока, напряжение и темп сварки. Внешний вид получаемого сварного шва при отклонении от нормальных режимов показан на рис. 4.
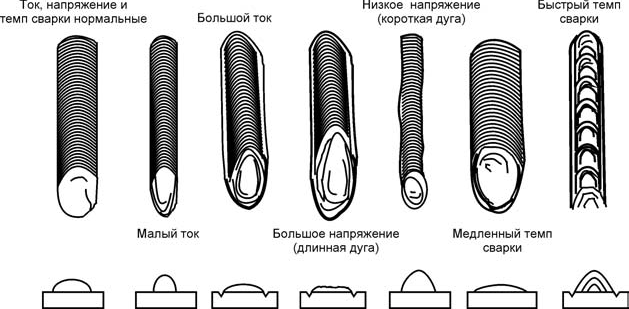
Рис. 4. Зависимость сварного шва от напряжения, тока и темпа сварки
В процессе сварки электроду сообщается движение в трех направлениях.
- Первое движение— поступательное, по направлению оси электрода. Этим движением поддерживается постоянная (в известных пределах) длина дуги в зависимости от скорости плавления электрода.
- Второе движение — перемещение электрода вдоль оси образования валика шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается так называемый ниточный валик, на 2—3 мм шире диаметра электрода, или узкий шов шириной е = 1,5dэ.
- Третье движение— перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (e = (1,5 – 5)dэ) получают с помощью поперечных колебаний, изображенных на рис. 5. На примере этих основных колебательных движений в табл. 1 приведены движения электрода при различных видах сварки.
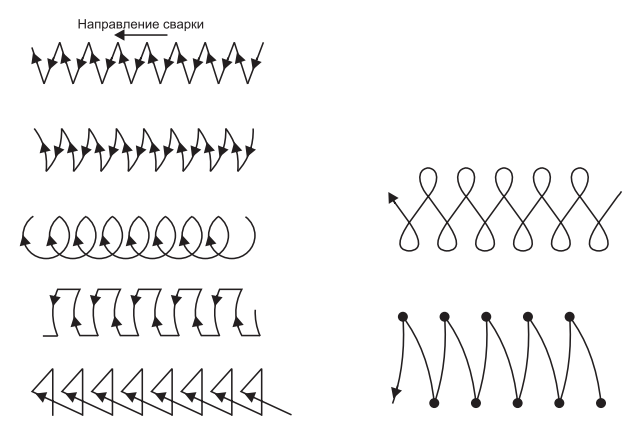
Рис. 5. Схема движения конца электрода при ручной электродуговой сварке
При сварке тонких листов накладывают узкий валик (шириной 0,8—1,5 диаметра электрода) без поперечных колебаний. В других случаях (при сварке толстых листов) применяют уширенные валики. Колебательные движения улучшают прогрев кромок шва, замедляют остывание ванны наплавленного металла, обеспечивают получение однородного шва и устраняют непровар его корня.
Таблица 1. Примеры движения электрода при различных видах сварки
Сварку встык без разделки кромок производят преимущественно сквозным проплавлением с одной стороны шва. В этих случаях рекомендуется применять подкладки (стальные, медные). Иногда, когда это возможно, производят подварку шва узким валиком с обратной стороны.
Детали под сварку собирают в приспособлениях, чаще всего прихватками. Сечение прихваточного шва составляет примерно 1/3 от сечения основного шва, длина его 30—50 мм. Угловые швы сваривают «в угол» или «в лодочку» (рис. 6).
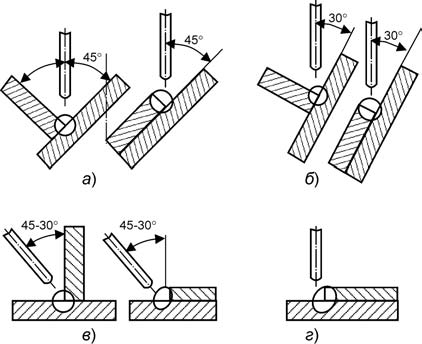
Рис. 6. Положение электрода и изделия при выполнении угловых швов: а — сварка в симметричную «лодочку», б — в несимметричную «лодочку», в — «в угол» наклонным электродом, г — с оплавлением кромок
При образовании углового шва (рис. 6, а, б, в) электрод ставят под углом 45° к поверхности детали. Применяя повышенные величины тока, во избежание непровара шва, обе свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° (сварка в лодочку, рис. 6, а). При наклоне свариваемых поверхностей под углом 30° или 60° — в несимметричную лодочку.
