Термитная шашка для сварки
Обновлено: 16.05.2024
Термитный патрон (шашка)
Термитные патроны предназначены для сварки алюминиевых и сталеалюминивыех или медных проводов диаметром от 5 до 32 мм.
Для сварки стальной проволоки диаметром от 3 до 5 мм используют термитные шашки.
В зависимости от сечения и типа свариваемого провода предлагается несолько вариантов термитных патронов (шашек).
Патрон состоит из кокиля, вкладыша и термитной массы. Шашка - только из кокия и термитной массы.
На кокиль нанесена термитная масса, при сварке провода заводятся в кокиль. Далее термитную массу поджигают с помощью термитной спички и происходит сварка.
Термитные патроны выпускаются двух видов:
1. Термитный патрон ПАС (для сварки алюминиевых и сталеалюминиевых проводов)
2. Термитный патрон ПА (для сварки кабелей и изолированных проводов с медными жилами)
3. Термитный патрон ПМС (для сварки кабелей и изолированных проводов с медными жилами малого диаметра)
| Термитный патрон ПА/ПМС | Термитный патрон ПАС | Термитная шашка |
| Устройство термитного патрона:
1 - термитный патрон; 1. провода выправляют, отторцовывают и зачищают стальной щеткой из кардоленты (при необходимости удаляют изоляцию на кабеле 50 мм);
Технические характеристики термитных патронов:
Технические характеристики термитных шашек:
Комплект поставки:
Оборудование и материалы для строительства и ремонта магистральных трубопроводов. Технология термитной сварки, подготовка нужной смесиЛюбое производство, связанное с металлом, не обходится без сварки. Однако традиционные способы не всегда рентабельны и применимы. Например, для создания прочного соединения деталей крупногабаритных конструкций требуется длительная подготовка, а в полевых условиях нет источников питания и газосварочного оборудования. Альтернативой в таких случаях является термитная сварка.
ТехнологияВ качестве расходного материала при соединении деталей выступает специальная порошковая смесь, куда входят такие элементы, как алюминий, магний и окислы железа. Эти порошки называются термитами. При их сгорании выделяется энергия. Этой энергии достаточно, чтобы перевести кромки соединяемых деталей в полужидкое состояние. Происходит смешивание металла с материалом смеси и последующая кристаллизация. Для осуществления процесса сварки на первоначальном этапе необходимо поджечь смесь. Температура ее возгорания достигает 1350°C градусов. Разработано несколько эффективных способов поджога. Указанной температуры можно достичь получением электрического разряда, взрывом пиропатрона или горением специального шнура.
При горении термита температура внутри смеси повышается до 2400-2700°C градусов. Большинство металлов имеют температуру плавления, ниже этого значения.
ПрименениеЕсли в качестве термита используется алюминиевая пудра, то процедура сварки представляет собой наплавление на торцы деталей. Она подходит для соединения заготовок из чугуна и прочих хрупких сплавов. В отрасли железнодорожного транспорта термитная сварка востребована при ремонте или соединении рельсов. В ГОСТ Р 57181-2016 прописаны все требования к сварочному процессу. Термитная сварка применяется в машиностроении, она незаменима при производстве гребных винтов для морского транспорта или коленчатых валов автомобилей.
Применение данный вид сварки нашел и на металлообрабатывающих предприятиях. Часто приходится ремонтировать прокатные станы, роторные валы, различные прессы или ковши. Все перечисленное считается крупногабаритным оборудованием, поэтому возможен только один тип сварки. Необходимо подчеркнуть, что именно благодаря сгоранию термита возможно качественное соединение проводов на линиях электропередачи и связи. В данном случае применяются составы, содержащие магний. Существует классификация, в которой выделяется два вида термитной сварки, это муфельная и тигельная. Они используются, в зависимости от поставленных внешних условий. Тигельную сварку чаще всего называют алюминотермитной и применяют при соединении элементов заземляющих контуров, а также прочих металлоконструкций, требующих ремонта методом наплавки. В состав термита входит алюминиевый порошок и окисел железа. Примерное соотношение пропорции — 23 к 70. При сгорании состава образуется окалина, которая в расплавленном виде соединяет детали. Важным достоинством алюмотермитной сварки является возможность соединять заготовки из чугуна без заметных стыков. Но алюминиевые детали соединяют другим способом – муфельной сваркой. По причине испарения алюминия при высоких температурах в муфельной сварке в качестве термита используется магний. Расплавленный состав впитывается в поверхности, не растекаясь по ним. Но при работе с алюминием необходимо удалять окисную пленку. Для этого следует добавлять специальный флюс.