При сварке «в угол» проще сборка, допускается большой зазор между свариваемыми деталями (до 3 мм), но сложнее техника сварки, возможны дефекты типа подрезов и наплывов, меньше производительность, так как приходится за один проход сваривать швы небольшого сечения (катет < 8 мм) и применять многослойную сварку. Сварка в лодочку более производительна, допускает большие катеты шва за один проход, но требует более тщательной сборки.
При сварке встык шва с V-образной разделкой (рис. 7, а) дугу зажигают вблизи скоса кромок и наплавляют валик металла. В зависимости от толщины листа и диаметра электрода шов выполняют за один или несколько проходов.
При многослойной сварке каждый слой тщательно очищают. Число слоев определяют, исходя из диаметра электрода. Толщина слоя равна (0,8 ÷ 1,2)dэл.
Сварку Х-образных швов (рис. 7, б) с целью уменьшения деформации производят попеременным наложением слоев с обеих сторон разделки.
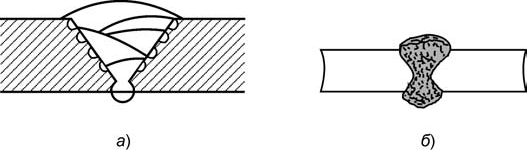
Рис. 7. Сварка в стык с разделкой кромок: а — схема наложения валиков металла с V-образной разделкой кромок; б — сварка встык с двухсторонней разделкой кромок.
Сборка деталей при подготовке под сварку, разделка кромок металла и зазоры между деталями при сварке встык, согласно ГОСТа, показаны на рисунках в табл. 2, а также на рис. 8—11.
Таблица 2. Основные типы и размеры конструктивных элементов шва
Сварка встык листов разной толщины показана на рис. 8. Соединение листов внахлестку лобовыми швами показано на рис. 9.
Соединение листов внахлестку фланговыми швами с усилением прорезными швами показано на рис 10.
Соединение листов встык с накладками показано на рис. 11. Накладки приварены к листам лобовыми и фланговыми швами (средняя проекция общая для обеих соединений).
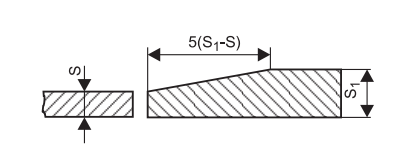
Рис. 8. Разделка кромок листов разной толщины для сварки в стык
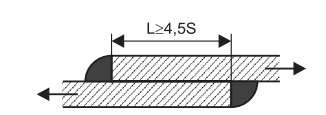
Рис. 9. Соединение листов внахлестку лобовыми швами
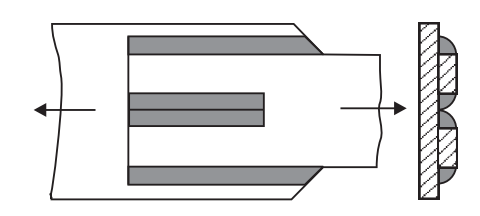
Рис. 10. Соединение листов внахлестку фланговыми швами, усиленными прорезными швами
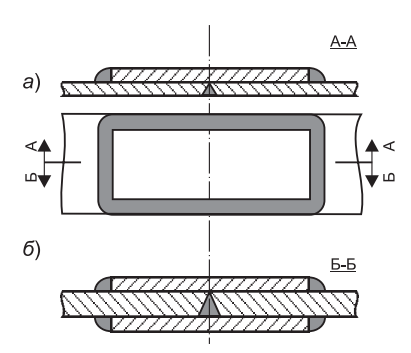
Рис. 11. Соединение листов встык с одной накладкой (а) и то же, с двумя накладками (б)
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов. Под порядком заполнения швов понимается, как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяженности все швы условно можно разделить на три группы:
- короткие — до 300 мм;
- средние — 300—1000 мм;
- длинные — свыше 1000 мм.
В зависимости от протяженности шва, материала, требований к точности и качеству сварных соединений сварка таких швов может выполняться различными способами (рис. 12).
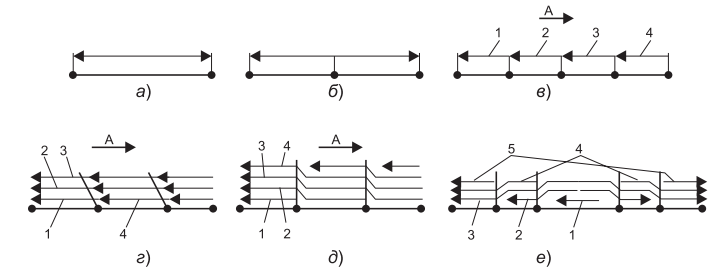
Рис. 12. Схемы сварки: а — напроход; б — от середины к краям; в — обратно ступенчатым способом; г — блоками; д — каскадом; е — горкой; А — направление заполнения разделки: (стрелками указано направление сварки); 1—5 последовательность сварки в каждом слое
Короткие швы выполняют на проход — от начала шва до его конца. Швы средней длины варят от середины к концам или обратно ступенчатым методом. Швы большой длины выполняют двумя способами: от середины к краям (обратно ступенчатым способом) и вразброс.
При обратно ступенчатом методе весь шов разбивается на небольшие участки длиной по 150—200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм. В зависимости от количества проходов (слоев), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяются при сварке металла небольших толщин (до 8—10 мм) с предварительной разделкой кромок.
Сварку соединений ответственных конструкций большой толщины (свыше 20—25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов: заполнения швов «горкой» или «каскадным» методом.
При сварке «горкой» сначала в разделку кромок наплавляют первый слой небольшой длины 200—300 мм, затем второй слой, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200—300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что позволяет предупредить появление трещин. «Каскадный» метод является разновидностью горки.
При сварке горизонтальных швов на вертикальной плоскости (рис. 13, а) разделку делают лишь верхнему листу, дугу возбуждают на нижней кромке, затем постепенно переходят на скошенную верхнюю кромку.
Вертикальные швы сваривать труднее, вследствие стекания расплавленного металла вниз. Для уменьшения стекания металла работу ведут короткой дугой и в направлении снизу вверх (рис. 13, б), за исключением листов толщиной до 1,5 мм.
Сварку потолочных швов (рис. 13, в) производят очень короткой дугой, при которой происходит короткое замыкание электрода на деталь. Применяют электроды с тугоплавкой обмазкой, которая образует вокруг электродов «втулочку», содержащую направленый газовый поток, удерживающий электродный металл.
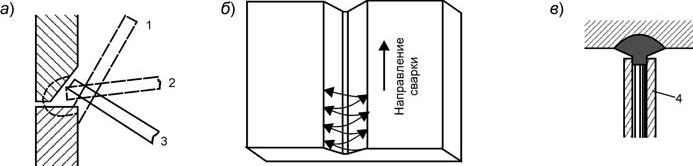
Рис. 13. Схематическое изображение работы при выполнении сварки различными швами: а — горизонтальный шов на вертикальной плоскости; б — вертикальный шов; в — потолочный шов. 1—3 — положение электрода в пространстве; 4 — покрытие электрода
Обеспечение нормативных требований по технологии и технике сварки — основное условие получения качественных сварных швов. Отклонения размеров и формы сварного шва от проектных чаще всего наблюдаются в угловых швах и связаны с нарушением режимов сварки, неправильной подготовкой кромок под сварку, неравномерной скоростью сварки, а также при несвоевременном контрольном обмере шва.