Существует четыре способа ведения термитной сварки.
Кратко об истории развитияВпервые сварка термическая для ремонта рельс была применена в 1915 году, а уже через 8 лет в столице все трамвайные путепроводы ремонтировались только таким методом, при этом использовался импортный термит. В 1925 году русский инженер Михаил Александрович Карасев запатентовал отечественный термит и организовал его производство в Москве. Благодаря отечественному термиту, который был намного лучше импортных вариантов, сварка рельс проводилась качественнее, а шов эксплуатировался намного дольше. В результате свыше 100 тысяч стыков на трамвайных путях было восстановлено. В те далёкие времена ремонт проводился двумя способами: врасклин и комбинированным методом. Первый вариант быстро выходил из строя при постоянной нагрузке, поэтому от него отказались и стали использовать дуплекс — промежуточное литьё с прессованием расплавленного металла. Качество постоянно улучшалось — количество лопнувших стыков за 10 лет эксплуатации не превышало 0,8%, поэтому аналогичные методы стали применять во время прокладки московского метрополитена. Оригинальная методика стала применяться для сварки стыков труб высокого давления, где использовалась легированная сталь особой прочности. Термиты использовали для ремонта большого диаметра валов и других крупных деталей из металла. СоставыКак было уже указано выше, железоалюминиевая термитная сварка стала наиболее популярной. Основная масса термита представлена оксидом железа. Алюминия в смеси всего 25%, но можно встретить в составе и дополнительные компоненты. Добавляют флюс, легирующие присадки и железную обсечку. Горение термита и плавление смеси происходит магнезитовом тигле. Помимо алюминия возможно комбинирование следующих элементов:
В зависимости от области применения сварки, готовятся различные виды смесей. Железная окалина и алюминиевый порошок дают элементарную смесь. Необходимо строго соблюдать пропорции. Для соединения и ремонта на железной дороге создается специальный рельсовый состав. При алюминотермитной сварке в шихту вводится стальной наполнитель, который состоит из ферромарганца и графитной стружки. Легированные стали соединяются с помощью особого состава. В нем присутствуют присадки из ферротитана или феррованадия. Чугунные изделия, как правило, к сварке предъявляют особые требования. Так, в составе термита для чугуна в обязательном порядке должен присутствовать кремний. При соблюдении технологии можно получить достаточно качественное и прочное соединение. Марганец в таких присадках не применяется. Как приготовить термитную самостоятельноДля приготовления термитной смеси своими руками вам понадобится ржавчина и алюминиевая пудра. Ржавчину можно раздобыть в домашних условиях, если она влажная, то стоит высушить её с помощью плиты. Затем следует превратить свою ржавчину в пудру и подогреть в металлическом сосуде. Изготовление термита своими руками требует небольших усилий и затрат. Алюминиевую пудру (можно купить или добыть с помощью напильника из целого куска алюминия своими руками) необходимо добавить в железную окись. Пропорция ржавчины к алюминию будет 8 к 3. Алюминотермитная сварка рельсовВсю процедуру можно условно поделить на отдельные этапы. Сначала рассчитывают общее выделившееся количество теплоты. Его должно быть достаточно для процесса сварки. Подбирают оптимальный состав термитной шихты. Смесь должна быть равномерной по составу. Любым доступным способом обеспечивают поджиг смеси. Необходимо достичь температуры 1350°C градусов. В дальнейшем происходит повышение температуры в термитной шихте. Расплавленный металл из термита получается за 20-30 секунд. Его масса составляет примерно половину от массы смеси. Остальная половина приходится на шлак. Металл осядет на дне тигля, а шлак, в силу меньшей плотности, всплывет наверх.
Сложность ремонта рельсов состоит в том, что все работы приходится выполнять в полевых условиях. Рельсосварочный аппарат достаточно массивен, однако его использование – единственная возможность провести ремонтные работы. На первом шаге следует подготовить торцы. Они должны быть ровными, а зазор между ними составляет 2-3 см. Свариваемые элементы выравниваются и фиксируются в одном положении. После установки огнеупорной формы осуществляется сама сварка. Каждый сварщик желает получить качественный результат. В отличие от ручной дуговой сварки, термитная сварка требует точных расчетов. Необходимо правильно выбрать общее количество порошка, чтобы образовавшийся металл полностью заполнил зазор. В приготовлении смеси важно тщательно перемешать все составляющие. Первоначальный старт процесса должен происходить при температуре 1400°C градусов. Более низкие значения не приведут к возгоранию термита. Условия проведенияОни предельно простые:
Активная фаза химической реакции продолжается не более 30 секунд: жидкий металл заполняет промежуток, а несгоревшие остатки образуют шлак. ОборудованиеТехнология проведения термитной сварки на первый взгляд кажется элементарной. Тем не менее, она предусматривает тщательную подготовку и наличие необходимых инструментов и оборудования. Термит засыпается в тигель, он должен быть выполнен из тугоплавкого материала, например, из керамики. Тигель оборудован специальным устройством, позволяющим слить расплавленный металл.