Состав сварочного пламени
Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т. е. соотношения в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени. При сгорании ацетилена в воздухе без добавления кислорода пламя имеет желтоватый цвет и длинный факел без светлого ядра. Такое пламя не пригодно для сварки, так как имеет низкую температуру и коптит, выделяя много сажи (несгоревшего углерода). Если в та кое пламя добавить кислород, открывая кислородный вентиль горелки, то резко изменятся цвет и форма пламени, температура его повысится. Изменяя соотношение кислорода и ацетилена в горючей смеси, можно получать три основных вида сварочного пламени (рис. 95): науглероживающее (с избытком ацетилена); нормальное (называемое восстановительным); окислительное (с избытком кислорода). Для сварки большинства металлов применяют нормальное (восстановительное) пламя. Теоретически оно получается, если в смесь на один объем ацетилена подается один объем кислорода. Ацетилен сгорает за счет кислорода смеси по реакции: С2Н2 + О2 = 2СО + Н2 (1 фаза горения) Дальнейшее горение происходит за счет кислорода, который поступает из окружающего воздуха, по реакции: 2СО+Н2 + 1,5О2 = 2СО2 + H2O.
(2 фаза горения) Окись углерода и водород, образующиеся в пламени, раскисляют металл, восстанавливая из окислов металл в сварочной ванне. При использовании смеси с соотношением объемов кислорода и ацетилена 1:1 металл шва получается достаточно однородный, без пор, газовых пузырей и включений окислов. Практически нормальное восстановительное пламя получается при избытке кислорода в смеси до 30 % против теоретического за счет поступления его из окружающего воздуха. Таким образом, соотношение ацетилена и кислорода изменяется от 1:1 до 1:1,3. Нормальное пламя имеет светлое ядро, несколько темную восстановительную зону и факел.
Рис. 95. Разновидности ацетилено-кислородного пламени: а — науглероживающее; б — нормальное; в — окислительное; 1 — ядро; 2 — восстановительная зона; 3 — факел
Ядро имеет четко очерченную форму, близкую к форме цилиндра с закругленным концом, и ярко светящуюся оболочку, которая состоит из раскаленных частиц углерода. Сгорание этих частиц происходит в наружном слое оболочки. Размерами ядра пламени являются его диаметр и длина. Диаметр ядра пламени определяется диаметром канала мундштука и расходом горючей смеси. Горелки комплектуются набором мундштуков нескольких номеров. Чем больше номер мундштука и расход горючей смеси, тем больше диаметр ядра. Длина ядра пламени определяется скоростью истечения газовой смеси. Скорость истечения газовой смеси является основным фактором, определяющим устойчивость горения пламени. При малой скорости истечения газовой смеси пламя склонно к образованию хлопков и обратных ударов. При завышенной скорости истечения газовой смеси пламя выдувает расплавленный металл из сварочной ванны. Восстановительная зона имеет более темный цвет, отличающийся от цвета ядра и остальной части пламени. Она занимает пространство в пределах 20 мм от конца ядра, в зависимости от номера мундштука. Восстановительная зона состоит из окиси углерода и водорода и имеет наиболее высокую температуру в точке, отстоящей на 2—6 мм от конца ядра. Этой зоной пламени нагревают и расплавляют металл в процессе сварки. Остальная часть пламени, расположенная за восстановительной зоной, называется факелом и состоит из углекислого газа, паров воды и азота, которые появляются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура факела значительно ниже температуры восстановительной зоны. Таким образом, в восстановительной зоне, в точке, отстоящей чуть дальше от конца ядра, достигается максимальная температура ацетилено-кислородного пламени 3150 °С. При метан-кислородном пламени максимальная температура, равная 2150 °
С, может быть достигнута на расстоянии 3—3,5 длины ядра от среза мундштука горелки. Пропан-бутан-кислородное пламя достигает максимальной температуры 2400 °С на расстоянии 2,5 длины ядра от среза мундштука. Эти ориентировочные данные позволяют сварщику наиболее рационально использовать пламя горелки при сварке металла заданной толщины. Окислительное пламя получается при увеличении подачи кислорода или уменьшении подачи ацетилена до величины объема кислорода в смеси, превышающей в 1,3 раза объем ацетилена. Окислительное пламя имеет укороченное заостренное ядро с менее резкими очертаниями и бледным цветом. Температура окислительного пламени выше температуры нормального восстановительного пламени. Такое пламя сильно окисляет свариваемый металл, что приводит к получению хрупкого и пористого шва и выгоранию полезных примесей кремния и марганца. Можно применять окислительное пламя при сварке сталей, но при этом необходимо пользоваться присадочной проволокой, в которой повышено содержание марганца и кремния, являющихся раскислителями. Науглероживающее пламя получается при уменьшении подачи кислорода или увеличении подачи ацетилена. Оно образуется при подаче в горелку 0,95 и менее объема кислорода на один объем ацетилена. В науглероживающем (ацетиленистом) пламени размеры зоны сгорания увеличиваются, ядро теряет резкие очертания, становится расплывчатым, а на конце ядра появляется зеленый венчик, по которому судят о наличии избытка ацетилена. Восстановительная зона светлеет и почти сливается с ядром, пламя принимает желтоватую окраску. При большом избытке ацетилена пламя коптит, так как кислорода недостаточно и не получается полного сгорания ацетилена. Избыточный ацетилен разлагается на водород и углерод. Углерод переходит в металл шва, поэтому ацетиленистое пламя будет науглероживать металл шва. Температура этого пламени ниже температуры нормального пламени. Если уменьшать подачу ацетилена в горелку до полного исчезновения зеленого венчика на конце ядра, ацетиленистое пламя можно превратить (перевести) в нормальное. Пламя с избытком ацетилена применяют при наплавке твердых сплавов, а также при сварке алюминиевых и магниевых сплавов. Качество наплавленного металла и прочность сварного шва зависят от состава сварочного пламени. Поэтому сварщик должен обращать особое внимание на характер и правильность регулирования сварочного пламени. Характер пламени определяется сварщиком на глаз по форме и цвету пламени. При формировании шва учитываются два основных фактора: угол наклона мундштука; скорость истечения газовой смеси. Сварочное пламя должно обладать достаточной тепловой мощностью, которую выбирают в зависимости от толщины свариваемого то металла и его физических свойств. Изменяя тепловую мощность пламени, можно в довольно широких пределах регулировать скорость нагрева и расплавления металла, что является одним из положительных качеств процесса газовой сварки. Однако следует помнить, что КПД использования теплотворной способности горючего при газовой сварке равен всего 7 %. Тепло, выделяющееся при сгорании ацетилена, расходуется следующим образом, %: Полезно используется на сварку для расплавления металла Потери тепла: 6-7 от неполноты сгорания 5563 с отходящими газами 13-15 на излучение и конвекцию 9-10 на нагрев прилегающих к шву участков 15-18 от угара и разбрызгивания металла
Газопламенная сварка и резка металлов
Сущность процесса газовой сварки и резки
Газовая сварка это — сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.
Газовая резка — представляет собой процесс основанный на сгорании (быстром окислении) металла в струе кислорода и удалении этой струей образующихся окислов.
При газопламенной сварке и резке металлов для нагрева используют газовое пламя получаемое при сгорании горючего газа в смеси с кислородом, в специальных горелках.
В качестве горючих газов применяют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наибольшее распространение получил ацетиле так как имеет самую высокую температуру по сравнению с пламенем других газов.
При газовой сварке кроме кромок свариваемых деталей расплавляются присадочный материал, который вводится в пламя горелки. После затвердевания жидкого металла образуется сварной шов.
К преимуществам газовой сварки относятся:
- простота способа;
- несложность оборудования;
- отсутствие источника электрической энергии.
К недостаткам газовой сварки относятся:
- меньшая производительность;
- сложность механизации,
- большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке.
Газовую сварку используют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, сварке чугуна, алюминия, меди, латуни, наплавке твёрдых сплавов, исправлении дефектов. литья и др.
Виды сварочного пламени
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано ниже на рисунке. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «наглаз» по форме и цвету. Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода,подаваемых в зону горения. В качестве примера рассмотрим строение ацетилен-кислородное пламя.

Составляющие ацетилен-кислородного пламени: 1-ядро; 2-восстановительная зона; 3-факел пламени
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным,науглероженным и окислительным.
Нормальный (восстановительный) вид сварочного пламени
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2+ О2 = 2СО+ Н2.
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр ядра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью выхода газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны.
Восстановительная зона газового пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероживающий вид сварочного пламени
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглероживая его. Обычно науглероженное пламя применяют для сварки алюминия и наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром.Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительный вид сварочного пламени
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен :кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне.