Важным моментом при термитной сварке является обеспечение неподвижности заготовок, их фиксация. Она осуществляется различными устройствами и приспособлениями, в число которых входят тиски или струбцины. Инструмент для обработки поверхностей зависит от типа металла и степени его загрязненности. Обычно работают абразивным кругом или металлической щеткой. После термитной сварки могут потребоваться дополнительные работы. В арсенале сварщика должен присутствовать кислородный резак, горелка и ножовка по металлу. Процесс на делеТехнология сваривания железнодорожных рельс происходит следующим образом:
Достоинства и недостатки методаПри помощи термитной сварки есть возможность без применения дорогостоящего оборудования сваривать черные и цветные металлы. По сравнению с другими способами сварки данную технологию выгодно отличает целый ряд качеств.
При этом установка для термитной сварки считается достаточно опасной. Необходимо соблюдать меры предосторожности при ее использовании. Важно помнить, что термиты считаются горючими смесями. Нельзя допускать попадание в шихту жидкостей, так как это может привести к взрыву. Термитная сварка не получила такого распространения, как дуговая, зато в некоторых случаях является незаменимой. В мелких мастерских ремонт осуществляется при помощи термитного карандаша. Начинающему мастеру сначала следует освоить этот инструмент, а уже затем приступать к изучению настоящего оборудования. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИРаботы по сварке проводов с помощью термитных патронов должны производиться в соответствии с «Правилами техники безопасности при эксплуатации электроустановок» (К.: Энергия, I960), «Правилами пожарной безопасности при проведении сварочных и других огневых работ» и «Правилами пользования инструментом и приспособлениями, применяемыми при ремонте и монтаже энергетического оборудования» (П.: Энергия, 1973). К работам по сварке проводов с помощью термитных патронов могут быть допущены специально обученные лица не моложе 18 лет, имеющие квалификационную группу по электробезопасности не ниже III, а при выполнении работ на высоте — не ниже IV. Лицам, которые допущены к проведению работ по сварке проводов должен быть выдан талон-вкладыш установленного образца или сделана запись в удостоверении проверки знаний. На проведение работ по сварке проводов должно выдаваться разрешение по установленной форме, а при работах в действующих электроустановках, кроме того, наряд на работу. Сварка проводов с помощью термитных патронов без письменного разрешении может быть разрешена на строительных площадках, ВЛ и в местах, не опасных в пожарном отношении, только специалистам высокой квалификации. Список специалистов, допущенных к самостоятельному проведению сварки проводов с помощью термитных патронов без получения письменного разрешения, объявляется распоряжением руководителя предприятия (объекта). Проверка знаний настоящей Инструкции должна производиться не реже 1 раза в два года. Электромонтеры, производящие сварку проводов с помощью термитных патронов должны обеспечиваться специальной одеждой, специальной обувью (кожаными ботинками или сапогами; зимой — валенками) и головным убором (каской). При этом необходимо следить за тем, чтобы пряди волос не выпадали из-под головного убора. При зажигании термитной спички и поджигании термитной шашки патрона необходимо находиться от загоревшей шашки на расстоянии не менее 0,5 м. Запрещается наклоняться над горящей термитной шашкой. При зажигании спичек и поджигании термитной шашки необходимо надеть защитные очки со светофильтром (синими стеклами или стеклами ТИС-1). После загорания термитной шашки следует опустить защитный кожух приспособления для сварки. При работах по сварке вблизи сгораемых конструкций и материалов (деревянные опоры, подмости и др.) необходимо принять меры по очистке рабочего места от горючих материалов. Для исключения возможности соприкосновения горящей термитной спички и шашки со сгораемыми конструкциями и материалами необходимо подкладывать листовой асбест, стальной лист и т.п. Запасные термитные патроны следует хранить в рабочей сумке отдельно от термитных спичек. Термитные спички надо хранить в заводской упаковке. Следует помнить, что они легко воспламеняются от трения одна о другую. Для предотвращения этого в заводской упаковке спички переложены парафинированной бумагой, которую нельзя удалять без надобности. Запрещается во избежание ожогов трогать или поправлять рукой горящий или остывающий термопатрон. Сгоревшие термитные спички необходимо класть в специальную стальную коробку, подвешенную около места работы, или на заранее подготовленную несгораемую площадку. После остывания термитной шашки (до темного цвета), образовавшийся шлак следует сбивать в направлении от себя на заранее подготовленную площадку. Место сварки необходимо оградить или поставить наблюдающего. Запрещается проход под местом сварки до окончания работы. Запрещается пользоваться увлажненными термитными патронами. Необходимо следить за тем, чтобы вода не попала на горящий термитный патрон, так как это может вызвать взрыв и ожоги. Термитный карандаш своими руками