Примерный химический состав нормального ацетилен-кислородного пламени приведен ниже в таблице.
Нужно отметить, что ацетилен-кислородная смесь дает самую высокую температуру пламени. Изменение горючих газов несколько снижает температуру пламени и распределение ее по объему.
Сварочное пламя
Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т. е. соотношения в ней кислорода и ацетилена.
При сгорании ацетилена в воздухе без добавления кислорода образуется пламя желтоватого цвета, имеющее форму длинного факела без светлого ядра. Такое пламя имеет низкую температуру и коптит, выделяя много сажи (несгоревшего углерода), поэтому непригодно для сварки.

Если в пламя прибавлять кислород, оно резко меняет свой цвет и форму, а температура его значительно повышается. Изменяя соотношение кислорода и ацетилена, можно получать три основных вида сварочного пламени (рис. 84, а, б, в): нормальное, называемое также восстановительным; окислительное (с избытком кислорода) и науглероживающее (с избытком ацетилена).
Для сварки большинства металлов применяют нормальное (восстановительное) пламя. Теоретически оно образуется, когда в горелку на один объем ацетилена подается один объем кислорода. Ацетилен тогда сгорает за счет кислорода смеси по реакции
Последующее сгорание происходит за счет кислорода окружающего воздуха по реакции
Окись углерода и водород, образующиеся в пламени при I фазе сгорания, раскисляют металл, восстанавливая имеющиеся в сварочной ванне окислы. При этом металл шва получается без пор, газовых пузырей и включений окислов.
Практически в смесь подают несколько больше кислорода, чем это нужно для получения восстановительного пламени по приведенной выше схеме сгорания. Нормальное восстановительное пламя получается при избытке кислорода в смеси до 30% против теоретического, т. е. при отношении ацетилена и кислорода от 1 : 1 до 1 : 1,3.
Схема образования нормального восстановительного ацетилено-кислородного пламени показана на рис. 85, а. Нормальное пламя имеет ядро, восстановительную зону и факел. У ядра четко очерченная форма, близкая к форме цилиндра с закругленным концом, и ярко светящаяся оболочка из раскаленных частиц углерода, сгорание которых происходит в наружном слое оболочки. Размеры ядра зависят от расхода горючей смеси и скорости ее истечения. Если увеличить давление кислорода в горелке, то скорость истечения смеси увеличится и ядро удлинится. С уменьшением скорости истечения смеси ядро укорачивается. На рис. 85, а внизу приведены длины и диаметры (мм) ядер ацетилено-кислородного пламени, получаемые в мундштуках разных номеров.
Восстановительная зона имеет темный цвет, отличающий ее от ядра и остальной части пламени. Длина этой зоны достигает 20 мм от конца ядра, в зависимости от номера мундштука. Она содержит окись углерода и водород. Восстановительная зона имеет наиболее высокую температуру в точке, отстоящей на расстоянии 2—6 мм от конца ядра. Этой частью пламени нагревают и расплавляют металл в процессе сварки.
Остальная часть пламени за восстановительной зоной называется факелом. Факел содержит углекислый газ, пары воды и азот, которые образуются при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха, в состав которого входиг азот. Температура факела значительно ниже температуры восстановительной зоны.
Если увеличить подачу кислорода или уменьшить подачу ацетилена в горелку, то получается окислительное пламя. Оно образуется, когда в смеси на один объем ацетилена приходится более 1,3 объема кислорода. Окислительное пламя характеризуется укороченным, заостренным ядром с менее резкими очертаниями. Температура окислительного пламени выше температуры нормального восстановительного, однако такое пламя может окислять свариваемый металл.
При уменьшении подачи кислорода или увеличении подачи ацетилена получается науглероживающее пламя, которое иногда называют ацетиленистым. Оно образуется при подаче в горелку 0,95 и менее объема кислорода на один объем ацетилена. В ацетиленистом пламени размеры зоны сгорания увеличиваются, ядро теряет резкие очертания, становится расплывчатым, а на конце ядра появляется зеленый венчик, по которому судят об избытке ацетилена. Восстановительная зона светлее, почти сливается с ядром и пламя принимает желтоватую окраску. При большом избытке ацетилена пламя коптит вследствие недостатка кислорода, необходимого для полного сгорания ацетилена.