Общие сведения и состав
Химические термиты относятся к группе унитарного топлива, в равномерных пропорциях содержащего горючие компоненты и окислитель. Специфика такой смеси обуславливает ее способность возгораться даже без доступа к воздуху. Характеристики и свойства термитной смеси позволяют ставить ее в один ряд с бикфордовым шнуром и порохом. Однородные составы могут изготавливаться и в газообразном виде. Для этого используется комбинация подходящего газа и воздуха. Такие вещества предусматривают более высокие требования к условиям эксплуатации и содержанию, поскольку обладают значительной взрывоопасностью. В зависимости от требуемого результата и условий использования термиты могут обеспечить такие функции, как тепловое воздействие и пиротехнический эффект. Пиротехнические составы могут применяться в качестве средств освещения и в изготовлении сигнальных огней. Но главное направление практического использования термитов – это сварка. Получаемые в результате воздействия тепловой энергии соединения отличаются прочностью и долговечностью. Принцип работы термитной смеси при образовании швов заключается в плавке состава из металлических компонентов, которая и обеспечивает надежное антикоррозийное соединение. Но важно учитывать, что приварочная система, требуемая для осуществления термической сварки на трубопроводах, предусматривает не только медную термосмесь, но и тигельную форму с поджигом. Традиционный составВ классическом представлении химический термит – это смесь из тонкоизмельченных компонентов железной окалины и алюминия. Именно такие составы наиболее востребованы в строительных операциях (как правило, сварочных) и промышленности. Это обусловлено тем, что активация смеси путем поджигания сопровождается повышением температуры и активным выделением теплоты. Хотя смесь термитная железная более известна как феррумная, ключевую роль в ее действии играет алюминий. В частности, процесс алюмотермии определяет эффективность реакций, благодаря которым возможна сварка стальных конструкций. Технологии термитной сваркиПринцип действия сварки термитным способом с железо-алюминиевой смесью основан на способности алюминия восстанавливать металлы из окислов. При этом выделяется значительное количество теплоты, что ведет к изменению энергетического потенциала и способствует рекристаллизации элементов, принимающих участие в процессе. Отличием термитной реакции от традиционного горения служит то, что она возможна в любых системах замкнутого типа вплоть до вакуумных.
Это объясняется тем, что сварка термитным карандашом осуществляется посредством кислорода, который присутствует в металлических окислах. Характерной особенностью термитного процесса сварки служит сгорание термитной смеси за несколько секунд с выделением полного объема теплоты. Причем количество тепла, которое выделяется от сгорания горючих материалов, превышает необходимое для окисного разложения, этим и объясняется получаемый в ходе термитной реакции тепловой эффект.
Сварку данным способом разделяют на термитно-муфельную и термитно-тигельную. При последней характерно использование сухих порошкообразных термитных смесей. При соединении стержней из стали и полос применяют железо-алюминиевый термит, процентное соотношение железной окалины с алюминием в котором зависит от чистоты металлического порошка и сортности окалины. Чтобы выход выделяемого в ходе сгорания термита железа был больше, а температура реакции ниже, в термитную смесь нередко добавляются отходы из стали, например, от производства гвоздей. При термитно-тигельной сварке полосок стали и стержней эффективно использование специального вкладыша, выполненного из стали в форме окружности. Он применяется для закрывания отверстия тигеля. Для проведения термитной сварки ЭХЗ вскрывать индивидуальную упаковку термокоарандаша необходимо непосредственно перед его использованием с выводом шнура замедленного горения из тигель-формы наружу. Стабильность процесса горения термитной смести во многом зависит от размерности входящих в нее элементов. Наиболее интенсивен он при использовании гранул величиной до 1,5 мм. Отличительной особенностью термитно-тигельного процесса сварки является оплавление концов свариваемых стержней с соединением их посредством металла, выделяемого от сгорания термита.
Используемые при термитно-муфельной сварке алюминиевых проводов термитные шашки должны иметь проходящее насквозь продольное отверстие. Причем необходимо, чтобы его диаметр соответствовал размеру соединяемых проводов. Такие термитные шашки изготавливают путем прессования из смесей, состоящих на 75% из железной окалины и на 25% из специального пиротехнического магния. Для связывания данных компонентов применяется нитролак. Его добавляют в объеме 14% к общей массе смеси в сухом состоянии. Отличие термитно-муфельной сварки от термитно-тигельной заключается в отсутствии жидких продуктов реакции от сгорания термита. Образующаяся при этом пористая субстанция из окисленного магния, впитывая железный расплав, не позволяет растекаться шлаковой жидкости. При соединении алюминиевых проводов термитная сварка в термитно-тигельном варианте неприемлема, а использование термитно-муфельной сварки с прямым контактированием муфельной шашки и алюминиевого провода нежелательно в силу ряда причин. Вступающий в реакции при сгорании термитного муфеля алюминий способствует выгоранию поверхностного металла соединяемых жил. Кроме того, попадающие в сварочную ванну продукты реакции способны ухудшить качество соединения, а оплавление проводов при выходе из термитного муфеля уменьшает их сечение, что может привести к перегоранию отдельных жил в многопроволочных проводниках. Для сварки таких проводов существуют термитные патроны, отличающиеся от шашек наличием металлического кокиля. Чаще всего соединяют термитной сваркой рельсы, провода, линии электропередачи и связи, а также стыки арматуры. Эффективен данный способ для сваривания отломившихся элементов изделий из стали, таких как зубья в больших шестеренках. Благодаря своим преимуществам термитный сварочный процесс активно используется в ремонтных работах чугунных и стальных конструкций.
Пиротехнический состав
Основой таких составов также является топливо и окислитель, но в усложненном виде. К используемым компонентам можно отнести хлорат калия (основная часть состава), карбонат стронция (примерно четверть) и серу, окрашивающую пламя. Функцию окислителя выполняет хлорат калия, а сера действует как горючий элемент. В процессе горения пиротехнической термитной смеси также активно выделяется тепло и повышается температура: дымовые составы обеспечивают сотни градусов, а осветительные достигают 3 000 °С. Как правило, пиротехнические смеси не используются для обеспечения теплового воздействия, их сгорание сопровождается довольно интенсивным формированием пламени. Термитную смесь приспособили для послойной печати на струйном принтереPurdue University Mechanical Engineering / YouTube Инженеры научились печатать на струйном принтере многослойные объекты из термитной смеси на основе порошков наночастиц алюминия и оксида меди. Такой подход можно применять и для других взрывоопасных материалов, сообщается работе, опубликованной в журнале Journal of Applied Physics Термитная смесь состоит из металла и оксида металла, часто из алюминия и оксида железа. Эта смесь метастабильна: в обычном состоянии ее компоненты не реагируют между собой, но после зажигания алюминий начинает заменять железо в оксиде, при этом во время реакции происходит выделение большого количества тепла. В результате после зажигания смесь самостоятельно разогревается до более чем двух тысяч градусов Цельсия и может легко расплавить, например, сталь или кирпич. Инженеры под руководством Джеффри Роадса (Jeffrey Rhoads) из Университета Пердью адаптировали термитную смесь для послойной струйной печати. Они взяли коммерчески доступный пьезоэлектрический струйный принтер с двумя печатающими головками. В качестве материалов термитной смеси исследователи выбрали нанопорошки алюминия и оксида меди с частицами диаметром 50 и 80 нанометров соответственно, из которых создали коллоидный раствор в диметилформамиде с небольшим добавлением поливинилпирролидона.
Пример напечатанной термитной поверхности Allison K. Murray et al. / Journal of Applied Physics, 2017 Инженеры протестировали разные подходы к печати: двумя чернилами или одними, которые содержали оба компонента. В случае с двумя чернилами они печатали таким образом, что капли разного состава чередовались в шахматном порядке, причем как в плоскости, так и между слоями. Они выяснили, что при печати двумя составами максимальная температура горения смеси была ниже на несколько сотен градусов. Исследователи считают, что такая технология позволит внедрять взрывоопасные вещества в микроэлектронные устройства, например, создавать небольшие реактивные двигатели для них. Инженеры продемонстрировали как сам процесс печати нескольких прототипов, так и примеры их сгорания: В 2020 году ВВС США закупили «карманные» термитные резаки, с помощью которых бойцы могут за несколько секунд разрезать стальную арматуру или замки. А в 2016 году британский изобретатель создал и продемонстрировал испытания термитной пушки. Она поджигает в стволе термитный заряд и выстреливает им на несколько метров. Григорий Копиев Медные смесиТермиты, в составе которых присутствует окись меди, обычно изготавливаются целенаправленно для обслуживания сварочных операций на стальных газопроводах. Высокая ответственность формируемых швов обусловила необходимость повышения объемов выделяемой тепловой энергии. По этой причине смесь термитная медная включает ферросилиций вместо ферромарганца, который обладает не столь высокой температурой плавления. В готовом виде состав такой смеси включает:
Такое сочетание элементов повышает качество и надежность сварочных работ благодаря увеличению выделяемых тепловых объемов энергии в процессе расплава. Термитный карандашПо своему составу термокарандаш может повторять любой из рецептов смеси, но его главной особенностью является цилиндрическая форма, в которой находится активная начинка: шнур горения и воспламеняющиеся элементы. Он помещается в тигельную форму, изготовленную из жаростойкого графита. Окончание шнура выводится в специальное отверстие крышки, связывая состав термитной смеси цилиндра и средство поджигания в виде спички. В процессе сгорания при сварке по воспламеняющемуся элементу будет происходить активация термической смеси, запрессованной в карандаш. Таким образом, выгорание термосмеси приведет к тому, что нагретая металлическая начинка оплавится с поверхностью трубы и образует прочное соединение. К достоинствам термокарандашей относятся два момента. Во-первых, отпадает необходимость готовить специальную термоспичку. Во-вторых, сама формовка смеси в готовых пропорциях обеспечивает удобство ее хранения и перевозки. Возможность применения данного способаЭтот способ соединения различных металлических частей наибольшее распространение получил на железной дороге. Термитная сварка, которую ещё называют алюминетермитной, применяется для стыковки рельсов.
Процесс термитной сварки рельс на ЖД Обычно, для производства работ задействуют бригады, состоящие из двух или трёх человек. Термитная сварка рельс на железной дороге предполагает использование специального оборудования, вес которого варьируется в пределах 350-400 килограмм. Для проведения работ, о которых идёт речь, необходимы автономные источники электрической энергии. Кроме того, её активно используют при сварке чугуна. Она востребована для обработки телефонных и электрических коммуникаций. С помощью данного метода можно работать с трубами и отдельными частями силовых агрегатов. Термитная сварка проводов используется для оконцевания, соединения жил сечений различного диаметра. Речь идёт о проводах изготовленных из алюминия. Этот метод соединения подходит для работы с медными жилами до 10 мм2. Термит своими рукамиДля изготовления простой рецептуры термита в домашних условиях потребуется два ингредиента – железная окалина и металлический алюминий. Их следует брать в пирофорном (мелкодисперсном) виде – в этом состоянии вещества напоминают мелкую пыль. В зависимости от того, в каких объемах должна быть получена термитная смесь своими руками, готовится и специальная посуда – после всех операций приготовления можно использовать сосуд из алюминия или стали. По массе пропорции ингредиентов будут следующими: 4 части алюминия к 3-м долям окалины. Компоненты тщательно перемешиваются. Далее будет не лишним добавление в смесь магнезии (жженая марганцовка), которая выполнит функцию катализатора. Ее можно внести в объеме, составляющем не более 20 % от общей массы из металлических веществ. Затем состав вновь перемешивается. Как видно, ответ на вопрос о том, как сделать термитную смесь, довольно простой. Но важно предусмотреть и способ ее применения. Готовый состав можно поместить в сосуд. В нем смесь подвергается тщательной прессовке, уплотняется и закупоривается с целью исключения проникновения влаги. После этого следует проделать продолговатое отверстие для магниевой ленты, которая войдет в емкость на несколько сантиметров. Для активации состава достаточно поджечь ленту спичкой. Рецепт литого термитаЭто один из самых удобных в приготовлении составов. Его можно изготовить и сформовать в любой таре. К отличиям литой смеси относится минимальное выделение, но взамен этого на выходе остается шлак, длительное время выдерживающий влагу. Литая термитная смесь своими руками изготавливается из следующих компонентов: оксид железа (3 доли), гипс (2 доли), алюминиевый порошок в виде смеси из грубого и тонкого металлов. Все составляющие перемешиваются, а затем для размягчения гипса добавляется вода. Полученная масса формуется, и в таком виде ее необходимо оставить на полчаса. Далее смесь вновь заливается водой и хранится для сушки в течение недели. Когда это время пройдет, желательно на солнце еще раз просушить состав, а затем просверлить отверстие для активирующего заряда. Дальнейшее приготовлениеДля смешивания компонентов выбирается глубокая пластиковая миска, в которую помещается полученный оксид железа и алюминиевый порошок в соотношении 75 и 25 %, или 3:1. Чтобы компенсировать чистоту полученной окиси железа, ее количество можно увеличить. Удобней всего смешивать реагенты в пропорции 8 частей окиси к 3 частям алюминиевого порошка, купленного в магазине. Для увеличения длительности горения нужно использовать опилки, которые получаются путем стирания алюминиевого бруска или провода напильником. В этом случае массовая доля опилок и порошка должна составлять те же 3 части. Экспериментируя с количеством внесенных опилок можно добиться приемлемой скорости сгорания без изменения состава термитной смеси. Термитная сварка: виды, преимущество, применение
Термитная сварка основана на способности некоторых порошкообразных механических смесей металлов с окислами металлов (термитов) сгорать, выделяя большое количество тепла. В качестве окислов в термитных смесях используют железную окалину (закись железа), а в качестве горючих металлов — алюминий, магний и др. Источником кислорода в термите является окисел железа, а источником тепла — металл, входящий в смесь в чистом виде. Для получения теплового эффекта количество тепла, выделяющееся при сгорании горючего вещества, должно быть больше, чем требуется для разложения окисла. Характерным для термитной сварки является сгорание термита в течение нескольких секунд, за это время и выделяется все количество тепла. Виды термитной сварки и их применение Различают термитно-тигельную и термитно-муфельную сварки КС. Для термитно-тигельной сварки применяют сухие порошкообразные термитные смеси. При сварке стальных полос и стержней контуров заземления используют алюминиевый термит, состоящий из 23% алюминиевого порошка и 77% окалины (по массе). Процентное содержание алюминия и железной окалины в термитной смеси колеблется в зависимости от сорта окалины и чистоты алюминиевого порошка. Для увеличения выхода железа, выделяющегося при сгораний термита, а также снижения температуры реакции в термит добавляют стальные отходы гвоздильного производства. При термитной сварке стальных стержней и полос для этих же целей используют стальной вкладыш (кружок, закрывающий литниковое отверстие тигеля). Интенсивность процесса горения термита зависит от размеров зерен компонентов. Для стабильного ведения процесса сварки применяют гранулированные зерна размером от 0,25 до 1,5 мм. Для улучшения качества сварного соединения в термитные смеси вводят легирующие присадки — 80%-ный ферромарганец и ферросилиций в количествах соответственно 1,4 и 0,15% по массе. Особенность термитно-тигельной сварки состоит в том, что концы соединяемых стержней оплавляются и соединяются металлом, образующимся при сгорании термитной смеси. Для соединения стальных однопроволочных проводов линий связи применяют цилиндрические термитные шашки со сквозным продольным отверстием. Отверстие соответствует диаметру свариваемых проводов. Термитные шашки прессуются из смеси, содержащей 25% пиротехнического магния марки МПФ и 75% железной окалины. В качестве связующего вещества используется нитролак марки НЦ-551, который добавляется в количестве около 14% массы сухой смеси (сверх 100% смеси). Для сварки алюминиевых жил термитно-тигельный способ непригоден. Использовать термтно-муфельную сварку в таком виде, как она применяется для сварки стали, когда осуществляется непосредственный контакт между муфельной шашкой и алюминиевым проводом, неприемлемо по ряду причин: 1. при горении термитного муфеля алюминий вступает в реакцию, что приводит к выгоранию металла у поверхности свариваемых проводников, 2. продукты реакции попадают в алюминий сварочной ванны и ухудшают характеристики соединения, 3. провода на выходе из термитного муфеля оплавляются, что приводит к уменьшению их сечения, при сварке многопроволочных проводников отдельные проволочки жилы перегорают. Для сварки многопроволочных проводов разработаны термитные патроны , которые представляют собой термитную шашку с металлическим кокилем . При термитно-муфельной сварке (в отличие от термитно-тигельной) в результате сгорания термита не возникают продукты реакций в жидком виде. В процессе сгорания образуется пористая масса окиси магния, которая впитывает расплавленное железо, поэтому магниевый термит не дает жидких, растекающихся шлаков. Рецептура термитной массы для изготовления термитных шашек к патронам типов ПА, ПАС и др. та же, что и при изготовлении термитных шашек для соединения стальных однопроволочных проводов.
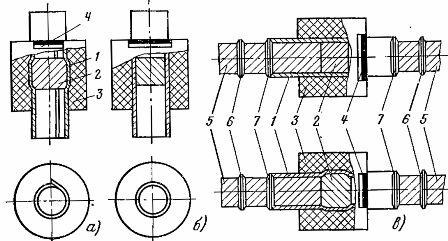
Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке. Влияние окисной пленки уменьшают при помощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления. Однако остатки флюсов вызывают коррозию проводов, поэтому при выполнении КС следуем по возможности избегать применения флюсов. Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий — 28%, хлористый калий — 50%, хлористый литий — 14%, фтористый натрий — 8% (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий. Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит марки К-1 — 20%). Однако и при его применении необходимо принимать меры для защиты соединений от коррозии. Остатки флюсов на КС после сварки следует удалять зачисткой или промывкой. При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм. Преимущества термитной сварки Термитную сварку выгодно отличают независимость от источников электроэнергии или газа, отсутствие потребности в сложном оборудовании, а также возможность выполнения соединений в линейных условиях монтажным, ремонтным и эксплуатационным персоналом. Термитная сварка неизолированных проводов Наиболее экономично соединять провода на высоковольтных линиях электропередачи термической сваркой. При этом способе не требуются сложное оборудование и специальный инструмент. Термитная сварка проводов, если она выполнена с полным соблюдением установленной технологии, является наиболее простым и надежным способом соединения. При термитной сварке образуется цельнометаллическое соединение концов проводов, сечение металла в котором больше, чем у соединяемых проводов, а электрическое сопротивление меньше, чем участка целого провода равной длины. Соединения многопроволочных проводов, выполненные термитной сваркой, не изменяют электрические характеристики с течением времени, а следовательно, не требуют дополнительных затрат рабочего времени на профилактические испытания. Однако сварочные соединения нужно выполнять только качественно. Некачественные соединения проводов могут получиться из-за небрежной подготовки провода, применения неотрегулированных клещей, недостаточной или чрезмерной, а также односторонней подачи, заедании проводов в патроне и т. д. Как показывает опыт работы по сварке проводов, наиболее частыми причинами некачественной сварки являются заедание проводов в патроне и односторонняя подача провода. Заедание одного из проводов в кокиле патрона также ведет к односторонней подаче провода. При сварке проводов на линиях электропередачи наблюдались случаи, когда при самой тщательной подготовке проводов и клещей сварка все же не получалась из-за односторонней подачи провода в кокиль термопатрона. Выполнение термитной сварки проводов Термитную сварку проводов производят с помощью термитных патронов (рис. 1). Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов состоит из следующих основных элементов: кокиля из листовой стали толщиной 0,5 — 1,25 мм для защиты верхнего повива провода от пережога и попадания в зону сварки вредных примесей, образующихся от сгорания термитной массы, вкладыша из алюминия для образования зоны сварки и заполнения пустот, термитной шашки, которая при сгорании выделяет необходимое количество тепла для расплавления вкладыша и концов свариваемых проводов в зоне сварки. Термитный патрон для сварки медных проводов состоит из кокиля, изготовленного из листовой меди толщиной 1,5 — 2 мм или из медных труб, вкладыша из сплава меди с фосфором марки МФ-3 и термитной шашки.
Рис. 1. Термитные патроны: а — для алюминиевых и сталеалюминиевых проводов, б — для медных и бронзовых проводов, в — положение термитных патронов на проводах перед сваркой, 1—кокиль, 2 — вкладыш, 3 — термитный муфель (шашка), 4 — место этикетки, 5 — провод, 6 — ограничительный бандаж, 7 — асбестовое уплотнение. Правильная подготовка концов проводов под термитную сварку имеет большое значение для высококачественной сварки соединения. Концы должны быть тщательно очищены от загрязнений, обезжирены бензином от смазки и просушены. Удаление смазки с концов проводов и их сушка необходимы, так как при сгорании смазки или остатков бензина образуются газы, препятствующие заполнению места сварки расплавленным металлом и способствующие образованию раковин и каверн. Концы свариваемых проводов отторцовываются так, чтобы плоскость среза была ровной и строго перпендикулярной оси провода. Торцевание проводов сечением до 150 мм 2 производят монтажными ножницами для резки проводов, а проводов сечением более 150 мм 2 — при помощи ножовки или специального приспособления. Чаще всего некачественная сварка происходит из-за односторонней подачи концов провода вследствие того, что металл вкладыша плавится вначале с одной стороны и происходит затирание или заедание концов провода в кокиле. При термитной сварке проводов нужно следить за подачей концов свариваемых проводов с обоих концов кокиля. Металл в зоне сварки находится в жидком состоянии еще в течение нескольких минут после сгорания термитной массы и до тех пор, пока шлак, образовавшийся после сгорания термитной массы, не остынет до темного цвета. По этой же причине не следует спешить с ослаблением нажатия клещей и преждевременным отвертыванием воротков с плашками, крепящими концы проводов в клещах. Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта! Читайте также:
|