Избыточный ацетилен в ацетиленистом пламени разлагается на водород и углерод, переходит в расплавленный металл. Температура такого пламени ниже температуры восстановительного пламени. Уменьшая подачу ацетилена в горелку (до полного исчезновения зеленого венчика на конце ядра), ацетиленистое пламя превращают в нормальное.
При регулировании пламени следует обращать внимание на правильность установки давления кислорода и размер ядра пламени. С повышением давления кислорода скорость истечения смеси из мундштука возрастает и пламя становится «жестким», т. е. раздувает металл сварочной ванны и этим затрудняет сварку. При слишком большой скорости истечения смеси пламя может отрываться от мундштука. Если же слишком низкое давление кислорода, пламя становится короче и при приближении конца мундштука к металлу горелка начинает хлопать.
Сварочное пламя должно обладать достаточной тепловой мощностью, т. е. давать количество тепла, необходимое для расплавления свариваемого и присадочного металла и покрытия потерь тепла в окружающую среду. Тепловая мощность пламени определяется расходом ацетилена (дм 3 /ч) в горелке.
При сварке тепловая мощность пламени выбирается в зависимости от толщины, свариваемого металла и его физических свойств. Металл большой толщины и хорошо проводящий тепло требует более мощного сварочного пламени, чем тонкий, менее теплопроводный и более легкоплавкий металл. Изменяя тепловую мощность пламени, можно в широких пределах регулировать скорость нагрева и расплавления металла, что является одним из положительных качеств процесса газовой сварки. Схема и распределение температур для метан-кислородного и пропан-бутан-кислородного пламени показаны на рис, 85, б.

МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ ГАЗОВОЙ СВАРКЕ
Металлургические процессы при газовой сварке характеризуются: малым объемом^ ванны расплавленного металла; высокой температурой и концентрацией тепла в месте сварки; большой скоростью расплавления и остывания металла; интенсивным перемешиванием металла ванны газовым потоком пламени и присадочной проволокой; химическим взаимодействием расплавленного металла с газами пламени.
При избытке в пламени кислорода происходят реакции окисления железа, марганца, кремния и углерода по уравнениям:

Образующаяся закись железа (FeO) может окислять марганец, кремний и углерод по реакциям:
[Мn] 4- [FeO] = (MnO) + Fe
[Si] + 2 [FeO] = (Si02) + 2Fe
Так как окислы МnО и Si02 переходят в шлак, то количество раскислителей (марганца и кремния) в металле шва уменьшается. Это приводит к появлению избытка кислорода в наплавленном металле и ухудшению его механических свойств.
При выходе окиси углерода из сварочной ванны происходит кипение и разбрызгивание металла.
Если пламя имеет восстановительный характер, в сварочной ванне будут протекать реакции восстановления, обратные приведенным выше, а именно:
1. Восстановление железа окисью углерода:
2. Восстановление железа водородом:
Водород способен хорошо растворяться в жидком железе. При быстром остывании сварочной ванны он может остаться в шве в виде мелких газовых пузырей. Однако газовая сварка обеспечивает более медленное охлаждение металла по сравнению с дуговой сваркой. Поэтому при газовой сварке углеродистой стали весь водород успевает выделиться из металла шва и последний получается плотным.
Большую опасность водород представляет для сварки меди и латуни, так как может вызвать «водородную болезнь» (растрескивание) меди и пористость шва при сварке латуни.
3. Восстановление железа из его закиси FeO осуществляется марганцем и кремнием по приведенным выше уравнениям 2 и 3.
Если в пламени имеется избыток углерода, то он может переходить в металл и науглероживать его по реакциям:
Свободный углерод образуется в пламени при разложении ацетилена по реакции С2Н2 = 2С + Н2.
При газовой сварке в металле шва происходят структурные изменения. Вследствие более медленного (по сравнению с дуговой сваркой) нагрева зона влияния при газовой сварке получается больше, чем при дуговой.
Читайте также: